Cement is a crucial component of buildings and is frequently utilized in civil construction, water conservation, national security, and other endeavors. Since limestone quarries and other sources of raw carbonate minerals are the main raw materials required in the process, cement is produced in large, expensive plants that are often situated close to these sources [
10]. The production of cement has consistently been included as one of the major industrial activities contributing to carbon emissions. Two sources dominate the production of carbon dioxide throughout this process: large-scale combustion of primarily fossil fuels and the initial chemical reaction of CaCO
3 breakdown to CaO and CO
2 [
5]. In
Section 2.3, the specific sources of CO
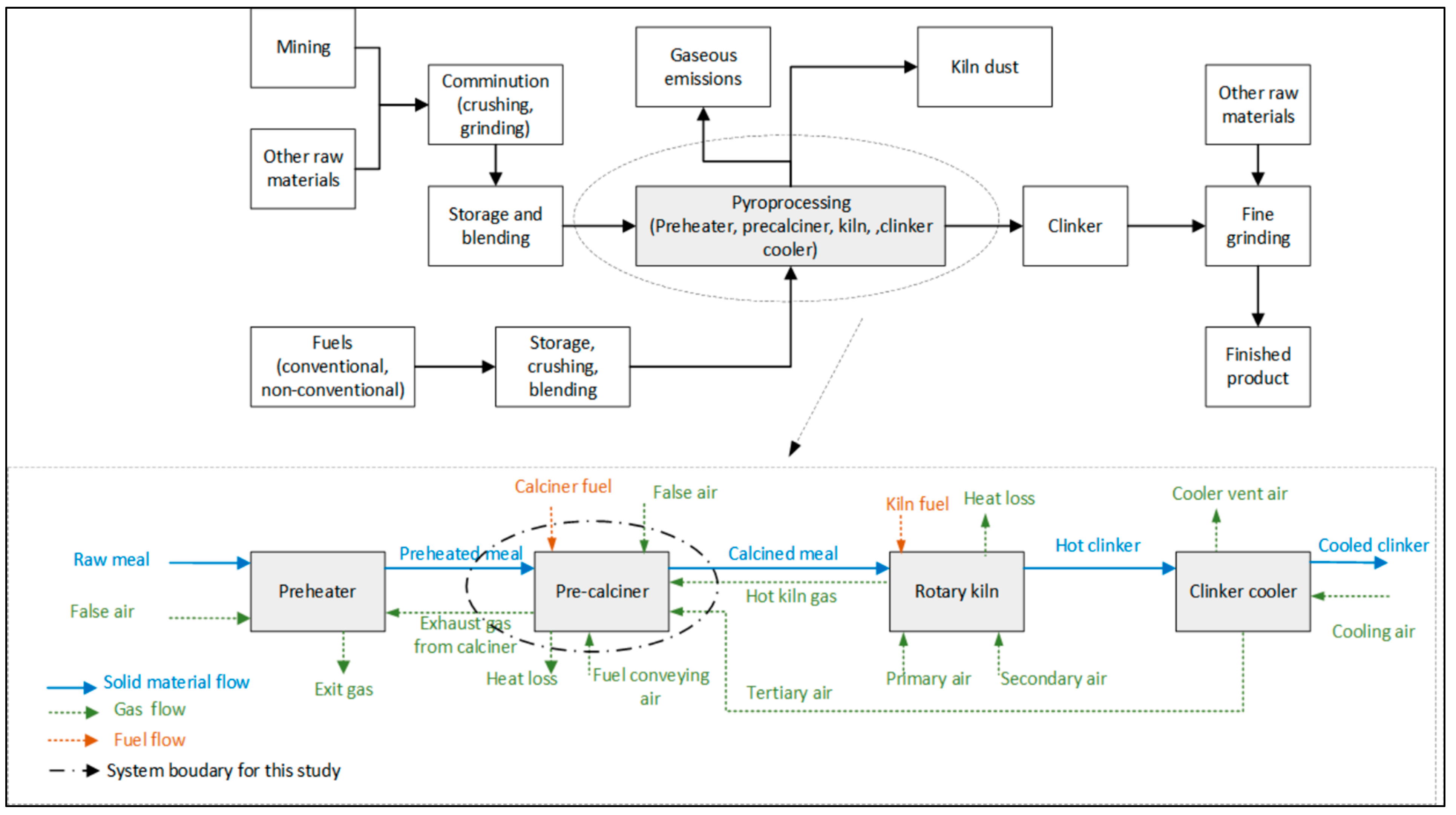
2 emissions in cement plants will be covered. Raw material preparation, clinker production (pyro-processing), and clinker grinding, and mixing are the three production processes that go into making cement. Making cement is a challenging and energy-consuming process.
