
Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks

Abstract
:1. Introduction
2. Materials and Methods
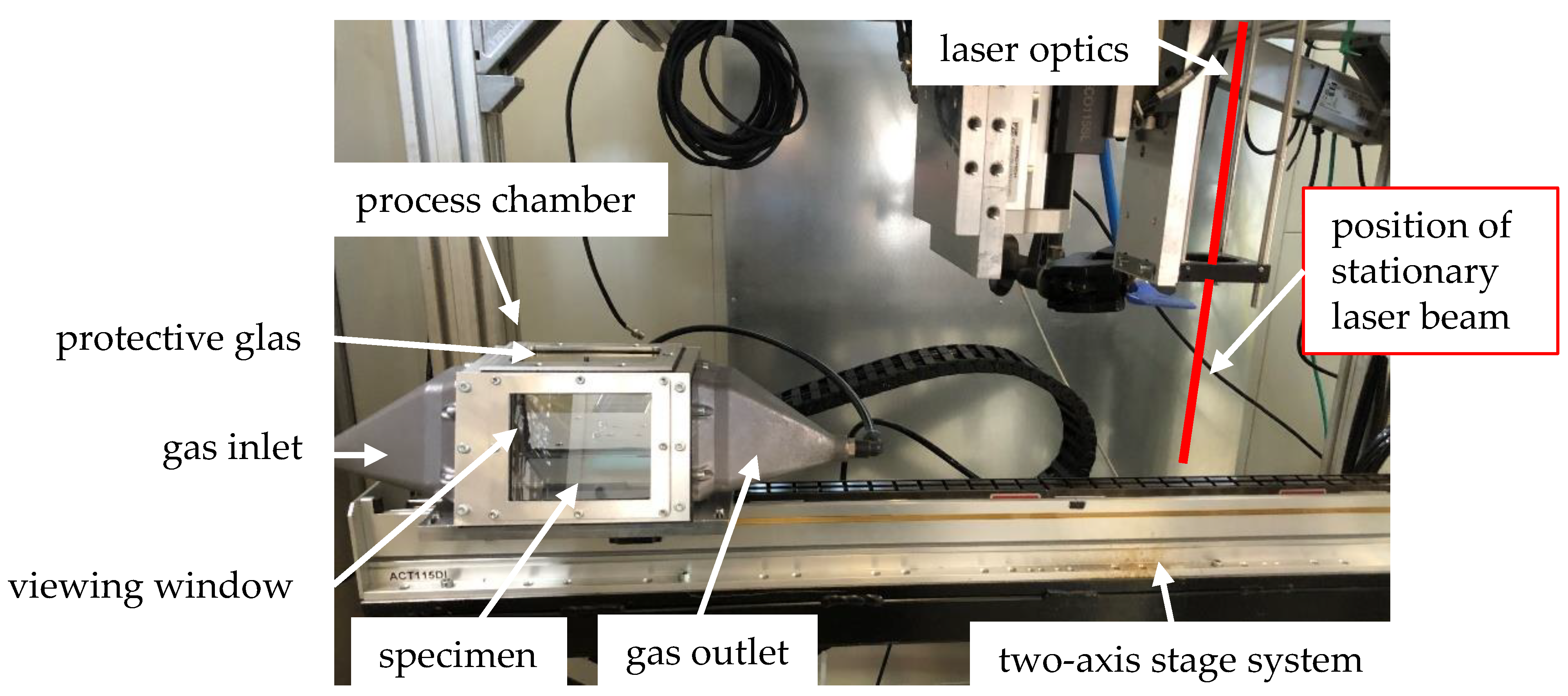
2.1. Experimental Setup
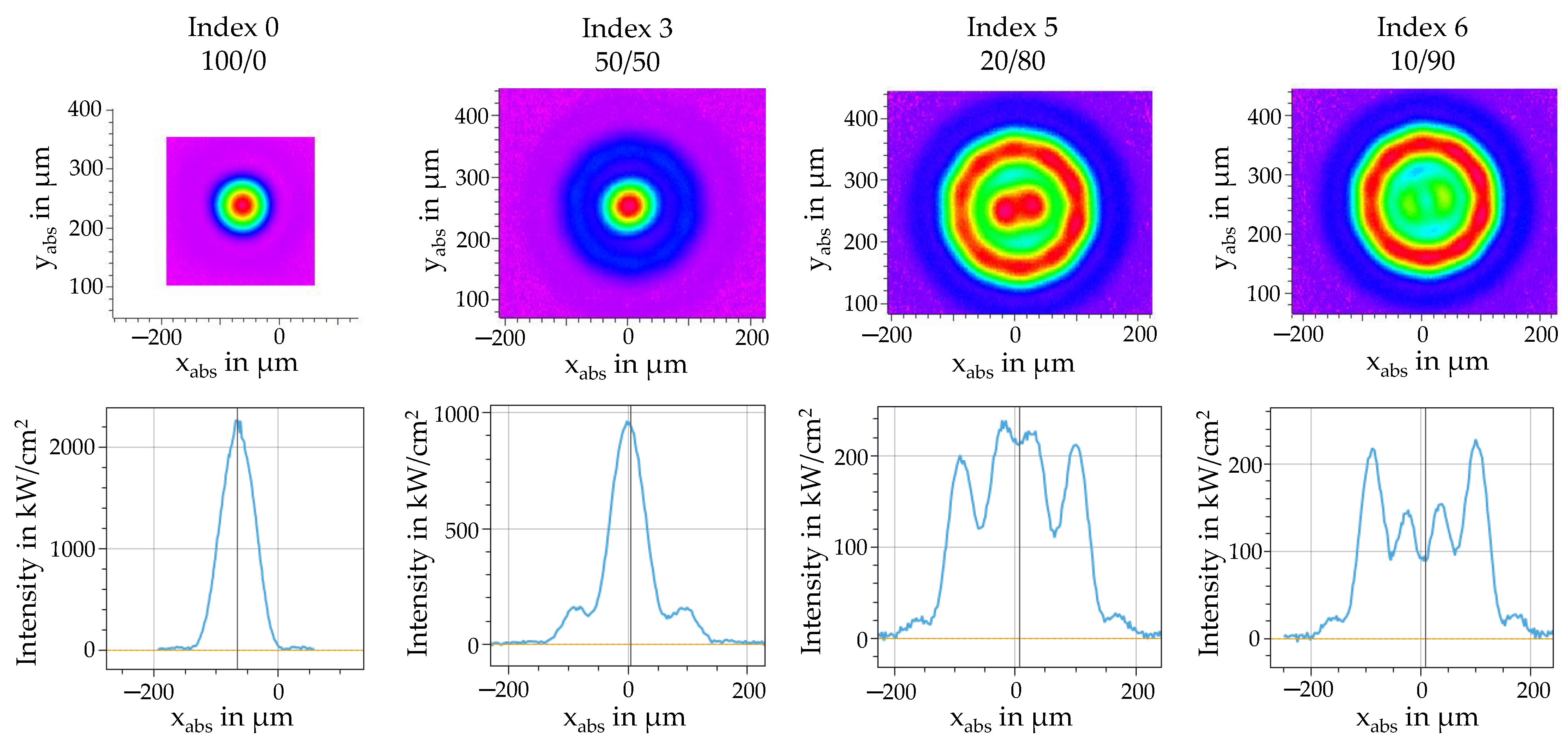
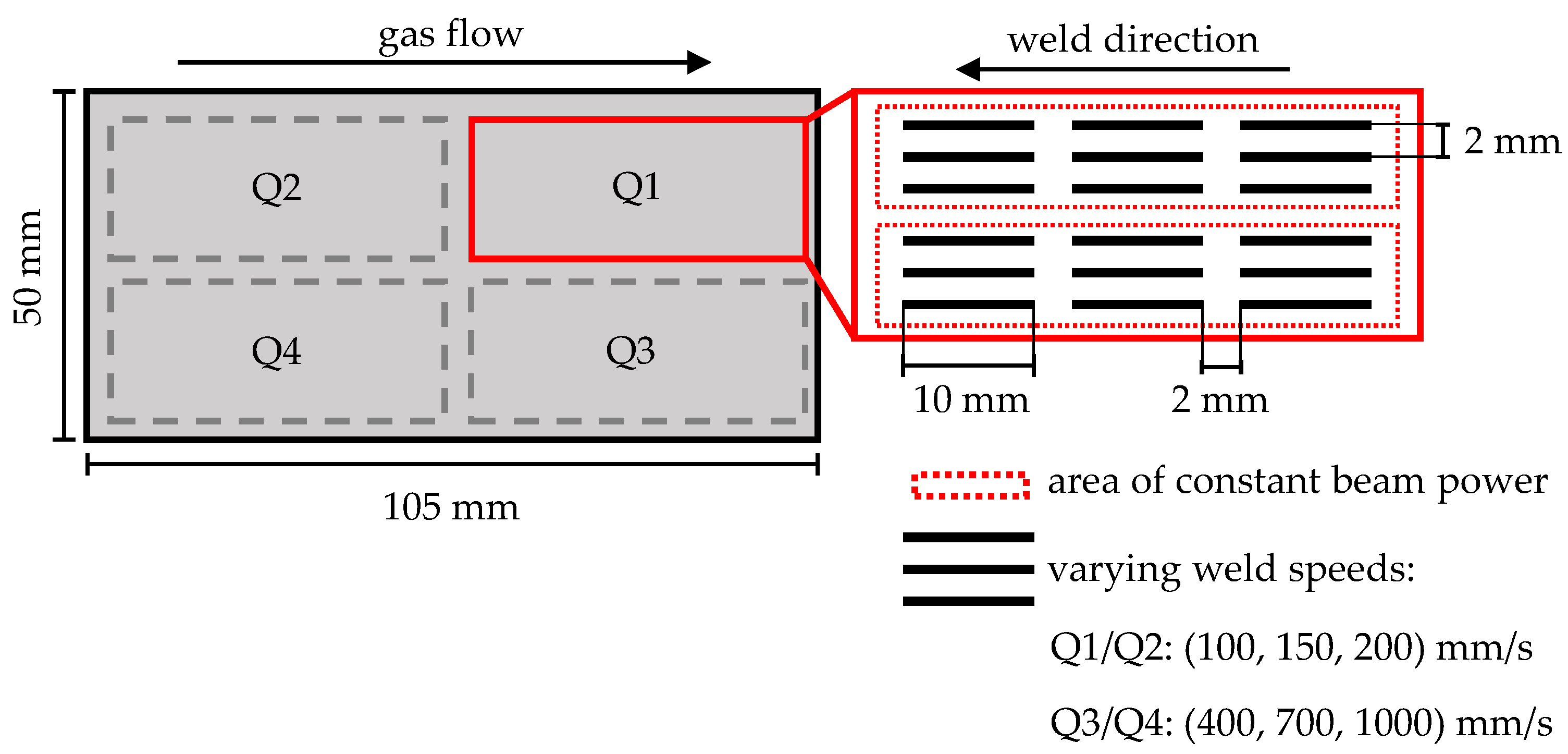
