
Advancements and Challenges in Additively Manufactured Functionally Graded Materials: A Comprehensive Review

 ,
, 
Abstract
:1. Introduction
2. Designing FGMs: Conceptual Approaches
2.1. Importance of Design in FGMs: A Materials Science Perspective
2.2. Precision in Material Distribution: A Design Approach
2.3. Voxel Modeling for Deeper Investigation in FGM Design
2.4. Specialized File Formats for FGM Design
3. Manufacturing Techniques of FGMs
3.1. Methods of Manufacturing of FGMs
3.1.1. Vapor Deposition Methods
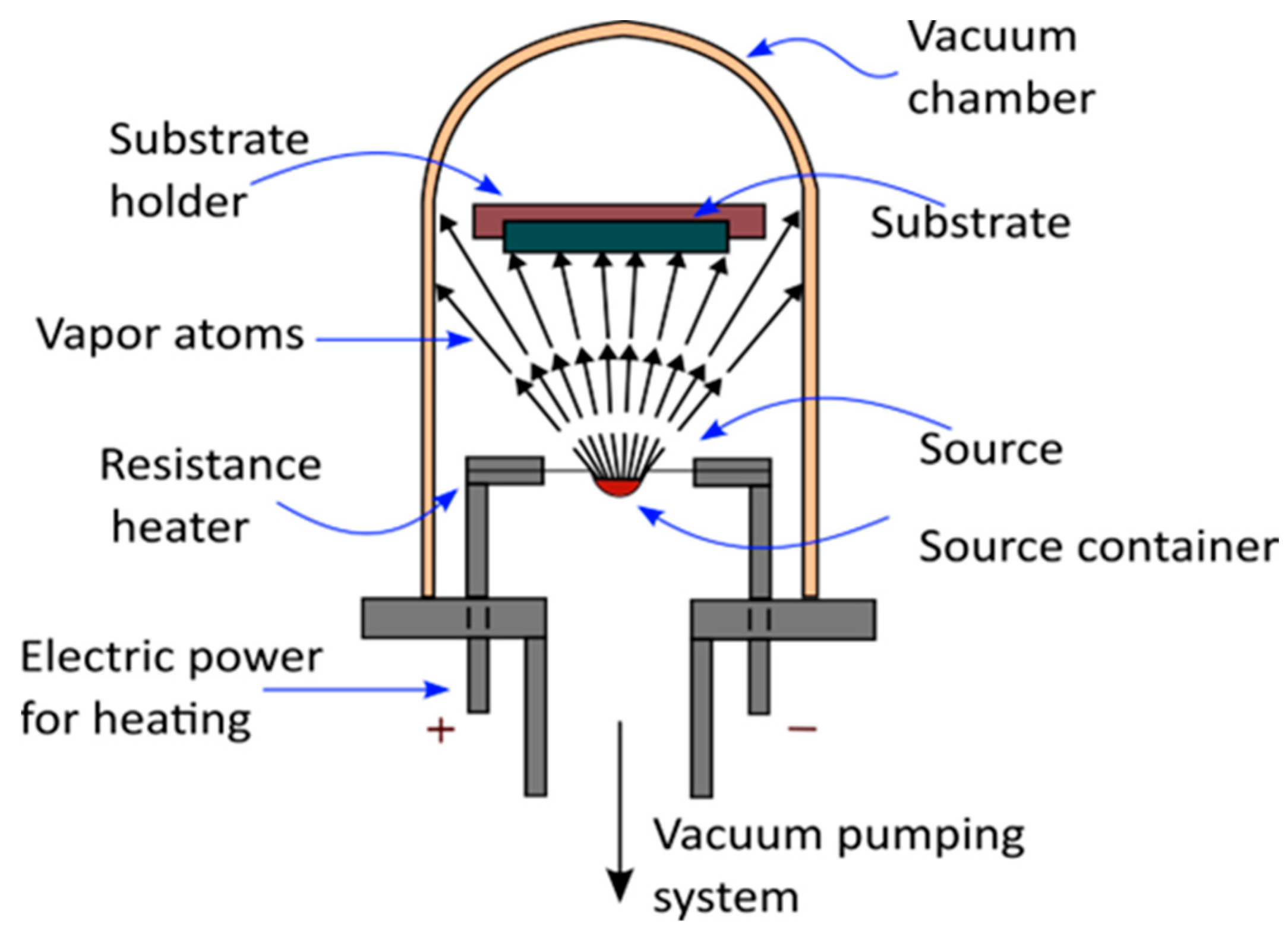
3.1.2. Physical Vapor Deposition
3.1.3. Chemical Vapor Deposition Methods
3.2. Powder Metallurgy in Additive Manufacturing
3.3. Solid Free Form
Electron Beam Direct Manufacturing
3.4. Use of Artificial Intelligence in Manufacturing of FGMs
- AI in prefabrication of design: AI has contributed a lot of assistance to AM design. AI can be used at an early stage in the process to determine whether AM is the most cost-effective option for generating specific types of designs. Beyond this point, artificial intelligence can also be used in generative design, which encourages creativity and speeds up the design process by generating a design according to a set of requirements [53]. Employing machine learning for rendering designs for maximum effective manufacturing is possible, and AI in 3D printing design is also helpful for topology optimization [32].
- Quality check and defect prediction tool: AI can be used to enhance the fatigue performance of layered deposited specimens subjected to different cyclic loadings; an internal predictive code is developed for each technique. An analysis of all is presented, based on values obtained from an empirical determination of fatigue life, to confirm the efficacy of the ML technique [33]. It has been demonstrated that RF is the best method, yielding maximally synchronized data sets in the shortest amount of time with the lowest possible error percentage. Ref. [37] reports on how machine learning was used to make those predictions in order to improve the operational effectiveness of fatigue life prediction in the future.
- Controlled material selection according to design: AI may encourage a more proactive strategy besides the mentioned application if potential weaknesses in the AM process are discovered. This can help regulate the use of materials in real time and substantially decrease rejected material [54]. By recognizing potential weaknesses before assisting operators or technicians in correcting the problem, or by enabling the process of manufacturing make those decisions on its own thanks to machine learning, 3D printing AI can achieve this. AI systems can cut down on the number of faulty parts that would otherwise be thrown away by using this kind of real-time control [33,37].
4. Materials Used to Fabricate FGMs Parts with AM Technologies
4.1. Metal Alloys
- Titanium Alloys: Titanium and its alloys are commonly used for their high strength-to-weight ratio and excellent corrosion resistance.
- Aluminum Alloys: Aluminum-based FGMs can be tailored for specific applications, providing a combination of light weight and good mechanical properties.
- Stainless Steel Alloys: Various grades of stainless steel can be used with FGMs to achieve different levels of corrosion resistance and strength [55].
