

Recent Trends and Developments in the Electrical Discharge Machining Industry: A Review

 , ,
, ,  ,
,
Abstract
:1. Introduction
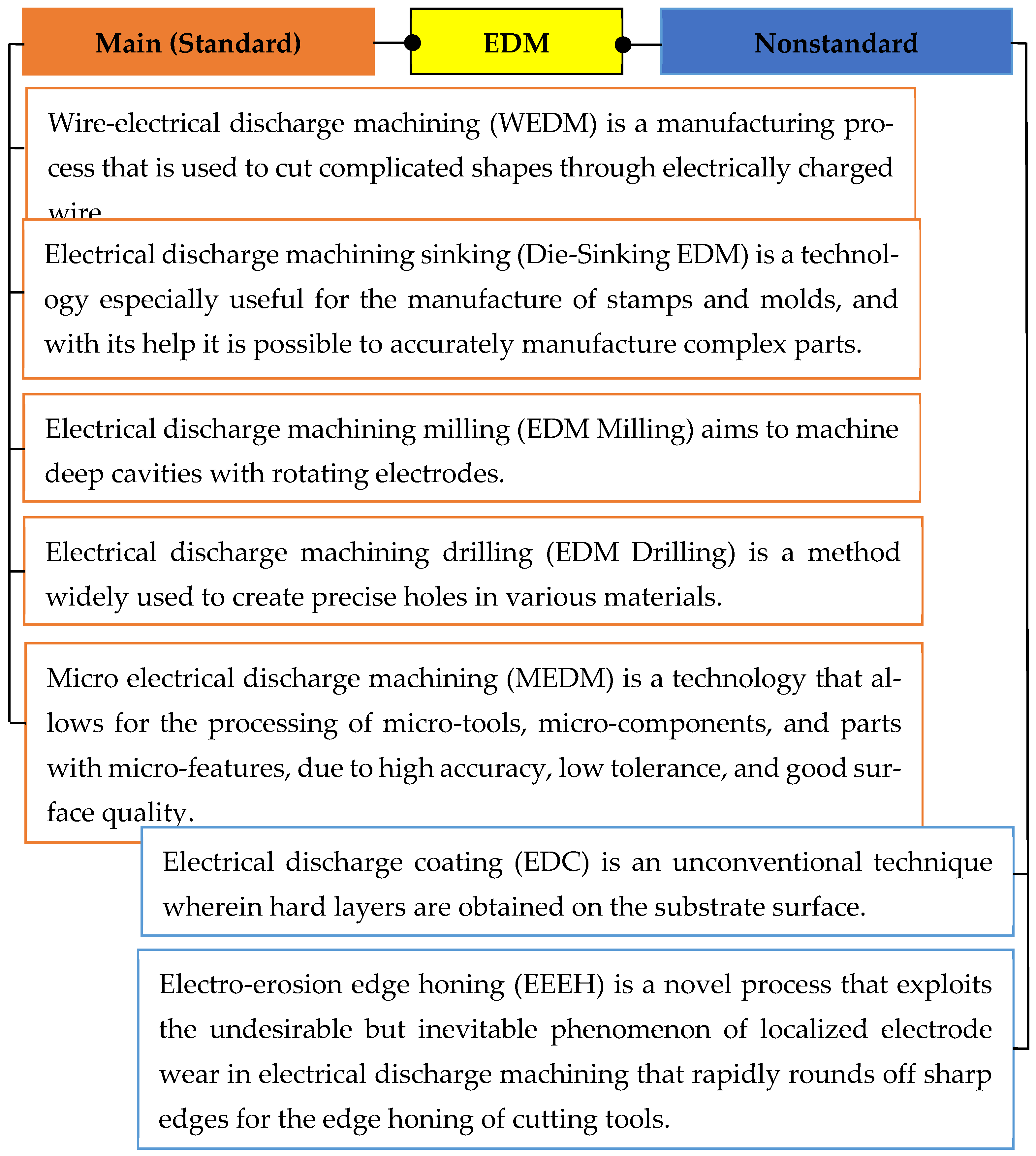
2. EDM Processing
EDM Process Physics
3. Empirical Research
3.1. Factors Affecting the Process
3.2. Experimental Data
4. EDM for Surface Engineering of Biomaterials


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Additives | Density (g/cm3) | Fusing Point (°C) | Electrical Resistivity (μ-ohm-cm) | Thermal Conductivity (W/mK) | Molecular Weight (gm/mol) |
|---|---|---|---|---|---|
| Hydroxyapatite (HA) | 3.08 | 1250 | Higher | 0.01 | 502.31 |
| Silicon | 2.33 | 1410 | 6.00 × 107 | 150 | 28.08 |
| SiC | 3.21 | 2987 | 1.00 × 109 | 500 | 40.11 |
| Aluminum | 2.7 | 660 | 2.45 | 238 | 26.982 |
| Titanium | 4.72 | 1668 | 55 | 22 | 47.88 |
| TiO2 | 4.23 | 1855 | 1.00 × 1024 | 7.4 | 79.866 |
| CNT | 2 | 2800 | 50 | 4000 | N/M |
| Graphite | 1.95 | 4550 | 500–3000 | 470 | 12.011 |
| Silver | 10.49 | 962 | 1.6 | 430 | 107.86 |
| Zinc | 7.13 | 420 | 5.5 | 120 | 65.38 |
| Copper | 8.96 | 1083 | 1.59 | 416 | 63.54 |
| Chromium | 7.16 | 1875 | 2.6 | 67 | 51.996 |
| Molybdenum | 10.2 | 2610 | 5.27 | 139 | 95.94 |
| Silicon | 2.33 | 1410 | 6.00 × 107 | 150 | 28.08 |
5. Optimization of Process Parameters
6. Mathematical Description of the EDM Process and Numerical Simulation
Numerical Simulation of the EDM Process
7. Process Modification and Development Directions
7.1. Green Manufacturing
7.2. Smart Manufacturing
7.3. New Technological Solutions, Hybrid Technologies
8. Discussion
The Significant Results Identified during the Review
- The dependence of the black layer size on the pulse duty factor is observed when processing steel with a copper-tungsten electrode; the composition of the black layer is multi-element (the main chemical elements are carbon, silicon, iron, and oxygen) [85].
- Classical TE can no longer meet the ever-increasing demands in EDM. Modification of the creation methods and geometric features of the TE is required [140,146]. A hollow porous electrode allows for increasing the efficiency of using the working fluid by ~5 times; coating the electrode with a heat- and corrosion-resistant layer with increased strength allows for improving processing parameters by 10–25%, etc.
- Modification of EDM machines using various hybrid technologies is necessary to improve the final processing result [75,236]. The use of magnetism solves the short circuit problem, electrode vibration reduces the crater and effectively dissipates discharge energy, etc. But the use of magnetism or vibration further complicates the technology’s description.
- Taking into account the effect of corona discharging is required in models describing EDM with a curved geometry of the electrode working surface. This can be conducted using an electric model [200].
- Present EDM modeling approaches cannot describe the actual roughness and surface morphology after machining due to the limitations of the models in terms of describing pores formation and built-up zones near the crater [41].
9. Conclusions and Development Directions
- The need to generalize the data on the process, accumulated by the scientific group for more than 10 years of work, in a scientific monograph.
- Analysis of the EDM process using a workpiece and tool made from ordinary steel with a well-known and verified set of chemical, physical-mechanical, and thermomechanical properties.
- These areas of research are a priority for further development of the technological process, as well as mathematical and numerical methods for its description.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Priestley, J. The History and Present State of Electricity, with Original Experiments; Cambridge University Press: London, UK, 1767. [Google Scholar]
- Chang, H. Joseph Priestly (1733–1804). Philos. Chem. 2012, 6, 55–62. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Jibin, T.P.; Jose, M.; Basil, K. Transition from EDM to PMEDM—Impact of suspended particulates in the dielectric on Ti6Al4V and other distinct material surfaces: A review. J. Manuf. Process. 2021, 64, 1105–1142. [Google Scholar] [CrossRef]
- Kartsev, V.P.V.V. Petrov’s Hypothetical Experiment and Electrical Experiments of the 18th Century. In Nature Mathematized; Shea, W.R., Ed.; The University of Western Ontario Series in Philosophy of Science; Springer: Dordrecht, The Netherlands, 1983; Volume 20. [Google Scholar] [CrossRef]
- Bekaev, A.A.; Sokovikov, V.K.; Strokov, P.I. Electrohydraulic devices based on the Yutkin effect. Russ. Eng. Res. 2014, 34, 620–623. [Google Scholar] [CrossRef]
- Livshits, A.L. Electro-Erosion Machining of Metals; Department of Scientific & Industrial Research, Butterworth & Co.: London, UK, 1960. [Google Scholar]
- Bibliography Boris Lazarenko. Available online: http://bsclupan.asm.md/src/userfiles/src/bibliografii/boris_lazarenko.pdf (accessed on 25 July 2023).