2.2. Process Parameters
2.3. Characterization
3. Results and Discussion
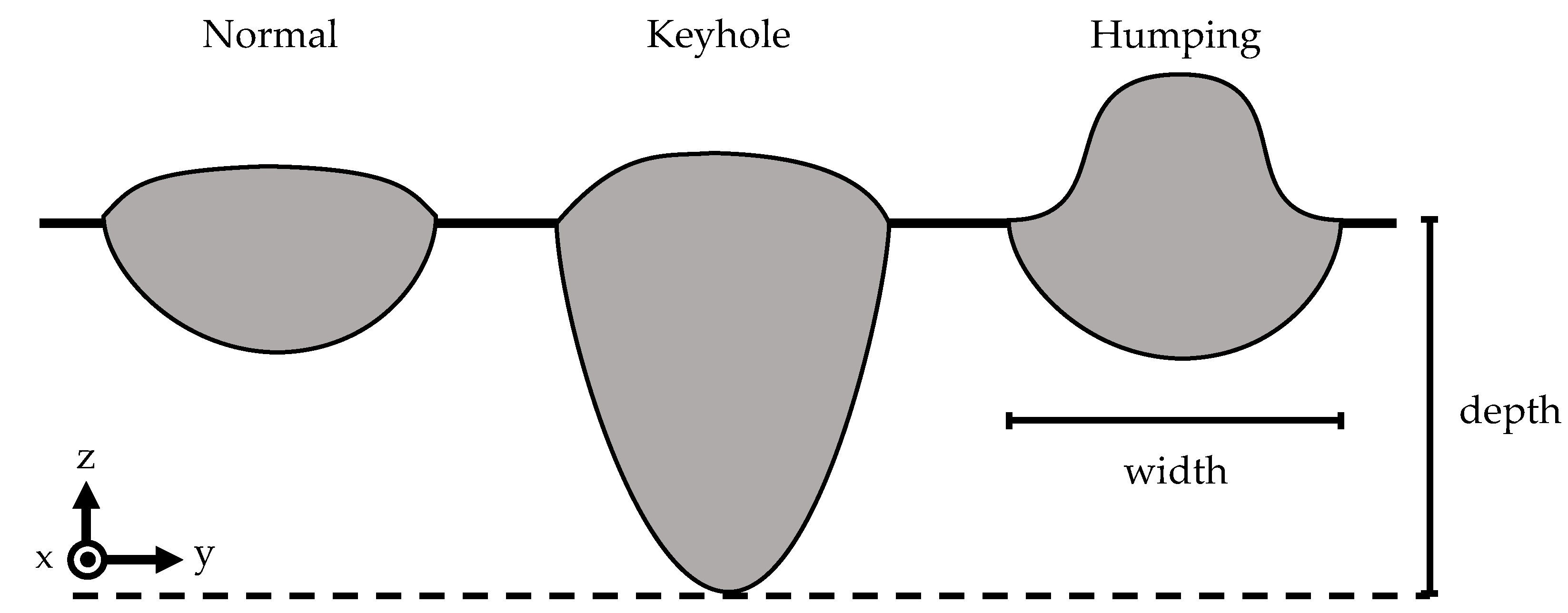
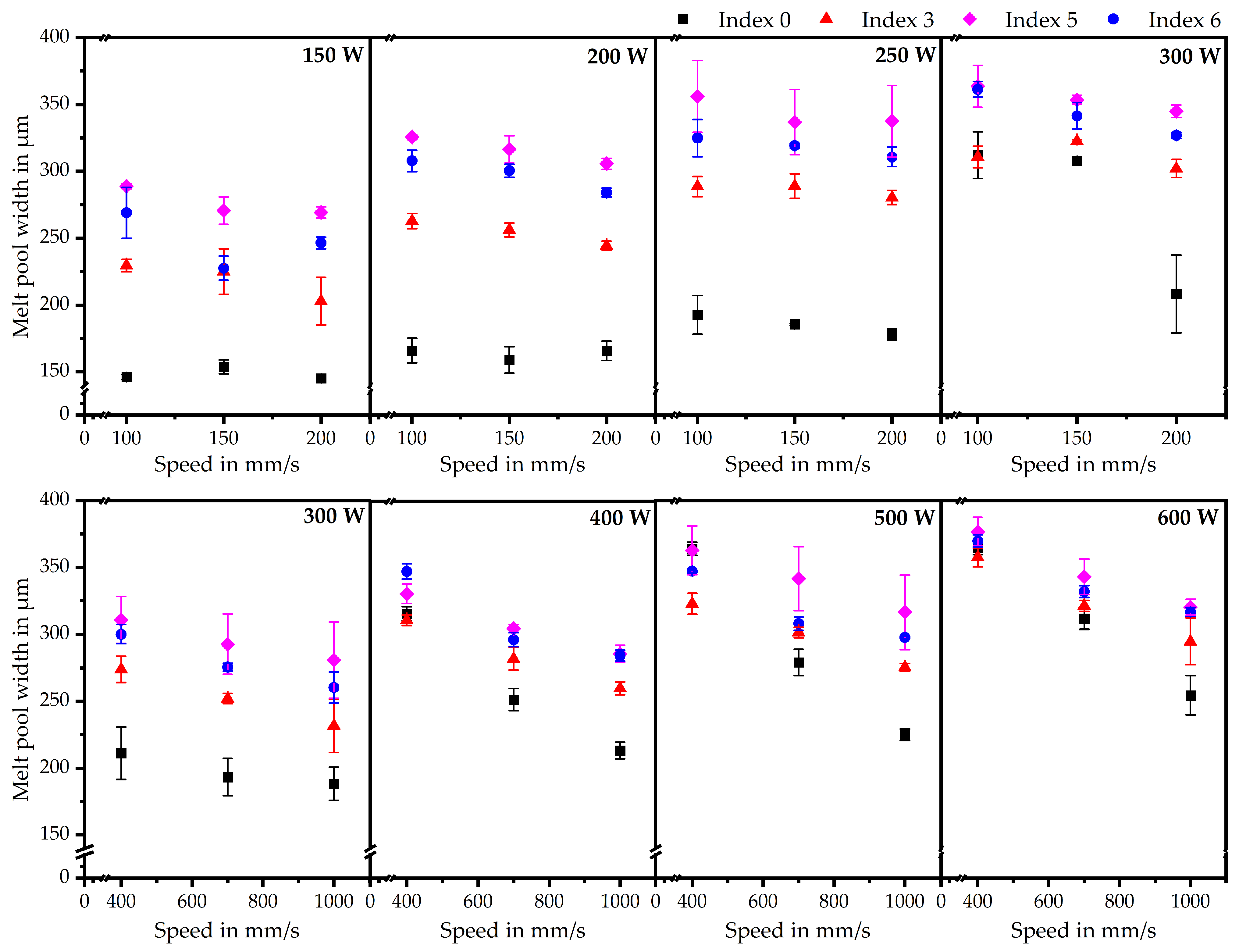
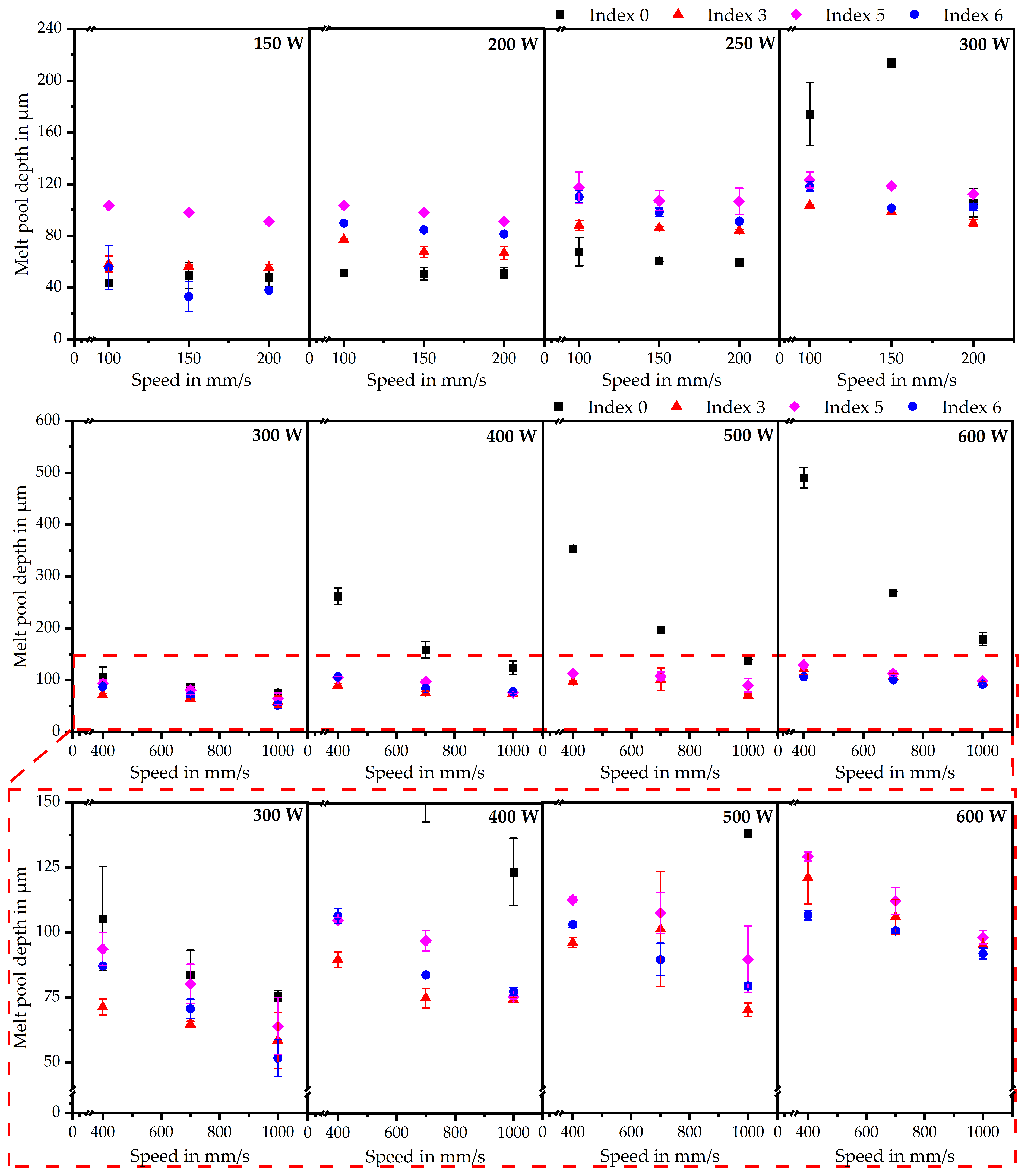
3.1. Melt Pool Dimensions