4.2. Ceramic Materials
4.3. Composite Materials
4.4. Polymer Composites
4.5. Biocompatible Materials
4.6. Functionally Graded Polymers
4.7. Advanced Materials
4.8. Nanomaterials
4.9. Metamaterials
5. Applications Using FGMs
5.1. Automotive Applications
5.2. Aerospace Applications
5.3. Biomedical Applications
6. Critical Issues and Challenges Associated with FGMs
6.1. Manufacturing Challenges
6.2. Design Challenges
6.3. Testing Challenges
- Defect Identification: Detecting defects in FGMs using traditional testing methods is often challenging due to the heterogeneous nature of these materials. Conventional techniques may not effectively reveal flaws in their structure.
- Relevance of Tests: Designing tests that accurately reflect the specific application for which the FGM is intended proves to be a difficult task. Standard testing procedures may not fully capture the material’s performance under real-world conditions.
- Multi-material Fusion Mechanisms: In the realm of AM for FGMs, comprehending and managing the fusion mechanisms of multiple materials can be intricate. Ensuring a seamless integration of different materials without compromising structural integrity poses a significant challenge.
- Material Properties: The properties of FGMs exhibit significant variations across the material gradient. Specialized techniques are required for testing and characterizing these diverse properties, including mechanical, thermal, and electrical behaviors, to capture the full spectrum.
- Structural Defects: FGMs are prone to structural defects such as pores, unmelted regions, and cracks. These defects are responsive to the parameters of the manufacturing process, emphasizing the need to understand how they form and impact the material’s overall performance.
- Thermal History: Throughout AM processes, especially those involving mixed metal powders, FGMs undergo a complex thermal history, encompassing stages like melting, molten pool flow, and crystallization under the influence of lasers. Gaining insight into and controlling this thermal history is crucial for achieving the desired material properties.
- Adaptation to Changing Material Distribution: The diverse thermodynamic properties of multi-material FGMs present challenges during testing. For example, a constant laser power may prove inadequate to melt materials with high melting points or low laser absorption rates. Consequently, dynamically adjusting testing parameters to accommodate fluctuations in material distribution becomes imperative.
6.4. Cost Factor
- Raw material costs: FGMs often necessitate high-performance materials like ceramics and metals, which can be relatively expensive.
- Manufacturing costs: The manufacturing processes for FGMs are typically intricate, requiring specialized equipment that can elevate production costs.
- Testing and quality control costs: Due to their unique composition and properties, FGMs present challenges in testing and characterization, resulting in higher quality control costs.
- Develop new manufacturing processes: Researchers are exploring more efficient and cost-effective manufacturing processes for FGMs. For instance, AM holds promise in significantly reducing the production cost of complex FGM components.
- Standardize FGM processes and testing methods: Standardizing manufacturing processes and testing methods for FGMs will streamline procedures, lower costs, and facilitate broader adoption.
- Expand the supply chain: Enlarging the supply chain for FGM materials and components will introduce more competition, fostering cost reduction.
6.5. Lack of Standardization
- ISO: The International Organization for Standardization (ISO) has instituted a technical committee on FGMs, actively developing standards for FGM terminology, classification, and characterization.
- European Committee for Standardization: The European Committee for Standardization (CEN) has created a technical committee on FGMs, focused on developing standards for FGM design, manufacturing, and testing.
7. Future Trends
7.1. Broadening Biomedical Applications
7.2. Overcoming Manufacturing and Design Challenges
7.3. Integrating of AI in FGAM
7.4. Standardization and Cost Management
7.5. Challenges and Future Research Directions
8. Conclusions
- We explored the significant impact of FGMs in modern manufacturing, focusing particularly on their application in AM.
- We traced the evolution of FGMs from high-temperature applications in space aircraft to their diverse applications in aerospace, biomedicine, materials science, and engineering.
- We examined FGMs comprehensively, covering design approaches, manufacturing techniques, and materials utilized in AM technologies.
- We emphasized the crucial role of precision in material distribution and highlighted the integration of advanced technologies, such as Artificial Intelligence, in FGM manufacturing.
- We outlined the broad range of materials, including metal alloys, ceramics, and polymers, employed in the fabrication of FGM parts.
- We explored practical applications of FGMs in aerospace, emphasizing their suitability for meeting high-temperature and low-weight requirements. We highlighted their potential in biomedical applications as well.
- We identified critical challenges in FGM adoption, including manufacturing complexity, design intricacies, testing difficulties, and the absence of standardization.
- We recognized the promising future of FGMs, anticipating their pivotal role in shaping the future of AM across various industries as the technology advances and as awareness grows.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alkunte, S.; Fidan, I.; Hasanov, S. Experimental Analysis of Functionally Graded Materials produced by Fused Filament Fabrication. In Proceedings of the 2022 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 25–27 July 2022. [Google Scholar] [CrossRef]
- Hasanov, S.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Huseynov, O.; Fidan, I.; Alifui-Segbaya, F.; Rennie, A. Review on Additive Manufacturing of Multi-Material Parts: Progress and Challenges. J. Manuf. Mater. Process. 2021, 6, 4. [Google Scholar] [CrossRef]
- Fidan, I.; Huseynov, O.; Ali, M.A.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Hasanov, S.; Tantawi, K.; Yasa, E.; Yilmaz, O.; et al. Recent Inventions in Additive Manufacturing: Holistic Review. Inventions 2023, 8, 103. [Google Scholar] [CrossRef]
- History|Computational Mechanics Research Laboratory—Prof. Jeongho Kim. Available online: https://cmrl.uconn.edu/functionally-graded-materials-conference/conference-information/history/ (accessed on 20 December 2023).
- Dai, Y.; Yan, X.; Dai, J. Co-Extrusion Preparation Method of Polymer Functionally Gradient Materials (FGM) and Products. CN101618595B, 29 August 2012. Available online: https://patents.google.com/patent/CN101618595B/en (accessed on 4 April 2023).
- Seyferth, D.; Czubarow, P. Method for Preparation of a Functionally Gradient Material. U.S. Patent 5,455,000, 3 October 1995. Available online: https://www.freepatentsonline.com/5455000.pdf (accessed on 4 April 2023).
- Pojman, J.A.; McCardle, T.W. Functionally Gradient Polymeric Materials. U.S. Patent 6313237B1, 6 November 2001. Available online: https://patents.google.com/patent/US6313237B1/en (accessed on 4 April 2023).
- Pojman, J.A.; McCardle, T.W. Functionally Gradient Polymeric Materials. U.S. Patent 6,057,406, 2 May 2000. Available online: https://www.freepatentsonline.com/6057406.pdf (accessed on 4 April 2023).