- Zia, M.K.; Pervaiz, S.; Anwar, S.; Samad, W.A. Reviewing Sustainability Interpretation of Electrical Discharge Machining Process using Triple Bottom Line Approach. Int. J. Precis. Eng. Manuf.-Green Technol. 2019, 6, 931–945. [Google Scholar] [CrossRef]
- Tricarico, C.; Delpretti, R.; Dauw, D.F. Geometrical Simulation of the EDM Die-Sinking Process. CIRP Ann. 1988, 37, 191–196. [Google Scholar] [CrossRef]
- DiBitonto, D.D.; Eubank, P.T.; Patel, M.R.; Barrufet, M.A. Theoretical models of the electrical discharge machining process. I. A simple cathode erosion model. J. Appl. Phys. 1989, 66, 4095–4103. [Google Scholar] [CrossRef]
- Patel, M.R.; Barrufet, M.A.; Eubank, P.T.; DiBitonto, D.D. Theoretical models of the electrical discharge machining process. II. The anode erosion model. J. Appl. Phys. 1989, 66, 4104–4111. [Google Scholar] [CrossRef]
- Eubank, P.T.; Patel, M.R.; Barrufet, M.A.; Bozkurt, B. Theoretical models of the electrical discharge machining process. III. The variable mass, cylindrical plasma model. J. Appl. Phys. 1993, 73, 7900–7909. [Google Scholar] [CrossRef]
- Yeo, S.H.; Kurnia, W.; Tan, P.C. Critical assessment and numerical comparison of electro-thermal models in EDM. J. Mater. Process. Technol. 2008, 203, 241–251. [Google Scholar] [CrossRef]
- Devgan, S.; Mahajan, A.; Singh, G.; Singh, G.; Sidhu, S.S. Surface Integrity of Powder Mixed Electrical Discharge Treated Substrate at High Discharge Energies. In Sustainable Machining Strategies for Better Performance. Lecture Notes in Mechanical Engineering; Srinivasa Pai, P., Krishnaraj, V., Eds.; Springer: Singapore, 2022. [Google Scholar] [CrossRef]
- Sasmit, Y.; Rajesh, V. Multi Criteria Optimization Approaches in Electric Discharge Machining. Mater. Today Proc. 2019, 18, 4243–4252. [Google Scholar] [CrossRef]
- Sidhu, A.S. Surface texturing of non-toxic, biocompatible titanium alloys via electro-discharge. Rep. Mech. Eng. 2021, 2, 51–56. [Google Scholar] [CrossRef]
- Ming, W.; Zhang, S.; Zhang, G.; Du, J.; Ma, J.; He, W.; Cao, C.; Liu, K. Progress in modeling of electrical discharge machining process. Int. J. Heat Mass Transf. 2022, 187, 122563. [Google Scholar] [CrossRef]
- Tyagi, R.; Mandal, A.; Das, A.K.; Tripathi, A.; Prakash, C.; Campilho, R.; Saxena, K.K. Electrical Discharge Coating a Potential Surface Engineering Technique: A State of the Art. Processes 2022, 10, 1971. [Google Scholar] [CrossRef]
- Hasan, M.M.; Saleh, T.; Sophian, A.; Rahman, M.A.; Huang, T.; Ali, M.S.M. Experimental modeling techniques in electrical discharge machining (EDM): A review. Int. J. Adv. Manuf. Technol. 2023, 127, 2125–2150. [Google Scholar] [CrossRef]
- Devgan, S.; Mahajan, A.; Sidhu, S.S. Multi-walled carbon nanotubes in powder mixed electrical discharge machining: An experimental study, state of the art and feasibility prospect. Appl. Phys. A Mater. Sci. Process. 2021, 127, 806. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. A review on the conventional and micro-electrodischarge machining of tungsten carbide. Int. J. Mach. Tools Manuf. 2011, 51, 837–858. [Google Scholar] [CrossRef]
- Nahak, B.; Gupta, A. A review on optimization of machining performances and recent developments in electro discharge machining. Manuf. Rev. 2019, 6, 2. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, S.; Li, A.; Cao, Y.; Zhao, Y.; Ming, W. Parameters Optimization of Electrical Discharge Machining Process Using Swarm Intelligence: A Review. Metals 2023, 13, 839. [Google Scholar] [CrossRef]
- Singh, T.; Sharma, S.; Sidhu, S.S.; Shlykov, E.S.; Ablyaz, T.R. Determination of Nanoindentation Behavior of HAZ on Glass Material Machined via ECSM Process through Simulation Approach. Materials 2022, 15, 5870. [Google Scholar] [CrossRef]
- Mahajan, A.; Devgan, S.; Kalyanasundaram, D. Surface alteration of Cobalt-Chromium and duplex stainless steel alloys for biomedical applications: A concise review. Mater. Manuf. Process. 2023, 38, 260–270. [Google Scholar] [CrossRef]
- Baroi, B.K.; Jagadish; Patowari, P.K. A review on sustainability, health, and safety issues of electrical discharge machining. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 59. [Google Scholar] [CrossRef]
- Zhu, X.; Li, G.; Mo, J.; Ding, S. Electrical discharge machining of semiconductor materials: A review. J. Mater. Res. Technol. 2023, 25, 4354–4379. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Hamdy, K.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Electrical discharge machining of oxide and nitride ceramics: A review. Mater. Des. 2021, 209, 109965. [Google Scholar] [CrossRef]
- Shabgard, M.; Gholipoor, A.; Baseri, H. A review on recent developments in machining methods based on electrical discharge phenomena. Int. J. Adv. Manuf. Technol. 2016, 87, 2081–2097. [Google Scholar] [CrossRef]
- Choudhary, S.K.; Jadoun, R.S. Current Advanced Research Development of Electric Discharge Machining (EDM): A Review. Int. J. Res. Advent Technol. 2014, 2, 273–297. [Google Scholar]
- Nafi, M.A.; Jahan, M.P. Functional Surface Generation by EDM—A Review. Micromachines 2023, 14, 115. [Google Scholar] [CrossRef]
- Liu, Y.; Qu, J.; Zhao, K.; Zhang, X.; Zhang, S. Study of the High-Efficiency Ejecting-Explosion EDM of SiCp/Al Composite. Micromachines 2023, 14, 1315. [Google Scholar] [CrossRef] [PubMed]
- Laperrière, L.; Reinhart, G. CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar] [CrossRef]
- Schumacher, B.M. After 60 years of EDM the discharge process remains still disputed. J. Mater. Process. Technol. 2004, 149, 376–381. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Singh, H.; Gepreel, M.A.H. A review on alloy design, biological response, and strengthening of β-titanium alloys as biomaterials. Mater. Sci. Eng. C 2021, 121, 111661. [Google Scholar] [CrossRef]
- Oniszczuk-Świercz, D.; Świercz, R.; Kopytowski, A.; Nowicki, R. Experimental Investigation and Optimization of Rough EDM of High-Thermal-Conductivity Tool Steel with a Thin-Walled Electrode. Materials 2023, 16, 302. [Google Scholar] [CrossRef] [PubMed]
- Burek, J.; Babiarz, R.; Płodzień, M.; Buk, J. The influence of electrode infeed in finishing wire electrical discharge machining process on disks fir tree slot accuracy. Mechanik 2018, 10, 915–917. [Google Scholar] [CrossRef]
- Le, V.T. The machined performance and recast layer properties of AISI H13 steel processed by powder mixed EDM process: An investigation and comparison in fine-finishing and semi-finishing processes. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 514. [Google Scholar] [CrossRef]
- Mahajan, A.; Devgan, S.; Kalyanasundaram, D. Electrical discharge machining—A futuristic technique for surface engineering of biomedical alloys: A concise review. Surf. Topogr. Metrol. Prop. 2022, 10, 043001. [Google Scholar] [CrossRef]
- Borges, P.; Hensen, M.; Marra, L.; Kuffa, M.; Wegener, K. Wire-EDM geometrical simulation based on superposition of single craters. Procedia CIRP 2023, 117, 243–248. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Electrical Discharge Machining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers. J. Manuf. Mater. Process. 2020, 4, 96. [Google Scholar] [CrossRef]