Figure 1 shows the schematic layout of a cement plant from the raw material source to the final product which is cement [
11].
2.1. Raw Material
Cement production begins with quarry operations. The most common method of obtaining limestone is through open-face quarries, but underground mining is also an alternative [
10]. To save on the cost of transporting raw materials, most cement mills are close to quarries. Limestone forms most of the raw material needed to manufacture cement. In most cases, limestone is about 80–95% of the raw material feed for cement manufacturing [
10]. To acquire raw minerals, subsurface exploration employs drilling. Software is used to create geological models that determine the concentration of limestone in each area. The overburden, or useless material, that must be removed and squandered along with the limestone, is also evaluated with the aid of the model. The mining of the limestone is completed using large mechanical machines like loaders and haul trucks. All additional raw material needed is mostly outsourced. The combined raw materials used for cement manufacturing are mostly made up of iron oxide, silica, alumina, magnesium carbonate, and limestone. The combined material is first crushed, grinded, and then mixed as blended raw meal feed. The grain size of the powdered feed is typically 50 mm (Mujumdar et al. [
12]) and the desired composition. The blended raw material is fed to the preheat tower and then into the kiln for pyro-processing. The typical composition of the feed is shown in
Table 1.
The basic cement industry modules, lime saturation factor (LSF), silica modulus (SM), and alumina modulus (AM) are used to calculate the raw meal recipe. LSF, which is commonly expressed as a weight percentage, is the proportion of limestone to other ingredients in a recipe.
The percentage of the principal strength-giving calcium silicate alite is at its maximum when the cement clinker has an LSF value of 100. Industrial clinker typically has LSF values between 94 and 98 weight percent. The energy needs of the kiln and cement clinker quality are impacted by SM and AM [
11].
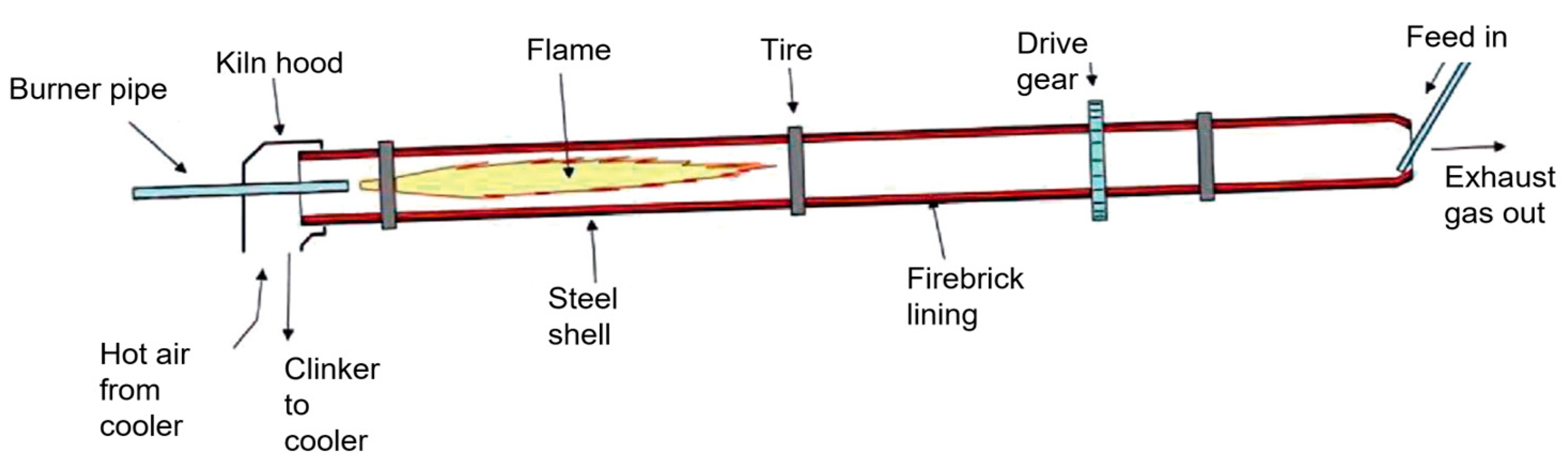
2.2. Clinker Production (Pyro-Processing)
In a rotating kiln, clinker is produced and used for Portland cement [
17]. This device basically consists of a large cylinder that spins once every one to two minutes around its axis. The lower end of this axis, which is inclined, is where the burner is situated. Following precalcination, the kiln is fed with the raw material. As it rotates, the feed is fed at the top of a preheat tower which flows slowly down as hot gases flow upward and then enter the kiln.