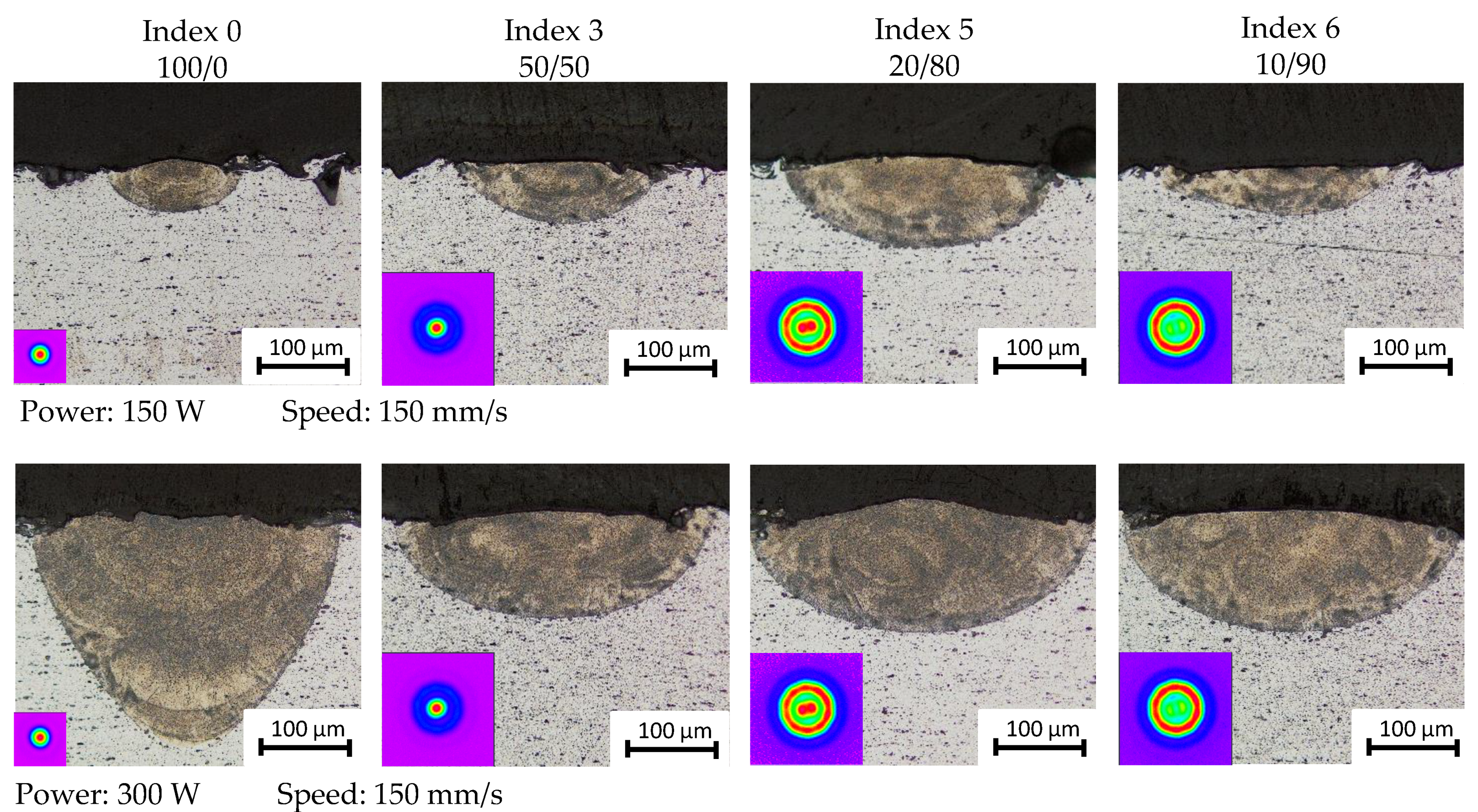
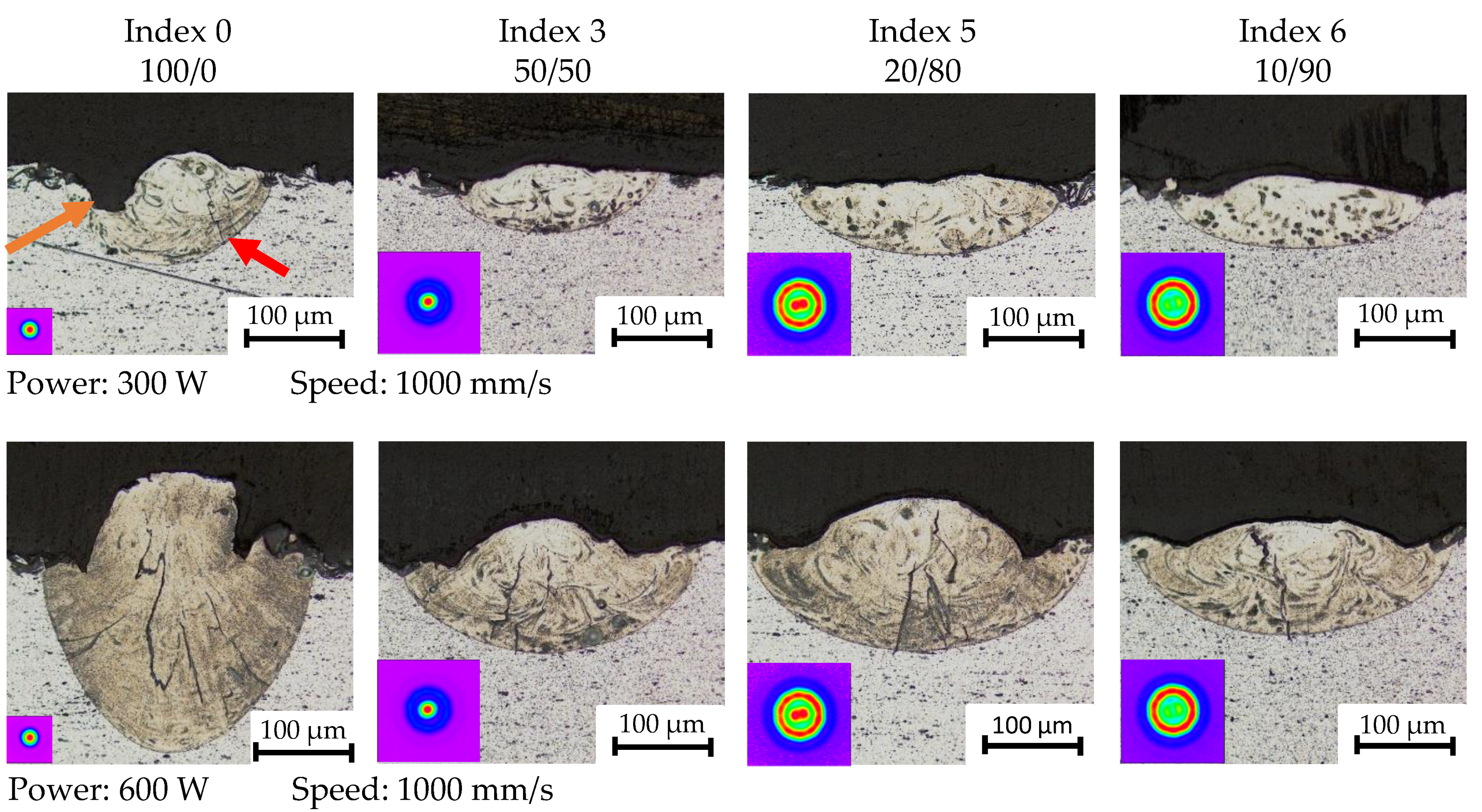
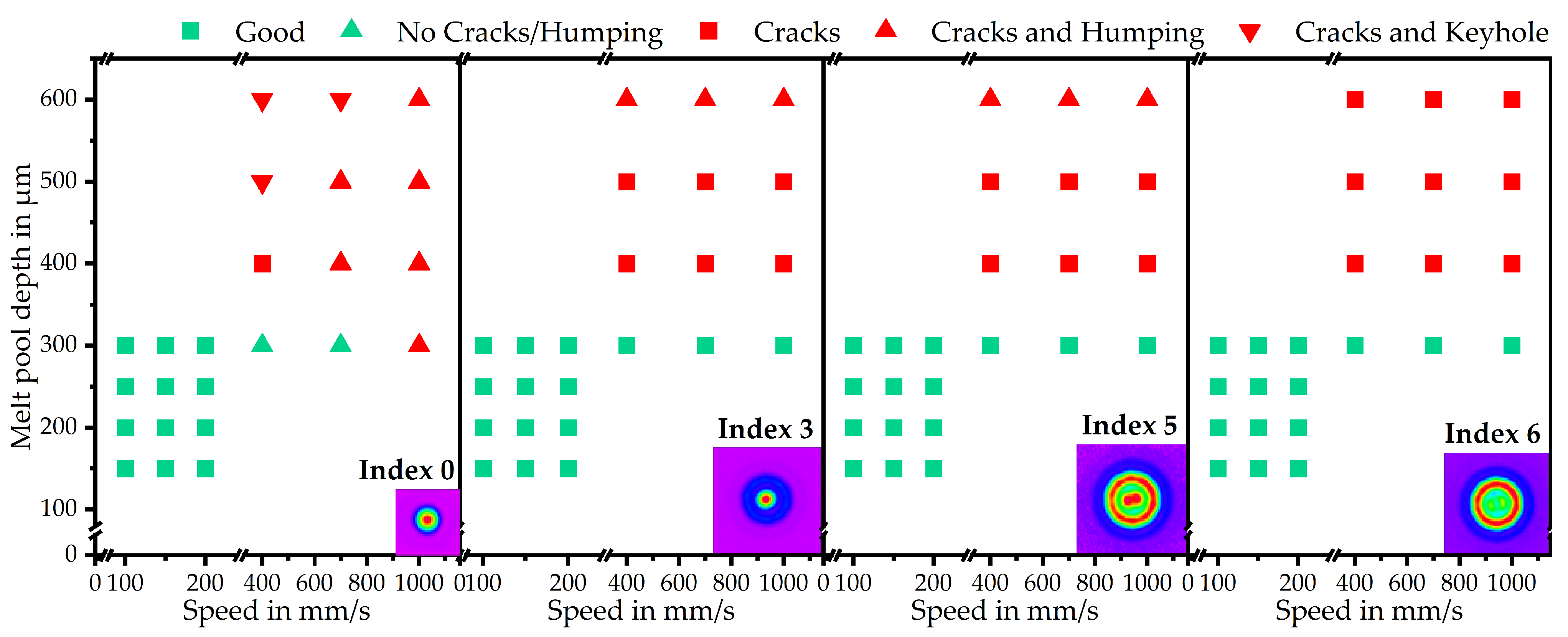
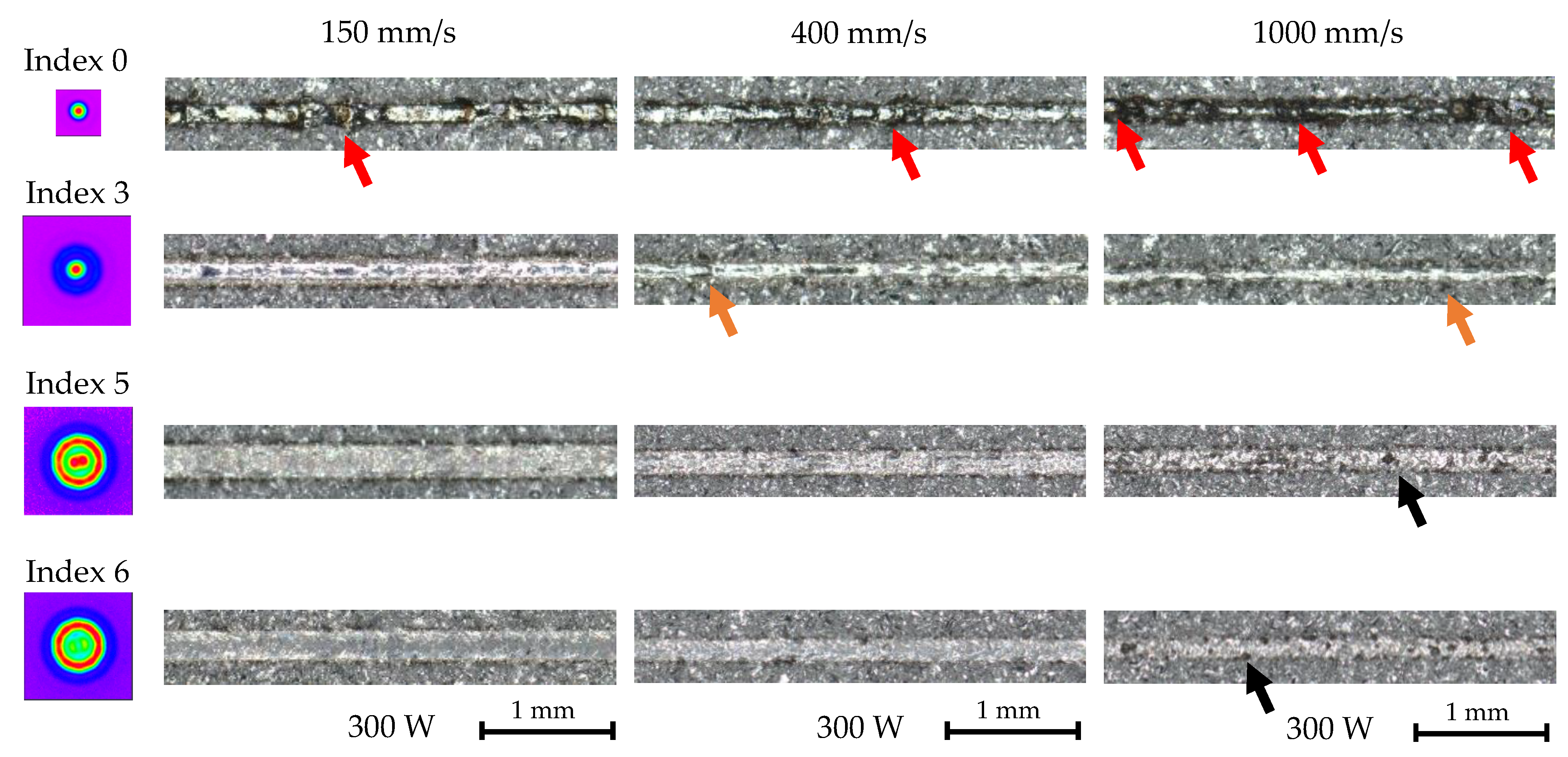
3.2. Melt Pool Quality
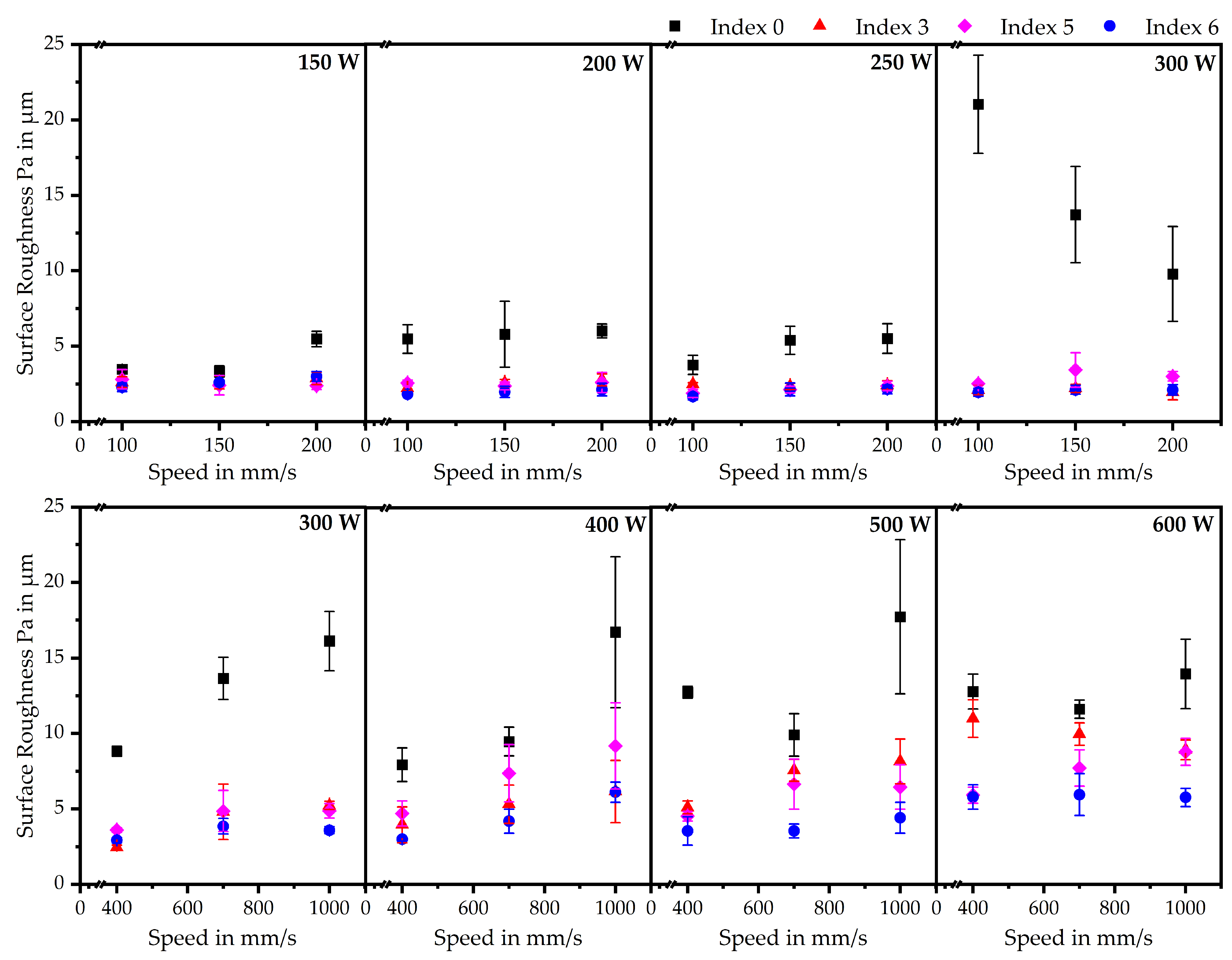
3.3. Surface Roughness
4. Conclusions
- Beam shaping has influence on the melt pool dimensions. All point/ring profiles exhibit wider melt pools compared to the purely Gaussian beam profile. Furthermore, the width of the Gaussian beam profile is far more dependent on the beam power.
- The point/ring profiles have surprisingly higher penetration depths than the Gaussian beam for low beam powers. Although the purely Gaussian beam overcomes this effect at higher beam powers, Index 5 exhibits still higher depths than Indices 3 and 5.
- Shifting the intensity distribution from the core to the ring leads to a significantly wider processing window with more stable melt pools and fewer cracks for high weld speeds.