- Rajeswari, R.; Shunmugam, M.S. Investigations into process mechanics of rough and finish die sinking EDM using pulse train analysis. Int. J. Adv. Manuf. Technol. 2019, 100, 1945–1964. [Google Scholar] [CrossRef]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through Fundamental Insight into the Process. CIRP Ann. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Singh, G.; Mahajan, A.; Devgan, S.; Sidhu, S.S. Comparison of Copper and Tungsten Electrodes for the Electric Discharge Machined SUS-316L. In Sustainable Machining Strategies for Better Performance. Lecture Notes in Mechanical Engineering; Srinivasa Pai, P., Krishnaraj, V., Eds.; Springer: Singapore, 2022. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Batish, A.; Kumar, S. Fabrication and electrical discharge machining of metal–matrix composites: A review. J. Reinf. Plast. Compos. 2013, 32, 1310–1320. [Google Scholar] [CrossRef]
- Richard, J.; Giandomenico, N. Electrode Profile Prediction and Wear Compensation in EDM-milling and Micro-EDM-Milling. Procedia CIRP 2018, 68, 819–824. [Google Scholar] [CrossRef]
- Hou, S.; Bai, J. Electrode wear prediction and offline compensation for micro-EDM drilling through-hole array using geometry simulation. Int. J. Adv. Manuf. Technol. 2022, 120, 6877–6889. [Google Scholar] [CrossRef]
- Jamkamon, K.; Janmanee, P. Improving Machining Performance for Deep Hole Drilling in the Electrical Discharge Machining Process Using a Step Cylindrical Electrode. Appl. Sci. 2021, 11, 2084. [Google Scholar] [CrossRef]
- Uhlmann, E.; Polte, J.; Streckenbach, J.; Dinh, N.C.; Yabroudi, S.; Polte, M.; Börnstein, J. High-Performance Electro-Discharge Drilling with a Novel Type of Oxidized Tool Electrode. J. Manuf. Mater. Process. 2022, 6, 113. [Google Scholar] [CrossRef]
- Ghanbarzadeh-Dagheyan, A.; Jalili, N.; Ahmadian, M.T. A holistic survey on mechatronic Systems in Micro/Nano scale with challenges and applications. J. Micro-Bio Robot. 2021, 17, 1–22. [Google Scholar] [CrossRef]
- Ji, Y.; Yang, W.; Wang, Y.; Li, Z. Overview of Foreign Inertial Technology Development. Lect. Notes Electr. Eng. 2022, 861, 975–983. [Google Scholar] [CrossRef]
- Fassi, I.; Modica, F. Editorial for the Special Issue on Micro-Electro Discharge Machining: Principles, Recent Advancements and Applications. Micromachines 2021, 12, 554. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A.; Sidhu, S.S.; Shlykov, E.S.; Muratov, K.R.; Ablyaz, T.R. Energy Channelization Analysis of Rough Tools Developed by RM-MT-EDM Process during ECSM of Glass Substrates. Materials 2022, 15, 5598. [Google Scholar] [CrossRef]
- Yukui, W.; Chen, X.; Gan, W.; Wang, Z.; Guo, C. Complex Rotary Structures Machined by Micro-WEDM. Procedia CIRP 2016, 42, 743–747. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.; Yan, Z.; Han, F.; Yan, H. Machining characteristics of 65 vol.% SiCp/Al composite in micro-WEDM. Ceram. Int. 2021, 47, 13533–13543. [Google Scholar] [CrossRef]
- Jahan, M.P.; Wong, Y.S.; Rahman, M. A study on the fine-finish die-sinking micro-EDM of tungsten carbide using different electrode materials. J. Mater. Process. Technol. 2009, 209, 3956–3967. [Google Scholar] [CrossRef]
- Zhang, L.; Du, J.; Zhuang, X.; Wang, Z.; Pei, J. Geometric prediction of conic tool in micro-EDM milling with fix-length compensation using simulation. Int. J. Mach. Tools Manuf. 2015, 89, 86–94. [Google Scholar] [CrossRef]
- Maddu, J.; Karrolla, B.; Shaik, R.U. Experimental optimization of electrical discharge coatings using conventional electrode. Mater. Sci. Eng. B 2022, 286, 116069. [Google Scholar] [CrossRef]
- Maddu, J.; Karrolla, B.; Shaik, R.U.; Elahi, H.; Arkanti, K. Evaluation of Bronze Electrode in Electrical Discharge Coating Process for Copper Coating. Micromachines 2023, 14, 136. [Google Scholar] [CrossRef] [PubMed]
- Yussefian, N.Z.; Koshy, P.; Buchholz, S.; Klocke, F. Electro-erosion edge honing of cutting tools. CIRP Ann. 2010, 59, 215–218. [Google Scholar] [CrossRef]
- Yussefian, N.Z.; Koshy, P. Geometric simulation of electro-erosion edge honing: Insights into process mechanisms. Precis. Eng. 2017, 48, 1–8. [Google Scholar] [CrossRef]
- Jibin, T.P.; Deepak, K.; Jose, M.; Basil, K. Experimental Investigations on the Tribological Performance of Electric Discharge Alloyed Ti-6Al-4V at 200–600 °C. J. Tribol. 2020, 142, 1–24. [Google Scholar] [CrossRef]
- Zhao, W.; Kang, X.; GU, L.; Xi, X.; Zhang, Y.; Hu, J.; Zhao, F. Application of electrical discharge machining technology in aerospace manufacturing. Acta Aeronaut. Astronaut. Sin. 2022, 43, 525936. Available online: https://hkxb.buaa.edu.cn/CN/10.7527/S1000-6893.2021.25936 (accessed on 10 October 2023).
- Petersen, T.; Zeis, M.; Bergs, T. Tolerance-Based Optimization of Sinking EDM for Industrial Seal Slot Manufacture. In Proceedings of the ASME Turbo Expo 2021: Turbomachinery Technical Conference and Exposition, New York, NY, USA, 7–11 June 2021. [Google Scholar] [CrossRef]
- Wang, J.; Gao, Q.; Xi, X.-C.; Zhao, W.-S. Experimental study of EDM milling of 3D-shaped diffuser for film cooling holes on turbine blades. Procedia CIRP 2022, 113, 160–165. [Google Scholar] [CrossRef]
- Natarajan, U.; Suganthi, X.H.; Periyanan, P.R. Modeling and Multiresponse Optimization of Quality Characteristics for the Micro-EDM Drilling Process. Trans. Indian Inst. Met. 2016, 69, 1675–1686. [Google Scholar] [CrossRef]
- Chaubey, S.K.; Gupta, K. Sustainable Manufacturing of Asymmetric Miniature-Sized Ratchet Wheels by Wire Electrical Discharge Machining. Machines 2022, 10, 506. [Google Scholar] [CrossRef]
- Wu, B.; Zhu, L.; Zhou, Z.; Guo, C.; Cheng, T.; Wu, X. An Efficient Method to Fabricate the Mold Cavity for a Helical Cylindrical Pinion. Processes 2023, 11, 2033. [Google Scholar] [CrossRef]
- Farooq, M.U.; Anwar, S.; Bhatti, H.A.; Kumar, M.S.; Ali, M.A.; Ammarullah, M.I. Electric Discharge Machining of Ti6Al4V ELI in Biomedical Industry: Parametric Analysis of Surface Functionalization and Tribological Characterization. Materials 2023, 16, 4458. [Google Scholar] [CrossRef] [PubMed]
- Mahajan, A.; Devgan, S.; Sidhu, S.S. Surface alteration of biomedical alloys by electrical discharge treatment for enhancing the electrochemical corrosion, tribological and biological performances. Surf. Coat. Technol. 2020, 405, 126583. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Aliofkhazraei, M. Modern Surface Engineering Treatments; IntechOpen Limited: London, UK, 2013. [Google Scholar] [CrossRef]
- Bhattacharya, S.; Mishra, A.; Singh, T.; Bandyopadhyay, S.; Kumar, S.; Dey, G.K.; Kain, V. Simulation of residual stress using thermomechanical analysis on wire EDM cut surface. Mater. Today Proc. 2019, 19, 462–467. [Google Scholar] [CrossRef]
- Hou, S.; Bai, J.; Liu, H.; Zhou, Z.; Lu, Z. Study on material erosion mechanism of ultrasonic vibration-assisted micro-EDM based on heat-flow coupling analysis. Int. J. Adv. Manuf. Technol. 2023, 125, 465–478. [Google Scholar] [CrossRef]
- Yue, X.; Yang, X. Molecular dynamics simulation of material removal process and mechanism of EDM using a two-temperature model. Appl. Surf. Sci. 2020, 528, 147009. [Google Scholar] [CrossRef]
- Singh, H.; Singh, J.; Sharma, S.; Singh Chohan, J. Parametric Optimization of MRR & TWR of the Al6061/SiC MMCs Processed During Die-Sinking EDM Using Different Electrodes. Mater. Today Proc. 2021, 48, 1001–1008. [Google Scholar] [CrossRef]
- Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R. Modeling of EDM Process Flushing Mechanism. Materials 2023, 16, 4158. [Google Scholar] [CrossRef]
- Hess, R.; Heidemanns, L.; Herrig, T.; Klink, A.; Bergs, T. Model Based Prediction of the Heat Affected Zone in a Steel Workpiece Induced by an EDM Single Discharge. Procedia CIRP 2023, 117, 263–268. [Google Scholar] [CrossRef]
- Salvati, E.; Korsunsky, A.M. Micro-scale measurement & FEM modelling of residual stresses in AA6082-T6 Al alloy generated by wire EDM cutting. J. Mater. Process. Technol. 2020, 275, 116373. [Google Scholar] [CrossRef]