Figure 2 depicts a revolving kiln’s general design [
18].
Powdered feed is transported to the preheater as the first step of the pyro-processing unit once it has reached the desired composition and size. Here, a sequence of countercurrent flue gases from the calciner are used to preheat the raw materials. When the temperature reaches around 550 °C during preheating, limestone, and magnesium carbonate decompose, releasing CaCO
3, MgO, and CO
2. This is when the precalcination process is initiated in the preheat tower. Limestone’s (CaCO
3) chemical breakdown into lime (CaO) and carbon dioxide (CaCO
3 ⇌ CaO + CO
2) begins in the precalciner.
Table 2 is a list of the physical and chemical reactions involved in making cement. The preheat tower unit calcines about 90% of the raw feed. The precalciner system uses solid-gas heat exchange to produce direct combustion and spread and suspend raw grain cement in an airflow. The already-heated materials move to raise the temperature using the calciner even further before entering the kiln. In the revolving kiln, the precalcined meal undergoes the remaining calcination. Before being completed at 960 °C in the kiln, these processes continue in the calciner [
19]. The kiln facilitates numerous other physical and chemical processes in addition to generating cement. An illustration of a typical dry-based cement production facility is shown in
Figure 3. There is typically a precalciner system in place between the rotary kiln and the preheater in modern cement-producing facilities. The final product from the kiln is called clinker. Clinker is a term used in the cement industry to refer to the hard, nodular material that is produced after cooling of the product generated from the kiln. C
2S, one of the clinker’s constituents produced between 900 and 1200 °C, and other components including C
3S, C
3A, and C
4AF are created between 1200 and 1280 °C in the kiln during the different phases of reactions [
14]. Solid clinker finally melts at temperatures above 1280 °C to create a well-mixed and nodular clinker [
19].
After cooling the clinker over the cooler stage with outside air from 1450 °C to 100 °C, the clinker is then transferred to the final unit for grinding and mixing. The warm air from the coolers is used in the calciner and the kiln, and the extra air is vented into the atmosphere. The heated air stream provides some of the kiln’s required heat energy as well as acting as an air source for the combustion process. The calciner is then supplied with the hot air stream from the coolers and kiln exhaust. Both of these streams act as a heat source for the breakdown of limestone and magnesium carbonate as well as a source of air for the combustion process [
20]. The use of calciner exhaust to preheat input materials in the preheater step is the process’ main source of heat loss. According to [
21], the preheater, calciner, kiln, and cooler processes, generally known as the pyro-processing unit, are considered the core of the cement manufacturing process and account for around 90% of the total energy required for cement production.
In the precalciner, the exothermic activity of fuel burning coexists with the endothermic process of the uncooked meal’s carbonate breakdown. When the precalciner is working at its best, energy is conserved and rotary kiln and precalciner emissions are reduced. The temperature inside the calciner, the amount of time the raw meal is allowed to remain in the system, solid gas separation, the impact of dust circulation, and the kinetic behavior of the raw materials are some of the factors that affect the precalciner’s efficiency [
22]. The stability and effectiveness of the calcination process directly affect the final clinker quality, smooth operation in the subsequent rotary kiln operation, and the energy consumption of the pyro-processing unit.
Figure 3.
Flow stream input/output information is shown in a schematic representation of a typical cement production facility for the pyro-processing phase [
23].
Figure 3.
Flow stream input/output information is shown in a schematic representation of a typical cement production facility for the pyro-processing phase [
23].
