


Impact of Gas Metal Arc Welding Parameters on Bead Geometry and Material Distortion of AISI 316L



Abstract
:1. Introduction
2. Materials and Methods
2.1. Welding Equipment
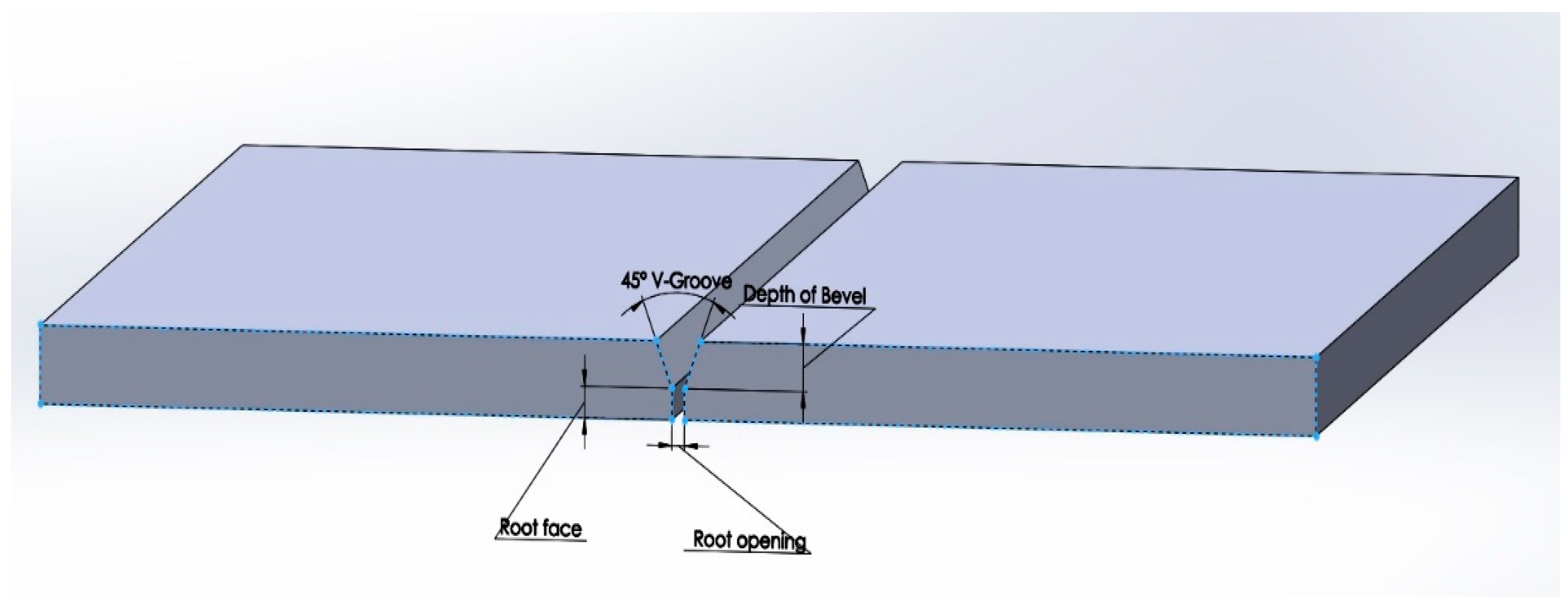
2.2. AISI 316L Workpiece (Substrate Preparation)
2.3. Filler Material
2.4. Mixing the Shielding Gases
2.5. Taguchi Experiment Design
2.6. Visual Inspection
3. Results
3.1. Visual Inspection