- Wu, H.; Ma, J.; Meng, Q.; Jahan, M.P.; Alavi, F. Numerical modeling of electrical discharge machining of Ti–6Al–4V. Procedia Manuf. 2018, 26, 359–371. [Google Scholar] [CrossRef]
- Fazli Shahri, H.R.; Mahdavinejad, R.; Ashjaee, M.; Abdullah, A. A comparative investigation on temperature distribution in electric discharge machining process through analytical, numerical and experimental methods. Int. J. Mach. Tools Manuf. 2017, 114, 35–53. [Google Scholar] [CrossRef]
- Yue, X.; Fan, J.; Li, Q.; Yang, X.; Xu, Z.; Chen, Z. Influence of Discharge Gap On Material Removal and Melt Pool Movement in EDM Discharge Process. Int. J. Adv. Manuf. Technol. 2021, 119, 7827–7842. [Google Scholar] [CrossRef]
- Li, Q.; Yang, X. Thermo-hydraulic analysis of melt pool dynamics and material removal on anode in electrical discharge machining. Int. J. Heat Mass Transf. 2023, 203, 123816. [Google Scholar] [CrossRef]
- Rizvi, S.; Agarwal, S.; Singh, A.; Bhardwaj, U.; Shukla, R. Modeling of Black Layer and Tool Wear in EDM of AISI 4340 using Cu-W electrode. Procedia CIRP 2020, 95, 389–392. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Batish, A.; Kumar, S. Analysis of residual stresses in particulate reinforced aluminium matrix composite after EDM. Mater. Sci. Technol. 2015, 31, 1850–1859. [Google Scholar] [CrossRef]
- Philip, J.T.; Mathew, J.; Kuriachen, B. Numerical simulation of the effect of crater morphology for the prediction of surface roughness on electrical discharge textured Ti6Al4V. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 248. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Batish, A.; Kumar, S. Neural network–based modeling to predict residual stresses during electric discharge machining of Al/SiC metal matrix composites. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1679–1692. [Google Scholar] [CrossRef]
- Rajhi, W.; Alatawi, I.; Subhani, T.; Ayadi, B.; Al-Ghamdi, A.; Khaliq, A. A contribution to numerical prediction of surface damage and residual stresses on die-sinking EDM of Ti6Al4V. J. Manuf. Process. 2021, 68, 1458–1484. [Google Scholar] [CrossRef]
- Rebelo, J.C.; Morao Dias, A.; Kremer, D.; Lebrun, J.L. Influence of EDM pulse energy on the surface integrity of martensitic steels. J. Mater. Process. Technol. 1998, 84, 90–96. [Google Scholar] [CrossRef]
- Shabgard, M.; Ahmadi, R.; Seyedzavvar, M.; Oliaei, S.N.B. Mathematical and numerical modeling of the effect of inputparameters on the flushing efficiency of plasma channel in EDM process. Int. J. Mach. Tools Manuf. 2013, 65, 79–87. [Google Scholar] [CrossRef]
- Singh, H. Experimental study of distribution of energy during EDM process for utilization in thermal models. Int. J. Heat Mass Transf. 2012, 55, 5053–5064. [Google Scholar] [CrossRef]
- Sahoo, R.; Singh, N.K.; Bajpai, V. A novel approach for modeling MRR in EDM process using utilized discharge energy. Mech. Syst. Signal Process. 2023, 185, 109811. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Sekulic, M. An inverse optimal control problem in the electrical discharge machining. Sādhanā 2018, 43, 70. [Google Scholar] [CrossRef]
- Yushchishina, A.N.; Kuskova, N.I.; Malyushevskaya, A.P. Study of chemical reactions during electric discharge in water and aqueous solutions of inorganic substances. Surf. Eng. Appl. Electrochem. 2007, 43, 347–349. [Google Scholar] [CrossRef]
- Gopal, R.; Thangadurai, K.R.; Thirunavukkarasu, K. Behavior of ECAP processed copper electrodes in electrical discharge machining of AISI H13 steel. Mater. Today Proc. 2020, 21, 295–298. [Google Scholar] [CrossRef]
- Shastri, R.K.; Mohanty, C.P.; Dash, S.; Gopal, K.M.P.; Annamalai, A.R.; Jen, C.-P. Reviewing Performance Measures of the Die-Sinking Electrical Discharge Machining Process: Challenges and Future Scopes. Nanomaterials 2022, 12, 384. [Google Scholar] [CrossRef]
- Ishfaq, K.; Sana, M.; Mahmood, M.A.; Anwar, S.; Waseem, M.U. Evaluating Surface Quality of Inconel 617 by Employing Deep Cryogenically Treated Electrodes in Surfactant-Added Dielectrics of Transformer Oil. Metals 2023, 13, 1092. [Google Scholar] [CrossRef]
- Patel, K.M.; Pulak, M.; Pandey, P.; Venkateswara, R. Surface integrity and material removal mechanisms associated with the EDM of Al2O3 ceramic composite. Int. J. Refract. Met. Hard Mater. 2009, 27, 892–899. [Google Scholar] [CrossRef]
- Lauwers, B.; Kruth, J.P.; Liu, W.; Eeraerts, W.; Schacht, B.; Bleys, P. Investigation of material removal mechanisms in EDM of composite ceramic materials. J. Mater. Process. Technol. 2004, 149, 347–352. [Google Scholar] [CrossRef]
- Oßwald, K.; Brandl, L.; Lochmahr, I. Experimental investigation into material removal mechanisms in High Speed Wire EDM. Int. J. Adv. Manuf. Technol. 2020, 111, 2163–2170. [Google Scholar] [CrossRef]
- Yue, X.; Li, Q.; Yang, X. Influence of thermal stress on material removal of Cf_SiC composite in EDM. Ceram. Int. 2020, 46, 7998–8009. [Google Scholar] [CrossRef]
- Anand, B.; Giri, A.; Mohanty, C.P.; Sharma, D. Tool wear and energy consumption optimization in EDM of chromium tool steel. Mater. Today Proc. 2021, 43, 268–272. [Google Scholar] [CrossRef]
- Straka, L.; Šmidová, S. Optimization of material removal rate and tool wear rate of Cu electrode in die-sinking EDM of tool steel. Int. J. Adv. Manuf. Technol. 2018, 97, 389–392. [Google Scholar] [CrossRef]
- Jaharah, A.G.; Liang, C.G.; Wahid, S.Z.; Ab Rahman, M.N.; Che Hassan, C.H. Performance of copper electrode in electical discharge machining (EDM) of AISI H13 harden steel. Int. J. Mech. Mater. Eng. 2008, 3, 25–29. [Google Scholar]
- Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R. Improving the Efficiency of Electrical Discharge Machining of Special-Purpose Products with Composite Electrode Tools. Materials 2021, 14, 6105. [Google Scholar] [CrossRef]
- Torres, A.; Luis, C.J.; Puertas, I. EDM machinability and surface roughness analysis of TiB2, using copper electrodes. J. Alloys Compd. 2017, 690, 337–347. [Google Scholar] [CrossRef]
- Kiyak, M.; Aldemir, B.; Altan, E. Effects of discharge energy density on wear rate and surface roughness in EDM. Int. J. Adv. Manuf. Technol. 2015, 79, 513–518. [Google Scholar] [CrossRef]
- Gov, K. The effects of the dielectric liquid temperature on the hole geometries drilled by electro erosion. Int. J. Adv. Manuf. Technol. 2017, 92, 1255–1262. [Google Scholar] [CrossRef]
- Hosseini Kalajahi, M.; Rash Ahmadi, S.; Nadimi Bavil Oliaei, S. Experimental and finite element analysis of EDM process and investigation of material removal rate by response surface methodology. Int. J. Adv. Manuf. Technol. 2013, 69, 687–704. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Ablyaz, T.R.; Bains, P.S.; Muratov, K.R.; Shlykov, E.S.; Shiryaev, V.V. Parametric Optimization of Electric Discharge Machining of Metal Matrix Composites Using Analytic Hierarchy Process. Micromachines 2021, 12, 1289. [Google Scholar] [CrossRef] [PubMed]
- Ablyaz, T.R.; Bains, P.S.; Sidhu, S.S.; Muratov, K.R.; Shlykov, E.S. Impact of Magnetic Field Environment on the EDM Performance of Al-SiC Metal Matrix Composite. Micromachines 2021, 12, 469. [Google Scholar] [CrossRef]
- Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R.; Sidhu, S.S. Analysis of Wire-Cut Electro Discharge Machining of Polymer Composite Materials. Micromachines 2021, 12, 571. [Google Scholar] [CrossRef] [PubMed]
- Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R.; Zhurin, A.V. Study of the EDM Process of Bimetallic Materials Using a Composite Electrode Tool. Materials 2022, 15, 750. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Radovanovic, M.; Madic, M.; Rodic, D.; Kulundzic, N. Inverse electro-thermal analysis of the material removal mechanism in electrical discharge machining. Int. J. Adv. Manuf. Technol. 2018, 97, 1861–1871. [Google Scholar] [CrossRef]
- Qin, Z.; Wu, Y.-T.; Eizad, A.; Lyu, S.-K.; Lee, C.-M. Advancement of Mechanical Engineering in Extreme Environments. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 1767–1782. [Google Scholar] [CrossRef]
- Hriţuc, A.; Coteaţă, M.; Dodun, O.; Nagîţ, G.; Slătineanu, L.; Rîpanu, M.I.; Beşliu, I.; Mikhailov, A. Wear of the tool electrode at simultaneous electrical discharge machining of different materials. Procedia CIRP 2020, 95, 419–424. [Google Scholar] [CrossRef]
- Bachchhav, B.D.; Gadakh, V.S. Relative Tool Wear and Metal Removal Studies in Electric Discharge Machining of AISI D2 Die Steel Using Cu-Cr-Zr, Cu-Cd, and Cu-Be Electrode Materials. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Bańkowski, D.; Młynarczyk, P. Influence of EDM Process Parameters on the Surface Finish of Alnico Alloys. Materials 2022, 15, 7277. [Google Scholar] [CrossRef]
- Devgan, S.; Sidhu, S.S.; Mahajan, A. Capabilities of Powder-Mixed EDM using Carbon Nanotubes for Biomedical Application. In Non-Conventional Hybrid Machining Processes; CRC Press: Boca Raton, FL, USA, 2020; pp. 95–104. [Google Scholar]
- Singh, M.; Maharana, S.; Yadav, A.; Singh, R.; Maharana, P.; Nguyen, T.V.T.; Yadav, S.; Loganathan, M.K. An Experimental Investigation on the Material Removal Rate and Surface Roughness of a Hybrid Aluminum Metal Matrix Composite (Al6061/SiC/Gr). Metals 2021, 11, 1449. [Google Scholar] [CrossRef]
- Daud, N.D.; Hasan, M.N.; Saleh, T.; Leow, P.L.; Ali, M.S.M. Non-traditional machining techniques for silicon wafers. Int. J. Adv. Manuf. Technol. 2022, 121, 29–57. [Google Scholar] [CrossRef]
- Singh, S.; Maheshwari, S.; Pandey, P.C. Some investigations into the electric discharge machining of hardened tool steel using different electrode materials. J. Mater. Process. Technol. 2004, 149, 272–277. [Google Scholar] [CrossRef]
- Niamat, M.; Sarfraz, S.; Shehab, E.; Ismail, S.O.; Khalid, Q.S. Experimental Characterization of Electrical Discharge Machining of Aluminum 6061 T6 Alloy using Different Dielectrics. Arab. J. Sci. Eng. 2019, 44, 8043–8052. [Google Scholar] [CrossRef]
- Yu, H.-L.; Luan, J.-J.; Li, J.-Z.; Zhang, Y.-S.; Yu, Z.; Guo, D.-M. A new electrode wear compensation method for improving performance in 3D micro EDM milling. J. Micromech. Microeng. 2010, 20, 055011. [Google Scholar] [CrossRef]
- Shabgard, M.; Khosrozadeh, B. Investigation of carbon nanotube added dielectric on the surface characteristics and machining performance of Ti–6Al–4V alloy in EDM process. J. Manuf. Process. 2017, 25, 212–219. [Google Scholar] [CrossRef]
- Bhaumik, M.; Maity, K. Effect of Different Tool Materials during EDM Performance of Titanium Grade 6 Alloy. Eng. Sci. Technol. Int. J. 2018, 21, 507–516. [Google Scholar] [CrossRef]
- Rao, K.M.; Kumar, D.V.; Shekar, K.C.; Singaravel, B. Optimization of EDM process parameters using TOPSIS for machining AISI D2 steel material. Mater. Today Proc. 2021, 46, 701–706. [Google Scholar] [CrossRef]
- Nas, E.; Özbek, O.; Bayraktar, F.; Kara, F. Experimental and Statistical Investigation of Machinability of AISI D2 Steel Using Electroerosion Machining Method in Different Machining Parameters. Adv. Mater. Sci. Eng. 2021, 2021, 1241797. [Google Scholar] [CrossRef]
- Amorim, F.; Weingaertner, W. The Behavior of Graphite and Copper Electrodes on the Finish Die-Sinking Electrical Discharge Machining (EDM) of AISI P20 Tool Steel. J. Braz. Soc. Mech. Sci. Eng. 2007, 29, 366–371. [Google Scholar] [CrossRef]
- Kumar, S.; Batra, U. Surface modification of die steel materials by EDM method using tungsten powder-mixed dielectric. J. Manuf. Process. 2012, 14, 35–40. [Google Scholar] [CrossRef]
- Rizvi, S.A.H.; Agarwal, S. An Investigation on surface integrity in EDM Process with a Copper Tungsten Electrode. Procedia CIRP 2016, 42, 612–617. [Google Scholar] [CrossRef]
- Dilip, D.G.; Ananthan, S.P.; Panda, S.; Mathew, J. Numerical simulation of the influence of fluid motion in mushy zone during micro-EDM on the crater surface profile of Inconel 718 alloy. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 107. [Google Scholar] [CrossRef]
- Ishfaq, K.; Sana, M.; Rehman, M.; Anwar, S.; Alfaify, A.Y.; Zia, A.W. Role of biodegradable dielectrics toward tool wear and dimensional accuracy in Cu-mixed die sinking EDM of Inconel 600 for sustainable machining. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 235. [Google Scholar] [CrossRef]
- Jing, Q.; Zhang, Y.; Kong, L.; Xu, M.; Ji, F. An Investigation into Accumulative Difference Mechanism in Time and Space for Material Removal in Micro-EDM Milling. Micromachines 2021, 12, 711. [Google Scholar] [CrossRef]
- Heo, S.; Jeong, Y.H.; Min, B.-K.; Lee, S.J. Virtual EDM simulator: Three-dimensional geometric simulation of micro-EDM milling processes. Int. J. Mach. Tools Manuf. 2009, 49, 1029–1034. [Google Scholar] [CrossRef]
- Rafaqat, M.; Mufti, N.A.; Ahmed, N.; Rehman, A.U.; AlFaify, A.Y.; Farooq, M.U.; Saleh, M. Hole-Making in D2-Grade Steel Tool by Electric-Discharge Machining through Non-Conventional Electrodes. Processes 2022, 10, 1553. [Google Scholar] [CrossRef]
- Uhlmann, E.; Roehner, M. Investigations on reduction of tool electrode wear in micro-EDM using novel electrode materials. CIRP J. Manuf. Sci. Technol. 2008, 1, 92–96. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, F.; Wang, J. Wear-resist Electrodes for Micro-EDM. Chin. J. Aeronaut. 2009, 22, 339–342. [Google Scholar] [CrossRef]
- Shirguppikar, S.; Patil, M.S.; Nguyen Huu, P.; Muthuramalingam, T.; Dong, P.; Tam, N.C.; Tien Tai, B.; Minh, N.D.; Duc, N.V. Assessing the Effects of Uncoated and Coated Electrode on Response Variables in Electrical Discharge Machining for Ti-6Al-4V Titanium Alloy. Tribol. Ind. 2021, 43, 524–534. [Google Scholar] [CrossRef]
- Chiou, A.H.; Tsao, C.C.; Hsu, C.Y. A study of the machining characteristics of micro EDM milling and its improvement by electrode coating. Int. J. Adv. Manuf. Technol. 2015, 78, 1857–1864. [Google Scholar] [CrossRef]
- Inaba, Y.; Li, S.; Yamaguchi, A.; Okada, A. Fundamental Study on Internal Space Forming by EDM. Procedia CIRP 2020, 95, 215–219. [Google Scholar] [CrossRef]
- Sato, T.; Imai, Y.; Goto, A.; Magara, T.; Takuchi, A.; Watanabe, K. A new grooving method based on steady wear model in EDM. Int. J. Electr. Mach. 2000, 5, 41–49. [Google Scholar] [CrossRef]
- Shervani-Tabar, M.T.; Rambarzin, F.; Shabgard, M.R.; Payamani, R. Numerical study on the dynamics of an electrical discharge generated vapor bubble in EDM with different shapes of the tool and the workpiece. Int. J. Adv. Manuf. Technol. 2011, 56, 151–159. [Google Scholar] [CrossRef]
- Narasimham, G.S.V.L.; Babu, A.V.; Reddy, S.S.; Dhanasekaran, R. Recent Trends in Mechanical Engineering. Lecture Notes in Mechanical Engineering; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- Jiang, Y.; Kong, L.; Yu, J.; Hua, C.; Zhao, W. Experimental research on preparation and machining performance of porous electrode in electrical discharge machining. J. Mech. Sci. Technol. 2022, 36, 6201–6215. [Google Scholar] [CrossRef]
- Mahajan, A.; Singh, G.; Devgan, S. Additive manufacturing of metallic biomaterials: A concise review. Arch. Civ. Mech. Eng. 2023, 23, 187. [Google Scholar] [CrossRef]