- The humping effect is significantly reduced for the point/ring-shaped beam profiles, leading to a smoother surface.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deepak, J.R.; Anirudh, R.P.; Sundar, S.S. Applications of lasers in industries and laser welding: A review. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.J. Lasers in additive manufacturing: A review. Int. J. Precis. Eng. Manuf.-Green Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Galbusera, F.; Caprio, L.; Previtali, B.; Demir, A.G. The influence of novel beam shapes on melt pool shape and mechanical properties of LPBF produced Al-alloy. J. Manuf. Process. 2023, 85, 1024–1036. [Google Scholar] [CrossRef]
- Rudolf, A. Donut worry: How laser powder bed fusion matures dramatically due to ring-shaped beams. Photonics Views 2023, 20, 28–31. [Google Scholar] [CrossRef]
- Mills, K.C.M.; Keene, B.J.; Brooks, R.F.; Shirali, A. Marangoni effects in welding. Philos. Trans. R. Soc. London. Ser. Math. Phys. Eng. Sci. 1998, 356, 911–925. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Patschger, A.; Seiler, M.; Bliedtner, J. Influencing factors on humping effect in laser welding with small aspect ratios. J. Laser Appl. 2018, 30, 032409. [Google Scholar] [CrossRef]
- Berger, P.; Hügel, H.; Hess, A.; Weber, R.; Graf, T. Understanding of humping based on conservation of volume flow. Phys. Procedia 2011, 12, 232–240. [Google Scholar] [CrossRef]
- Messler, R.W., Jr. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Van Hooreweder, B. On the influence of laser defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Paraschiv, A.; Matache, G.; Condruz, M.R.; Frigioescu, T.F.; Ionică, I. The influence of laser defocusing in selective laser melted IN 625. Materials 2021, 14, 3447. [Google Scholar] [CrossRef]
- Nie, X.; Chen, Z.; Qi, Y.; Zhang, H.; Zhang, C.; Xiao, Z.; Zhu, H. Effect of defocusing distance on laser powder bed fusion of high strength Al–Cu–Mg–Mn alloy. Virtual Phys. Prototyp. 2022, 15, 325–339. [Google Scholar] [CrossRef]
- Sow, M.C.; De Terris, T.; Castelnau, O.; Hamouche, Z.; Coste, F.; Fabbro, R.; Peyre, P. Influence of beam diameter on Laser Powder Bed Fusion (L-PBF) process. Addit. Manuf. 2020, 36, 101532. [Google Scholar] [CrossRef]
- Rasch, M.; Roider, C.; Kohl, S.; Strauß, J.; Maurer, N.; Nagulin, K.Y.; Schmidt, M. Shaped laser beam profiles for heat conduction welding of aluminium-copper alloys. Opt. Lasers Eng. 2019, 115, 179–189. [Google Scholar] [CrossRef]
- Ayoola, W.A.; Suder, W.J.; Williams, S.W. Effect of beam shape and spatial energy distribution on weld bead geometry in conduction welding. Opt. Laser Technol. 2019, 117, 280–287. [Google Scholar] [CrossRef]
- Hansen, K.S.; Kristiansen, M.; Olsen, F.O. Beam shaping to control of weldpool size in width and depth. Phys. Procedia 2014, 56, 467–476. [Google Scholar] [CrossRef]
- Hollatz, S.; Hummel, M.; Lach, M.; Olowinsky, A.; Gillner, A.; Häfner, C.; Beckmann, J.; Moosmann, J. Influence of ring-shaped laser beam during welding of AW-5083 and AW-6082. In Proceedings of the High-Power Laser Materials Processing: Applications, Diagnostics, and Systems XII, San Francisco, CA, USA, 15 March 2023; Volume 12414, pp. 80–89. [Google Scholar]
- Punzel, E.; Hugger, F.; Dinkelbach, T.; Bürger, A. Influence of power distribution on weld seam quality and geometry in laser beam welding of aluminum alloys. Procedia CIRP 2020, 94, 601–604. [Google Scholar] [CrossRef]
- Abadi, S.N.R.; Mi, Y.; Sikström, F.; Ancona, A.; Choquet, I. Effect of shaped laser beam profiles on melt flow dynamics in conduction mode welding. Int. J. Therm. Sci. 2021, 166, 601–604. [Google Scholar]
- Wischeropp, T.M.; Tarhini, H.; Emmelmann, C. Influence of laser beam profile on the selective laser melting process of AlSi10Mg. J. Laser Appl. 2020, 32, 022059. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Metel, A.S.; Stebulyanin, M.M.; Fedorov, S.V.; Okunkova, A.A. Power density distribution for laser additive manufacturing (SLM): Potential, fundamentals and advanced applications. Technologies 2018, 7, 5. [Google Scholar] [CrossRef]
- Shi, R.; Khairallah, S.A.; Roehling, T.T.; Heo, T.W.; McKeown, J.T.; Matthews, M.J. Microstructural control in metal laser powder bed fusion additive manufacturing using laser beam shaping strategy. Acta Mater. 2020, 184, 284–305. [Google Scholar] [CrossRef]
- Tumkur, T.U.; Voisin, T.; Shi, R.; Depond, P.J.; Roehling, T.T.; Wu, S.; Crumb, M.F.; Roehling, J.D.; Guss, G.; Khairallah, S.A.; et al. Nondiffractive beam shaping for enhanced optothermal control in metal additive manufacturing. Sci. Adv. 2021, 7, 9358. [Google Scholar] [CrossRef] [PubMed]
- Okunkova, A.; Volosova, M.; Peretyagin, P.; Vladimirov, Y.; Zhirnov, I.; Gusarov, A.V. Experimental approbation of selective laser melting of powders by the use of non-Gaussian power density distributions. Phys. Procedia 2014, 56, 48–57. [Google Scholar] [CrossRef]
- Okunkova, A.A.; Peretyagin, P.Y.; Podrabinnik, P.A.; Zhirnov, I.V.; Gusarov, A.V. Development of laser beam modulation assets for the process productivity improvement of selective laser melting. Procedia IUTAM, Sci. Adv. 2021, 7, 177–186. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Gusarov, A.V.; Metel, A.S.; Tarasova, T.V.; Volosova, M.A.; Okunkova, A.A.; Gusev, A.S. Beam shaping in laser powder bed fusion: Péclet number and dynamic simulation. Metals 2018, 12, 722. [Google Scholar] [CrossRef]
- Burger, L.; Litvin, I.; Ngcobo, S.; Forbes, A. Implementation of a spatial light modulator for intracavity beam shaping. J. Opt. 2014, 17, 015604. [Google Scholar] [CrossRef]
- Kliner, D.A.V.; O’Dea, B.; Lugoa, J.; Farrow, R.L.; Hawke, R.; Hodges, A.; Stephens, R.; Foley, B.; Almonte, K.; Kehoe, B.; et al. High-productivity Laser Powder-Bed Fusion tools enabled by AFX fiber lasers with rapidly tunable beam quality. In Proceedings of the 12th CIRP Conference on Photonic Technologies, Fürth, Germany, 4–8 September 2022. [Google Scholar]
