
Effect of Post-Processing Treatment on Fatigue Performance of Ti6Al4V Alloy Manufactured by Laser Powder Bed Fusion
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
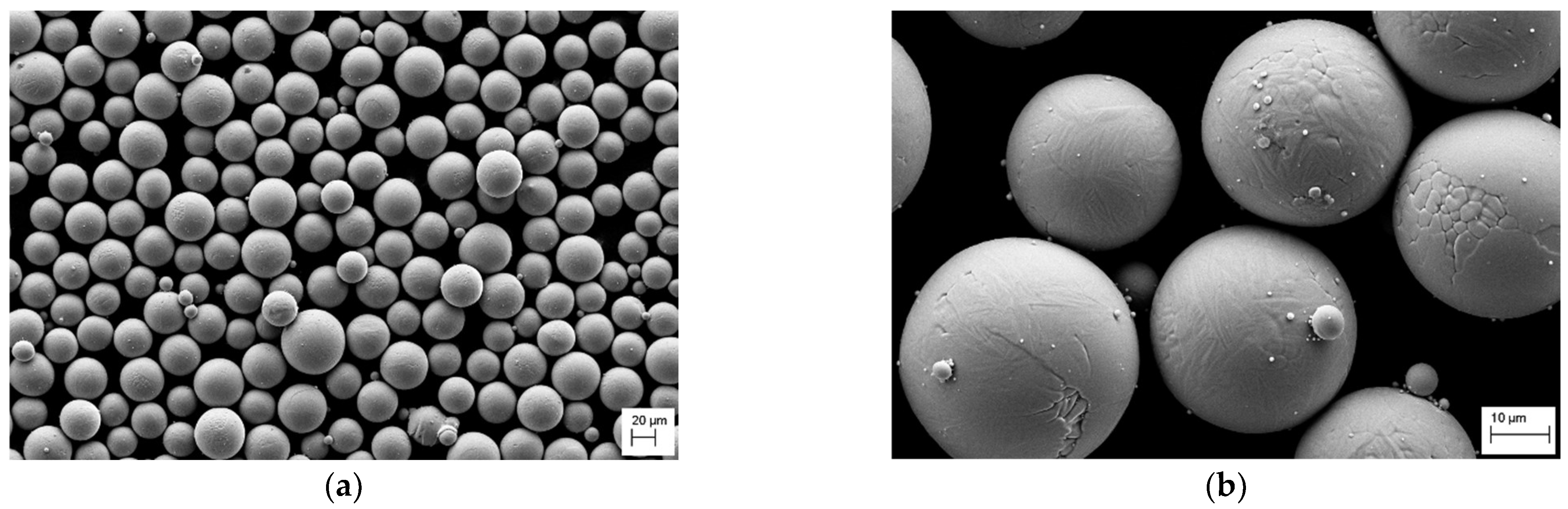
2.1. Powder Bed Sample Fabrication
2.2. Post-Processing of Testing Samples
2.2.1. Sand Blasting
2.2.2. E-Blasting
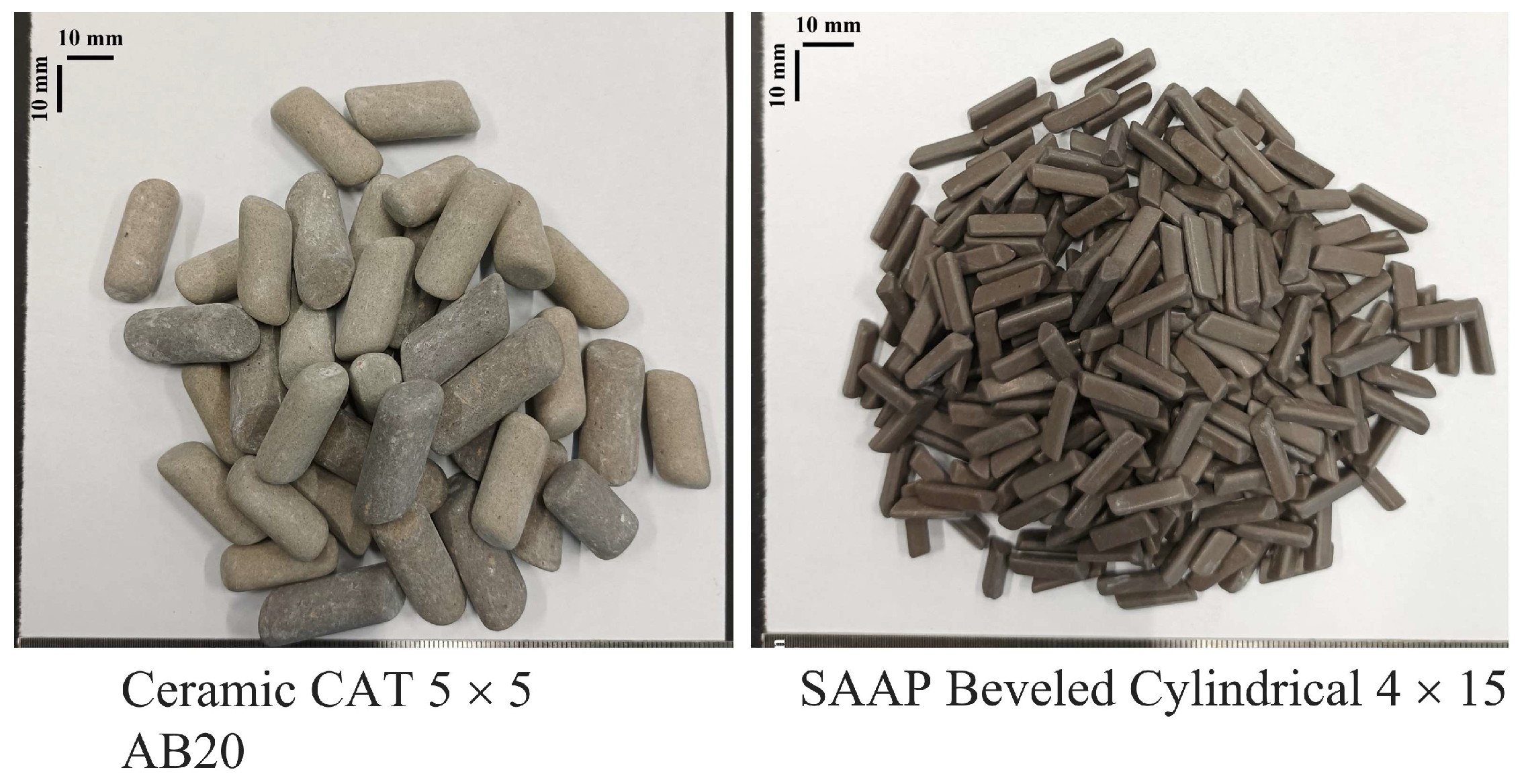
2.2.3. Tribofinishing
- 1.
- Abrasive chip (M) (Figure 2).
- Abrasive 1: SAAP Cylindrical Chamfered 4 × 10;
- Abrasive 2: Ceramic CAT 5 × 5 AB20.
- 2.
- Chemical product (Q).
- Chemical product 1: METALENE TPR 3%;
- Chemical product 2: METALENE Beta 2%.
- 3.
- Time (T).