- Yi, J.; Qi, L.; Kong, L.; Ping, X.; Zhao, W. Electrical Discharge Machining for Complex Cavity with a Porous Electrode. Procedia CIRP 2016, 42, 618–622. [Google Scholar] [CrossRef]
- Shen, X.Y.; Xu, H.Q.; Gerdroodbary, M.B.; Valiallah Mousavi, S.; Musa Abazari, A.; Imani, S.M. Numerical simulation of blood flow effects on rupture of aneurysm in middle cerebral artery. Int. J. Mod. Phys. C 2021, 33, 1–18. [Google Scholar] [CrossRef]
- Munir, K.; Biesiekierski, A.; Wen, C.; Li, Y. Surface modifications of metallic biomaterials. Met. Biomater. Process. Med. Device Manuf. 2020, 2020, 387–424. [Google Scholar] [CrossRef]
- Devgan, S.; Sidhu, S.S. Evolution of surface modification trends in bone related biomaterials: A review. Mater. Chem. Phys. 2019, 233, 68–78. [Google Scholar] [CrossRef]
- Al-Amin, M.; Abdul-Rani, A.M.; Danish, M.; Thompson, H.M.; Abdu Aliyu, A.A.; Hastuty, S.; Tuj Zohura1, F.; Bryant, M.G.; Rubaiee, S.; Rao, T.V.V.L.N. Assessment of PM-EDM cycle factors influence on machining responses and surface properties of biomaterials: A comprehensive review. Precis. Eng. 2020, 66, 531–549. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Pabla, B.S.; Uddin, M.S. Synthesis, characterization, corrosion and bioactivity investigation of nano-HA coating deposited on biodegradable Mg-Zn-Mn alloy. Surf. Coat. Technol. 2018, 346, 9–18. [Google Scholar] [CrossRef]
- Santosh, S.; Ibrahim, S.J.S.; Saravanamuthukumar, P.; Rajkumar, K.; Harikrishna, K.L. Nano Graphite Powder Assisted Electric Discharge Machining Characteristics of ZM21 Magnesium Alloy. Appl. Mech. Mater. 2015, 787, 406–410. [Google Scholar] [CrossRef]
- Lamichhane, Y.; Singh, G.; Bhui, A.S.; Mukhiya, P.; Kumar, P.; Thapa, B. Surface modification of 316L SS with HAp nano-particles using PMEDM for enhanced Biocompatibility. Mater. Today Proc. 2019, 15, 336–343. [Google Scholar] [CrossRef]
- Singh, G.; Lamichhane, Y.; Bhui, A.S.; Sidhu, S.S.; Bains, P.S.; Mukhiya, P. Surface morphology and microhardness behavior of 316L in hap-pmedm. Facta Univ. Ser. Mech. Eng. 2019, 17, 445–454. [Google Scholar] [CrossRef]
- Singh, G.; Singh Sidhu, S.; Singh Bains, P.; Singh Bhui, A. Improving microhardness and wear resistance of 316L by TiO2 powder mixed electro-discharge treatment. Mater. Res. Express 2019, 6, 086501. [Google Scholar] [CrossRef]
- Bains, P.S.; Bahraminasab, M.; Sidhu, S.S.; Singh, G. On the machinability and properties of Ti–6Al–4V biomaterial with n-HAp powder–mixed ED machining. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2020, 234, 232–242. [Google Scholar] [CrossRef]
- Gosai, N.D.; Joshi, A.Y. Experimental Investigation and Optimization of Process Parameters Used in the Silicon Powder Mixed Electro Discharge Machining of Ti-6Al-4V Alloy Using Response Surface Methodology. J. Manuf. Sci. Prod. 2016, 16, 21–32. [Google Scholar] [CrossRef]
- Bhui, A.S.; Bains, P.S.; Sidhu, S.S.; Singh, G. Parametric optimization of ED machining of Ti-6Al-4V in CNTs mixed dielectric medium. Mater. Today Proc. 2019, 18, 1532–1539. [Google Scholar] [CrossRef]
- Devgan, S.; Sidhu, S.S. Surface modification of β-type titanium with multi-walled CNTs/ μ-HAp powder mixed Electro Discharge Treatment process. Mater. Chem. Phys. 2020, 239, 122005. [Google Scholar] [CrossRef]
- Abdul-Rani, A.M.; Nanimina, A.M.; Ginta, T.L.; Razak, M.A. Machined Surface Quality in Nano Aluminum Mixed Electrical Discharge Machining. Procedia Manuf. 2017, 7, 510–517. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.K.; Pabla, B.S.; Puri, S. Potential of Silicon Powder-Mixed Electro Spark Alloying for Surface Modification of β-Phase Titanium Alloy for Orthopedic Applications. Mater. Today Proc. 2017, 4, 10080–10083. [Google Scholar] [CrossRef]
- Farooq, M.U.; Mughal, M.P.; Ahmed, N.; Mufti, N.A.; Al-Ahmari, A.M.; He, Y. On the Investigation of Surface Integrity of Ti6Al4V ELI Using Si-Mixed Electric Discharge Machining. Materials 2020, 13, 1549. [Google Scholar] [CrossRef] [PubMed]
- Prakash, C.; Uddin, M.S. Surface modification of β-phase Ti implant by hydroaxyapatite mixed electric discharge machining to enhance the corrosion resistance and in-vitro bioactivity. Surf. Coat. Technol. 2017, 326, 134–145. [Google Scholar] [CrossRef]
- Ashok kumar, U.; Laxminarayana, P. Optimization of Electrode Tool Wear in micro holes machining by Die Sinker EDM using Taguchi Approach*. Mater. Today Proc. 2018, 5, 1824–1831. [Google Scholar] [CrossRef]
- Bose, G.K.; Mahapatra, K.K. Parametric study of die sinking EDM process on AISI H13 tool steel using statistical techniques. Adv. Prod. Eng. Manag. 2014, 9, 168–180. [Google Scholar] [CrossRef]
- Sharma, A.; Kumar, V.; Babbar, A.; Dhawan, V.; Kotecha, K.; Prakash, C. Experimental Investigation and Optimization of Electric Discharge Machining Process Parameters Using Grey-Fuzzy-Based Hybrid Techniques. Materials 2021, 14, 5820. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Development of an intelligent process model for EDM. Int. J. Adv. Manuf. Technol. 2009, 45, 300–317. [Google Scholar] [CrossRef]
- Vidyapati, K.; Sunny, D.; Shankar, C. Teaching-learning-based parametric optimization of an electrical discharge machining process. Facta Univ. Ser. Mech. Eng. 2020, 18, 281–300. [Google Scholar] [CrossRef]
- Karmiris-Obratański, P.; Papazoglou, E.L.; Leszczyńska-Madej, B.; Karkalos, N.E.; Markopoulos, A.P. An Optimalization Study on the Surface Texture and Machining Parameters of 60CrMoV18-5 Steel by EDM. Materials 2022, 15, 3559. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Bains, P.S. Study of the recast layer of particulate reinforced metal matrix composites machined by EDM. Mater. Today: Proc. 2017, 4, 3243–3251. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Lin, Y.Y.; Lee, W.S.; Lo, S.P. Machining characteristics of Inconel 718 using ultrasonic and high temperature-aided cutting. J. Mater. Process. Technol. 2008, 198, 359–365. [Google Scholar] [CrossRef]
- Chen, W.-H.; Uribe, M.C.; Kwon, E.E.; Lin, K.-Y.A.; Park, Y.-K.; Ding, L.; Saw, L.H. A comprehensive review of thermoelectric generation optimization by statistical approach: Taguchi method, analysis of variance (ANOVA), and response surface methodology (RSM). Renew. Sustain. Energy Rev. 2022, 169, 112917. [Google Scholar] [CrossRef]
- Karna, S.K.; Sahai, R. An overview on Taguchi method. Int. J. Eng. Math. Sci. 2012, 1, 11–18. [Google Scholar]
- Taguchi, G. Quality Engineering in Japan. Bull. Jpn. Soc. Precis. Eng. 1985, 19, 237–242. [Google Scholar] [CrossRef]
- Jung, J.H.; Kwon, W.T. Optimization of EDM process for multiple performance characteristics using Taguchi method and Grey relational analysis. J. Mech. Sci. Technol. 2010, 24, 1083–1090. [Google Scholar] [CrossRef]
- Lovric, M. International Encyclopedia of Statistical Science; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar] [CrossRef]
- The New Palgrave Dictionary of Economics; Palgrave Macmillan: London, UK, 2018. [CrossRef]
- Rajesh, A.; Venkatesh, J. Taguchi method and Pareto ANOVA: An approach for process parameters optimization in micro-EDM drilling. Int. J. Sci. Eng. Res. 2014, 5, 38–42. [Google Scholar]
- Snoyes, R.; Van Dijck, F. Investigations of EDM operations by means of thermo mathematical models. Ann. CIRP 1971, 20, 35. [Google Scholar]
- Van Dijck, F.S.; Dutre, W.L. Heat conduction model for the calculation of the volume of molten metal in electric discharges. J. Phys. D Appl. Phys. 1974, 7, 899. [Google Scholar] [CrossRef]
