
Correlating Ultrasonic Velocity in DC04 with Microstructure for Quantification of Ductile Damage
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Measuring the Ultrasonic Velocity
2.3. Void Fraction Measurement
3. Results and Discussion
3.1. Ultrasonic Measurement and Damage Parameter
3.2. Void Analysis by Scanning Electron Microscopy
4. Conclusions
- Ultrasonic measurement methodology can cover a much larger area compared to SEM examinations. The voids cannot be measured directly by ultrasonic due to the resolution being too low, but the damage parameter D showed a good correlation to the average void size determined in the SEM examinations.
- The ultrasonic velocity decreases significantly with increasing deformation. This effect can be used to determine a damage parameter D according to standard calculation methods. In further works, the determined damage parameters can be used in damage mechanics models. Due to the time-of-flight determination of the ultrasonic velocity, this methodology can currently only be applied to sheet metal strips. For measurements on components, the methodology has to be extended.
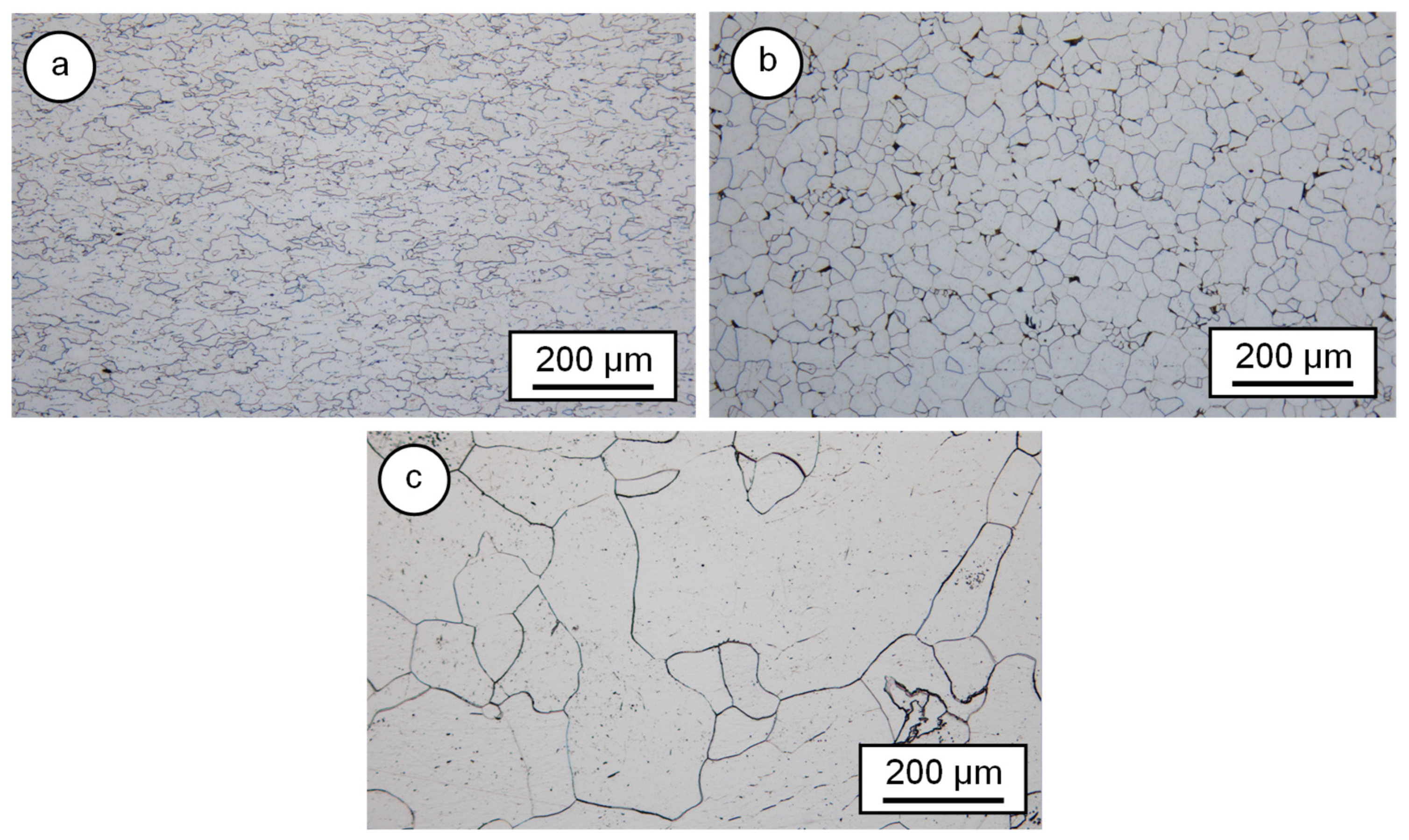
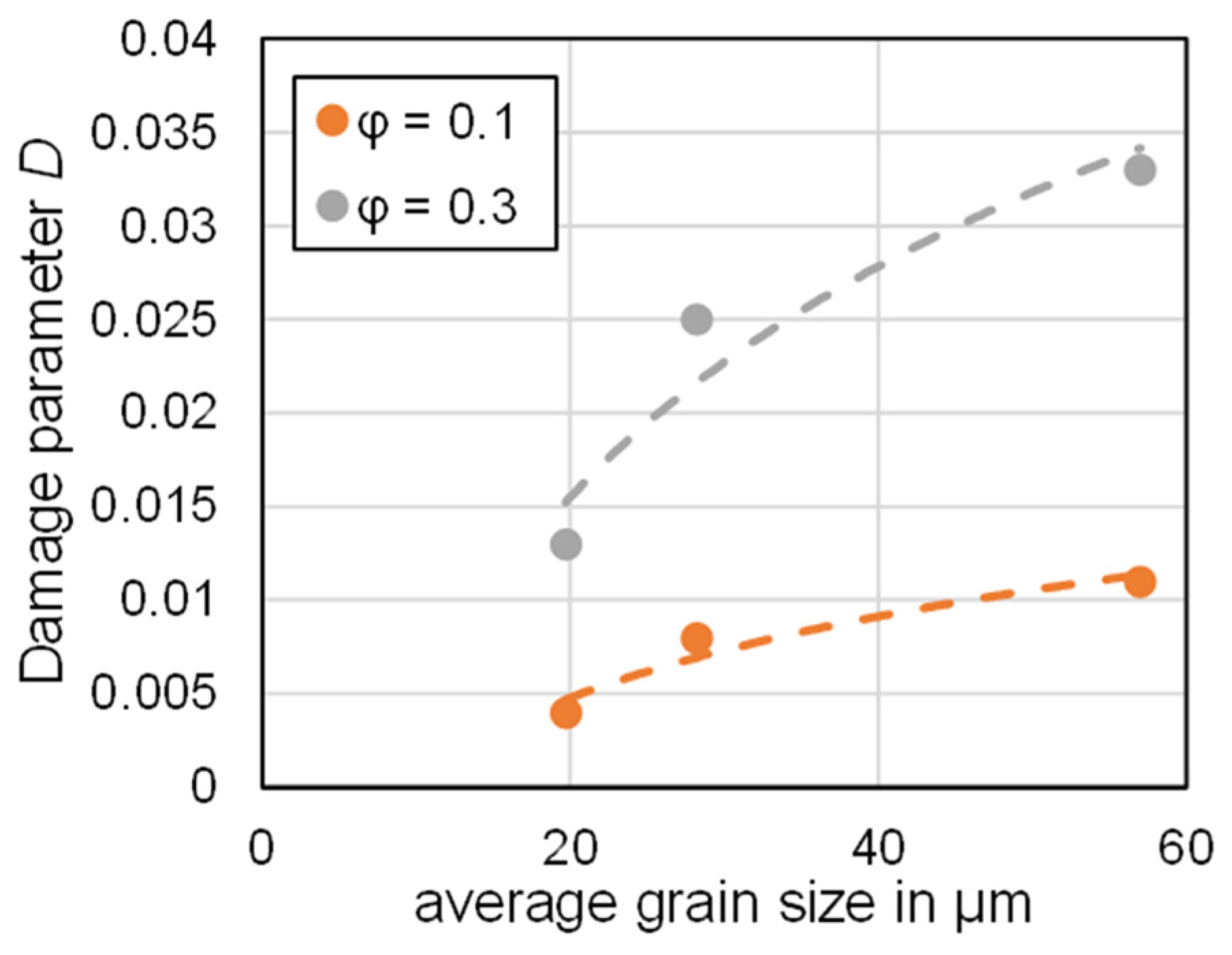
- The grain size shows a significant influence on the ultrasonic velocities, and thus on the damage parameter D. This effect has to be taken into account when comparing different heat treatment conditions and grain sizes of the same alloy with regard to their ductile damage.