2.2.4. Machining
2.3. Testing of Samples
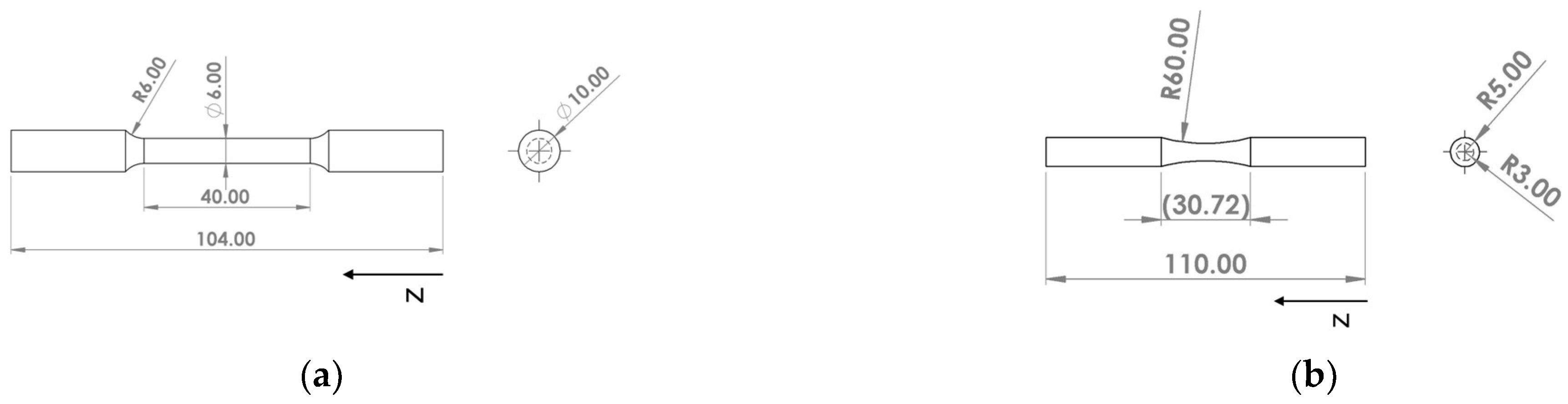
2.3.1. Tensile Testing
2.3.2. Fatigue Testing
2.4. Samples Characterization
3. Results
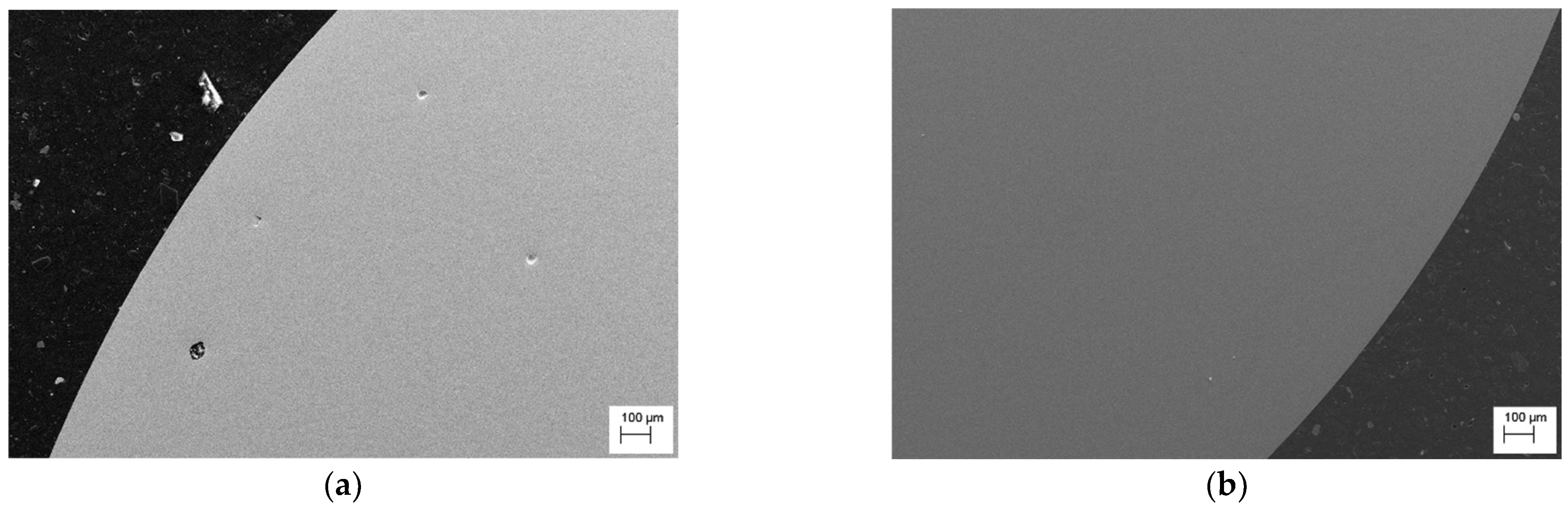
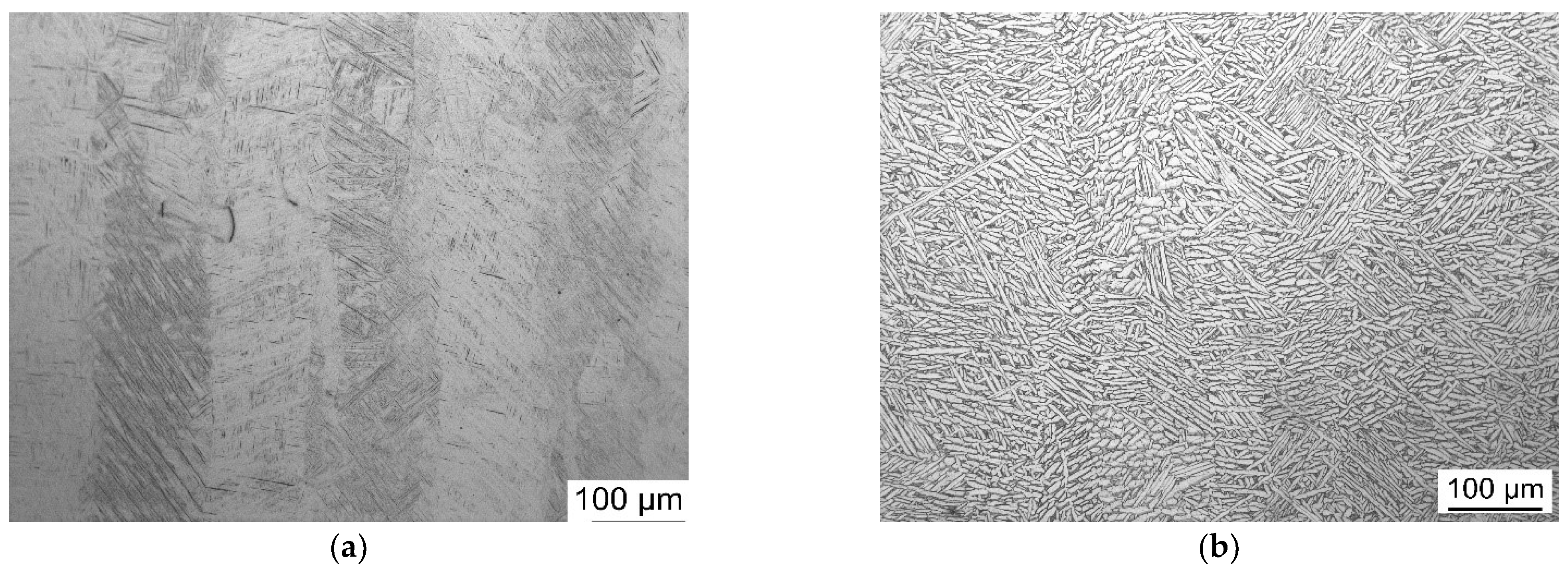
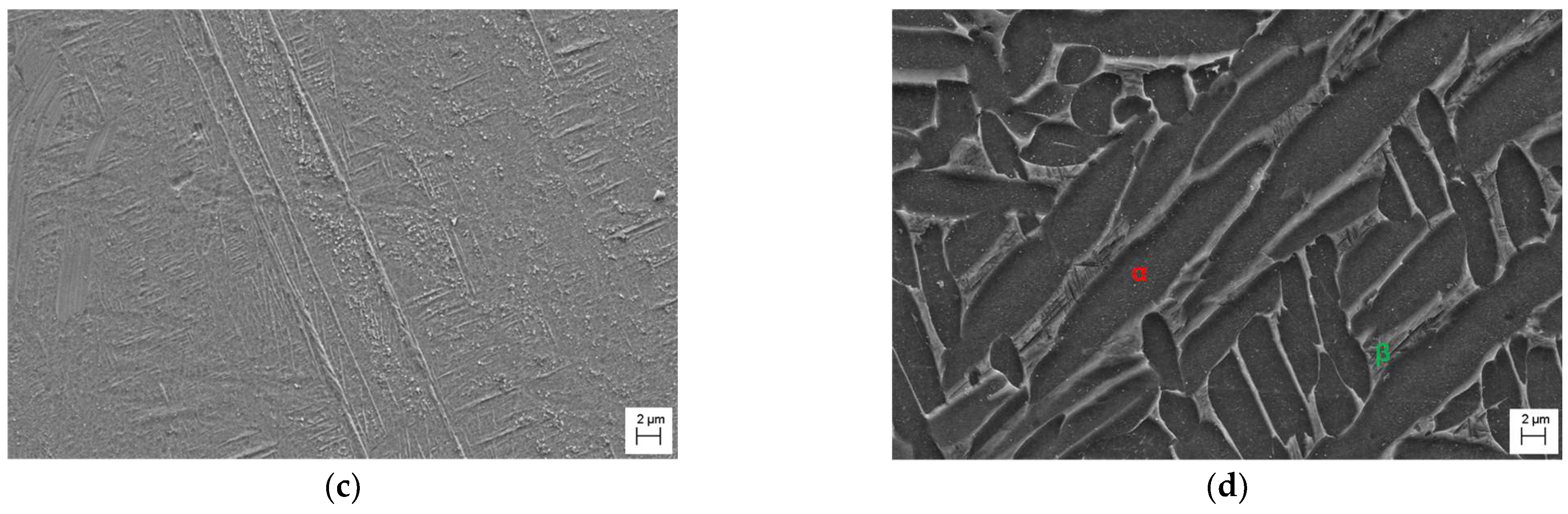
3.1. Evolution of the Microstructure
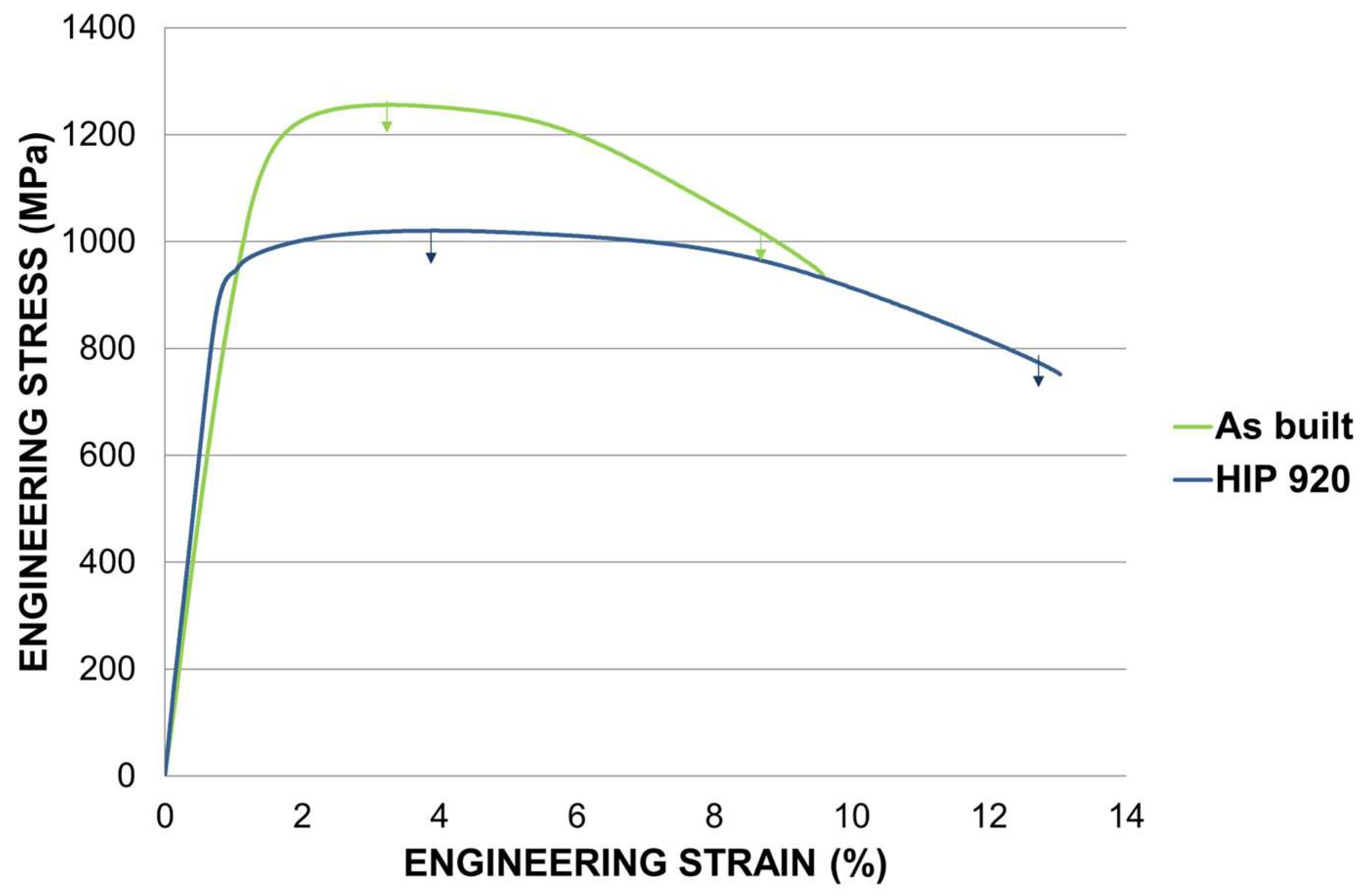
3.2. Static Mechanical Properties
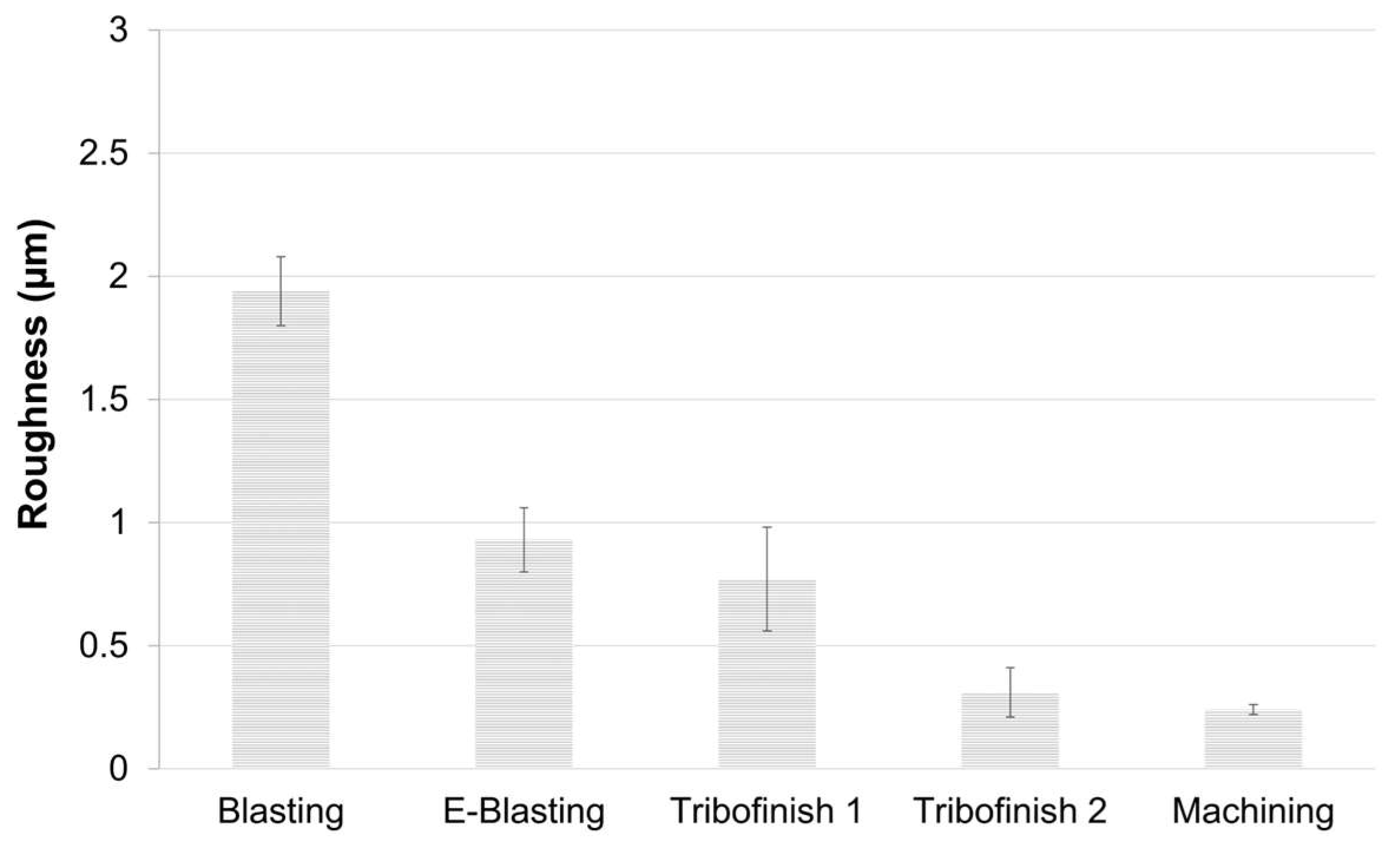
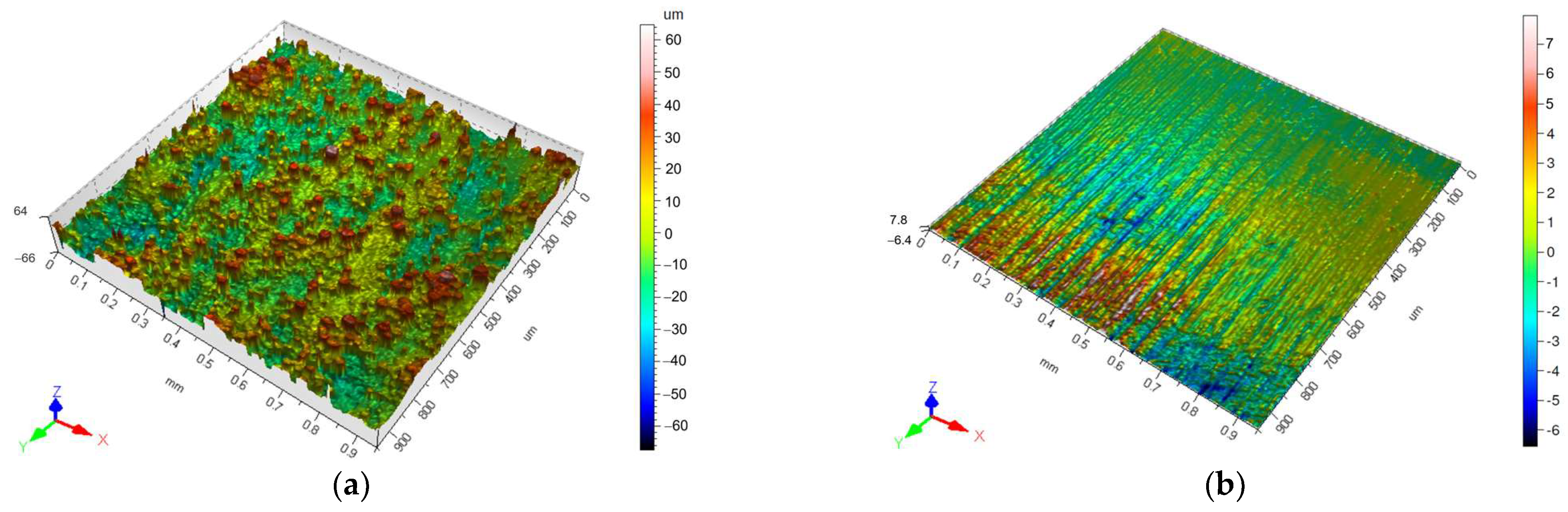
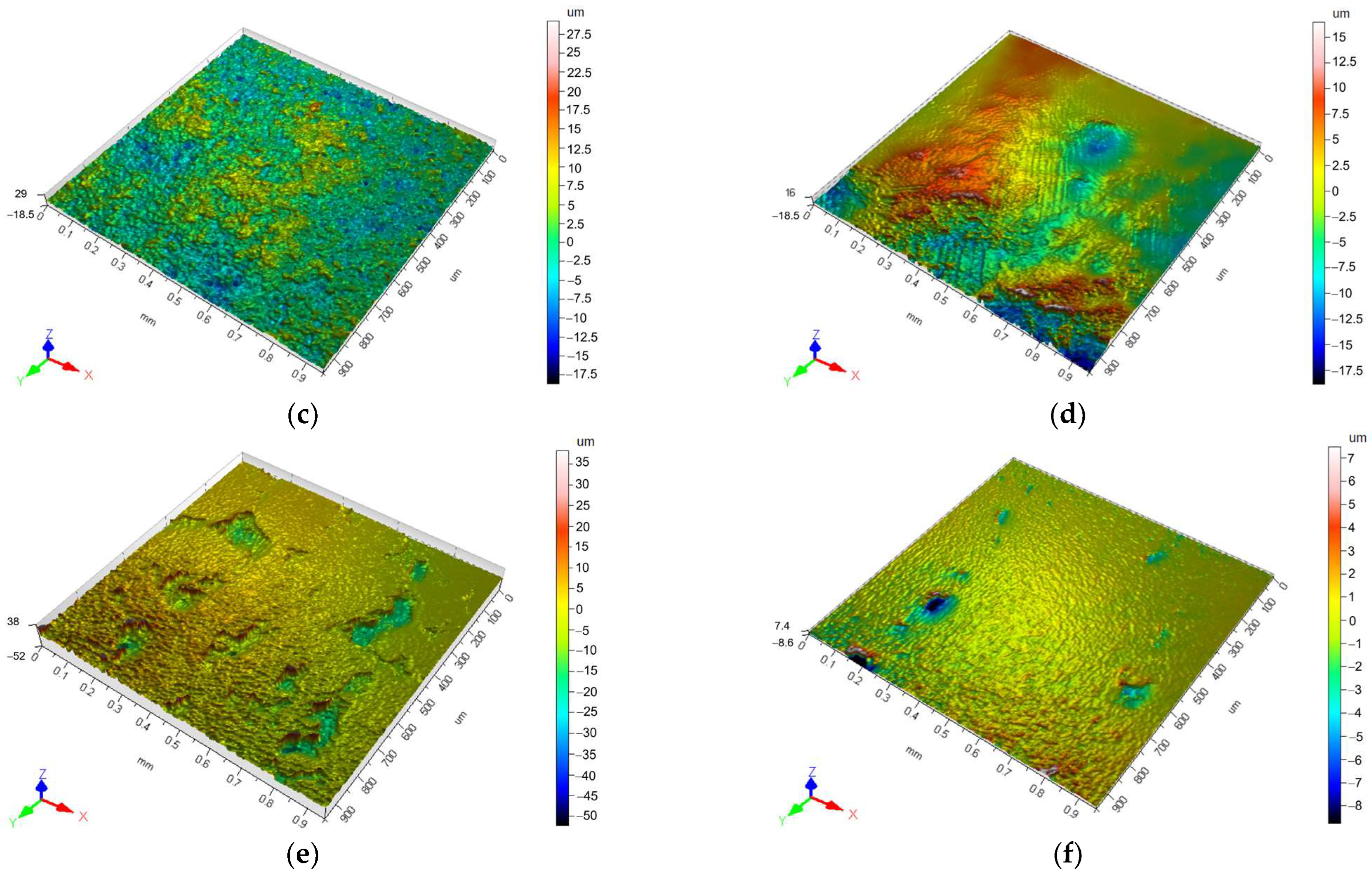
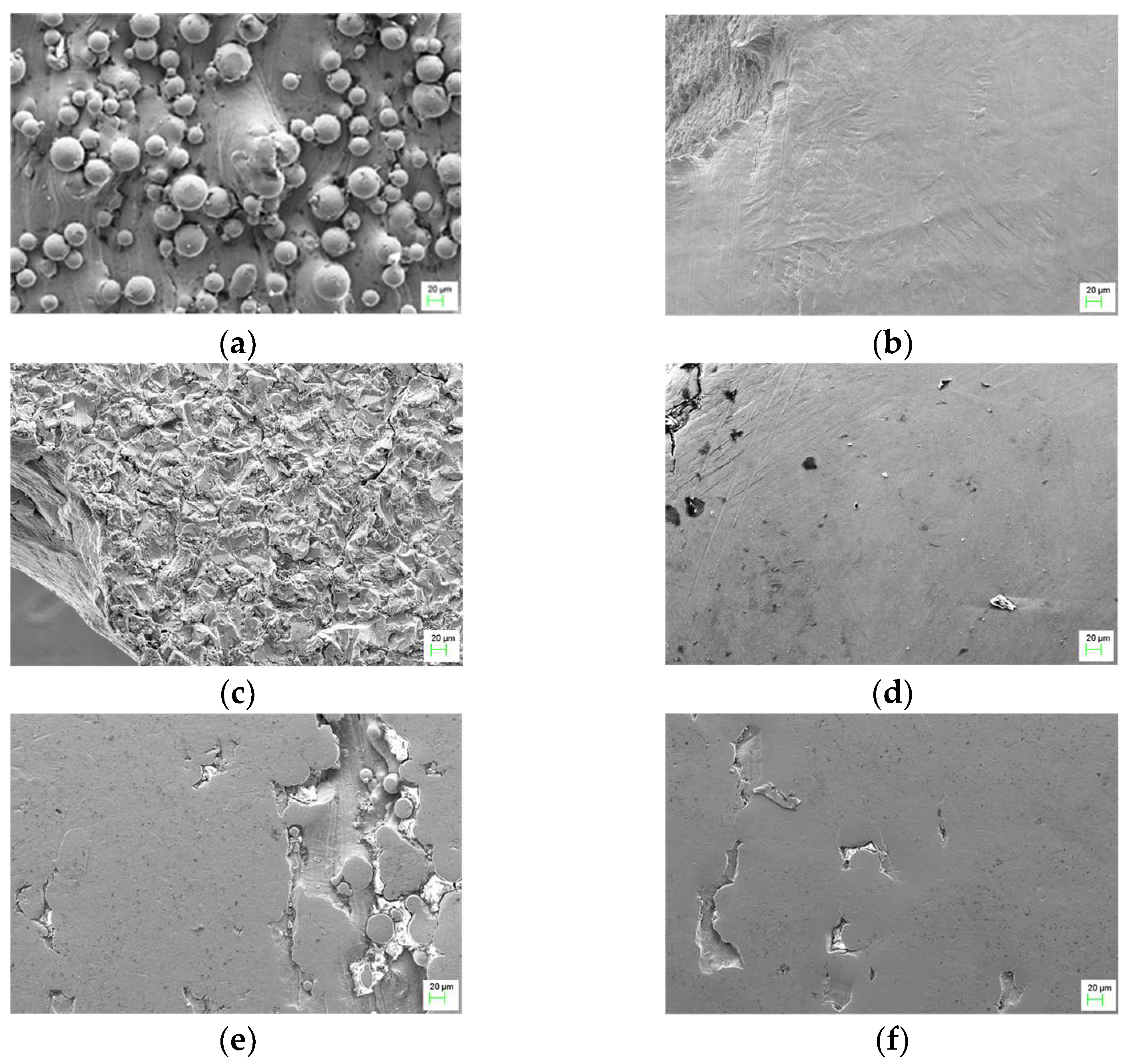
3.3. Surface Treatment of Fatigue Samples
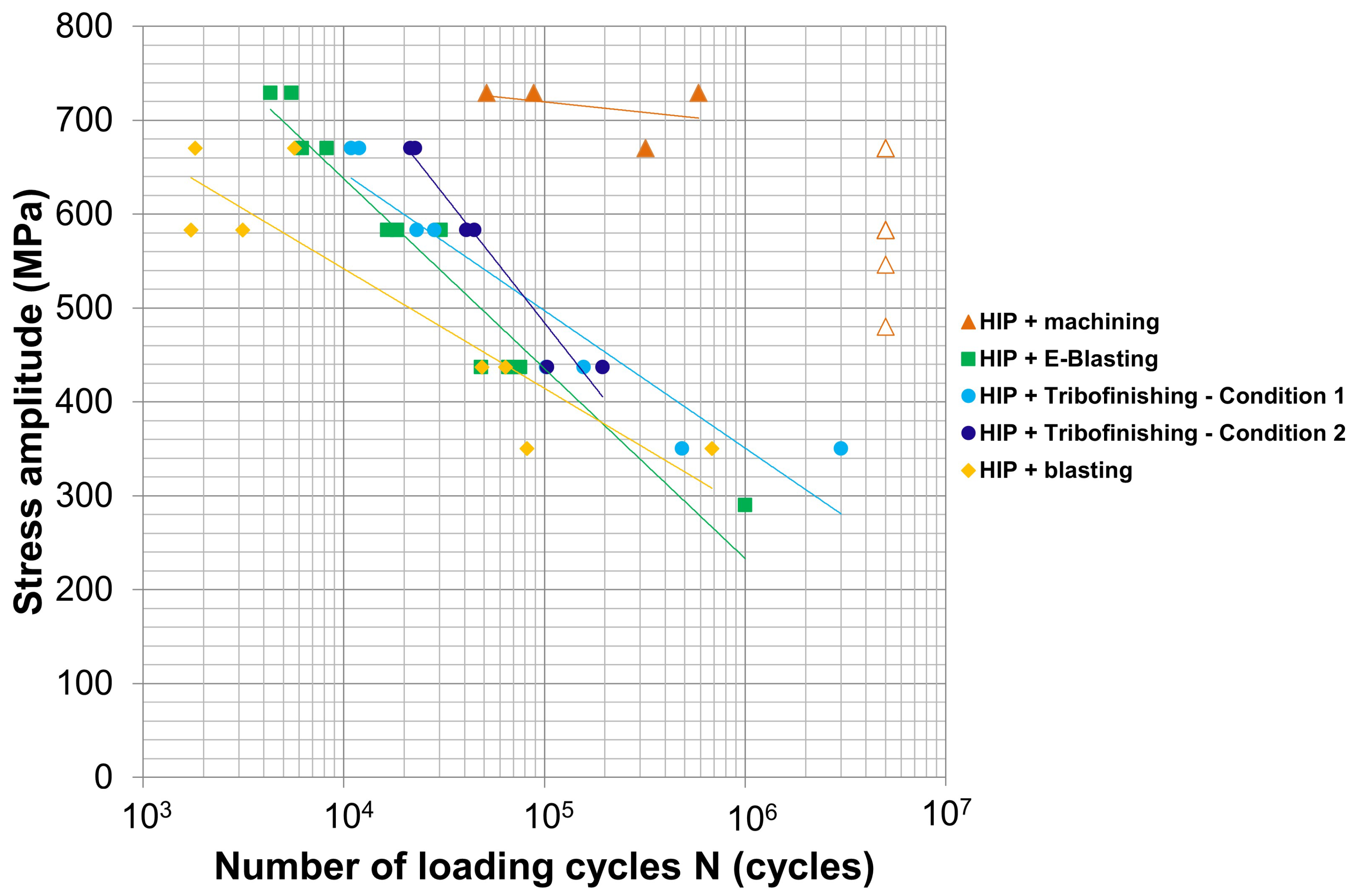
3.4. Fatigue Behavior of Surface-Treated Samples
4. Discussion
4.1. Effect of HIP on Densification, Microstructure and Mechanical Properties
4.2. Effect of Post-Processing Treatment on Fatigue Properties
5. Conclusions
- Defects are more critical for fatigue than ductility. Conventionally heat-treated and HIPed samples show a similar microstructure composed of α + β phases, the latter with minimized porosity;
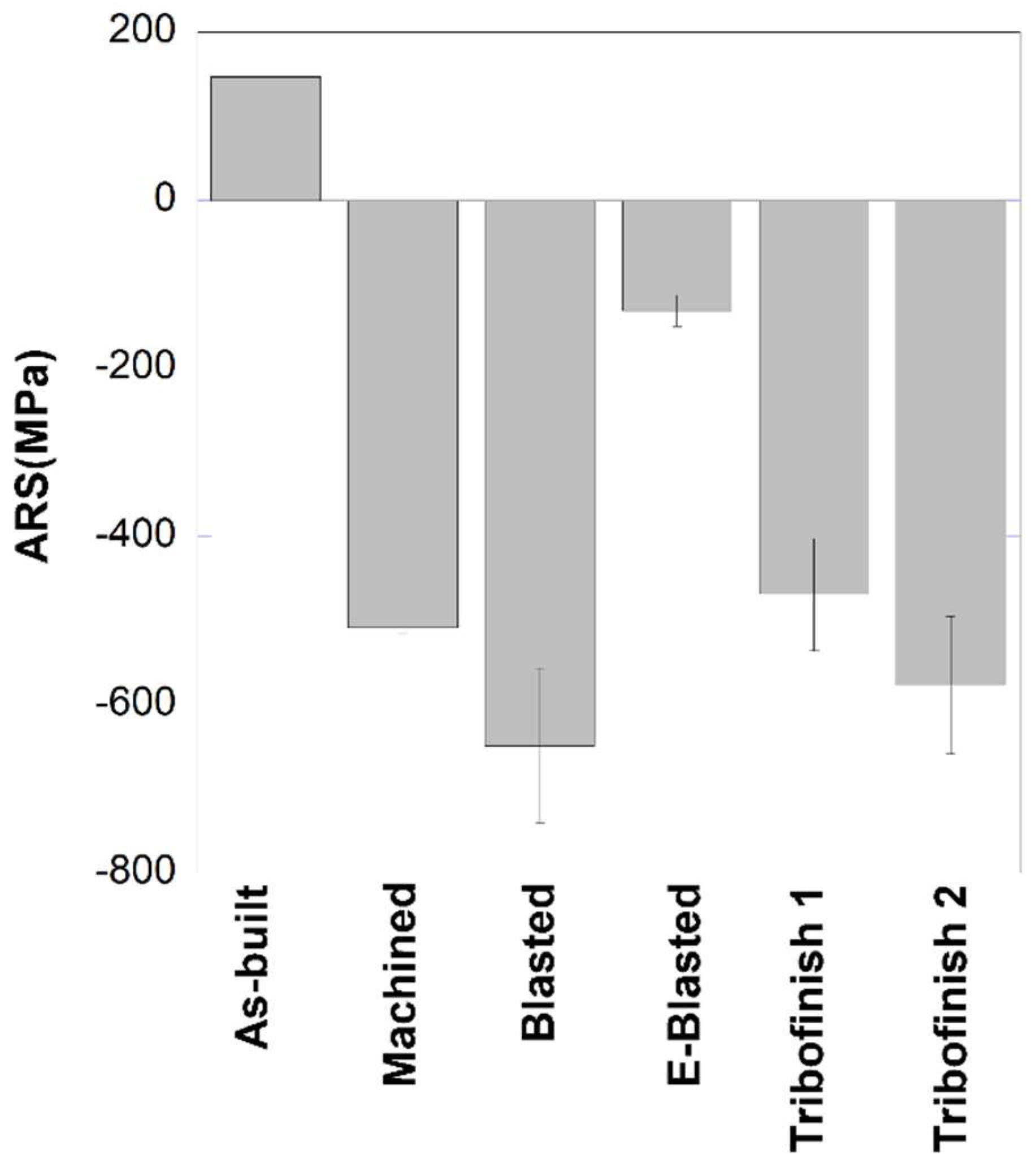
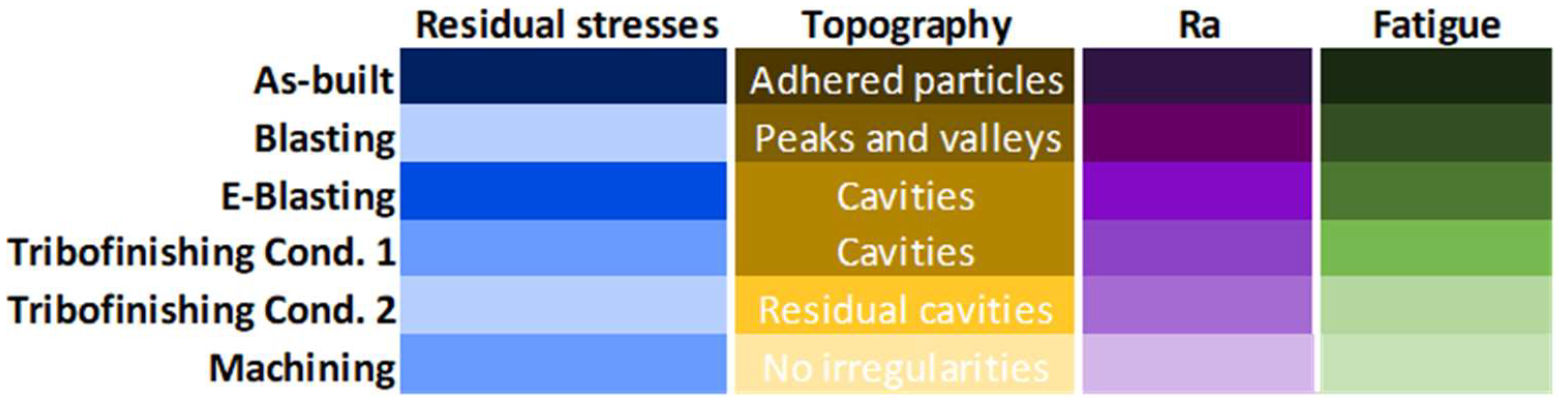
- HIP has been found not to be totally effective in removing surface residual stresses. There are remaining tensile residual stresses which are converted to compressive after applying the surface treatments;
- All the studied surface modification methods are effective in reducing roughness. Tribofinishing leads to the maximum roughness reduction, 97%, similar to machining finishing;
- Although tribofinishing significantly reduced the roughness and achieved a value well below 1 µm, the fatigue response is not comparable to that obtained with machining due to the irregularities found on the surface. It would be required to optimize the tribofinishing process even further in order to obtain completely smooth surfaces;