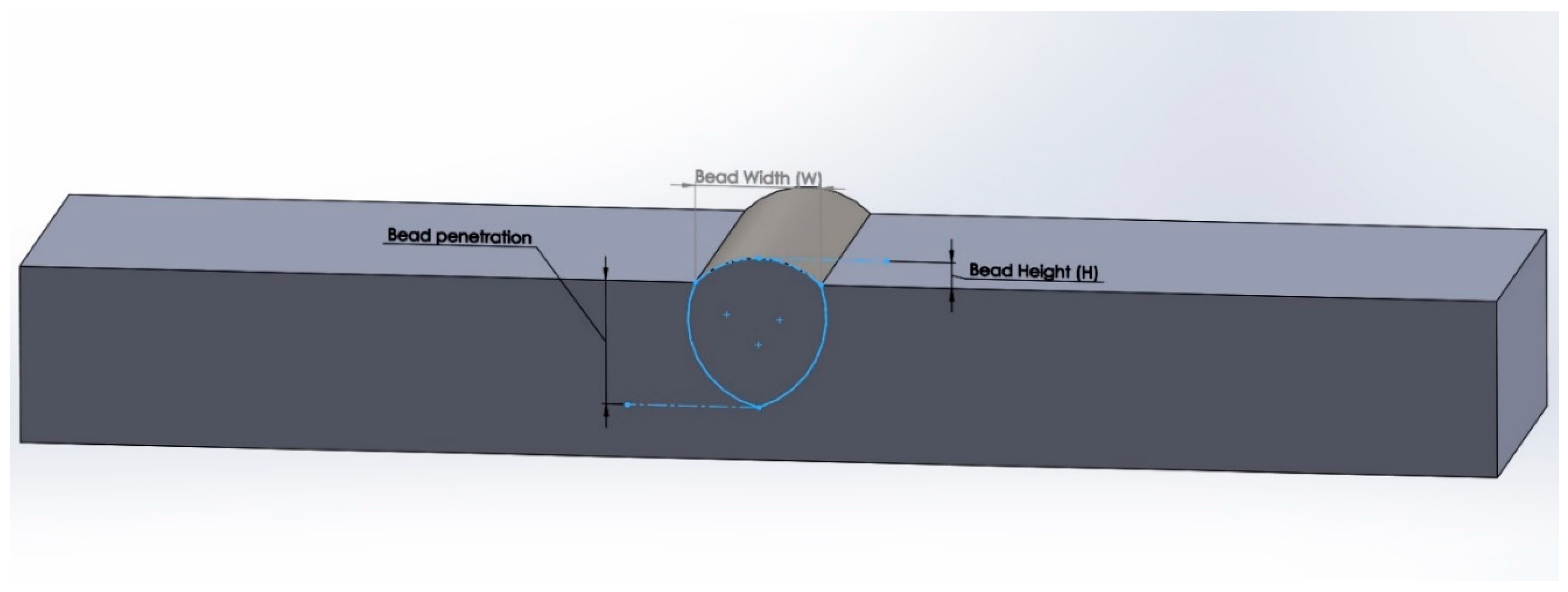
3.2. Bead Geometry
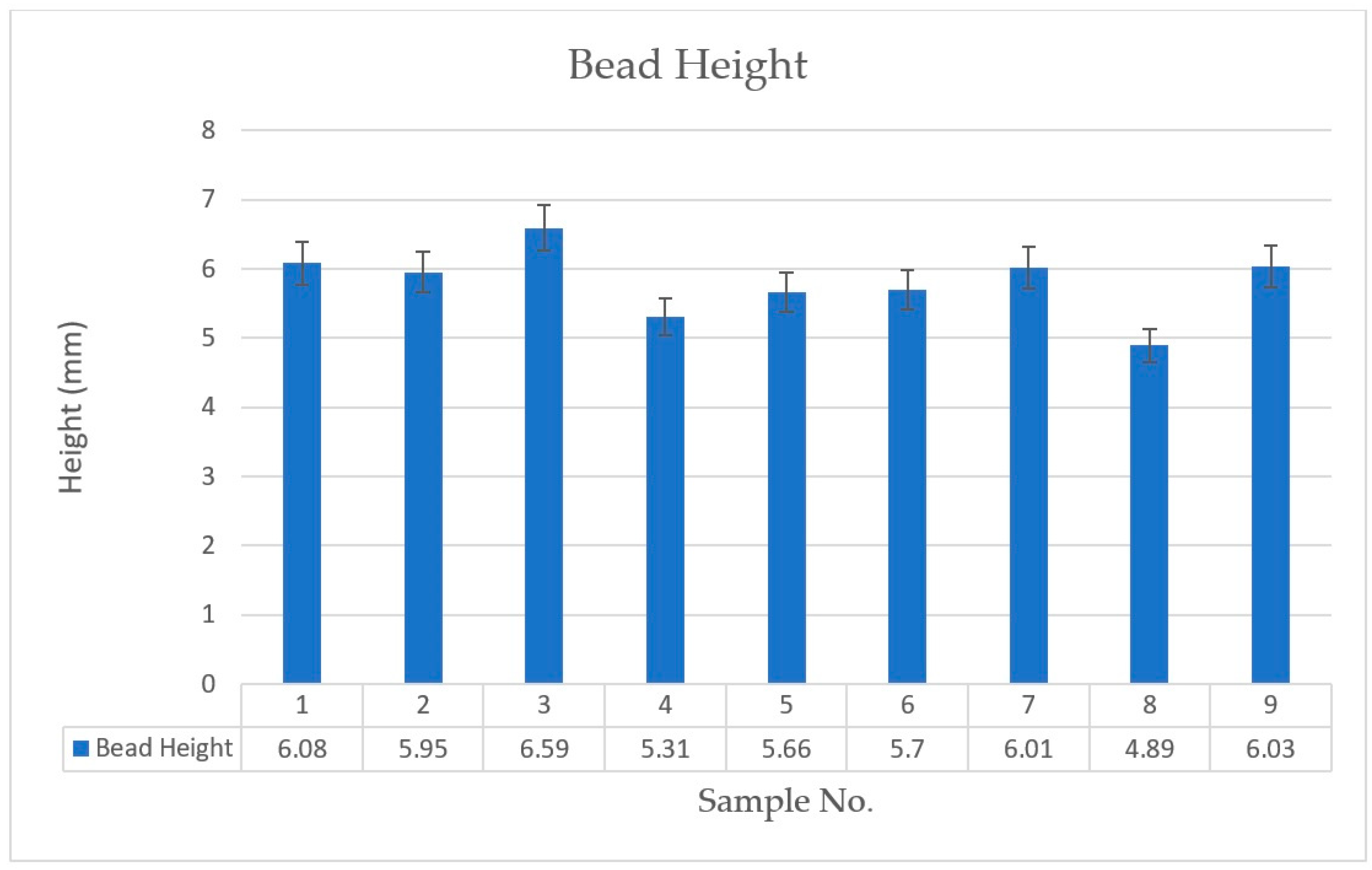
3.2.1. Average Bead Height
3.2.2. Average Bead Width
3.3. Angular Distortion and Transverse Shrinkage Results
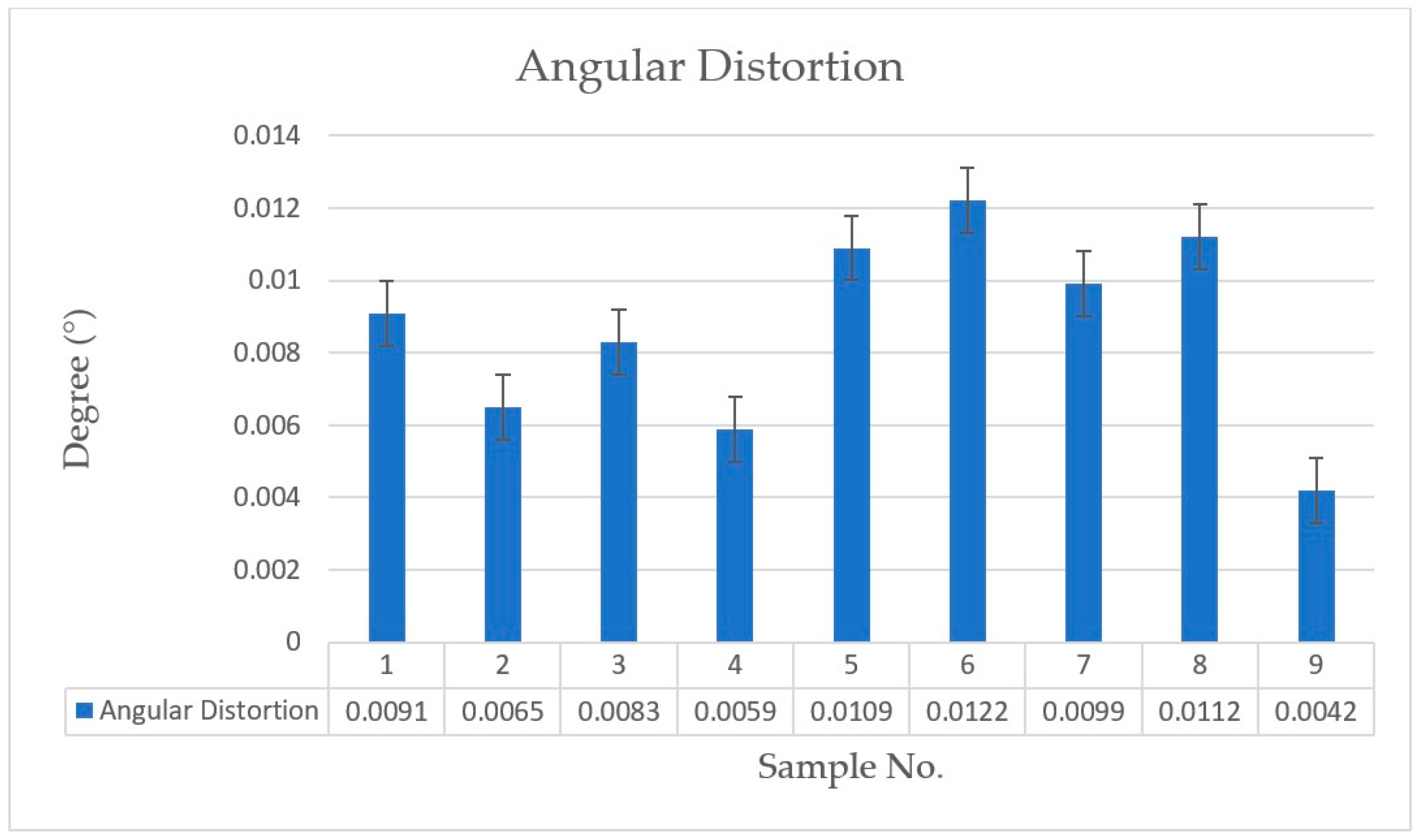
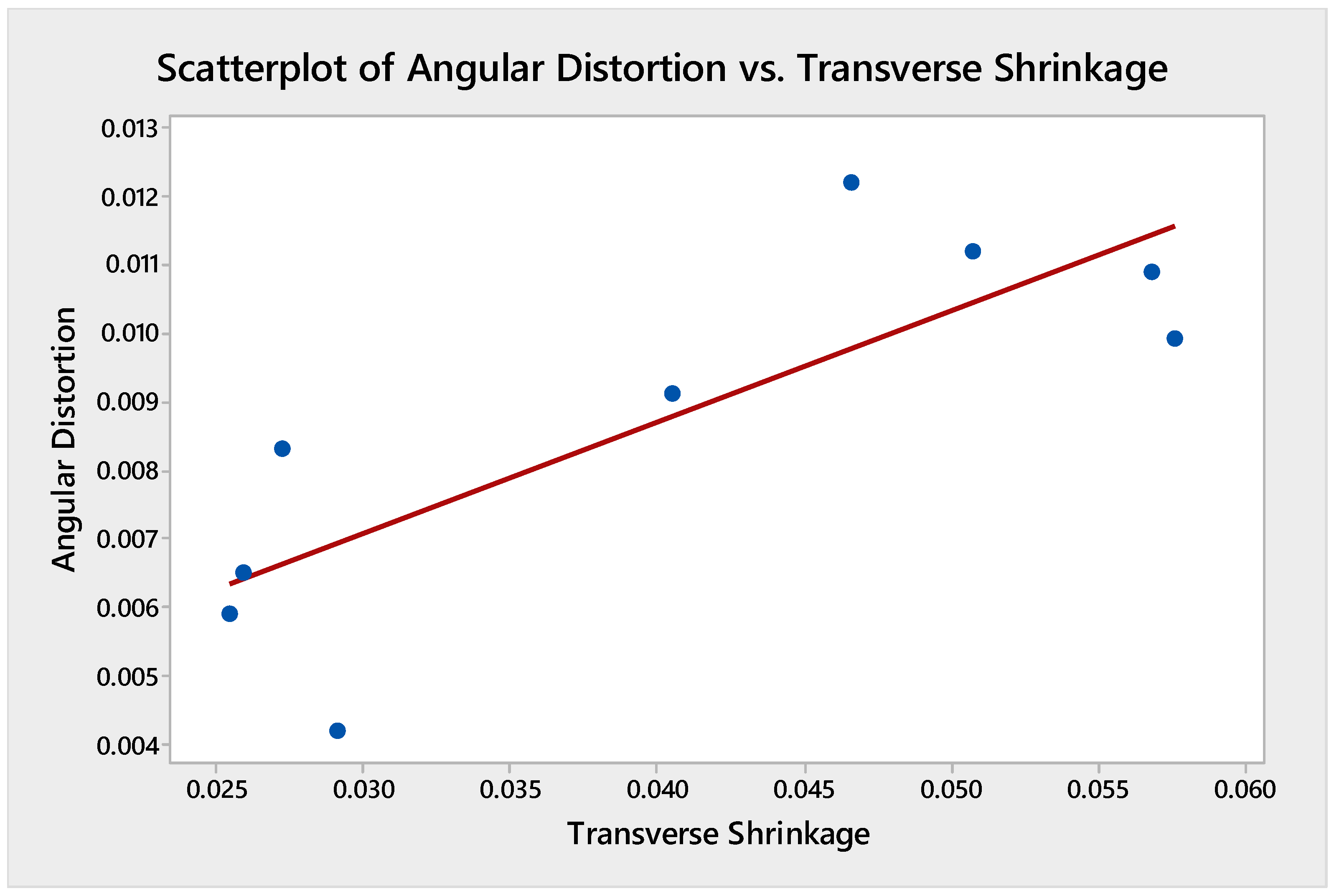
3.3.1. Angular Distortion
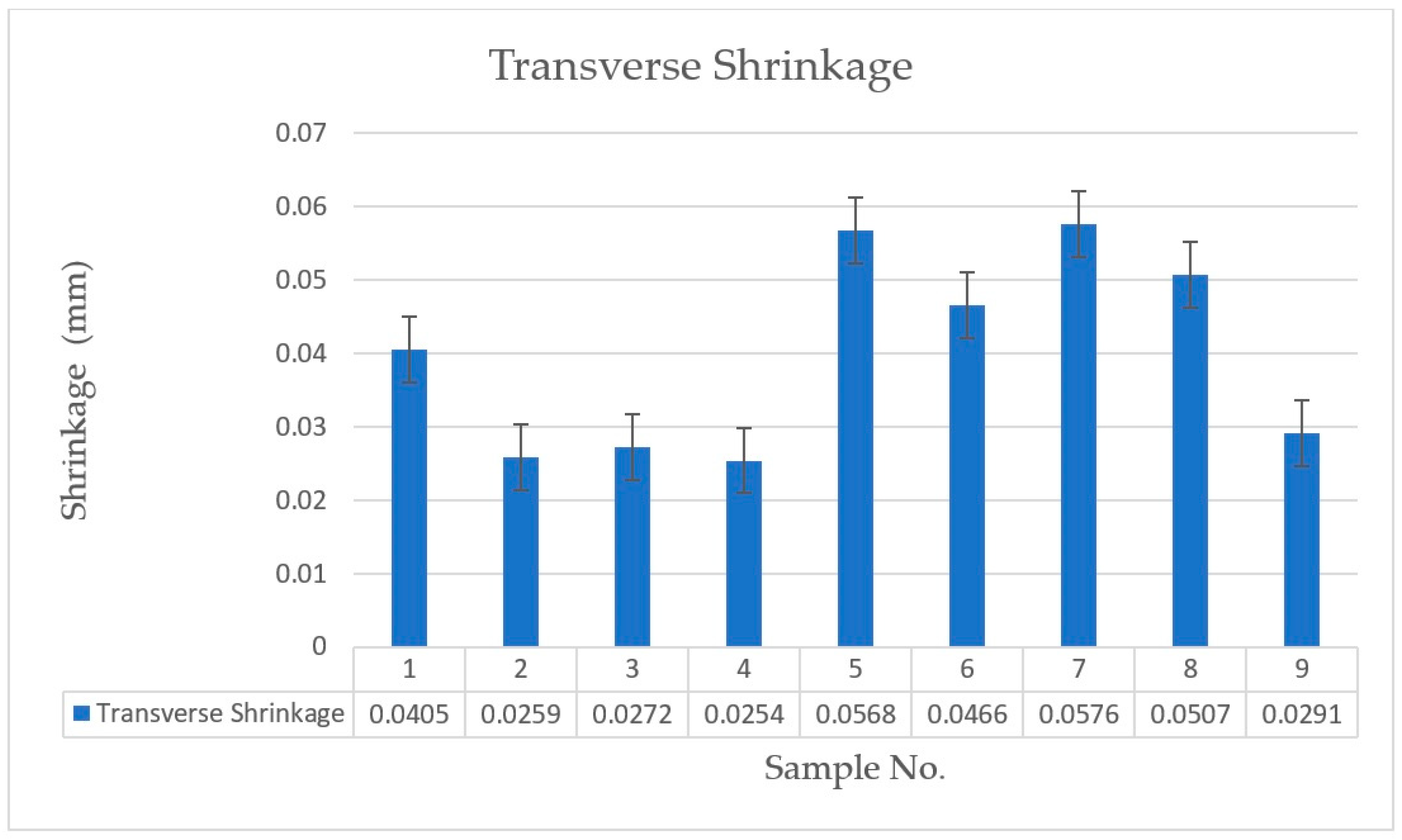
3.3.2. Transverse Shrinkage
3.4. Taguchi Method (Analysis)