- Sharma, N.K.; Bhandari, M. Applications of Functionally Graded Materials (FGMs). Int. J. Eng. Res. Technol. 2018, 2. [Google Scholar] [CrossRef]
- Pradhan, K.K.; Chakraverty, S. Overview of functionally graded materials. In Computational Structural Mechanics; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–10. [Google Scholar]
- Alkunte, S.; Rajeshirke, M.; Fidan, I.; Hasanov, S. Performance evaluation of fatigue behavior in extrusion-based functionally graded materials. Int. J. Adv. Manuf. Technol. 2023, 128, 863–875. [Google Scholar] [CrossRef]
- Rajeshirke, M.; Alkunte, S.; Huseynov, O.; Fidan, I. Fatigue analysis of additively manufactured short carbon fiber-reinforced PETG Components. Int. J. Adv. Manuf. Technol. 2023, 128, 2377–2394. [Google Scholar] [CrossRef]
- Liang, Y.; Lin, H.; Lin, S.; Wu, J.; Li, W.; Meng, F.; Yang, Y.; Huang, X.; Jia, B.; Kivshar, Y. Hybrid anisotropic plasmonic metasurfaces with multiple resonances of focused light beams. Nano Lett. 2021, 21, 8917–8923. [Google Scholar] [CrossRef]
- Liu, S.; Wang, X.; Ni, J.; Cao, Y.; Li, J.; Wang, C.; Hu, Y.; Chu, J.; Wu, D. Optical Encryption in the Photonic Orbital Angular Momentum Dimension via Direct-Laser-Writing 3D Chiral Metahelices. Nano Lett. 2023, 23, 2304–2311. [Google Scholar] [CrossRef]
- Ahankari, S.S.; Kar, K.K. Functionally graded composites: Processing and applications. In Composite Materials: Processing, Applications, Characterizations; Springer: Berlin/Heidelberg, Germany, 2016; pp. 119–168. [Google Scholar] [CrossRef]
- Doubrovski, E.; Tsai, E.; Dikovsky, D.; Geraedts, J.; Herr, H.; Oxman, N. Voxel-based fabrication through material property mapping: A design method for bitmap printing. Comput.-Aided Des. 2015, 60, 3–13. [Google Scholar] [CrossRef]
- Ituarte, I.F.; Boddeti, N.; Hassani, V.; Dunn, M.L.; Rosen, D.W. Design and additive manufacture of functionally graded structures based on digital materials. Addit. Manuf. 2019, 30, 100839. [Google Scholar] [CrossRef]
- Michelin’s 3D Printed Concept Tire Makes TIME Magazine’s 25 Best Inventions of 2017|All3DP. Available online: https://all3dp.com/michelins-3d-printed-concept-tire-makes-time-magazines-25-best-inventions-2017/ (accessed on 16 December 2023).
- Saleh, B.; Jiang, J.; Fathi, R.; Al-Hababi, T.; Xu, Q.; Wang, L.; Song, D.; Ma, A. 30 Years of functionally graded materials: An overview of manufacturing methods, Applications and Future Challenges. Compos. Part B Eng. 2020, 201, 108376. [Google Scholar] [CrossRef]
- Functionally Graded Materials in Nature. Available online: https://shellbuckling.com/presentations/otherTopics/pages/page_390.html (accessed on 24 November 2023).
- Bafekrpour, E.; Simon, G.P.; Habsuda, J.; Naebe, M.; Yang, C.; Fox, B. Fabrication and characterization of functionally graded synthetic graphite/phenolic nanocomposites. Mater. Sci. Eng. A 2012, 545, 123–131. [Google Scholar] [CrossRef]
- Lin, D.; Li, Q.; Li, W.; Zhou, S.; Swain, M.V. Design optimization of functionally graded dental implant for bone remodeling. Compos. Part B Eng. 2009, 40, 668–675. [Google Scholar] [CrossRef]
- Pei, E.; Loh, G.H. Building a Conceptual Understanding of Functionally Graded Additive Manufacturing (FGAM) and Its Limitations. In Proceedings of the 15th Rapid Design, Prototyping & Manufacturing Conference (RDPM 2017), Newcastle, UK, 27–28 April 2017; pp. 27–28. [Google Scholar]
- Li, Y.; Feng, Z.; Hao, L.; Huang, L.; Xin, C.; Wang, Y.; Bilotti, E.; Essa, K.; Zhang, H.; Li, Z.; et al. A Review on Functionally Graded Materials and Structures via Additive Manufacturing: From Multi-Scale Design to Versatile Functional Properties. Adv. Mater. Technol. 2020, 5, 1900981. [Google Scholar] [CrossRef]
- Năstăsescu, V.; Marzavan, S. An Overview of Functionally Graded Material Models. Proc. Rom. Acad. Ser. A 2022, 23, 259–267. [Google Scholar]
- Sun, J.; Jing, Q.; Lei, L.; Zhang, J. Compositional gradient affects the residual stress distribution in Si3N4/SiC functionally graded materials. Ceram. Int. 2023, 49, 19281–19289. [Google Scholar] [CrossRef]
- Gu, Y.; Zhang, X.; Wu, Q.; Li, Y.; Zhang, B.; Gao, F.; Luo, Y. Research on motion evolution of soft robot based on VoxCAD. In Proceedings of the 12th International Conference, ICIRA 2019, Shenyang, China, 8–11 August 2019; Lecture Notes in Computer Science (Including Subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics). Volume 11742, pp. 26–37. [Google Scholar] [CrossRef]
- Ghosh, J.; Hemadri, N. Design and Simulation of Two-Fingered Soft Robotics Gripper using VoxCAD. In Proceedings of the 2021 12th International Conference on Computing Communication and Networking Technologies, ICCCNT 2021, Kharagpur, India, 6–8 July 2021. [Google Scholar] [CrossRef]
- Luo, Y. Voxel-based design and characterization of functionally graded materials. Results Mater. 2023, 17, 100375. [Google Scholar] [CrossRef]
- Grigoriadis, K. Computational blends: The epistemology of designing with functionally graded materials. J. Archit. 2019, 24, 160–192. [Google Scholar] [CrossRef]
- Zhang, Z.; Joshi, S. Slice data representation and format for multi-material objects for additive manufacturing processes. Rapid Prototyp. J. 2017, 23, 149–161. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Thakare, S.; Singh, R.K.P. A Review on Functionally Gradient Materials (FGMs) and Their Applications. IOP Conf. Ser. Mater. Sci. Eng. 2017, 229, 012021. [Google Scholar] [CrossRef]
- Hasanov, S.; Gupta, A.; Alifui-Segbaya, F.; Fidan, I. Hierarchical homogenization and experimental evaluation of functionally graded materials manufactured by the fused filament fabrication process. Compos. Struct. 2021, 275, 114488. [Google Scholar] [CrossRef]
- Ali, M.A.; Fidan, I.; Tantawi, K. Investigation of the impact of power consumption, surface roughness, and part complexity in stereolithography and fused filament fabrication. Int. J. Adv. Manuf. Technol. 2023, 126, 2665–2676. [Google Scholar] [CrossRef]
- Suryakumar, S.; Somashekara, M.A. Manufacture of functionally gradient materials using weld-deposition. In Proceedings of the 24th International SFF Symposium—An Additive Manufacturing Conference, SFF, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Alkunte, S.; Rajeshirke, M.; Huseynov, O.; Fidan, I. Fatigue Life Prediction of Functionally Graded TPU and PLA Components Produced by Material Extrusion. In Proceedings of the SFF2023—34th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 14–16 August 2023; pp. 68–84. [Google Scholar]
- AI in Additive Manufacturing. Available online: https://www.advancedtech.com/blog/ai-in-additive-manufacturing/ (accessed on 20 December 2023).