- It appears that for fatigue, roughness is the most critical surface property, more than the introduced compressive residual stresses. This is evident in blasted samples. High compressive residual stresses are introduced when blasting, but the high roughness promotes the premature failure of the samples;
- The subsequent electropolishing applied to blasted samples (E-Blasting treatment) reduces the surface roughness and the level of introduced compressive residual stresses by the blasting process. Due to the compressive nature of the residual stresses and the low roughness achieved, fatigue is improved compared to the blasted samples;
- Low roughness values and compressive residual stresses favor fatigue response;
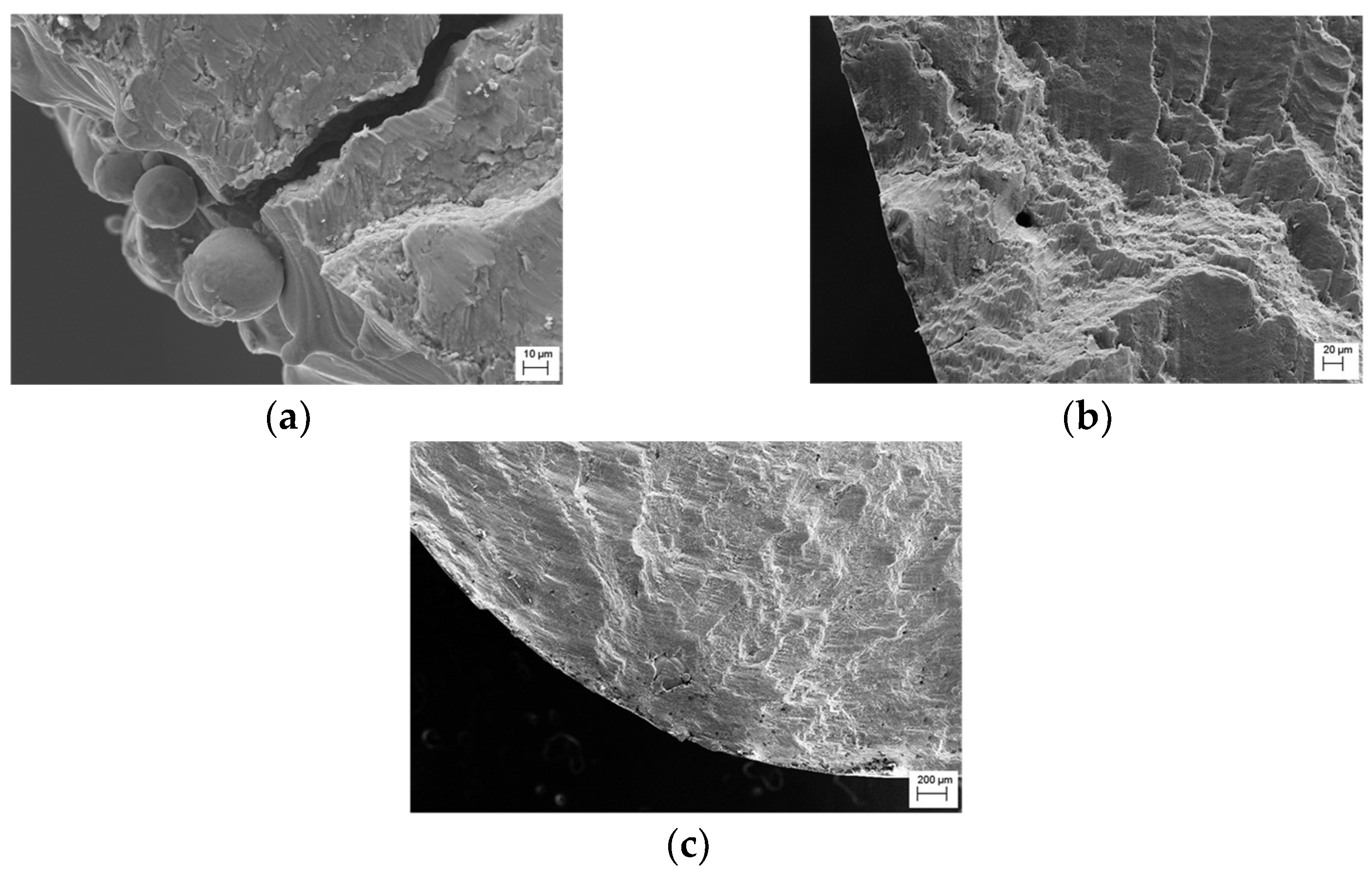
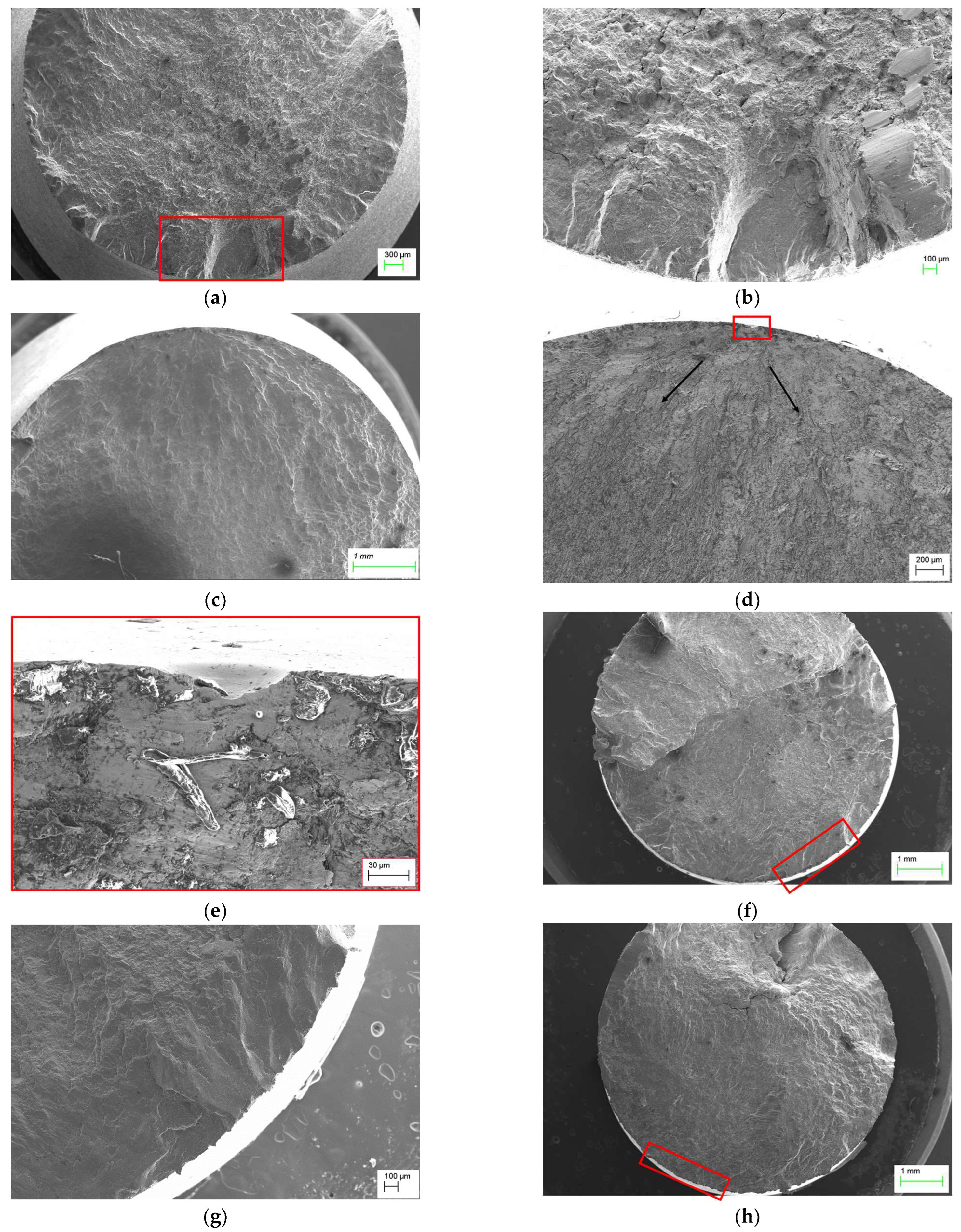
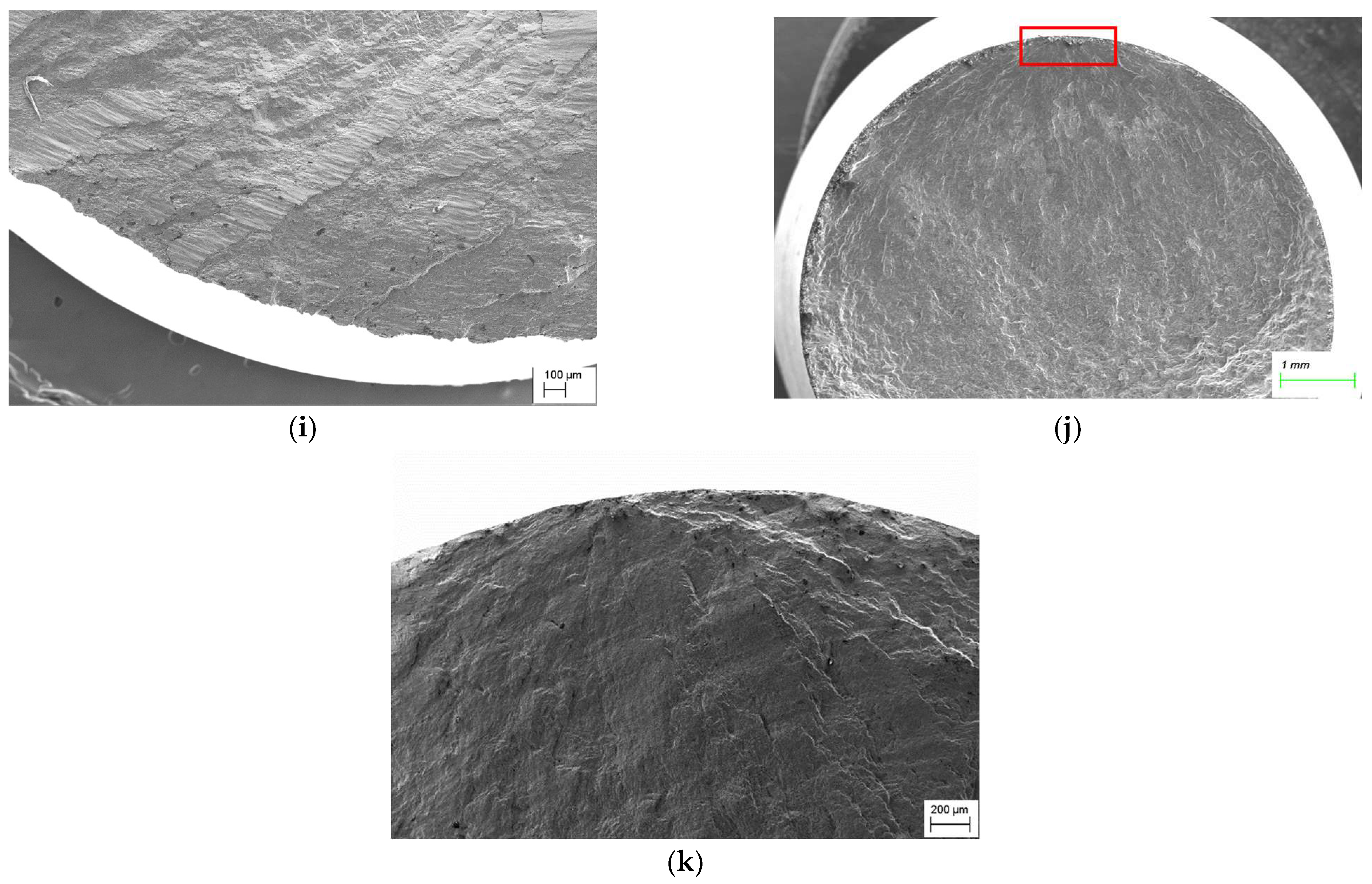
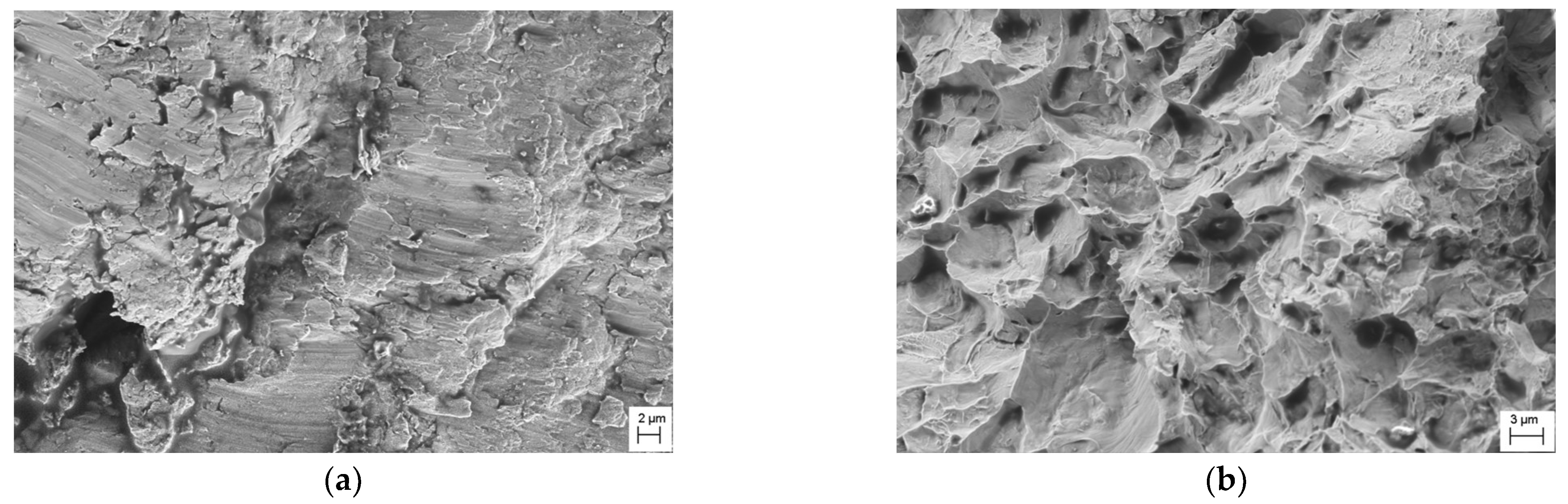
- All the samples fracture from the surface; there are no internal critical defects due to the application of HIP treatment. The irregularities found in the form of cavities or pits are stress concentrators that initiate cracks;
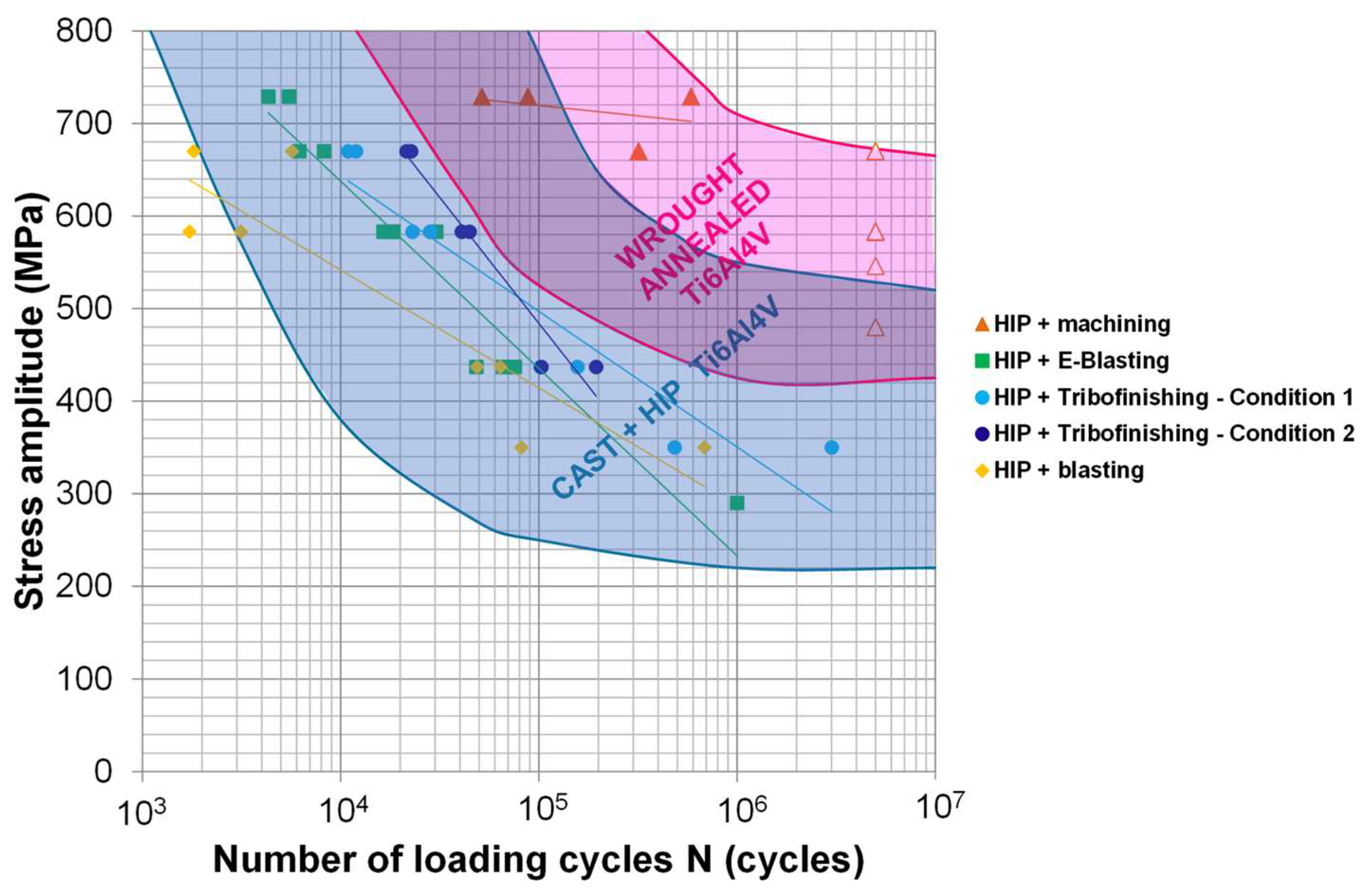
- It has been demonstrated that the fatigue properties of the samples with the applied surface treatments are comparable to the casting material, except for the machined samples, which show the best fatigue properties, comparable to the conventional Ti6Al4V wrought material. Thus, machining could be substituted by these methods for applications with lower requirements;
- It would be interesting to analyze the electropolishing method by itself, improving the surface roughness reduction, to verify its capability to even improve the results since it could be an option for additive complex parts where mechanical treatments such as machining or tribofinishing are not possible to use.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dutta, B.; Froes, F.H. Additive Manufacturing of Titanium Alloys. Adv. Mater Process. 2014, 172, 18–23. [Google Scholar]