3.5. The Effect of Welding Parameters on Bead Height
3.6. The Effect of Welding Parameters on Bead Width
3.7. The Effect of MAG Parameters on Angular Distortion
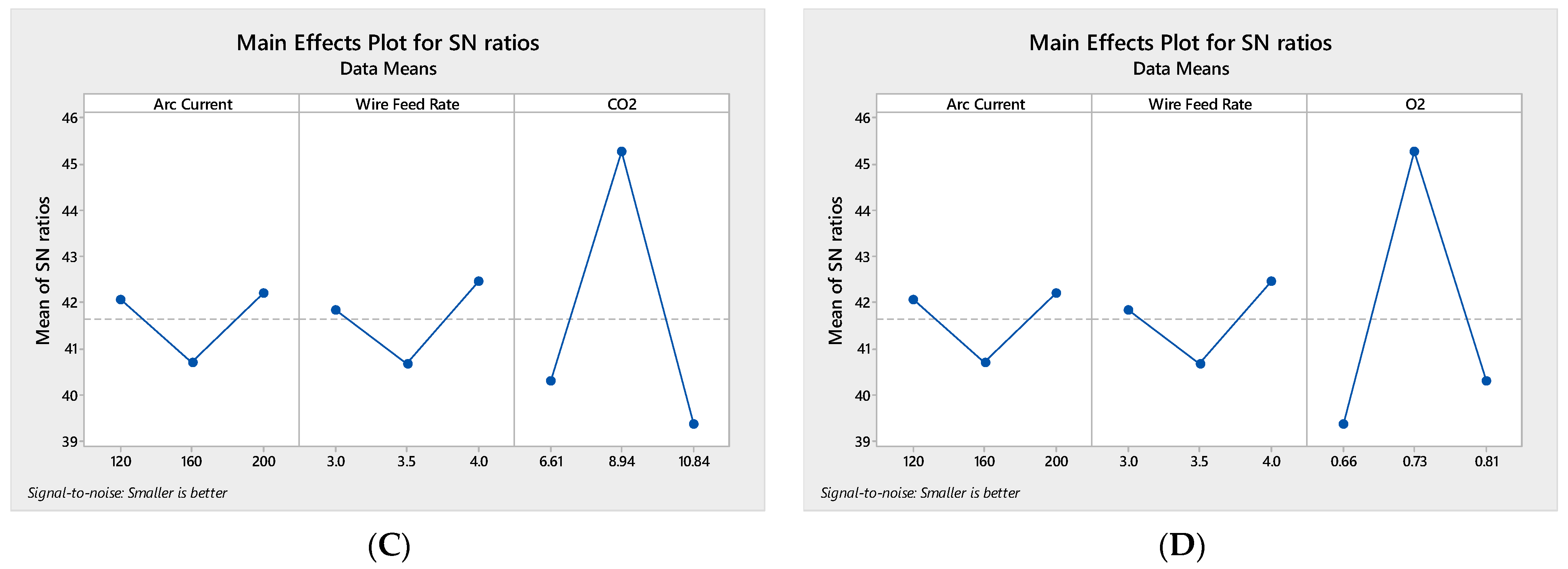
3.8. The Effect of MAG Parameters on Transverse Shrinkage
3.9. Mathematical Components
3.9.1. Characterization Measurements
3.9.2. Bead Geometry
3.9.3. Distortion
3.9.4. Taguchi Equations
4. Conclusions
- A Taguchi’s analysis of bead height and S/N ratio curves has been produced. The arc current is the most influential parameter. The best MAG parameter set for bead height has been obtained, which includes an arc current of 160 A, a filler feed rate of 3.5, and a shielding gas mixture of G1. The desired bead height value was 4.89 mm. The current, the filler feed rate, and the gas mixture contributed 38.93%, 28.76%, and 22.30%, respectively.