- Various factors that characterize the microstructure contribute to the change in the ultrasonic propagation velocity: the amount of deformation, the presence and type of heat treatment, the size of the defects, the grain size and configuration of the samples. However, it was demonstrated that the residual stresses had no influence on the ultrasonic velocities in the present study. In further investigations, the various microstructural effects during cold forming and their influence on the ultrasonic velocities must be more clearly separated from each other.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Henneberg, J.; Merklein, M. Investigation on extrusion processes in sheet-bulk metal forming from coil. CIRP J. Manuf. Sci. Technol. 2020, 31, 561–574. [Google Scholar] [CrossRef]
- Goods, S.H.; Brown, L.M. Overview No. 1. Acta Metall. 1979, 27, 1–15. [Google Scholar] [CrossRef]
- Besserer, H.-B.; Hildenbrand, P.; Gerstein, G.; Rodman, D.; Nürnberger, F.; Merklein, M.; Maier, H.J. Ductile Damage and Fatigue Behavior of Semi-Finished Tailored Blanks for Sheet-Bulk Metal Forming Processes. J. Mater. Eng. Perform. 2016, 25, 1136–1142. [Google Scholar] [CrossRef]
- Schönbauer, B.M.; Ghosh, S.; Kömi, J.; Frondelius, T.; Mayer, H. Influence of small defects and nonmetallic inclusions on the high and very high cycle fatigue strength of an ultrahigh-strength steel. Fatigue Fract. Eng. Mat. Struct. 2021, 44, 2990–3007. [Google Scholar] [CrossRef]
- Wackenrohr, S.; Nürnberger, F.; Maier, H.J. Fatigue Life Compliant Process Design for the Manufacturing of Cold Die Rolled Components. In Sheet Bulk Metal Forming; Merklein, M., Tekkaya, A.E., Behrens, B.-A., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 568–585. ISBN 978-3-030-61901-5. [Google Scholar]
- Wackenrohr, S.; Torrent, C.J.J.; Herbst, S.; Nürnberger, F.; Krooss, P.; Ebbert, C.; Voigt, M.; Grundmeier, G.; Niendorf, T.; Maier, H.J. Corrosion fatigue behavior of electron beam melted iron in simulated body fluid. NPJ Mater. Degrad. 2022, 6, 1917. [Google Scholar] [CrossRef]
- Li, J.; Oberdorfer, B.; Habe, D.; Schumacher, P. Determining casting defects in near-net shape casting aluminum parts by computed tomography. Front. Mech. Eng. 2018, 13, 48–52. [Google Scholar] [CrossRef]
- Rousselier, G. Ductile fracture models and their potential in local approach of fracture. Nucl. Eng. Des. 1987, 105, 97–111. [Google Scholar] [CrossRef]
- Bonora, N.; Gentile, D.; Pirondi, A.; Newaz, G. Ductile damage evolution under triaxial state of stress: Theory and experiments. Int. J. Plast. 2005, 21, 981–1007. [Google Scholar] [CrossRef]
- Hinz, L.; Metzner, S.; Müller, P.; Schulte, R.; Besserer, H.-B.; Wackenrohr, S.; Sauer, C.; Kästner, M.; Hausotte, T.; Hübner, S.; et al. Fringe Projection Profilometry in Production Metrology: A Multi-Scale Comparison in Sheet-Bulk Metal Forming. Sensors 2021, 21, 2389. [Google Scholar] [CrossRef]
- Xue, S.; Zhang, P.; Bao, J.; He, L.; Hu, Y.; Yang, S. Comparison of Mercury Intrusion Porosimetry and multi-scale X-ray CT on characterizing the microstructure of heat-treated cement mortar. Mater. Charact. 2020, 160, 110085. [Google Scholar] [CrossRef]