- Edwards, P.; O’Conner, A.; Ramulu, M. Electron Beam Additive Manufacturing of Titanium Components: Properties and Performance. J. Manuf. Sci. Eng. 2013, 135, 061016. [Google Scholar] [CrossRef]
- Yu, H.; Li, F.; Wang, Z.; Zeng, X. Fatigue performances of selective laser melted Ti-6Al-4V alloy: Influence of surface finishing, hot isostatic pressing and heat treatments. Int. J. Fatigue 2019, 120, 175–183. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Mater. Process. Tech. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Thöne, M.; Leuders, S.; Riemer, A.; Tröster, T.; Richard, H.A. Influence of heat-treatment on Selectice Laser Melting products—e.g. Ti6Al4V. In Proceedings of the Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012; pp. 492–498. [Google Scholar]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Mertova, K.; Dzugan, J.; Roudnicka, M. Fatigue properties of SLM-produced Ti6Al4V with various post-processing processes. IOP Conf. Ser. Mater Sci. Eng. 2019, 461, 012052. [Google Scholar] [CrossRef] [Green Version]
- Malefane, L.B.; du Preez, W.B.; Maringa, M. High Cycle Fatigue Properties of as-built Ti6Al4V (ELI) produced by Direct Metal Laser Sintering. South Afr. J. Ind. Eng. 2017, 28, 188–199. [Google Scholar] [CrossRef] [Green Version]
- Benedetti, M.; Cazzolli, M.; Fontanari, V.; Leoni, M. Fatigue limit of Ti6Al4V alloy produced by Selective Laser Sintering. Procedia Struct. Integr. 2016, 2, 3158–3167. [Google Scholar] [CrossRef] [Green Version]
- Gong, H.; Rafi, K.; Starr, T.; Stucker, B. Effect of defects on fatigue tests of as-built Ti-6Al-4V parts fabricated by Selective Laser Melting. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012; pp. 499–506. [Google Scholar]
- Chastand, V.; Tezenas, A.; Cadoret, Y.; Quaegebeur, P.; Maia, W.; Charkaluk, E. Fatigue characterization of Titanium Ti-6Al-4V samples produced by Additive Manufacturing. Procedia Struct. Integr. 2016, 2, 3168–3176. [Google Scholar] [CrossRef] [Green Version]