- A Taguchi’s analysis of bead width and S/N ratio curves has been produced. The arc current is the most influential parameter. The best MAG parameter set for bead height has been obtained, which includes an arc current of 160 A, a filler feed rate of 3.5, and a shielding gas mixture of G2. The desired bead width was 6.69 mm. The arc current, the gas mixture, and the filler feed rate contributed 43.19%, 11.67%, and 34.88%, respectively.
- A Taguchi’s analysis of angular distortion and S/N ratio curves has been produced by considering “smaller is better.” The gas composition is the most influential parameter. The optimal MAG parameter set of bead height has been achieved, which includes an arc current of 120 A), a filler feed rate of 4, and a shielding gas mixture of G2. The lowest value of angular distortion was 0.0042°. The contribution of each parameter is an arc current of 7.98%), a filler feed rate of 5.54%, and a gas composition of 80.54%.
- A Taguchi’s analysis of transverse shrinkage and S/N ratio curves has been produced by considering “smaller is better.” The gas composition is the most influential parameter. The optimal MAG parameter set of bead height has been achieved, which includes an arc current of 120 A), a filler feed rate of 4, and a shielding gas mixture of G2. The lowest transverse shrinkage was 0.0254 mm. The contribution of each parameter was an arc current of 24.85%), a filler feed rate of 11.17%), and a gas composition of 54.25%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Planckaert, J.P.; Djermoune, E.H.; Brie, D.; Briand, F.; Richard, F. Modeling of MIG/MAG welding with experimental validation using an active contour algorithm applied on high speed movies. Appl. Math. Model. 2010, 34, 1004–1020. [Google Scholar] [CrossRef]
- Vairamani, V.; Mohan, N.; Venkatesh; Karthikeyan, S.K.; Sakthivel, M. Optimization and microstructure analysis of Corten steel joint in mag welding by post heat treatment. Mater. Today Proc. 2020, 21, 673–680. [Google Scholar] [CrossRef]
- Kuang, X.; Qi, B.; Zheng, H. Effect of pulse mode and frequency on microstructure and properties of 2219 aluminum alloy by ultrahigh-frequency pulse Metal-Inert Gas Welding. J. Mater. Res. Technol. 2022, 20, 3391–3407. [Google Scholar] [CrossRef]
- Sato, T. Influence of shielding gases on quality and efficiency in gas shielded arc welding. Weld. Int. 2001, 15, 616–619. [Google Scholar] [CrossRef]
- Egerland, S.; Colegrove, P.; Williams, S. Influence of shielding gas nozzle design on power density distribution in low-current TIG welding arcs. Weld. World 2020, 64, 831–845. [Google Scholar] [CrossRef]
- Reza Tabrizi, T.; Sabzi, M.; Mousavi Anijdan, S.H.; Eivani, A.R.; Park, N.; Jafarian, H.R. Comparing the effect of continuous and pulsed current in the GTAW process of AISI 316L stainless steel welded joint: Microstructural evolution, phase equilibrium, mechanical properties and fracture mode. J. Mater. Res. Technol. 2021, 15, 199–212. [Google Scholar] [CrossRef]
- Guilherme, L.H.; Benedetti, A.V.; Fugivara, C.S.; Magnabosco, R.; Oliveira, M.F. Effect of MAG welding transfer mode on sigma phase precipitation and corrosion performance of 316L stainless steel multi-pass welds. Integr. Med. Res. 2020, 9, 10537–10549. [Google Scholar] [CrossRef]
- Balaji, C.; Kumar, S.A.; Kumar, S.A.; Sathish, R.; Nadu, T. Evaluation of Mechanical Properties of SS 316 L Weldments Using Tungsten Inert Gas Welding. Int. J. Eng. Sci. Technol. 2012, 4, 2053–2057. [Google Scholar]
- Kulkarni, A.; Dwivedi, D.K.; Vasudevan, M. Microstructure and mechanical properties of A-TIG welded AISI 316L SS-Alloy 800 dissimilar metal joint. Mater. Sci. Eng. A 2020, 790, 139685. [Google Scholar] [CrossRef]
- Ghosh, N.; Pal, P.K.; Nandi, G. Parametric Optimization of MIG Welding on 316L Austenitic Stainless Steel by Grey-based Taguchi Method. Procedia Technol. 2016, 25, 1038–1048. [Google Scholar] [CrossRef]
- Ghosh, N.; Pal, P.K.; Nandi, G. GMAW dissimilar welding of AISI 409 ferritic stainless steel to AISI 316L austenitic stainless steel by using AISI 308 filler wire. Eng. Sci. Technol. Int. J. 2017, 20, 1334–1341. [Google Scholar] [CrossRef]
- Ekaputra, I.M.W.; Mungkasi, S.; Dwi Haryadi, G.; Tungga Dewa, R.; Kim, S.J. The influence of welding speed conditions of GMAW on mechanical properties of 316L austenitic stainless steel. MATEC Web Conf. 2018, 159, 02009. [Google Scholar] [CrossRef]
- Demarque, R.; dos Santos, E.P.; Silva, R.S.; de Castro, J.A. Evaluation of the effect of the thermal cycle on the characteristics of welded joints through the variation of the heat input of the austhenitic AISI 316L steels by the GMAW process. Sci. Technol. Mater. 2018, 30, 51–59. [Google Scholar] [CrossRef]
- Girón-Cruz, J.A.; Pinto-Lopera, J.E.; Alfaro, S.C.A. Weld bead geometry real-time control in gas metal arc welding processes using intelligent systems. Int. J. Adv. Manuf. Technol. 2022, 123, 3871–3884. [Google Scholar] [CrossRef]
- Kolahan, F.; Heidari, M. A new approach for predicting and optimizing weld bead geometry in GMAW. World Acad. Sci. Eng. Technol. 2009, 59, 138–141. [Google Scholar]