- Zarepour, H.; Tehrani, A.F.; Karimi, D.; Amini, S. Statistical analysis on electrode wear in EDM of tool steel DIN 1.2714 used in forging dies. J. Mater. Process. Technol. 2007, 187–188, 711–714. [Google Scholar] [CrossRef]
- Ishfaq, K.; Mahmood, M.A.; Khan, A.R.; Rehman, M. Mathematical modelling with experimental correlation for multiple craters dimension, material removal rate and surface roughness in electrical discharge machining. Int. J. Adv. Manuf. Technol. 2022, 120, 227–236. [Google Scholar] [CrossRef]
- Singh, A.; Ghosh, A. A thermo-electric model of material removal during electric discharge machining. Int. J. Mach. Tools Manuf. 1999, 39, 669–682. [Google Scholar] [CrossRef]
- Dehghani, D.; Yahya, A.; Khamis, N.H.; Alzaidi, A.I. Dynamic Mathematical Model for Low Power Electrical Discharge Machining Applications. J. Low Power Electron. 2019, 15, 11–18. [Google Scholar] [CrossRef]
- Chen, J.; Sun, Z.-M.; Lu, G.-D. Simulation for Electrode Wear Predication in Die-Sinking EDM Based on Geometry Model. In Proceedings of the Fifth International Conference on Measuring Technology and Mechatronics Automation, Hong Kong, China, 16–17 December 2013. [Google Scholar] [CrossRef]
- Papazoglou, E.L.; Markopoulos, A.P.; Papaefthymiou, S.; Manolakos, D.E. Electrical discharge machining modeling by coupling thermal analysis with deformed geometry feature. Int. J. Adv. Manuf. Technol. 2019, 103, 4481–4493. [Google Scholar] [CrossRef]
- Hinduja, S.; Kunieda, M. Modelling of ECM and EDM processes. CIRP Ann. 2013, 62, 775–797. [Google Scholar] [CrossRef]
- Tlili, A.; Ghanem, F.; Salah, N.B. A contribution in EDM simulation field. Int. J. Adv. Manuf. Technol. 2015, 79, 921–935. [Google Scholar] [CrossRef]
- Rajhi, W.; Kolsi, L.; Abbassi, R.; Jerbi, H.; Kchaou, M. Estimation of MRR and thermal stresses in EDM process: A comparative numerical study. Int. J. Adv. Manuf. Technol. 2022, 121, 7037–7055. [Google Scholar] [CrossRef]
- Kaisare, N.S. Computational Techniques for Process Simulation and Analysis Using MATLAB; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar] [CrossRef]
- Orlande, H.R.B.; Colaço, M.J.; Cotta, R.M. Finite Difference Methods in Heat Transfer; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar] [CrossRef]
- Pepper, D.W.; Heinrich, J.C. The Finite Element Method: Basic Concepts and Applications with MATLAB, MAPLE, and COMSOL; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar] [CrossRef]
- Yadav, V.; Jain, V.K.; Dixit, P.M. Thermal stresses due to electrical discharge machining. Int. J. Mach. Tools Manuf. 2002, 42, 877–888. [Google Scholar] [CrossRef]
- Mehta, H.N. Modeling of Electrical Discharge Machining Process. Int. J. Eng. Res. Technol. 2015, 4, 153–156. [Google Scholar] [CrossRef]
- Singh, M.; Sharma, S.; Ramkumar, J. Numerical Simulation of Melt-Pool Hydrodynamics in μ-EDM Process. Procedia CIRP 2020, 95, 226–231. [Google Scholar] [CrossRef]
- Pei, J.; Zhang, L.; Du, J.; Zhuang, X.; Zhou, Z.; Wu, S.; Zhu, Y. A model of tool wear in electrical discharge machining process based on electromagnetic theory. Int. J. Mach. Tools Manuf. 2017, 117, 31–41. [Google Scholar] [CrossRef]
- Shervani-Tabar, M.T.; Abdullah, A.; Shabgard, M.R. Numerical study on the dynamics of an electrical discharge generated bubble in EDM. Eng. Anal. Bound. Elem. 2006, 30, 503–514. [Google Scholar] [CrossRef]
- Mullya, S.A.; Karthikeyan, G.; Ganachari, V.S. Electric discharge milling: A state-of-the-art review. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 424. [Google Scholar] [CrossRef]
- Quarto, M.; D’Urso, G.; Giardini, C.; Maccarini, G. FEM model development for the simulation of a micro-drilling EDM process. Int. J. Adv. Manuf. Technol. 2020, 106, 3095–3104. [Google Scholar] [CrossRef]
- Li, Z.; Liu, Y.; Cao, B.; Li, W. Modeling of material removal morphology and prediction of surface roughness based on WEDM successive discharges. Int. J. Adv. Manuf. Technol. 2022, 120, 2015–2029. [Google Scholar] [CrossRef]
- Ni, Q.; Zhang, Y.; Zhou, K.; Wang, G.; Ji, L.; Yang, W. Prediction and analysis of EDM performances considering random multiple-pulse discharges based on geometric optimization modeling. Int. J. Adv. Manuf. Technol. 2022, 120, 4123–4138. [Google Scholar] [CrossRef]
- Kunieda, M.; Kaneko, Y.; Natsu, W. Reverse simulation of sinking EDM applicable to large curvatures. Precis. Eng. 2012, 36, 238–243. [Google Scholar] [CrossRef]
- Papazoglou, E.L.; Karmiris-Obratański, P.; Leszczyńska-Madej, B.; Markopoulos, A.P. A study on Electrical Discharge Machining of Titanium Grade2 with experimental and theoretical analysis. Sci. Rep. 2021, 11, 8971. [Google Scholar] [CrossRef]
- Wu, L.; Sha, K.; Tao, Y.; Ju, B.; Chen, Y. A Hybrid Deep Learning Model as the Digital Twin of Ultra-Precision Diamond Cutting for In-Process Prediction of Cutting-Tool Wear. Appl. Sci. 2023, 13, 6675. [Google Scholar] [CrossRef]
- Liu, H.; Bai, J. The Tool Electrode Wear and Gap Fluid Field Simulation Analysis in Micro-EDM Drilling of Micro-hole Array. Procedia CIRP 2020, 95, 220–225. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Fedorov, S.V.; Malakhinsky, A.P.; Melnik, Y.A. Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows. Sensors 2023, 23, 750. [Google Scholar] [CrossRef] [PubMed]
- Rafaqat, M.; Mufti, N.A.; Saleem, M.Q.; Ahmed, N.; Rehman, A.U.; Ali, M.A. Machining of Triangular Holes in D2 Steel by the Use of Non-Conventional Electrodes in Die-Sinking Electric Discharge Machining. Materials 2023, 16, 3865. [Google Scholar] [CrossRef]
- Papazoglou, E.L.; Karmiris-Obratański, P.; Karkalos, N.E.; Thangaraj, M.; Markopoulos, A.P. Theoretical and experimental analysis of plasma radius expansion model in EDM: A comprehensive study. Int. J. Adv. Manuf. Technol. 2023, 126, 2429–2444. [Google Scholar] [CrossRef]
- Kuriachen, B.; Varghese, A.; Somashekhar, K.P.; Panda, S.; Mathew, J. Three-dimensional numerical simulation of microelectric discharge machining of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2015, 79, 147–160. [Google Scholar] [CrossRef]
- Huang, H.; Zhang, Z.; Ming, W.; Xu, Z.; Zhang, Y. A novel numerical predicting method of electric discharge machining process based on specific discharge energy. Int. J. Adv. Manuf. Technol. 2017, 88, 409–424. [Google Scholar] [CrossRef]
- Izquierdo, B.; Sánchez, J.A.; Plaza, S.; Pombo, I.; Ortega, N. A numerical model of the EDM process considering the effect of multiple discharges. Int. J. Mach. Tools Manuf. 2009, 49, 220–229. [Google Scholar] [CrossRef]
- Niamat, M.; Sarfraz, S.; Ahmad, W.; Shehab, E.; Salonitis, K. Parametric Modelling and Multi-Objective Optimization of Electro Discharge Machining Process Parameters for Sustainable Production. Energies 2020, 13, 38. [Google Scholar] [CrossRef]
- Gouda, D.; Panda, A.; Nanda, B.K.; Kumar, R.; Sahoo, A.K.; Routara, B.C. Recently evaluated Electrical Discharge Machining (EDM) process performances: A research perspective. Mater. Today Proc. 2021, 44, 2087–2092. [Google Scholar] [CrossRef]
- Shirguppikar, S.S.; Dabade, U.A. Experimental Investigation of Dry Electric Discharge Machining (Dry EDM) Process on Bright Mild Steel. Mater. Today Proc. 2018, 5, 7595–7603. [Google Scholar] [CrossRef]
- Liqing, L.; Yingjie, S. Study of Dry EDM with Oxygen-Mixed and Cryogenic Cooling Approaches. Procedia CIRP 2013, 6, 344–350. [Google Scholar] [CrossRef]
- Ganachari, V.S.; Chate, U.N.; Waghmode, L.Y.; Mullya, S.A.; Shirguppikar, S.S.; Salgar, M.M.; Kumbhar, V.T. A Comparative Performance Study of Dry and Near Dry EDM Processes in Machining of Spring Steel Material. Mater. Today Proc. 2019, 18, 5247–5257. [Google Scholar] [CrossRef]