- El-Galy, I.M.; Saleh, B.I.; Ahmed, M.H. Functionally graded materials classifications and development trends from industrial point of view. SN Appl. Sci. 2019, 1, 1378. [Google Scholar] [CrossRef]
- Vernardou, D. Special issue: Advances in chemical vapor deposition. Materials 2020, 13, 4167. [Google Scholar] [CrossRef]
- Singh, J.; Quli, F.; Wolfe, D.E.; Schriempf, J. An Overview: Electron Beam—Physical Vapor Deposition Technology—Present and Future Applications; The Applied Research Laboratory, The Pennsylvania State University: State College, PA, USA, 1999. [Google Scholar]
- Ansari, M.; Jabari, E.; Toyserkani, E. Opportunities and challenges in additive manufacturing of functionally graded metallic materials via powder-fed laser directed energy deposition: A review. J. Am. Acad. Dermatol. 2021, 294, 117117. [Google Scholar] [CrossRef]
- Gong, X.; Anderson, T.; Chou, K. Review on powder-based electron beam additive manufacturing Technology. In Proceedings of the ASME/ISCIE 2012 International Symposium on Flexible Automation, Saint Louis, MO, USA, 18–20 June 2012; pp. 507–515. [Google Scholar] [CrossRef]
- Gupta, A.; Hasanov, S.; Alifui-Segbaya, F.; Fidan, I. Composites (Fiber-Reinforced Plastic Matrix Composites). In Springer Handbook of Additive Manufacturing; Springer: Cham, Switzerland, 2023; pp. 627–637. [Google Scholar] [CrossRef]
- Watanabe, Y.; Inaguma, Y.; Sato, H.; Miura-Fujiwara, E. A novel fabrication method for functionally graded materials under centrifugal force: The centrifugal mixed-powder method. Materials 2009, 2, 2510–2525. [Google Scholar] [CrossRef]
- Alifui-Segbaya, F.; Ituarte, I.F.; Hasanov, S.; Gupta, A.; Fidan, I. Opportunities and Limitations of Additive Manufacturing. In Springer Handbook of Additive Manufacturing; Springer: Cham, Switzerland, 2023; pp. 125–143. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Gupta, A.; Fidan, I. Mechanical benchmarking of additively manufactured continuous and short carbon fiber reinforced nylon. J. Compos. Mater. 2021, 55, 3629–3638. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Ramalho, F.Q.; Alves, M.L.; Correia, M.S.; Vilhena, L.M.; Ramalho, A. Study of Laser Metal Deposition (LMD) as a Manufacturing Technique in Automotive Industry. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Srivastava, M.; Rathee, S. Additive manufacturing: Recent trends, applications and future outlooks. Prog. Addit. Manuf. 2022, 7, 261–287. [Google Scholar] [CrossRef]
- Fidan, E.N. Understanding Hurricane-Induced Water Quantity and Quality Dynamics Using Machine Learning and Environmental Data Analytics Approaches, North Carolina State University, United States—North Carolina, 2023. ProQuest. Available online: https://www.proquest.com/docview/2800163124?parentSessionId=W1TjKu9ZmkrLRFKJfoAhpzz9ZHspheODLmAL%2FXPmZl8%3D (accessed on 29 October 2023).
- Alkunte, S.; Fidan, I. Machine Learning-Based Fatigue Life Prediction of Functionally Graded Materials Using Material Extrusion Technology. J. Compos. Sci. 2023, 7, 420. [Google Scholar] [CrossRef]
- Wasmer, K.; Wüst, M.; Cui, D.; Masinelli, G.; Pandiyan, V.; Shevchik, S. Monitoring of functionally graded material during laser directed energy deposition by acoustic emission and optical emission spectroscopy using artificial intelligence. Virtual Phys. Prototyp. 2023, 18, e2189599. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Pant, M.; Nagdeve, L.; Pandey, V.C.; Kumar, H. Review of Recent Trends in Additive Manufacturing. In Lecture Notes in Electrical Engineering; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive manufacturing of titanium alloys in the biomedical field: Processes, properties and applications. J. Appl. Biomater. Funct. Mater. 2018, 16, 57–67. [Google Scholar] [CrossRef]
- Parthasarathy, J. Chapter 14—Additive Manufacturing of medical devices. In Additive Manufacturing: Innovations, Advances and Applications; Srivatsan, T.S., Sudarshan, T.S., Eds.; CRC Press: Boca Raton, FL, USA, 2015; pp. 369–388. [Google Scholar]
- Hermawan, H.; Ramdan, D.; Djuansjah, J.R. Chapter 17: Metals for biomedical applications. In Biomedical Engineering—From Theory to Applications; Fazel-Rezai Reza, P.A., Ed.; InTech: Rijeka, Croatia, 2011; pp. 411–430. [Google Scholar]
- Hanawa, T. Metal ion release from metal implants. Mater. Sci. Eng. C 2004, 24, 745–752. [Google Scholar] [CrossRef]
- Andani, M.T.; Moghaddam, N.S.; Haberland, C.; Dean, D.; Miller, M.J.; Elahinia, M. Metals for bone implants. Part 1. Powder metallurgy and implant rendering. Acta Biomater. 2014, 10, 4058–4070. [Google Scholar] [CrossRef]
- Le Guehennec, L.; Lopez-Heredia, M.-A.; Enkel, B.; Weiss, P.; Amouriq, Y.; Layrolle, P. Osteoblastic cell behaviour on different titanium implant surfaces. Acta Biomater. 2008, 4, 535–543. [Google Scholar] [CrossRef]
- Generalizations Regarding the Process and Phenomenon of Osseointegration. Part II. In Vitro Studies—PubMed. Available online: https://pubmed.ncbi.nlm.nih.gov/9581401/ (accessed on 20 December 2023).
- Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for Stainless Steel and Titanium Alloys. Phys. Procedia 2012, 39, 376–381. [Google Scholar] [CrossRef]
- Roy, M.; Vamsi Krishna, B.; Bandyopadhyay, A.; Bose, S. Laser processing of bioactive tricalcium phosphate coating on titanium for load-bearing implants. Acta Biomater. 2008, 4, 324–333. [Google Scholar] [CrossRef] [PubMed]
- Sterling, A.J.; Torries, B.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Fatigue behavior and failure mechanisms of direct laser deposited Ti–6Al–4V. Mater. Sci. Eng. A 2016, 655, 100–112. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Weiss, L.; Nessler, Y.; Novelli, M.; Laheurte, P.; Grosdidier, T. On the Use of Functionally Graded Materials to Differentiate the Effects of Surface Severe Plastic Deformation, Roughness and Chemical Composition on Cell Proliferation. Metals 2019, 9, 1344. [Google Scholar] [CrossRef]
- Yin, S.; Yan, X.; Chen, C.; Jenkins, R.; Liu, M.; Lupoi, R. Hybrid additive manufacturing of Al-Ti6Al4V functionally graded materials with selective laser melting and cold spraying. J. Am. Acad. Dermatol. 2018, 255, 650–655. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Bairrão, N.; Farias, F.W.C.; Shamsolhodaei, A.; Shen, J.; Zhou, N.; Maawad, E.; Schell, N.; Santos, T.G.; Oliveira, J. Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater. Des. 2022, 213, 110270. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002. [Google Scholar] [CrossRef]
- Muralimohan, C.; Haribabu, S.; Reddy, Y.H.; Muthupandi, V.; Sivaprasad, K. Evaluation of Microstructures and Mechanical Properties of Dissimilar Materials by Friction Welding. Procedia Mater. Sci. 2014, 5, 1107–1113. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, H.; Jia, X.; Liang, X.; Lei, J. Heat treatment of titanium manufactured by selective laser melting: Microstructure and tensile properties. J. Mater. Res. Technol. 2022, 18, 245–254. [Google Scholar] [CrossRef]
- Su, L.; Qi, L.; Lian, H.; Luo, J.; Zhou, Y.; Dou, Y.; Chao, X. A new strategy for eliminating bottom hole defects during aluminum droplet printing within a broad temperature range. J. Am. Acad. Dermatol. 2023, 319, 118079. [Google Scholar] [CrossRef]
- Kotari, S.; Punna, E.; Gangadhar, S.; Cheepu, M.; Sarkar, P.; Venukumar, S. Dissimilar metals TIG welding-brazing of AZ31 magnesium alloy to 304 stainless steel. Mater. Today Proc. 2021, 39, 1549–1552. [Google Scholar] [CrossRef]
- Hu, H.W.; Chen, K.N. Development of low temperature CuCu bonding and hybrid bonding for three-dimensional integrated circuits (3D IC). Microelectron. Reliab. 2021, 127, 114412. [Google Scholar] [CrossRef]
- Sarila, V.K.; Moinuddin, S.Q.; Cheepu, M.; Rajendran, H.; Kantumuchu, V.C. Characterization of Microstructural Anisotropy in 17–4 PH Stainless Steel Fabricated by DMLS Additive Manufacturing and Laser Shot Peening. Trans. Indian Inst. Met. 2022, 76, 403–410. [Google Scholar] [CrossRef]
- Moinuddin, S.Q.; Machireddy, V.V.; Raghavender, V.; Kaniganti, T.B.; Sarila, V.; Ponnappan, S.M.; Shanmugam, R.; Cheepu, M. Analysis on Bonding Interface during Solid State Additive Manufacturing between 18Cr-8Ni and 42CrMo4 High Performance Alloys. Metals 2023, 13, 488. [Google Scholar] [CrossRef]
- Jung, G.S.; Park, Y.H.; Kim, D.J.; Lim, C.S. Study on Corrosion Properties of Additive Manufactured 316L Stainless Steel and Alloy 625 in Seawater. Corros. Sci. Technol. 2019, 18, 277–284. [Google Scholar] [CrossRef]
- Yu, M.; Pu, G.; Xue, Y.; Wang, S.; Chen, S.; Wang, Y.; Yang, L.; Wang, Z.; Zhu, T.; Tan, T.; et al. The oxidation behaviors of high-purity niobium for superconducting radio-frequency cavity application in vacuum heat treatment. Vacuum 2022, 203, 111258. [Google Scholar] [CrossRef]
- Scheithauer, U.; Weingarten, S.; Abel, J.; Schwarzer, E.; Beckert, B.; Richter, H.-J.; Moritz, T.; Michaelis, A. Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP). Materials 2017, 10, 1368. [Google Scholar] [CrossRef]
- Li, Y.; Shen, Y.; Hung, C.-H.; Leu, M.C.; Tsai, H.-L. Additive manufacturing of Zr-based metallic glass structures on 304 stainless steel substrates via V/Ti/Zr intermediate layers. Mater. Sci. Eng. A 2018, 729, 185–195. [Google Scholar] [CrossRef]
- Rahaman, M.N.; Yao, A.; Bal, B.S.; Garino, J.P.; Ries, M.D. Ceramics for Prosthetic Hip and Knee Joint Replacement. J. Am. Ceram. Soc. 2007, 90, 1965–1988. [Google Scholar] [CrossRef]
- Li, W.; Armani, A.; Martin, A.; Kroehler, B.; Henderson, A.; Huang, T.; Watts, J.; Hilmas, G.; Leu, M. Extrusion-based additive manufacturing of functionally graded ceramics. J. Eur. Ceram. Soc. 2021, 41, 2049–2057. [Google Scholar] [CrossRef]
- Wu, D.; Shi, J.; Niu, F.; Ma, G.; Zhou, C.; Zhang, B. Direct additive manufacturing of melt growth Al2O3-ZrO2 functionally graded ceramics by laser directed energy deposition. J. Eur. Ceram. Soc. 2022, 42, 2957–2973. [Google Scholar] [CrossRef]
- Prathumwan, R.; Subannajui, K. Fabrication of a ceramic/metal (Al2O3/Al) composite by 3D printing as an advanced refractory with enhanced electrical conductivity. RSC Adv. 2020, 10, 32301–32308. [Google Scholar] [CrossRef] [PubMed]
- Linh, N.T.D.; Huy, K.D.; Dung, N.T.K.; Luong, N.X.; Hoang, T.; Tham, D.Q. Fabrication and characterization of PMMA/ZrO2 nanocomposite 3D printing filaments. Vietnam J. Chem. 2023, 61, 461–469. [Google Scholar] [CrossRef]
- Yuan, T.; Zhang, L.; Li, T.; Tu, R.; Sodano, H.A. 3D Printing of a self-healing, high strength, and reprocessable thermoset. Polym. Chem. 2020, 11, 6441–6452. [Google Scholar] [CrossRef]
- Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Plaza, S.; Ortega, N. Latest Developments to Manufacture Metal Matrix Composites and Functionally Graded Materials through AM: A State-of-the-Art Review. Materials 2023, 16, 1746. [Google Scholar] [CrossRef] [PubMed]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refract. Met. Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Jiang, W.H.; Kovacevic, R. Laser deposited TiC/H13 tool steel composite coatings and their erosion resistance. J. Mater. Process. Technol. 2007, 186, 331–338. [Google Scholar] [CrossRef]