- Rekedal, K.D. Investigation of the High-Cycle Fatigue Life of Selective Laser Melted and Hot Isostatically Pressed Ti-6Al-4V. In Additive Manufacturing Handbook; CRC: Boca Raton, FL, USA, 2015; pp. 1–122. [Google Scholar]
- Tong, J.; Bowen, C.R.; Persson, J.; Plummer, A. Mechanical properties of titanium-based Ti-6Al-4V alloys manufactured by powder bed additive manufacture. Mater. Sci. Technol. 2016, 33, 138–148. [Google Scholar] [CrossRef] [Green Version]
- Jamshidi, P.; Aristizabal, M.; Kong, W.; Villapun, V.; Cox, S.C.; Grover, L.M.; Attallah, M.M. Selective Laser Melting of Ti-6Al-4V: The Impact of Post-processing on the Tensile, Fatigue and Biological Properties for Medical Implant Applications. Materials 2020, 13, 2813. [Google Scholar] [CrossRef]
- Fatemi, A.; Molaei, R.; Simsiriwong, J.; Sanaei, N.; Pegues, J.; Torries, B.; Attallah, M.M. Fatigue Behavior of Additive Manufactured Materials: An Overview of Some Recent Experimental Studies on Ti-6Al-4V Considering Various Processing and Loading Direction Effects. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 991–1009. [Google Scholar] [CrossRef]
- Kahlin, M. Fatigue Performance of Additive Manufactured Ti6Al4V in Aerospace Applications; Linköping University: Linköping, Sweden, 2017. [Google Scholar]
- Stoffregen, H.A.; Butterweck, K.; Abele, E. Fatigue Analysis in Selective Laser Melting: Review and Investigation of Thin-Walled Actuator Housings. In Proceedings of the 25th Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013; pp. 635–650. [Google Scholar]
- Fousova, M.; Vojtech, D.; Dzugan, J. Is surface finish really decisive for the fatigue of additively manufactured Ti alloy? In Proceedings of the 27th International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2018; pp. 1533–1538. [Google Scholar]
- Xu, W.; Sun, S.; Elambasseril, J.; Liu, Q.; Brandt, M.; Qian, M. Ti-6Al-4V Additively Manufactured by Selective Laser Melting with Superior Mechanical Properties. JOM 2015, 67, 668–673. [Google Scholar] [CrossRef]