2.4. Calcination Process and CO2 Emission
Calcination is the heat process of driving off a volatile fraction that modifies the chemical makeup of mineral ore. Unlike pyrolysis, this process does not require the absence of oxygen [
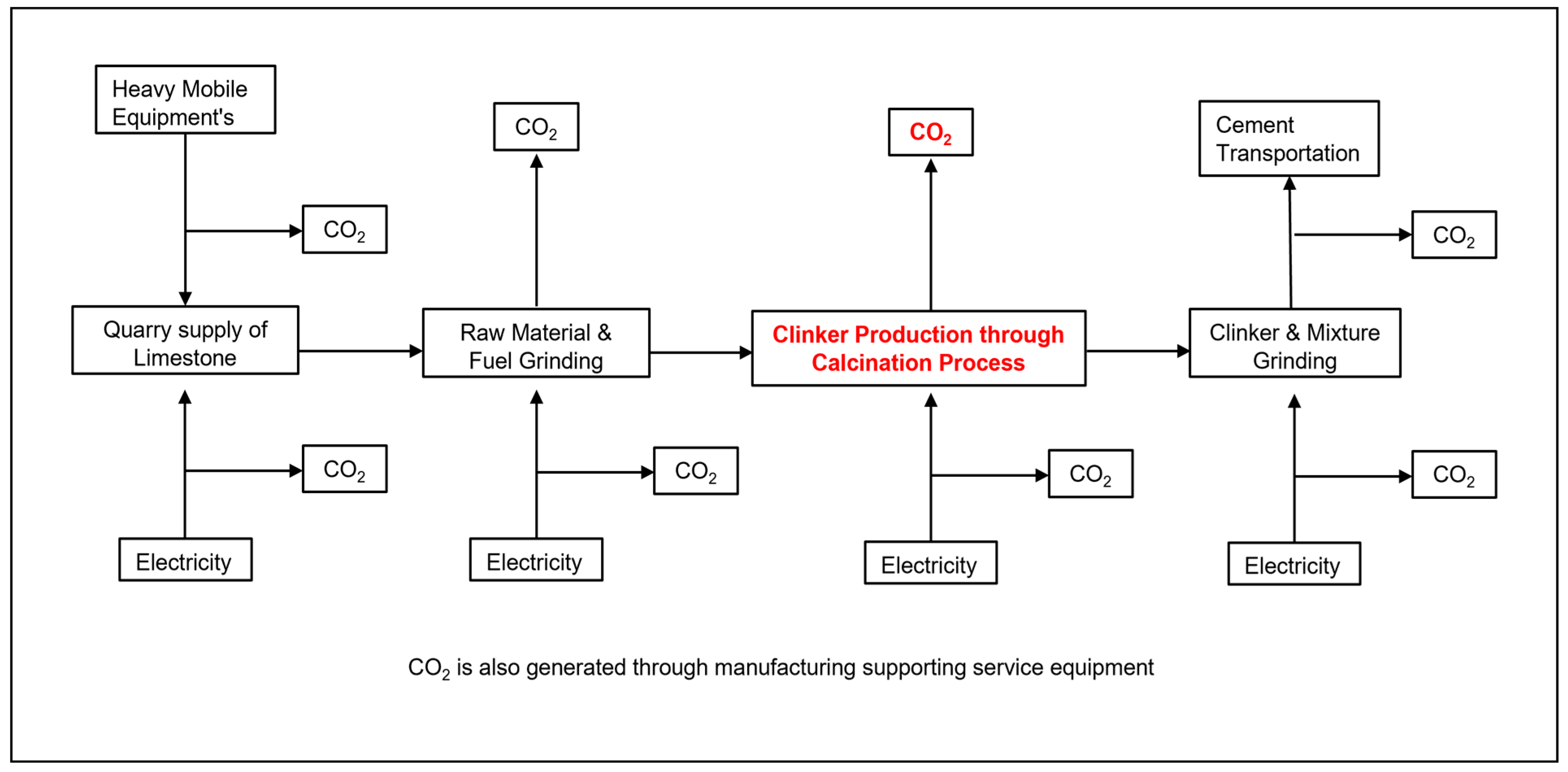
24]. Four sources contribute to the CO
2 emissions during cement production: Transportation of raw materials accounts for 10% of total emissions, fossil fuel combustion during the calcination process generates 40%, CaCO
3 and MgCO
3 decomposition generates 50% of CO
2 emissions, CaO and MgO are produced as the result of elementary chemical reactions, and electricity generated for electrical motors and facilities is responsible for another 10% [
25]. Numerous large and minor technical and management concerns in the plant can affect plant performance and result in an increase in fuel and energy usage in addition to the intensive fuel utilization, power consumption, and basic chemical reactions mentioned above. These higher consumptions may result in substantial thermal waste and, as a result, extraordinary additional CO
2 emissions.