- Adam, R.; Botes, A.; Corderley, G. Metal matrix composite laser metal deposition for ballistic application. IOP Conf. Ser. Mater. Sci. Eng. 2018, 430, 01200. [Google Scholar] [CrossRef]
- Zhang, Z.; Kovacevic, R. Laser cladding of iron-based erosion resistant metal matrix composites. J. Manuf. Process. 2019, 38, 63–75. [Google Scholar] [CrossRef]
- Ghisellini, P.; Ulgiati, S. Circular economy transition in Italy. Achievements, perspectives and constraints. J. Clean. Prod. 2020, 243, 118360. [Google Scholar] [CrossRef]
- van Buren, N.; Demmers, M.; van der Heijden, R.; Witlox, F. Towards a Circular Economy: The Role of Dutch Logistics Industries and Governments. Sustainability 2016, 8, 647. [Google Scholar] [CrossRef]
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The mechanical testing and performance analysis of polymer-fibre composites prepared through the additive manufacturing. Polym. Test. 2021, 93, 106925. [Google Scholar] [CrossRef]
- Banjo, A.D.; Agrawal, V.; Auad, M.L.; Celestine, A.D.N. Moisture-induced changes in the mechanical behavior of 3D printed polymers. Compos. Part C Open Access 2022, 7, 100243. [Google Scholar] [CrossRef]
- McNiffe, E.; Ritter, T.; Higgins, T.; Sam-Daliri, O.; Flanagan, T.; Walls, M.; Ghabezi, P.; Finnegan, W.; Mitchell, S.; Harrison, N.M. Advancements in Functionally Graded Polyether Ether Ketone Components: Design, Manufacturing, and Characterisation Using a Modified 3D Printer. Polymers 2023, 15, 2992. [Google Scholar] [CrossRef]
- Zindani, D.; Kumar, K. An insight into additive manufacturing of fiber reinforced polymer composite. Int. J. Light. Mater. Manuf. 2019, 2, 267–278. [Google Scholar] [CrossRef]
- Thakar, C.M.; Parkhe, S.S.; Jain, A.; Phasinam, K.; Murugesan, G.; Ventayen, R.J.M. 3d Printing: Basic principles and applications. Mater. Today Proc. 2022, 51, 842–849. [Google Scholar] [CrossRef]
- Athreya, S.R.; Kalaitzidou, K.; Das, S. Mechanical and microstructural properties of Nylon-12/carbon black composites: Selective laser sintering versus melt compounding and injection molding. Compos. Sci. Technol. 2011, 71, 506–510. [Google Scholar] [CrossRef]
- Arai, S.; Tsunoda, S.; Kawamura, R.; Kuboyama, K.; Ougizawa, T. Comparison of crystallization characteristics and mechanical properties of poly(butylene terephthalate) processed by laser sintering and injection molding. Mater. Des. 2017, 113, 214–222. [Google Scholar] [CrossRef]
- Chapiro, M. Current achievements and future outlook for composites in 3D printing. Reinf. Plast. 2016, 60, 372–375. [Google Scholar] [CrossRef]
- Mani, M.; Lyons, K.W.; Gupta, S.K. Sustainability Characterization for Additive Manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 419–428. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Dey, A.; Eagle, I.N.R.; Yodo, N. A Review on Filament Materials for Fused Filament Fabrication. J. Manuf. Mater. Process. 2021, 5, 69. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Gupta, A.; Fidan, I.; Hasanov, S.; Nasirov, A. Processing, mechanical characterization, and micrography of 3D-printed short carbon fiber reinforced polycarbonate polymer matrix composite material. Int. J. Adv. Manuf. Technol. 2020, 107, 3185–3205. [Google Scholar] [CrossRef]
- Polyetheretherketone (PEEK): MakeItFrom.com. Available online: https://www.makeitfrom.com/material-properties/Polyetheretherketone-PEEK/ (accessed on 29 December 2023).
- Ji, Y.; Luan, C.; Yao, X.; Ding, Z.; Niu, C.; Dong, N.; Fu, J. Mechanism and behavior of laser irradiation on carbon fiber reinforced polyetheretherketone (CF/PEEK) during the laser-assisted in-situ consolidation additive manufacturing process. Addit. Manuf. 2023, 74, 103713. [Google Scholar] [CrossRef]
- Polyamide (PA, Nylon) 11: MakeItFrom.com. Available online: https://www.makeitfrom.com/material-properties/Polyamide-PA-Nylon-11 (accessed on 29 December 2023).
- Jiang, S.; Liao, G.; Xu, D.; Liu, F.; Li, W.; Cheng, Y.; Li, Z.; Xu, G. Mechanical properties analysis of polyetherimide parts fabricated by fused deposition modeling. High Perform. Polym. 2019, 31, 97–106. [Google Scholar] [CrossRef]
- Kim, D.-K.; Woo, W.; Kim, E.-Y.; Choi, S.-H. Microstructure and mechanical characteristics of multi-layered materials composed of 316L stainless steel and ferritic steel produced by direct energy deposition. J. Alloys Compd. 2019, 774, 896–907. [Google Scholar] [CrossRef]
- Guttridge, C.; Shannon, A.; O’Sullivan, A.; O’Sullivan, K.J.; O’Sullivan, L.W. Biocompatible 3D printing resins for medical applications: A review of marketed intended use, biocompatibility certification, and post-processing guidance. Ann. 3D Print. Med. 2022, 5, 100044. [Google Scholar] [CrossRef]
- Milazzo, M.; Negrini, N.C.; Scialla, S.; Marelli, B.; Farè, S.; Danti, S.; Buehler, M.J. Additive Manufacturing Approaches for Hydroxyapatite-Reinforced Composites. Adv. Funct. Mater. 2019, 29, 1903055. [Google Scholar] [CrossRef]
- Morano, C.; Pagnotta, L. Additive Manufactured Parts Produced Using Selective Laser Sintering Technology: Comparison between Porosity of Pure and Blended Polymers. Polymers 2023, 15, 4446. [Google Scholar] [CrossRef] [PubMed]
- Shariat, B.S.; Meng, Q.; Mahmud, A.S.; Wu, Z.; Bakhtiari, R.; Zhang, J.; Motazedian, F.; Yang, H.; Rio, G.; Nam, T.-H.; et al. Functionally graded shape memory alloys: Design, fabrication and experimental evaluation. Mater. Des. 2017, 124, 225–237. [Google Scholar] [CrossRef]
- Ferčec, J.; Anžel, I.; Rudolf, R. Stress dependent electrical resistivity of orthodontic wire from the shape memory alloy NiTi. Mater. Des. 2014, 55, 699–706. [Google Scholar] [CrossRef]
- Gao, Y.; Gutmann, J.L.; Wilkinson, K.; Maxwell, R.; Ammon, D. Evaluation of the Impact of Raw Materials on the Fatigue and Mechanical Properties of ProFile Vortex Rotary Instruments. J. Endod. 2012, 38, 398–401. [Google Scholar] [CrossRef]