- Cutolo, A.; Elangeswaran, C.; Formanoir CDe Muralidharan, G.K.; Van Hooreweder, B. Effect of Heat Treatments on Fatigue Properties of Ti-6Al-4V and 316L Produced by Laser Powder Bed Fusion in As-Built Surface Condition. In TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings; The Minerals, Metals & Materials Series; Springer International Publishing: Cham, Switzerland, 2019; pp. 395–405. [Google Scholar] [CrossRef]
- Navarro, C.; Vázquez, J.; Domínguez, J.; Periñán, A.; García, M.H.; Lasagni, F.; Bernarding, S.; Slawik, S.; Mücklich, F.; Boby, F.; et al. Effect of surface treatment on the fatigue strength of additive manufactured Ti6Al4V alloy. Frat. Ed Integrità Strutt. 2020, 53, 337–344. [Google Scholar] [CrossRef]
- Soyama, H.; Okura, Y. The use of various peening methods to improve the fatigue strength of titanium alloy Ti6Al4V manufactured by electron beam melting. Mater. Sci. 2018, 5, 1000–1015. [Google Scholar] [CrossRef]
- Yan, X.; Yin, S.; Chen, C.; Jenkins, R.; Lupoi, R.; Bolot, R.; Ma, W.; Kuang, M.; Liao, H.; Lu, J.; et al. Fatigue strength improvement of selective laser melted Ti6Al4V using ultrasonic surface mechanical attrition. Mater. Res. Lett. 2019, 7, 327–333. [Google Scholar] [CrossRef]
- Walker, P.; Malz, S.; Trudel, E.; Nosir, S.; Elsayed, M.S.A.; Kok, L. Effects of Ultrasonic Impact Treatment on the Stress—Controlled Fatigue Performance of Additively Manufactured DMLS Ti-6Al-4V Alloy. Appl. Sci. 2019, 9, 4787. [Google Scholar] [CrossRef] [Green Version]
- Witkin, D.B.; Patel, D.N.; Helvajian, H.; Steffeney, L.; Diaz, A. Surface Treatment of Powder-Bed Fusion Additive Manufactured Metals for Improved Fatigue Life. J. Mater. Eng. Perform. 2019, 28, 681–692. [Google Scholar] [CrossRef]
- Bagherifard, S.; Beretta, N.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- Uzan, N.E.; Ramati, S.; Shneck, R.; Frage, N.; Yeheskel, O. On the effect of shot-peening on fatigue resistance of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting (AM-SLM). Addit. Manuf. 2018, 21, 458–464. [Google Scholar] [CrossRef]