- Mochizuki, M.; Okano, S. Effect of welding process conditions on angular distortion induced by bead-on-plate welding. ISIJ Int. 2018, 58, 153–158. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, W.; Tang, Z.; Liu, X.; Zhang, N.; Wang, Z.; Zhang, H. Effect of thermal characteristics on distortion in laser cladding of AISI 316L. J. Manuf. Process. 2019, 44, 309–318. [Google Scholar] [CrossRef]
- Tomków, J.; Sobota, K.; Krajewski, S. Influence of tack welds distribution and welding sequence on the angular distortion of tig welded joint. Facta Univ. Ser. Mech. Eng. 2020, 18, 611–621. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Sharma, A.; Reddy, G.M. Process parameters-weld bead geometry interactions and their influence on mechanical properties: A case of dissimilar aluminium alloy electron beam welds. Def. Technol. 2018, 14, 137–150. [Google Scholar] [CrossRef]
- Ganjigatti, J.P.; Pratihar, D.K.; Roy Choudhury, A. Global versus cluster-wise regression analyses for prediction of bead geometry in MIG welding process. J. Mater. Process. Technol. 2007, 189, 352–366. [Google Scholar] [CrossRef]
- Adak, D.K.; Mukherjee, M.; Pal, T.K. Development of a Direct Correlation of Bead Geometry, Grain Size and HAZ Width with the GMAW Process Parameters on Bead-on-plate Welds of Mild Steel. Trans. Indian Inst. Met. 2015, 68, 839–849. [Google Scholar] [CrossRef]
- Pathak, D.; Pratap Singh, R.; Gaur, S.; Balu, V. To study the influence of process parameters on weld bead geometry in shielded metal arc welding. Mater. Today Proc. 2011, 44, 39–44. [Google Scholar] [CrossRef]
- Singh, R.P.; Garg, R.K.; Shukla, D.K. Mathematical modeling of effect of polarity on weld bead geometry in submerged arc welding. J. Manuf. Process. 2016, 21, 14–22. [Google Scholar] [CrossRef]
- Saha, M.K.; Hazra, R.; Mondal, A.; Das, S. Effect of Heat Input on Geometry of Austenitic Stainless Steel Weld Bead on Low Carbon Steel. J. Inst. Eng. Ser. C 2019, 100, 607–615. [Google Scholar] [CrossRef]
- Arya, H.; Singh, K.; Saxena, R.K. Effect of Welding Parameters on Penetration and Bead Width for Variable Plate Thickness in Submerged Arc Welding. In Proceedings of the 17th International Conference on Robotics and Mechanical Engineering (ICRME), Paris, France, 26 August 2015; Volume 9, pp. 2482–2486. [Google Scholar]
- Narang, R.; Maheshwari, V.; Khanna, P. Prediction of bead geometry parameters in MIG welded stainless steel 409L plates by mathematical modelling. Mater. Today Proc. 2021, 44, 900–908. [Google Scholar] [CrossRef]
- Esme, U.; Bayramoglu, M.; Kazancoglu, Y.; Ozgun, S. Optimization of weld bead geometry in TIG welding process using grey relation analysis and Taguchi method. Mater. Tehnol. 2009, 43, 143–149. [Google Scholar]
- Narwadkar, A.; Bhosle, S. Optimization of MIG Welding Parameters to Control the Angular Distortion in Fe410WA Steel. Mater. Manuf. Process. 2016, 31, 2158–2164. [Google Scholar] [CrossRef]
- Zhang, L. Modelling welding stress and distortion in large structures. Minimization Weld. Distortion Buckling Model. Implement. 2011, 99–126. [Google Scholar] [CrossRef]
- Dong, P.; Zhou, W.; Xing, S. An analytical method for interpreting distortion effects on fatigue test results of thin plate panel specimens. Weld. World 2019, 63, 1707–1714. [Google Scholar] [CrossRef]
- Distortion. Distorion. Available online: https://ir-welding-consultancy.nl/Materials-Science/ (accessed on 26 June 2023).
- Aggarwal, I. Mathematical Modeling for Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt Welds. Int. J. Res. Eng. Technol. 2018, 7, 92–97. [Google Scholar] [CrossRef]
- Rong, Y.; Huang, Y.; Zhang, G.; Chang, Y.; Shao, X. Prediction of angular distortion in no gap butt joint using BPNN and inherent strain considering the actual bead geometry. Int. J. Adv. Manuf. Technol. 2016, 86, 59–69. [Google Scholar] [CrossRef]
- Pandit, M.; Sood, S.; Mishra, P.; Khanna, P. Mathematical analysis of the effect of process parameters on angular distortion of MIG welded stainless steel 202 plates by using the technique of response surface Methodology. Mater. Today Proc. 2019, 41, 1045–1054. [Google Scholar] [CrossRef]
- Rubio-Ramirez, C.; Giarollo, D.F.; Mazzaferro, J.E.; Mazzaferro, C.P. Prediction of angular distortion due GMAW process of thin-sheets Hardox 450® steel by numerical model and artificial neural network. J. Manuf. Process. 2021, 68, 1202–1213. [Google Scholar] [CrossRef]
- Zhao, Y.; Shi, X.; Yan, K.; Wang, G.; Jia, Z.; He, Y. Effect of shielding gas on the metal transfer and weld morphology in pulsed current MAG welding of carbon steel. J. Mater. Process. Technol. 2018, 262, 382–391. [Google Scholar] [CrossRef]
- Weman, K. Welding Processes Handbook; libgen.lc; Woodhead Publishing: Sawston, UK, 2012; Volume 1999, ISBN 9780857095107. [Google Scholar]
- Mvola, B.; Kah, P. Effects of shielding gas control: Welded joint properties in GMAW process optimization. Int. J. Adv. Manuf. Technol. 2017, 88, 2369–2387. [Google Scholar] [CrossRef]
- ISO 14175:2008; Gases and Gas Mixtures. International Organization for Standardization: Geneva, Switzerland, 2008. Available online: https://www.iso.org/standard/39569.html#:~:text=Abstract,arcwelding(Process13)%3B)/ (accessed on 26 June 2023).