Figure 4 shows the various sources of CO
2 in the cement manufacturing plant. As shown in
Figure 4, our study focuses on CO
2 generated through clinker production through the calcination process.
Carbonates decompose in a highly endothermic process [
26]. A limestone particle must go through several phases of calcination, and each stage’s rate-determining factor is affected by the calcination circumstances. These processes involve heat transmission from the bulk gas to the particle’s exterior surface and from the external surface to the reaction interface, in addition to the chemical reaction that takes place at the reaction interface, and involve the mass transfer of carbon dioxide from the reaction interface to the bulk gas [
27]. However, the rate of heat and mass transmission will frequently be high if the particles are small, and the bulk gas temperature is high. The process that determines the rate for the conditions in cement manufacturing is the chemical reaction [
26,
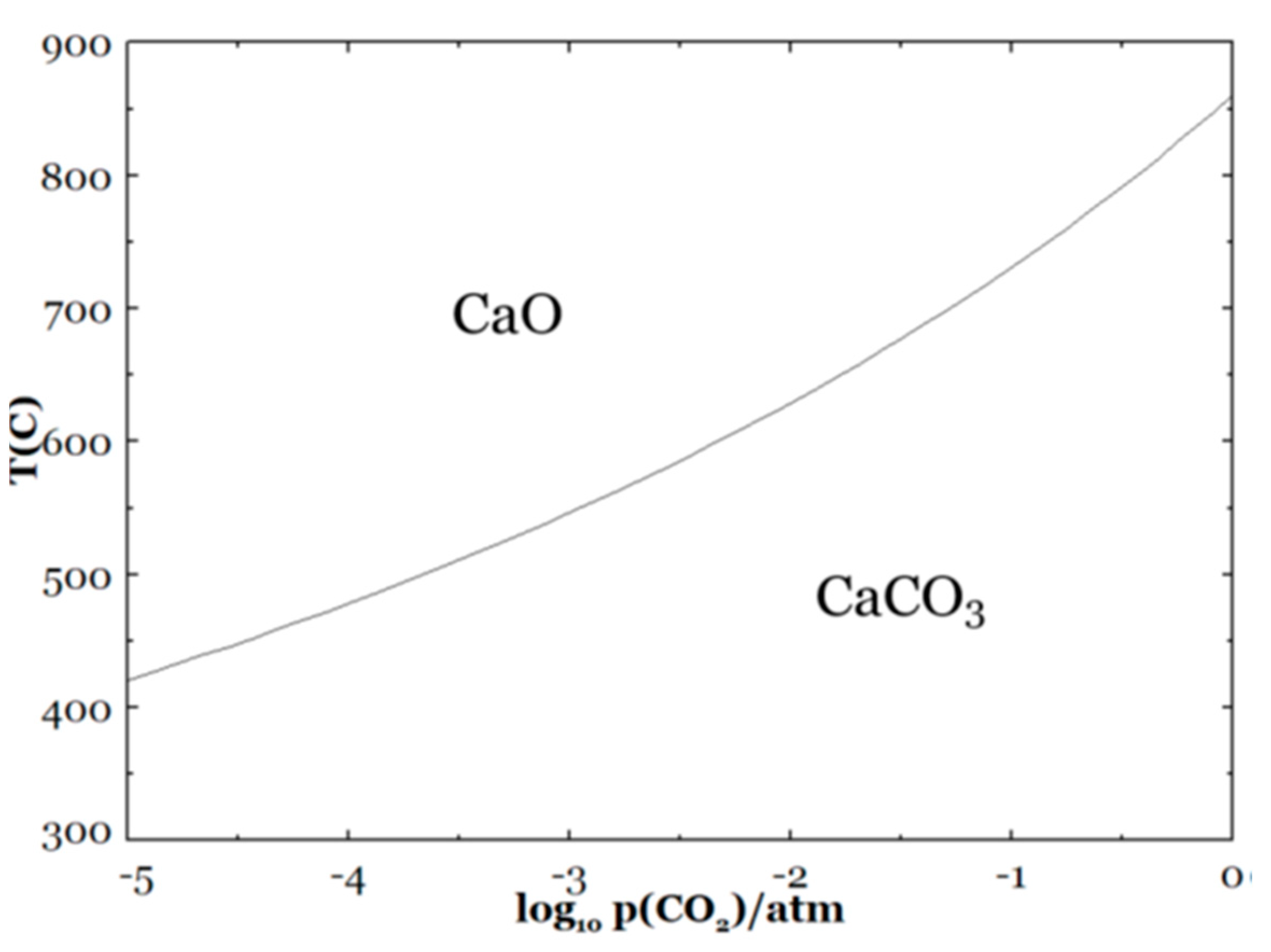
28]. By electrifying the calcination process, atmospheric carbon dioxide concentrations would increase from about 25 mol% to over 100 mol%. This could have an impact on a variety of elements as well as the process’ chemistry, heating of the raw materials, calcination, production of clinker, and final cooling. The rate of calcination will be slower due to the increasing partial pressure of carbon dioxide [
29,
30,
31,
32,
33] and the increase in the required calcination temperature, as can be seen in
Figure 5. Tokheim et al. [
34] investigated the viability of an electrified calcination step and concluded that electrical heating-based calcination looks feasible and would offer comparable process parameters with no detrimental effects on product quality. A minor variation in the quality of the product was seen in laboratory testing on Oxyfuel combustion that modified the gas phase’s carbon dioxide content [
35].
The kinetics and chemical mechanisms relating to the calcination of carbonates have been extensively discussed in other publications over the past few decades [
37,
38]; particularly, the calcination of CaCO
3 (Takkinen et al. [
39]), due to its technological significance. According to Garcia-Labiano et al. [
40], there are several aspects of the reaction that are unclear. Considering the lack of agreement over the process, Reactions (4) through (6) have all been put forth.
According to Hyatt et al. [
38], CaO has a metastable structure. The active CaO, denoted by CaO* in Reaction (5), is thought to serve as a bridge between the newly formed CaO crystal and the unreacted CaCO