- Fitzpatrick, M.E.; Fry, A.T.; Holdway, P. NPL Good Practice Guide no. 52: Determination of Residual Stresses by X-Ray Diffraction; National Physical Laboratory: Teddington, UK, 2002. [Google Scholar]
- Vayssette, B.; Saintier, N.; Brugger, C.; Elmay, M.; Pessard, E. Surface roughness of Ti-6Al-4V parts obtained by SLM and EBM: Effet on the High Cycle Fatigue life. In Proceedings of the 7th International Conference on Fatigue Design, Senlis, France, 29–30 November 2018; pp. 89–97. [Google Scholar] [CrossRef]
- Wycisk, E.; Claus, E.; Siddique, S.; Walther, F. High Cycle Fatigue (HCF) Performance of Ti- 6Al-4V Alloy Processed by Selective Laser Melting. Adv. Mater. Res. 2013, 816–817, 134–139. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Leinenbach, C.; Eifler, D. Fatigue and cyclic deformation behaviour of surface-modified titanium alloys in simulated physiological media. Biomaterials 2006, 27, 1200–1208. [Google Scholar] [CrossRef]
- Roudnicka, M.; Mertova, K.; Vojtech, D. Influence of hot isostatic pressing on mechanical response of as-built SLM titanium alloy. IOP Conf. Ser. Mater. Sci. Eng. 2019, 629, 012034. [Google Scholar] [CrossRef]
- Snyder, J.C.; Thole, K.A. Understanding Laser Powder Bed Fusion Surface Roughness. J. Manuf. Sci. Eng. 2020, 14, 071003. [Google Scholar] [CrossRef]
- Benedetti, M.; Torresani, E.; Leoni, M.; Fontanari, V.; Bandini, M.; Pederzolli, C.; Potrich, C. The effect of post-sintering treatments on the fatigue and biological behavior of Ti-6Al-4V ELI parts made by selective laser melting. J. Mech. Behav. Biomed. Mater. 2017, 71, 295–306. [Google Scholar] [CrossRef]
- Wycisk, E.; Siddique, S.; Herzog, D.; Walther, F.; Emmelmann, C. Fatigue Performance of laser Additive Manufactured Ti-6Al-4V in Very high cycle Fatigue regime up to 109 cycles. Front Mater. 2015, 2, 72. [Google Scholar] [CrossRef] [Green Version]