- Uttrachi, G.D. GMAW shielding gas flow control systems. Weld. J. 2007, 86, 22–23. [Google Scholar]
- Campbell, S.W.; Galloway, A.M.; McPherson, N.A. Techno-economic evaluation of reducing shielding gas consumption in GMAW whilst maintaining weld quality. Int. J. Adv. Manuf. Technol. 2012, 63, 975–985. [Google Scholar] [CrossRef]
- Kim, I.S.; Son, J.S.; Kim, H.J.; Chin, B.A. A study on variation of shielding gas in GTA welding using finite element method. Manuf. Eng. 2006, 17, 249–252. [Google Scholar]
- Karazi, S.M.; Moradi, M.; Benyounis, K.Y. Statistical and Numerical Approaches for Modeling and Optimizing Laser Micromachining Process-Review; Elsevier Ltd.: Amsterdam, The Netherlands, 2019; ISBN 9780128035818. [Google Scholar]
- Ramarao, M.; King, M.F.L.; Sivakumar, A.; Manikandan, V.; Vijayakumar, M.; Subbiah, R. Optimizing GMAW parameters to achieve high impact strength of the dissimilar weld joints using Taguchi approach. Mater. Today Proc. 2021, 50, 861–866. [Google Scholar] [CrossRef]
- Akbari, M.; Asadi, P.; Givi, M.K.B.; Khodabandehlouie, G. Artificial Neural Network and Optimization; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780857094551. [Google Scholar]
- Datta, S.; Bandyopadhyay, A.; Pal, P.K. Grey-based taguchi method for optimization of bead geometry in submerged arc bead-on-plate welding. Int. J. Adv. Manuf. Technol. 2008, 39, 1136–1143. [Google Scholar] [CrossRef]
- Tarng, Y.S.; Yang, W.H.; Juang, S.C. Use of fuzzy logic in the Taguchi method for the optimization of the submerged arc welding process. Int. J. Adv. Manuf. Technol. 2000, 16, 688–694. [Google Scholar] [CrossRef]
- Mathematics, A. AISI 316L Sheet. 2016. Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=1336be6d0c594b55afb5ca8bf1f3e042/ (accessed on 26 June 2023).
- Aircraft Materials. Available online: https://www.aircraftmaterials.com/data/weld/er316l.html (accessed on 26 June 2023).
- Tagami, M. Non-destructive inspection for weld joint of steel structure. Weld. Int. 2008, 22, 77–81. [Google Scholar] [CrossRef]
- Hou, W.; Wei, Y.; Guo, J.; Jin, Y.; Zhu, C. Automatic Detection of Welding Defects using Deep Neural Network. J. Phys. Conf. Ser. 2018, 933, 012006. [Google Scholar] [CrossRef]
- Chuaiphan, W.; Srijaroenpramong, L. Heat input and shielding gas effects on the microstructure, mechanical properties and pitting corrosion of alternative low cost stainless steel grade 202. Results Mater. 2020, 7, 100111. [Google Scholar] [CrossRef]
- Kuk, J.M.; Jang, K.C.; Lee, D.G.; Kim, I.S. Effects of temperature and shielding gas mixture on fatigue life of 5083 aluminum alloy. J. Mater. Process. Technol. 2004, 155, 1408–1414. [Google Scholar] [CrossRef]
- A General Review of the Causes and Acceptance of Shape Imperfections—Part 2. Available online: https://www.twi-global.com/technical-knowledge/job-knowledge/a-general-review-of-the-causes-and-acceptance-of-shape-imperfections-part-2-068 (accessed on 26 June 2023).
- Tian, L.; Luo, Y.; Wang, Y.; Wu, X. Prediction of transverse and angular distortions of gas tungsten arc bead-on-plate welding using artificial neural network. Mater. Des. 2014, 54, 458–472. [Google Scholar] [CrossRef]
- Tseng, K.H.; Chou, C.P. The study of nitrogen in argon gas on the angular distortion of austenitic stainless steel weldments. J. Mater. Process. Technol. 2003, 142, 139–144. [Google Scholar] [CrossRef]
- Fernandes, C.A.; do Vale, N.L.; de Abreu Santos, T.F.; Urtiga Filho, S.L. Investigation of transverse shrinkage and angular distortion caused by hybrid laser-arc welding. Int. J. Adv. Manuf. Technol. 2020, 107, 4705–4711. [Google Scholar] [CrossRef]
- Okano, S.; Tsuji, H.; Mochizuki, M. Temperature distribution effect on relation between welding heat input and angular distortion. Sci. Technol. Weld. Join. 2017, 22, 59–65. [Google Scholar] [CrossRef]
- Singh, R. Stresses, Shrinkage, and Distortion in Weldments; Butterworth-Heinemann: Oxford, UK, 2020; ISBN 9780128213483. [Google Scholar]
- Dogan, E.; Ay, M.; Kurtulmus, M.; Yukler, A.I.; Etyemez, A. Effects of welding parameters on the angular distortion of welded steel plates. Open Chem. 2022, 20, 417–423. [Google Scholar] [CrossRef]
- Kah, P.; Martikainen, J. Influence of shielding gases in the welding of metals. Int. J. Adv. Manuf. Technol. 2013, 64, 1411–1421. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Fe | Cr | Mo | Ni | Mn | Si | C | P | S |
|---|---|---|---|---|---|---|---|---|---|
| Percentage (wt. %) | Bal. | 16.0–18.0% | 2.0–3.0% | 10.0–14.0% | 2.0% max. | 0.75% max. | 0.03% | 0.045% max. | 0.03% max. |
| Chemical Element | Fe | Cr | Ni | Mo | Mn | C | Si | S | P |
|---|---|---|---|---|---|---|---|---|---|
| Percentage (wt. %) | Bal. | 16.0–18.0% | 10.0–14.0% | 2.0–3.0% | 2.0% max. | 0.03% max. | 0.75% max. | 0.03% max. | 0.045% max. |
| Shielding Gas (G1) | Shielding Gas (G2) | Shielding Gas (G3) |
|---|---|---|
| Ar (63.22 vol. %) | Ar (62.54 vol. %) | Ar (61.72 vol. %) |
| He (25.28 vol. %) | He (27.79 vol. %) | He (30.86 vol. %) |
| CO2 (10.84 vol. %) | CO2 (8.94 vol. %) | CO2 (6.61 vol. %) |