- Miyazaki, S. Medical and dental applications of shape memory alloys. In Shape Memory Materials; Otsuka, K., Wayman, C.M., Eds.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Kumar, P.; Lagoudas, D. Introduction to Shape Memory Alloys. In Shape Memory Alloys; Springer: Boston, MA, USA, 2008; pp. 1–51. [Google Scholar] [CrossRef]
- Fernandes, R.; Gracias, D.H. Toward a miniaturized mechanical surgeon. Mater. Today 2009, 12, 14–20. [Google Scholar] [CrossRef]
- Alagha, A.N.; Hussain, S.; Zaki, W. Additive manufacturing of shape memory alloys: A review with emphasis on powder bed systems. Mater. Des. 2021, 204, 109654. [Google Scholar] [CrossRef]
- King, F.L.; Baruch, J. Review of properties of additive manufactured materials and composites. In Mechanical Properties and Characterization of Additively Manufactured Materials; CRC Press: Boca Raton, FL, USA, 2023; pp. 173–210. [Google Scholar]
- Hong, C.Q.; Zhang, X.H.; Li, W.J.; Han, J.C.; Meng, S.H. A novel functionally graded material in the ZrB2–SiC and ZrO2 system by spark plasma sintering. Mater. Sci. Eng. A 2008, 498, 437–441. [Google Scholar] [CrossRef]
- Liu, W.; Liu, S.; Wang, L. Surface Modification of Biomedical Titanium Alloy: Micromorphology, Microstructure Evolution and Biomedical Applications. Coatings 2019, 9, 249. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- Shafiei, N.; Mousavi, A.; Ghadiri, M. On size-dependent nonlinear vibration of porous and imperfect functionally graded tapered microbeams. Int. J. Eng. Sci. 2016, 106, 42–56. [Google Scholar] [CrossRef]
- Ghadiri, M.; SafarPour, H. Free vibration analysis of size-dependent functionally graded porous cylindrical microshells in thermal environment. J. Therm. Stress. 2017, 40, 55–71. [Google Scholar] [CrossRef]
- Zhang, D.G. Thermal post-buckling and nonlinear vibration analysis of FGM beams based on physical neutral surface and high order shear deformation theory. Meccanica 2014, 49, 283–293. [Google Scholar] [CrossRef]
- Zhang, D.G.; Zhou, H.M. Mechanical and thermal post-buckling analysis of FGM rectangular plates with various supported boundaries resting on nonlinear elastic foundations. Thin-Walled Struct. 2015, 89, 142–151. [Google Scholar] [CrossRef]
- Nian, Y.; Wan, S.; Avcar, M.; Yue, R.; Li, M. 3D printing functionally graded metamaterial structure: Design, fabrication, reinforcement, optimization. Int. J. Mech. Sci. 2023, 258, 108580. [Google Scholar] [CrossRef]
- Li, H.; Luo, Z.; Gao, L.; Walker, P. Topology optimization for functionally graded cellular composites with metamaterials by level sets. Comput. Methods Appl. Mech. Eng. 2018, 328, 340–364. [Google Scholar] [CrossRef]
- Kim, T.Y.; Park, S.-H.; Park, K. Development of functionally graded metamaterial using selective polymerization via digital light processing additive manufacturing. Addit. Manuf. 2021, 47, 102254. [Google Scholar] [CrossRef]
- Fernández-Morales, P.; Echeverrí, L.; Fandiño, E.M.; Zuleta Gil, A.A. Replication casting and additive manufacturing for fabrication of cellular aluminum with periodic topology: Optimization by CFD simulation. Int. J. Adv. Manuf. Technol. 2023, 126, 1789–1797. [Google Scholar] [CrossRef]
- Tošić, G.; Bogdanović, G.; Čukanović, D.; Radaković, A. Functionally graded materials in transport vehicles—Overview, fabrication, application, modelling. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1271, 012014. [Google Scholar] [CrossRef]
- Asiri, S. Modeling and Analysis of Automotive Engine Crankshaft Made of Composite and Functionally Graded Materials. Adv. Mater. Sci. Eng. 2022, 2022, 4005368. [Google Scholar] [CrossRef]
- Greer, C.; Nycz, A.; Noakes, M.; Richardson, B.; Post, B.; Kurfess, T.; Love, L. Introduction to the design rules for Metal Big Area Additive Manufacturing. Addit. Manuf. 2019, 27, 159–166. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Li, D.; Liao, W.; Dai, N.; Dong, G.; Tang, Y.; Xie, Y.M. Optimal design and modeling of gyroid-based functionally graded cellular structures for additive manufacturing. Comput.-Aided Des. 2018, 104, 87–99. [Google Scholar] [CrossRef]
- Suryakant, A.S.; Gajjal, S.Y.; Mahajan, D.A. Contact Stress Analysis for’Gear’to Optimize Mass using CAE Techniques. Int. J. Sci. Eng. Technol. Res. 2014, 3, 3491–3495. [Google Scholar]
- Sator, L.; Sladek, V.; Sladek, J. A Strong Form Meshless Method for the Solution of FGM Plates. Aerospace 2022, 9, 425. [Google Scholar] [CrossRef]
- Gueorguiev, N.; Kolarov, A.; Iliev, I. Module for Wireless Communication in Aerospace Vehicles. Aerosp. Res. 2020, 32, 160–174. [Google Scholar] [CrossRef]
- Nazir, A.; Gokcekaya, O.; Billah, K.M.M.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D printing of materials and cellular metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar] [CrossRef]
- Tabatabaeian, A.; Ghasemi, A.R.; Shokrieh, M.M.; Marzbanrad, B.; Baraheni, M.; Fotouhi, M. Residual Stress in Engineering Materials: A Review. Adv. Eng. Mater. 2022, 24, 2100786. [Google Scholar] [CrossRef]
- Prajapati, M.J.; Kumar, A.; Lin, S.C.; Jeng, J.Y. Reducing mechanical anisotropy in material extrusion process using bioinspired architectured lattice structures. Addit. Manuf. 2023, 66, 103480. [Google Scholar] [CrossRef]
- Fujii, T.; Murakami, R.; Kobayashi, N.; Tohgo, K.; Shimamura, Y. Uniform porous and functionally graded porous titanium fabricated via space holder technique with spark plasma sintering for biomedical applications. Adv. Powder Technol. 2022, 33, 103598. [Google Scholar] [CrossRef]
- Schwarzer, E.; Holtzhausen, S.; Scheithauer, U.; Ortmann, C.; Oberbach, T.; Moritz, T.; Michaelis, A. Process development for additive manufacturing of functionally graded alumina toughened zirconia components intended for medical implant application. J. Eur. Ceram. Soc. 2019, 39, 522–530. [Google Scholar] [CrossRef]
- Kumar, P.; Sharma, S.K.; Singh, R.K.R. Recent trends and future outlooks in manufacturing methods and applications of FGM: A comprehensive review. Mater. Manuf. Process. 2023, 38, 1033–1067. [Google Scholar] [CrossRef]