- Kliner, D.A.; Farrow, R.L.; Lugo, J.; O’Dea, B.; Hawke, R.; Victor, B.; Gross, K.; Hodges, A.; Brown, A.; Pruyn, J.; et al. Advanced metal processing enabled by fiber lasers with tunable beam properties. In Proceedings of the Fiber Lasers XIX: Technology and Systems SPIE Lase, San Francisco, CA, USA, 22 January–28 February 2022; p. 11981. [Google Scholar]
- Grünewald, J.; Gehringer, F.; Schmöller, M.; Wudy, K. Influence of ring-shaped beam profiles on process stability and productivity in laser-based powder bed fusion of AISI 316L. Metals 2021, 11, 1989. [Google Scholar] [CrossRef]
- Lantzsch, T.; Heussen, D.; Praetzsch, N.; Haefner, C. Evaluation of productivity scaling approaches for laser powder bed fusion of nickel-base alloy 625. In Proceedings of the High-Power Laser Materials Processing: Applications, Diagnostics, and Systems XI, San Francisco, CA, USA, 20–24 February 2022; p. 11994. [Google Scholar]
- Rothfelder, R.; Huber, F.; Schmidt, M. Influence of beam shape on spatter formation during PBF-LB/M of Ti6Al4V and tungsten powder. Procedia CIRP 2022, 111, 14–17. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Progress in materials science. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Mauduit, A.; Pillot, S.; Gransac, H. Study of the suitability of aluminum alloys for additive manufacturing by laser powder bed fusion. UPB Sci. Bull. Ser. B Chem. Mater. Sci. 2017, 79, 219–238. [Google Scholar]
- Sánchez-Amaya, J.M.; Delgado, T.; González-Rovira, L.; Botana, F.J. Laser welding of aluminium alloys 5083 and 6082 under conduction regime. Appl. Surf. Sci. 2009, 255, 9512–9521. [Google Scholar] [CrossRef]
- Okon, P.; Dearden, G.; Watkins, K.; Sharp, M.; French, P. Laser welding of aluminium alloy 5083. Int. Congr. Appl. Lasers Electro-Opt. 2002, 2002, 158364. [Google Scholar]
- Hu, Z.; Nie, X.; Qi, Y.; Zhang, H.; Zhu, H. Cracking criterion for high strength Al–Cu alloys fabricated by selective laser melting. Addit. Manuf. 2021, 37, 101709. [Google Scholar] [CrossRef]
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Stopyra, W.; Gruber, K.; Smolina, I.; Kurzynowski, T.; Kuźnicka, B. Laser powder bed fusion of AA7075 alloy: Influence of process parameters on porosity and hot cracking. Additive Manufacturing. Addit. Manuf. 2020, 35, 101270. [Google Scholar] [CrossRef]
- Böhm, C.; Werz, M.; Weihe, S. Practical approach to eliminate solidification cracks by supplementing AlMg4. 5Mn0. 7 with AlSi10Mg powder in laser powder bed fusion. Materials 2022, 15, 572. [Google Scholar] [CrossRef] [PubMed]
- Maina, M.R.; Okamoto, Y.; Okada, A.; Närhi, M.; Kangastupa, J.; Vihinen, J. High surface quality welding of aluminum using adjustable ring-mode fiber laser. J. Mater. Process. Technol. 2018, 258, 180–188. [Google Scholar] [CrossRef]
- DIN German Institute for Standardization. DIN EN 573-3:2019-10, Aluminium and Aluminium Alloys-Chemical Composition and form of Wrought Products—Part 3: Chemical Composition and Form of Products, German version EN 573-3:2019; Beuth Verlag GmbH: Berlin, Germany, 2019. [Google Scholar]
- DIN German Institute for Standardization. DIN EN ISO 4288:1998-04, Surface Texture: Profile Method-Rules and Procedures for the Assessment of Surface Texture (ISO 4288:1996), German version EN ISO 4288:1997; Beuth Verlag GmbH: Berlin, Germany, 1997. [Google Scholar]
- Patel, S.; Chen, H.; Vlasea, M.; Zou, Y. The influence of beam focus during laser powder bed fusion of a high reflectivity aluminium alloy—AlSi10Mg. Additive Manufacturing. Addit. Manuf. 2022, 59, 103112. [Google Scholar]
- Tang, C.; Le, K.Q.; Wong, C.H. Physics of humping formation in laser powder bed fusion. Int. J. Heat Mass Transf. 2020, 149, 119172. [Google Scholar] [CrossRef]
- Nedal Aluminium: ALLOY DATA SHEET EN-AW 5083 [AlMg4.5Mn0.7]. Available online: https://www.nedal.com/wp-content/uploads/2017/11/Nedal-alloy-Datasheet-EN-AW-5083.pdf (accessed on 26 April 2023).
- Nedal Aluminium: ALLOY DATA SHEET EN AW-6082 [AlSi1MgMn]. Available online: https://www.nedal.com/wp-content/uploads/2016/11/Nedal-alloy-Datasheet-EN-AW-6082.pdf (accessed on 26 April 2023).
- Bonifaz, E.A.; Mena, A.S. The Cooling Rate and Residual Stresses in an AISI 310 Laser Weld: A Meso-Scale Approach. Crystals 2022, 12, 502. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Fe | Cu | Mn | Mg | |
|---|---|---|---|---|---|---|
| EN AW-5083 (wt. %) | bal. | ≤0.4 | ≤0.4 | ≤0.1 | 0.4–1.0 | 4.0–4.9 |
| Index | Power Ratio Core/Ring | Spot Diameter | M | |
|---|---|---|---|---|
| 0 | 100/0 | 113 µm | 1.41 | 16.82 mrad |
| 1 | 70/30 | 163 µm | 2.25 | 18.64 mrad |
| 2 | 60/40 | 227 µm | 2.69 | 15.99 mrad |
| 3 | 50/50 | 267 µm | 3.22 | 16.32 mrad |
| 4 | 40/60 | 292 µm | 4.77 | 22.10 mrad |
| 5 | 20/80 | 326 µm | 3.82 | 15.84 mrad |
| 6 | 10/90 | 334 µm | 3.96 | 16.03 mrad |
| Beam Power P (W) | Weld Speed v (mm/s) | Index | |
|---|---|---|---|
| Parameter set 1 | 150, 200, 250, 300 | 100, 150, 200, | 0, 3, 5, 6 |
| Parameter set 2 | 300, 400, 500, 600 | 400, 700, 1000 | 0, 3, 5, 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nahr, F.; Bartels, D.; Rothfelder, R.; Schmidt, M. Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks. J. Manuf. Mater. Process. 2023, 7, 93. https://doi.org/10.3390/jmmp7030093
Nahr F, Bartels D, Rothfelder R, Schmidt M. Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks. Journal of Manufacturing and Materials Processing. 2023; 7(3):93. https://doi.org/10.3390/jmmp7030093
Chicago/Turabian StyleNahr, Florian, Dominic Bartels, Richard Rothfelder, and Michael Schmidt. 2023. "Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks" Journal of Manufacturing and Materials Processing 7, no. 3: 93. https://doi.org/10.3390/jmmp7030093