- Chan, K.S.; Koike, M.; Mason, R.L.; Okabe, T. Fatigue Life of Titanium Alloys Fabricated by Additive Layer Manufacturing Techniques for Dental Implants. Met. Mater. Trans. A 2013, 44, 1011–1022. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Route | Phase 1 | Phase 2 | Phase 3 | Drying | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| M | Q | T (h) | M | Q | T (h) | M | Q | T (h) | T (h) | |
| 1 | 2 | 1 | 5 | 1 | 1 | 15.25 | 1 | 2 | 0.25 | 6.5 |
| 2 | 2 | 1 | 15 | 1 | 1 | 21 | 1 | 2 | 4 | 32 |
| Sample | σy (MPa) | UTS (MPa) | ε (%) |
|---|---|---|---|
| As-built | 1105 ± 8.3 | 1259 ± 9.6 | 8.5 ± 0.2 |
| HIP 920 °C | 942 ± 4.9 | 1019 ± 4.2 | 12.5 ± 0.3 |
| Sample | Heat Treatment | Surface Condition | Stress Amplitude (MPa) | Cycles to Failure |
|---|---|---|---|---|
| 1 | 850 °C | As-built | 550 | 14,305 |
| 2 | 850 °C | Machined | 480 | 3,186,766 |
| 3 | HIP 920 °C | Machined | 546 | >5,000,000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mancisidor, A.M.; García-Blanco, M.B.; Quintana, I.; Arrazola, P.J.; Espinosa, E.; Cuesta, M.; Albizuri, J.; Garciandia, F. Effect of Post-Processing Treatment on Fatigue Performance of Ti6Al4V Alloy Manufactured by Laser Powder Bed Fusion. J. Manuf. Mater. Process. 2023, 7, 119. https://doi.org/10.3390/jmmp7040119
Mancisidor AM, García-Blanco MB, Quintana I, Arrazola PJ, Espinosa E, Cuesta M, Albizuri J, Garciandia F. Effect of Post-Processing Treatment on Fatigue Performance of Ti6Al4V Alloy Manufactured by Laser Powder Bed Fusion. Journal of Manufacturing and Materials Processing. 2023; 7(4):119. https://doi.org/10.3390/jmmp7040119
Chicago/Turabian StyleMancisidor, Ane Miren, María Belén García-Blanco, Iban Quintana, Pedro José Arrazola, Elixabete Espinosa, Mikel Cuesta, Joseba Albizuri, and Fermin Garciandia. 2023. "Effect of Post-Processing Treatment on Fatigue Performance of Ti6Al4V Alloy Manufactured by Laser Powder Bed Fusion" Journal of Manufacturing and Materials Processing 7, no. 4: 119. https://doi.org/10.3390/jmmp7040119