- Stephensen, H.J.T.; Darkner, S.; Sporring, J. Restoring drifted electron microscope volumes using synaptic vesicles at sub-pixel accuracy. Commun. Biol. 2020, 3, 81. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hering, O.; Dunlap, A.; Tekkaya, A.E.; Aretz, A.; Schwedt, A. Characterization of damage in forward rod extruded parts. Int. J. Mater. Form. 2020, 13, 1003–1014. [Google Scholar] [CrossRef]
- Lemaitre, J. A Course on Damage Mechanics, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 1996; ISBN 978-3-540-60980-3. [Google Scholar]
- Kostic, S.; Miljojkovic, J.; Simunovic, G.; Vukelic, D.; Tadic, B. Uncertainty in the determination of elastic modulus by tensile testing. Eng. Sci. Technol. Int. J. 2022, 25, 100998. [Google Scholar] [CrossRef]
- Gerstein, G.; Briukhanov, A.; Gutknecht, F.; Volchok, N.; Clausmeyer, T.; Nürnberger, F.; Tekkaya, A.E.; Maier, H.J. Evaluation of micro-damage by acoustic methods. Procedia Manuf. 2018, 15, 527–534. [Google Scholar] [CrossRef]
- Hünicke, U.-D.; Krautkrämer, J.; Krautkrämer, H. Werkstoffprüfung mit Ultraschall; Springer: Berlin/Heidelberg, Germany, 1987. [Google Scholar]
- Rhim, H.C.; Kim, D.Y.; Cho, C.S.; Kim, D.H. Effect of Steel Plates on Estimation of the Compressive Strength of Concrete via Ultrasonic Testing. Materials 2020, 13, 887. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Sun, D.; Liu, D.; Meng, K.; Ni, C.; Shao, Z.; Sun, L. Simulation of ultrasonic propagation in porous cellular concrete materials. Constr. Build. Mater. 2021, 285, 122852. [Google Scholar] [CrossRef]
- Zhang, Y.; Ben Jar, P.-Y.; Nguyen, K.-C.T.; Le, L.H. Characterization of ductile damage in polyethylene plate using ultrasonic testing. Polym. Test. 2017, 62, 51–60. [Google Scholar] [CrossRef]
- Poletika, I.M.; Egorova, N.M.; Kulikova, O.A.; Zuev, L.B. Supersonic testing of mechanical property uniformity in hot-rolled steel. Tech. Phys. 2001, 46, 307–310. [Google Scholar] [CrossRef]
- Semukhin, B.S.; Zuev, L.B.; Bushmeleva, K.I. The velocity of ultrasound in low-carbon steel deformed at the low yield limit. J. Appl. Mech. Tech. Phys. 2000, 41, 556–559. [Google Scholar] [CrossRef]
- Kennedy, J.; Wiskel, J.; Henein, H.; Ivey, D. Characterization oF L80 Steel Microstructure Using Ultrasonic Measurements: Materials Science & Technology Conference and Exhibition, MS & T’14: Pittsburgh, Pennsylvania, USA, 12–16 October 2014, 1st ed.; Association for Iron & Steel Technology: Warrendale, PA, USA, 2014; ISBN 978-163439723-0. [Google Scholar]
- Carreon, H. Ultrasonic Characterization of the Elastic Constants in an Aging Ti-6Al-4V ELI Alloy. In Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition, Salt Lake City, UT, USA, 11–14 November 2019; Volume 11: Acoustics, Vibration, and Phononics. American Society of Mechanical Engineers: New York, NY, USA, 2020. ISBN 978-0-7918-5948-3. [Google Scholar]
- Love, J.; Walluk, M.; Reis, H.L. Nonlinear ultrasonic assessment of damage in cast iron components. In Proceedings of the Health Monitoring of Structural and Biological Systems XVI, Long Beach, CA, USA, 6 March–11 April 2022; Fromme, P., Su, Z., Eds.; SPIE: Bellingham, WA, USA, 2022; p. 43, ISBN 9781510649712. [Google Scholar]