- Dhakar, K.; Dvivedi, A. Experimental Investigation on Near-dry EDM using Glycerin-Air Mixture as Dielectric Medium. Mater. Today Proc. 2017, 4, 5344–5350. [Google Scholar] [CrossRef]
- Wiessner, M.; Macedo, F.T.B.; Martendal, C.P.; Kuster, F.; Wegener, K. Fundamental Investigation of EDM Plasmas, Part I: A Comparison between Electric Discharges in Gaseous and Liquid Dielectric Media. Procedia CIRP 2018, 68, 330–335. [Google Scholar] [CrossRef]
- Macedo, F.T.B.; Wiessner, M.; Bernardelli, G.C.; Kuster, F.; Wegener, K. Fundamental Investigation of EDM Plasmas, Part II: Parametric Analysis of Electric Discharges in Gaseous Dielectric Medium. Procedia CIRP 2018, 68, 336–341. [Google Scholar] [CrossRef]
- Bayki, S.; Mujumdar, S. A 1D model for prediction of dry electrical discharge machining (dry-EDM) plasma characteristics. J. Manuf. Process. 2023, 102, 417–428. [Google Scholar] [CrossRef]
- Banu, A.; Ali, M.Y.; Rahman, M.A.; Konneh, M. Investigation of process parameters for stable micro dry wire electrical discharge machining. Int. J. Adv. Manuf. Technol. 2019, 103, 723–741. [Google Scholar] [CrossRef]
- Banu, A.; Ali, M.Y.; Rahman, M.A.; Konneh, M. Stability of micro dry wire EDM: OFAT and DOE method. Int. J. Adv. Manuf. Technol. 2020, 106, 4247–4261. [Google Scholar] [CrossRef]
- Bhandare, A.S.; Dabade, U.A. Modeling of Dry EDM process parameters during machining of Inconel 718 using artificial neural network. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Leão, F.N.; Pashby, I.R. A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining. J. Mater. Process. Technol. 2004, 149, 341–346. [Google Scholar] [CrossRef]
- Kao, J.Y.; Tarng, Y.S. A neutral-network approach for the on-line monitoring of the electrical discharge machining process. J. Mater. Process. Technol. 1997, 69, 112–119. [Google Scholar] [CrossRef]
- Kao, C.C.; Shih, A.J. Sub-nanosecond monitoring of micro-hole electrical discharge machining pulses and modeling of discharge ringing. Int. J. Mach. Tools Manuf. 2006, 46, 1996–2008. [Google Scholar] [CrossRef]
- Yu, S.; Lee, B.; Lin, W. Waveform Monitoring of Electric Discharge Machining by Wavelet Transform. Int. J. Adv. Manuf. Technol. 2001, 17, 339–343. [Google Scholar] [CrossRef]
- Portillo, E.; Marcos, M.; Cabanes, I.; Orive, D. Real-time monitoring and diagnosing in wire-electro discharge machining. Int. J. Adv. Manuf. Technol. 2009, 44, 273–282. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Grigor’ev, S.N.; Okun’kova, A.A.; Porvatov, A.N. Monitoring of electric discharge machining by means of acoustic emission. Russ. Eng. Res. 2016, 36, 244–248. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Vibroacoustic Monitoring Features of Radiation-Beam Technologies by the Case Study of Laser, Electrical Discharge, and Electron-Beam Machining. Metals 2021, 11, 1117. [Google Scholar] [CrossRef]
- Evertz, S.; Dott, W.; Eisentraeger, A. Electrical discharge machining: Occupational hygienic characterization using emission-based monitoring. Int. J. Hyg. Environ. Health 2006, 209, 423–434. [Google Scholar] [CrossRef]
- Mu, X.; Zhou, M. An innovation approach of multiple discharging channels in EDM precision machining by a novel adaptive gap voltage control system. J. Phys. Conf. Ser. 2019, 1176, 052047. [Google Scholar] [CrossRef]
- Ismail, M.R.M.; Karmiris-Obratański, T.P.; Papazoglou, E.; Karkalos, N. Design of Real-Time Extremum-Seeking Controller-Based Modelling for Optimizing MRR in Low Power EDM. Materials 2023, 16, 434. [Google Scholar] [CrossRef]
- Sisodiya, M.S.; Shukla, S.; Bajpai, V. Feasibility analysis of novel Maglev EDM by comparing with conventional micro EDM. Sci. Rep. 2022, 12, 2613. [Google Scholar] [CrossRef]
- GF Machining Solutions. Available online: https://www.gfms.com/com/en.html (accessed on 25 September 2023).
- Electronica India Limited. Available online: https://electronicagroup.com/ (accessed on 25 September 2023).
- TECHMA EDM Technology. Available online: https://www.techma.de/ (accessed on 25 September 2023).
- Patowari, P.K.; Saha, P.; Mishra, P.K. Artificial neural network model in surface modification by EDM using tungsten–copper powder metallurgy sintered electrodes. Int. J. Adv. Manuf. Technol. 2010, 51, 627–638. [Google Scholar] [CrossRef]












| Publication Number | Title | Inventors | Assignee | Publication Year | Ref. |
|---|---|---|---|---|---|
| RU2802609 | Device for electro discharge firmware opening with electrode tool | Ablyaz T., Shlykov E., Osinnikov I., Makarova L., Muratov K., Shiryaev V. | Perm National Research Polytechnic University | 2023 | https://www.fips.ru/iiss/document.xhtml?index=2 (accessed on 15 November 2023) |
| USOO9452483B2 | Electric discharge machining die sinking device and related method of operation | Yuefeng Luo William Edward Adis Michael Lewis Jones | General Electric Company, Schenectady, NY, USA | 2016 | https://patents.google.com/patent/US9452483B2/en?q=(EDM)&oq=EDM (accessed on 15 November 2023) |
| RU2772410 | Method for electric discharge wire cutting machining | Ablyaz T., Shlykov E., Gashev E., Muratov K., Shiryaev V., Sarabdjeet S. | Perm National Research Polytechnic University | 2022 | https://www.fips.ru/iiss/document.xhtml?faces-redirect=true&id=c8eacdeff9e50bcb556e0f9ed05bfc04 (accessed on 15 November 2023) |
| RU2730321 | Method of electro-discharge hole sewing | Ablyaz T., Muratov K., Makarova L., Shlykov E., Shipunov G., Shakirzyanov T. | Perm National Research Polytechnic University | 2020 | https://www.fips.ru/iiss/document.xhtml?faces-redirect=true&id=d3675ea60d25613f4a768a3c388ea401 (accessed on 15 November 2023) |
| RU2721245 | Method for texturing a metal surface | Ablyaz T., Muratov K., Makarova L., Shlykov E., Kochergin E. | Perm National Research Polytechnic University | 2020 | https://www.fips.ru/iiss/document.xhtml?faces-redirect=true&id=02aea5400721fe9315457f9c9b8829ae (accessed on 15 November 2023) |
| ES2750567T3 | Small hole EDM machining apparatus | Suzuki E., Shimoda Y. | Astec Co., Ltd. (Tokyo Japan) | 2020 | https://patents.google.com/patent/ES2750567T3/en?q=(EDM)&after=publication:20150101 (accessed on 15 November 2023) |
| US8629368B2 | High-speed ultra precision manufacturing station that combines direct metal deposition and EDM | Jyoti Mazumder Jun Ni Albert Shih | DM3D Technology, LLC, Troy, MI, USA | 2014 | https://patents.google.com/patent/US8629368B2/en?q=(EDM)&oq=EDM (accessed on 15 November 2023) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamenskikh, A.A.; Muratov, K.R.; Shlykov, E.S.; Sidhu, S.S.; Mahajan, A.; Kuznetsova, Y.S.; Ablyaz, T.R. Recent Trends and Developments in the Electrical Discharge Machining Industry: A Review. J. Manuf. Mater. Process. 2023, 7, 204. https://doi.org/10.3390/jmmp7060204
Kamenskikh AA, Muratov KR, Shlykov ES, Sidhu SS, Mahajan A, Kuznetsova YS, Ablyaz TR. Recent Trends and Developments in the Electrical Discharge Machining Industry: A Review. Journal of Manufacturing and Materials Processing. 2023; 7(6):204. https://doi.org/10.3390/jmmp7060204
Chicago/Turabian StyleKamenskikh, Anna A., Karim R. Muratov, Evgeny S. Shlykov, Sarabjeet Singh Sidhu, Amit Mahajan, Yulia S. Kuznetsova, and Timur R. Ablyaz. 2023. "Recent Trends and Developments in the Electrical Discharge Machining Industry: A Review" Journal of Manufacturing and Materials Processing 7, no. 6: 204. https://doi.org/10.3390/jmmp7060204