| O2 (0.66 vol. %) | O2 (0.73 vol. %) | O2 (0.81 vol. %) |
| Sample No. | Arc Current (A) | Filler Feed Rate (m/min) | Gas Mixture |
|---|---|---|---|
| 1 | (6 × 20) = 120 | 3 | G1 |
| 2 | (6 × 20) = 120 | 3.5 | G2 |
| 3 | (6 × 20) = 120 | 4 | G3 |
| 4 | (8 × 20) = 160 | 3 | G2 |
| 5 | (8 × 20) = 160 | 3.5 | G3 |
| 6 | (8 × 20) = 160 | 4 | G1 |
| 7 | (10 × 20) = 200 | 3 | G3 |
| 8 | (10 × 20) = 200 | 3.5 | G1 |
| 9 | (10 × 20) = 200 | 4 | G2 |
| Visual Inspection Criteria | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sample # | Arc Strike | Crack or Tear | Damaged Base Metal Surface after Welding | Incomplete Fusion | Incomplete Penetration | Irregular Bead Profile | Surface Porosity | Underfill | Weld Spatter |
| 1 | No | No | No | No | No | No | No | No | Yes |
| 2 | No | No | No | No | No | No | No | No | No |
| 3 | No | No | No | No | No | No | No | No | No |
| 4 | No | No | No | No | No | No | No | No | Yes |
| 5 | No | No | No | No | No | No | No | No | Yes |
| 6 | No | No | No | No | No | No | No | No | No |
| 7 | No | No | No | No | No | No | No | No | No |
| 8 | No | No | No | No | No | No | No | No | No |
| 9 | No | No | No | No | No | No | No | No | Yes |
| Source of Variation | Degree of Freedom | Seq Sum Square | Adj Mean Square | F | P | Parameter Contribution |
|---|---|---|---|---|---|---|
| Current | 2 | 0.7474 | 0.37368 | 3.89 | 0.205 | 38.93% |
| Filler feed rate | 2 | 0.5521 | 0.27604 | 2.87 | 0.258 | 28.76% |
| Gas Composition | 2 | 0.4282 | 0.21408 | 2.23 | 0.310 | 22.30% |
| Residual error | 2 | 0.1922 | 0.09608 | 10.01% | ||
| Total | 8 | 1.9198 |
| Level | Arc Current | Filler Feed Rate | O2 | Ar | He | CO2 |
|---|---|---|---|---|---|---|
| 1 | −15.85 | −15.25 | −14.86 | −15.67 | −14.86 | −15.67 |
| 2 | −14.89 | −14.78 | −15.20 | −15.20 | −15.20 | −15.20 |
| 3 | −14.99 | −15.70 | −15.67 | −14.86 | −15.67 | −14.86 |
| Delta | 0.96 | 0.92 | 0.80 | 0.80 | 0.80 | 0.80 |
| Rank | 1 | 2 | 3 | |||
| Source of Variation | Degree of Freedom | Seq Sum Square | Adj Mean Square | F | P | Parameter Contribution |
|---|---|---|---|---|---|---|
| Current | 2 | 5.410 | 2.7050 | 4.22 | 0.192 | 43.19% |
| Filler feed rate | 2 | 1.462 | 0.7311 | 1.14 | 0.467 | 11.67% |
| Gas composition | 2 | 4.369 | 2.1846 | 3.40 | 0.227 | 34.88% |
| Residual error | 2 | 1.283 | 0.6417 | 10.25% | ||
| Total | 8 | 12.525 |
| Level | Arc Current | Filler Feed Rate | O2 | Ar | He | CO2 |
|---|---|---|---|---|---|---|
| 1 | −17.89 | −18.05 | −18.46 | −18.46 | −18.46 | −19.61 |
| 2 | −18.36 | −19.11 | −17.91 | −17.91 | −17.91 | −17.91 |
| 3 | −19.73 | −18.82 | −19.61 | −19.61 | −19.61 | −18.46 |
| Delta | 1.84 | 1.05 | 1.70 | 1.70 | 1.70 | 1.70 |
| Rank | 1 | 3 | 2 | |||
| Source of Variation | Degree of Freedom | Seq Sum Square | Adj Mean Square | F | p | Parameter Contribution |
|---|---|---|---|---|---|---|
| Current | 2 | 0.000005 | 0.000002 | 1.34 | 0.427 | 7.98% |
| Filler feed rate | 2 | 0.000003 | 0.000002 | 0.93 | 0.518 | 5.54% |
| Gas Composition | 2 | 0.000047 | 0.000023 | 13.55 | 0.114 | 80.54% |
| Residual error | 2 | 0.000003 | 0.000002 | 5.94% | ||
| Total | 8 | 0.000058 |
| Level | Arc Current | Filler Feed Rate | O2 | Ar | He | CO2 |
|---|---|---|---|---|---|---|
| 1 | 42.06 | 41.83 | 39.37 | 39.37 | 39.37 | 39.37 |
| 2 | 40.70 | 40.67 | 45.29 | 45.29 | 45.29 | 45.29 |
| 3 | 42.21 | 42.48 | 40.32 | 40.32 | 40.32 | 40.32 |
| Delta | 1.51 | 1.81 | 5.92 | 5.92 | 5.92 | 5.92 |
| Rank | 2 | 3 | 1 | |||
| Source of Variation | Degree of Freedom | Seq Sum Square | Adj Mean Square | F | P | Parameter Contribution |
|---|---|---|---|---|---|---|
| Current | 2 | 0.000359 | 0.000180 | 2.55 | 0.281 | 24.85% |
| Filler Feed rate | 2 | 0.000161 | 0.000081 | 1.15 | 0.466 | 11.17% |
| Gas Composition | 2 | 0.000784 | 0.00000392 | 5.57 | 0.152 | 54.25% |
| Residual error | 2 | 0.000141 | 0.000210 | 9.73% | ||
| Total | 8 | 0.001445 |
| Level | Arc Current | Filler Feed Rate | O2 (%) | Ar (%) | He (%) | CO2 |
|---|---|---|---|---|---|---|
| 1 | 30.30 | 28.18 | 26.79 | 27.00 | 26.79 | 26.79 |
| 2 | 27.82 | 27.52 | 31.45 | 31.45 | 31.45 | 31.45 |
| 3 | 27.14 | 29.55 | 27.00 | 26.79 | 27.00 | 27.00 |
| Delta | 3.16 | 2.04 | 4.66 | 4.66 | 4.66 | 4.66 |
| Rank | 2 | 3 | 1 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khrais, S.; Al Hmoud, H.; Abdel Al, A.; Darabseh, T. Impact of Gas Metal Arc Welding Parameters on Bead Geometry and Material Distortion of AISI 316L. J. Manuf. Mater. Process. 2023, 7, 123. https://doi.org/10.3390/jmmp7040123
Khrais S, Al Hmoud H, Abdel Al A, Darabseh T. Impact of Gas Metal Arc Welding Parameters on Bead Geometry and Material Distortion of AISI 316L. Journal of Manufacturing and Materials Processing. 2023; 7(4):123. https://doi.org/10.3390/jmmp7040123
Chicago/Turabian StyleKhrais, Samir, Hadeel Al Hmoud, Ahmad Abdel Al, and Tariq Darabseh. 2023. "Impact of Gas Metal Arc Welding Parameters on Bead Geometry and Material Distortion of AISI 316L" Journal of Manufacturing and Materials Processing 7, no. 4: 123. https://doi.org/10.3390/jmmp7040123