- Carreon, H.; Carreon-Garcidueñas, M. The Elastic Constants Measurement in a Medical TI–6AL–4V ELI Alloy by Using Ultrasonic Means. In Characterization of Minerals, Metals, and Materials 2022; Zhang, M., Li, J., Li, B., Monteiro, S.N., Ikhmayies, S., Kalay, Y.E., Hwang, J.-Y., Escobedo-Diaz, J.P., Carpenter, J.S., Brown, A.D., et al., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 463–471. ISBN 978-3-030-92372-3. [Google Scholar]
- Muraviev, V.V.; Zuev, L.B.; Komarov, K.L. The ultrasound velocity and structure of steels and alloys. Nauka 1996, 185. [Google Scholar]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Mustapha, F.; Zahari, N.I.; Oskoueian, A. On the correlation between microstructural evolution and ultrasonic properties: A review. J. Mater. Sci. 2015, 50, 2643–2665. [Google Scholar] [CrossRef]
- Choi, S.; Ryu, J.; Kim, J.-S.; Jhang, K.-Y. Comparison of Linear and Nonlinear Ultrasonic Parameters in Characterizing Grain Size and Mechanical Properties of 304L Stainless Steel. Metals 2019, 9, 1279. [Google Scholar] [CrossRef] [Green Version]
- Permikin, V.S. Diagnostics of Creep of Heat-Resistant Steels on the Basis of Measurements of the Ultrasonic Wave Velocity in Nondestructive Testing of Energy Equipment: I. Probes and Tools for Measuring the Velocity of Ultrasound. Russ. J. Nondestruct. Test. 2004, 40, 35–45. [Google Scholar] [CrossRef]
- Zuev, L.B.; Semukhin, B.S.; Bushmelyova, K.I. Ultrasound-velocity measurement of strain in metallic polycrystals. Mater. Res. Innov. 2002, 5, 140–143. [Google Scholar] [CrossRef]
- Hirsekorn, S. The scattering of ultrasonic waves by polycrystals. J. Acoust. Soc. Am. 1982, 72, 1021–1031. [Google Scholar] [CrossRef]
- Crecraft, D.I. The measurement of applied and residual stresses in metals using ultrasonic waves. J. Sound. Vib. 1967, 5, 173–192. [Google Scholar] [CrossRef]
- Gerstein, G.; Clausmeyer, T.; Isik, K.; Nürnberger, F.; Tekkaya, A.E.; Bruchanov, A.A.; Maier, H.J. Experimental analysis of anisotropic damage in dual-phase steel by resonance measurement. Int. J. Damage Mech. 2017, 26, 1147–1169. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | Cu | Cr | Ni | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|
| DC04 | 0.047 | 0.014 | 0.225 | 0.007 | 0.012 | 0.072 | 0.012 | 0.018 | 0.010 | balance |
| Initial Condition | 850 °C, 30 min | 1150 °C, 5 h | |
|---|---|---|---|
| cold rolling, φ = 0.1 | 0.004 | 0.008 | 0.011 |
| cold rolling, φ = 0.3 | 0.013 | 0.025 | 0.033 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wackenrohr, S.; Herbst, S.; Wöbbeking, P.; Gerstein, G.; Nürnberger, F. Correlating Ultrasonic Velocity in DC04 with Microstructure for Quantification of Ductile Damage. J. Manuf. Mater. Process. 2023, 7, 142. https://doi.org/10.3390/jmmp7040142
Wackenrohr S, Herbst S, Wöbbeking P, Gerstein G, Nürnberger F. Correlating Ultrasonic Velocity in DC04 with Microstructure for Quantification of Ductile Damage. Journal of Manufacturing and Materials Processing. 2023; 7(4):142. https://doi.org/10.3390/jmmp7040142
Chicago/Turabian StyleWackenrohr, Steffen, Sebastian Herbst, Patrick Wöbbeking, Gregory Gerstein, and Florian Nürnberger. 2023. "Correlating Ultrasonic Velocity in DC04 with Microstructure for Quantification of Ductile Damage" Journal of Manufacturing and Materials Processing 7, no. 4: 142. https://doi.org/10.3390/jmmp7040142