3. Another strategy put up by L’vov et al. [
41] is for CaCO
3 to decompose into gaseous CaO and CO
2 species while also condensing low-volatility CaO, as seen in Reaction (6) [
41]. Regardless of the underlying source, calcination may be broken down into three stages: heating the particle surface and transferring heat there; chemical processes taking place at the reaction front; and the transfer of CO
2 from the reaction front to the surrounding atmosphere. According to Stanmore and Gilot [
37], the chemical makeup of the limestone, the size of its particles, the makeup of the surrounding gas, and the ambient temperature all have an impact on the reaction. This raises the level of uncertainty in the kinetic field.
2.5. Literature Review of Cement CO2 Emission Calculation and Prediction for the Cement Industry
For the sake of simplicity, a few imprecise approaches are widely recognized and frequently used to calculate CO
2 emissions. There have been numerous estimates of CO
2 emissions made in earlier studies. Calculating CO
2 emissions requires several key metrics, including the carbon footprint. The term “carbon footprint”, also called “carbon profile”, is derived from the term “ecological footprint”, which was used to describe the total amount of carbon dioxide and other greenhouse gas emissions related to products, along their supply chains, and occasionally including their use, end-of-life recovery, and disposal [
42,
43,
44]. In 1996, the IPCC published its first CO
2 emissions factors related to cement manufacture, including a heat-processed lime-stone breakdown factor [
45]. In addition, IPCC [
8] provided the techniques and information required to calculate stationary combustion emissions in 2006. Three tiers of methodologies are provided for the sectoral approach based on data on fuel combustion from national energy statistics and fault emission factors, as well as data on fuel statistics and applied combustion technologies, as well as technology-specific emission factors. The default value recommended by the IPCC may either overestimate or underestimate the overall emissions of the Chinese cement sector, so it is crucial to properly estimate the process-related emission factor for clinker production together with accounting procedures. This emission factor can be determined based on the stoichiometric compositions of the reaction using the principal chemical processes in calcination, CaCO
3CaO + CO
2 and MgCO
3MgO + CO
2, as shown in Equation (7).