- Ma, Z.; Liu, W.; Li, W.; Liu, H.; Song, J.; Liu, Y.; Huang, Y.; Xia, Y.; Wang, Z.; Liu, B.; et al. Additive manufacturing of functional gradient materials: A review of research progress and challenges. J. Alloys Compd. 2023, 971, 172642. [Google Scholar] [CrossRef]
- Sam, M.; Jojith, R.; Radhika, N. Progression in manufacturing of functionally graded materials and impact of thermal treatment—A critical review. J. Manuf. Process. 2021, 68, 1339–1377. [Google Scholar] [CrossRef]
- Kumar, K.; Dixit, S.; ul Haq, M.Z.; Stefanska, A.; Tummala, S.K.; Bobba, P.B.; Kaur, N.; Mohiuddin, M.A. From Homogeneity to Heterogeneity: Designing Functionally Graded Materials for Advanced Engineering Applications. E3S Web Conf. 2023, 430, 01198. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A review of topology optimization for additive manufacturing: Status and challenges. Chin. J. Aeronaut. 2021, 34, 91–110. [Google Scholar] [CrossRef]
- Nikbakht, S.; Kamarian, S.; Shakeri, M. A review on optimization of composite structures Part II: Functionally graded materials. Compos. Struct. 2019, 214, 83–102. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, F.; Huang, Z.; Jia, M.; Chen, G.; Ye, Y.; Lin, Y.; Liu, W.; Chen, B.; Shen, Q.; et al. Additive manufacturing of functionally graded materials: A review. Mater. Sci. Eng. A 2019, 764, 138209. [Google Scholar] [CrossRef]
- Mishra, A.K.; Yadav, K.; Kumar, A. Selective laser melting of functionally graded material: Current trends and future prospects. In Advances in Additive Manufacturing Artificial Intelligence, Nature-Inspired, and Biomanufacturing; Elsevier: Amsterdam, The Netherlands, 2023; pp. 281–297. [Google Scholar]
- Pasha, A.; Rajaprakash, B.M. Functionally graded materials (FGM) fabrication and its potential challenges & applications. Mater. Today Proc. 2022, 52, 413–418. [Google Scholar] [CrossRef]
- Hasanov, S.; Gupta, A.; Nasirov, A.; Fidan, I. Mechanical characterization of functionally graded materials produced by the fused filament fabrication process. J. Manuf. Process. 2020, 58, 923–935. [Google Scholar] [CrossRef]
- Ghatage, P.S.; Kar, V.R.; Sudhagar, P.E. On the numerical modelling and analysis of multi-directional functionally graded composite structures: A review. Compos. Struct. 2020, 236, 111837. [Google Scholar] [CrossRef]
- Pragya, A.; Ghosh, T.K. Soft Functionally Gradient Materials and Structures–Natural and Manmade: A Review. Adv. Mater. 2023, 35, 2300912. [Google Scholar] [CrossRef]
- Kuang, X.; Wu, J.; Chen, K.; Zhao, Z.; Ding, Z.; Hu, F.; Fang, D.; Qi, H.J. Grayscale digital light processing 3D printing for highly functionally graded materials. Sci. Adv. 2019, 5, eaav5790. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/cm3) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Melting Temperature (°C) | Printing Temperature Range |
|---|---|---|---|---|---|
| Titanium | 4.5 | 120 | 210–1380 | 1668 | 700–1600 [70,71] |
| Aluminum | 2.7 | 70 | 100–400 | 660 | 570 [72,73] |
| Copper | 8.96 | 130 | 210–220 | 1085 | 225 [74] |
| Stainless Steel | 7.5 | 190 | 515–625 | 1375–1450 | 831 [75,76,77] |
| Niobium | 8.57 | 105 | 275–585 | 2477 | 250–600 [78] |
| Material | Density (g/cm3) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Melting Temperature (°C) | Printing Temperature Range |
|---|---|---|---|---|---|
| Al2O3 | 3.99 | 215–413 | 260 | 2072 | 175–365 [84] |
| ZrO2 | 5.68 | 21 | 115 | 2715 | 1500 [85] |
| AZ100 | 1.00 | 42 | 315–430 | 265 | 230 [86] |
| Ceramic powders | 2–6 | - | 260–300 | 1900 | 1200 [79] |
| Material | Density (g/cm3) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Melting Temperature (°C) | Printing Temperature Range |
|---|---|---|---|---|---|
| MMC | 1.3 | 250 | 380 | 380–430 | 220–235 [95] |
| PMC | - | - | 40 | - | 230–250 [96] |
| Material | Density (g/cm3) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Glass Transition Temperature (°C) | Melting Temperature (°C) | Printing Temperature Range |
|---|---|---|---|---|---|---|
| ABS | 2.28 | 43 | 200–250 | 210–250 [104] | ||
| PLA | 1.21–1.25 [105] | 21–60 [106] | 45–60 [105] | 150–162 [105] | 190–230 [104] | |
| PC | 1.21 [106] | 2.57 [105] | 140 [106] | 270 [106] | 260–310 [104] | |
| PEEK | 1.32 [107,108] | 90–100 [107] | 143 [109] | 343 [107] | 360–420 [104] | |
| PEI | 1.27 [110] | 217 [110] | 340–380 [104] | |||
| Nylon | 1.15 [109] | 190–350 [109] | 240–270 [104] | |||
| HIPS | 220–250 [104] | |||||
| Polyester | 1.2–1.5 [111] | 40–90 [111] | ||||
| Vinyl ester | 1.12–1.32 [111] | 73–81 [111] |
| FGM Materials | Applications | AM Techniques | Category | References |
|---|---|---|---|---|
| ZrB2–SiC/ZrO2, ZrO2 and B4C | Wear resistance materials and molds (Gas lens) | SPS, Thermoplastic 3D printing (T3DP) | Solid phase process | [79,122,123] |
| PEEK polymer | Orthopedic applications | The modified and developed 3D printer | Extrusion-based process | [96] |
| SiC/C, ZnO TiO2/Ti–O–Si | Optoelectronics | CVD, CVI (vapor deposition methods) | Gas phase processes | [96,124] |
| Ceramic powder | Ceramic components | Tape casting | Liquid phase processes | [96,125] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alkunte, S.; Fidan, I.; Naikwadi, V.; Gudavasov, S.; Ali, M.A.; Mahmudov, M.; Hasanov, S.; Cheepu, M. Advancements and Challenges in Additively Manufactured Functionally Graded Materials: A Comprehensive Review. J. Manuf. Mater. Process. 2024, 8, 23. https://doi.org/10.3390/jmmp8010023
Alkunte S, Fidan I, Naikwadi V, Gudavasov S, Ali MA, Mahmudov M, Hasanov S, Cheepu M. Advancements and Challenges in Additively Manufactured Functionally Graded Materials: A Comprehensive Review. Journal of Manufacturing and Materials Processing. 2024; 8(1):23. https://doi.org/10.3390/jmmp8010023
Chicago/Turabian StyleAlkunte, Suhas, Ismail Fidan, Vivekanand Naikwadi, Shamil Gudavasov, Mohammad Alshaikh Ali, Mushfig Mahmudov, Seymur Hasanov, and Muralimohan Cheepu. 2024. "Advancements and Challenges in Additively Manufactured Functionally Graded Materials: A Comprehensive Review" Journal of Manufacturing and Materials Processing 8, no. 1: 23. https://doi.org/10.3390/jmmp8010023