where
ContentCaO and
ContentMgO indicate, based on plant-level assessments, the CaO and MgO contents of clinker that should be computed. In 2012, Shen et al. [
46] examined the 289 production lines’ raw materials, raw meals, clinker, cement, and fuel throughout China’s 18 provinces. They calculated the process emission factors for each type of kiln, which are 1.4–3.4% lower than the IPCC Guidelines’ default values. Based on detailed information from 1574 cement companies in 2013, Cai et al. [
47] without mentioning the particular amounts of CaO and MgO, estimated that the total process emission factor was set at 0.504 t CO
2/t clinker. In 1994 and 2005, the UNFCCC and NDRC estimated the process-related emissions to be 157.8 Mt CO
2 and 411.7 Mt CO
2, respectively [
48,
49]. High variances and uncertainty in energy consumption are other problems, as the amounts of coal used to heat the kiln were calculated by varying stated coal intensities rather than those immediately available in the official figures [
50]. Lui et al. [
50] demonstrated another equation used to calculate CO
2 emission in cement manufacturing plants. This unit-level process and fuel-based CO
2 emissions are estimated using the following Equation (1):
where, respectively,
i and
k stand for the unit and the nation; P stands for cement production (t), R for the clinker-to-cement ratio, F for fuel consumption (kJ), EFprocess for process-based emission factors (g/kg), and EFcombustion for combustion-based emission factors (g/J). E stands for unit-based emissions (kg); P for cement production (t); R for clinker-to-cement ratio; and F for fuel consumption (kJ). It should be emphasized that this study only measures the emissions that directly result from the manufacturing of cement; indirect emissions, such as those from the use of gasoline in power plants to generate electricity and the fuel used by vehicles to transport materials, are not considered [
50].
It is noticeable that IoT, Artificial Intelligence (AI), machine learning (ML), real-time monitoring, and optimization techniques are considered some of the emerging practices that are reshaping the world and how research is performed. As mentioned, most of the methodologies mentioned herein are based on the calculation of CO
2 emission quantity by empirical methods, but Van Gio et al. [
51] performed an extensive investigation on leveraging machine learning techniques for high-precision predictive modeling of CO
2 emissions. They show that predictive analytics utilizing machine learning algorithms play a pivotal role in various domains, including the profiling of carbon dioxide (CO
2) emissions in innovating ways to understand CO
2 emission. The study shows how these algorithms are useful for quantifying emissions, evaluating energy sources, improving prediction accuracy, and accurately estimating CO
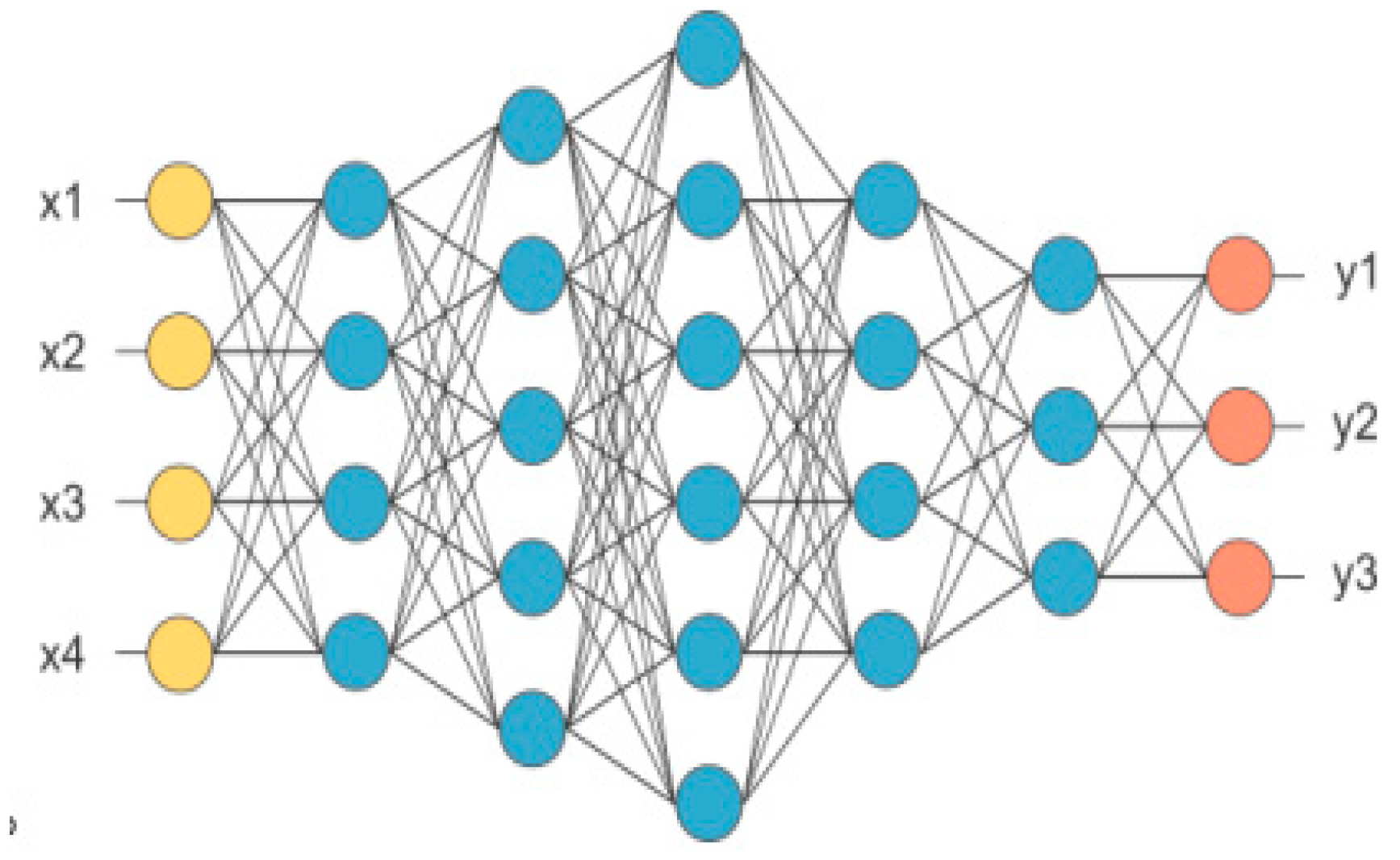
2 emissions. In particular, deep learning, artificial neural networks (ANN), and support vector machines (SVM) demonstrate effectiveness in a range of industries, and the Modified Regularized Fast Orthogonal-Extreme Learning Machine (MRFO-ELM) algorithm optimizes predictions pertaining to coal chemical emissions.
Many articles have discussed the use of cutting-edge technologies, such as artificial intelligence (AI) and machine learning (ML), to reduce carbon emissions [
52,
53]. Using the ARIMA technique, Yang and O’Connell [
54] provided an emission projection for the fuel consumption in air travel over a five-year period for the Chinese aviation industry. Niu et al. [
55] provided a case study on how to use machine learning algorithms in conjunction with an algorithm combination approach to predict carbon emissions by 2030. Using data from 2015 to 2019, Javadi et al. [
56] conducted a study whereby they utilized the RBF network model to predict the amount of greenhouse gas emissions in the Iranian vehicle sector by 2030. Olanrewaju et al. [
57] also used the ANN algorithm to predict emissions in their study on the management of emissions in Canada’s industrial sectors, specifically for the year 2035. Several machine learning (ML) algorithms, including RF, LSTM, SVM, and others, were used to forecast N
2O emissions in agriculture in a different study by Hamrani et al. [
58], and the results were assessed for predictive accuracy. Additionally, the LSTM, CNN, and KNN algorithms were used both singly and in combination to predict air pollution in order to control and lessen its adverse effects [
59]. It should be mentioned that although the research used ANN, SVM, and deep learning algorithms to estimate Flu-Gas emission [
60], five predictive accuracy criteria were used to assess the methods’ accuracy.
Even though many studies cited herein show how the adoption of machine learning and AI is being used to successfully predict CO
2, this is not the same for the cement manufacturing industry. Boakye et al. [
61] show why machine learning and AI are not well adopted in the cement, aggregate, and concrete industries. Literature searches find only a single study that describes using machine learning to predict CO
2 based on calcination. Unfortunately, the study does not use manufacturing performance data but is based on laboratory experimental data. Lei et al. [
62] reported other empirical methodologies used to estimate the amount of CO
2 emission from cement in addition to these well-known ones, but this study employs machine learning to forecast CO
2 emissions using laboratory data. The paper noted that testing the models used by selected process data that represent extreme and typical plant operation conditions is recommended. This will lead to the development of more realistic models based on the actual plant data. This current paper employs machine learning and AI concepts using historical cement manufacturing real plant performance monitoring data gathered through instrumentation to predict CO
2. This will establish the need to adopt innovative technologies in the cement manufacturing industries to help better understand CO
2 emission and prediction.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}