1. Introduction
Powder bed fusion additive manufacturing processes can easily produce components with complex geometries by adding thin layers of materials. Among the different powder bed fusion processes, the powder bed fusion with electron beam (PBF-EB) is characterized by the sintering of unmelted material [
1]. The process is conducted in a vacuum environment. After raking a thin layer of powder, this is preheated in two steps. After preheating, the cross section of the component is melted. Before distributing a new layer of powder, this is post-heated or cooled to balance the amount of energy supplied at each layer. The energy is balanced so that the temperature of the processing environment is retained to an adequate value for the processed material.
The high temperature inside the build chamber, the preheating, and the post-heating promote the formation of bridges of materials among the powder particles forming the layer. The formation of bridges is usually referred to as sintering and the bridges are called necks. The neck dimension defines the thermal and electrical conductivity [
2] and is usually fine-tuned to prevent the “smoke” phenomenon [
3]. The “smoke” is usually caused by the accumulation of negative electrostatic charges in the powder particles that produce a repulsion and the expulsion of the powder particles from the powder bed [
3]. By increasing the electrical conductivity, the neck between the powder particles allows the dispersion of the negative charge.
The physical mechanisms participating In the neck formation during the PBF-EB are equivalent to those occurring during the sintering belonging to powder metallurgy processes [
4,
5]. These mechanisms consist of volume diffusion from different sources (D
v), grain boundary diffusion (D
GB), surface diffusion (D
s), vapor diffusion (D
vap), and viscous flow or rigid motion of the particles (η) [
6]. The difference between the traditional sintering and the sintering in PBF-EB is the time scale [
7,
8]. The neck growth ratio is higher and more similar to the one in field-assisted sintering technology (FAST), with a large neck and high densification reached in seconds or minutes [
9]. However, with respect to FAST, the PBF-EB process is conducted under a vacuum, and the temperature fields are sensibly changed during the sintering in PBF-EB.
For these reasons, investigating the sintering phenomena during the process is complex and usually approached by a trial and error approach [
10]. Experiments on the sintering during PBF-EB were reported in [
1,
11,
12]. The results were influenced by the permanence of the powder at high temperatures for a long period, which is not representative of a typical working condition of PBF-EB. In addition, the findings were valid only for the investigated alloys.
An alternative approach to the experiments is the use of numerical models. In this regard, only a few works were found in the literature [
8,
13]. Yan et al. [
13] proposed the use of a phase field (PF) simulation framework. The simulations were performed for a short time step and neglected for the whole duration of the process with the corresponding temperature field variation. The PF framework proposed by Rizza et al. [
8] introduced a representation of the working conditions of the PBF-EB process, including temperature evolution and working time. The model proposed by Rizza et al. [
8] was validated against an experiment with a good estimation of the neck radius.
However, both models neglected to consider the influence of the particle diameter and diameter ratio on the neck radius/growth. Moreover, the rigid body motion (RBM) of the particles during the sintering has been neglected. However, this last assumption is common in the literature because the implementation of RBM is challenging.
Because of that, in most cases, the RBM is neglected [
8,
13,
14,
15,
16]. Other works have used an advection term to implement the RBM [
17,
18,
19,
20,
21,
22,
23,
24,
25]. However, the simulations were performed using parameters with numerical values that do not involve any physical measurement or relationship with the sintering process conditions.
The current work proposes the use of several sets of PF simulations to investigate the effect of the particle dimension and the RBM constants on the neck dimension and growth ratio. The analyses are performed considering the characteristic sintering conditions of the PBF-EB process. After a sensitivity analysis, therefore, the fine-tuning of the RBM constants is driven by experimental observations.
2. Materials and Methods
The simulation of sintering during the PBF-EB process was conducted using a PF framework. PF allows the simulation of the system’s evolution without tracking the interface position or imposing any boundary conditions. In the PF model, the evolution of the system is described by conserved and non-conserved variables. Conserved variables bring information about the local composition of the system, such as the density or molar fraction of the system. Non-conserved variables bring information about the local structure of the system or the orientation in space. These could also be used to distinguish the different powder particles.
In the PF model, the system evolves toward the reduction in the system’s free energy. This energy is a function of conserved and non-conserved variables. The formulation of the system-free energy adopted in the current work was proposed by Wang [
17] and is reported in Equation (1):
The free energy of the system is the sum of three parts. The first term (f(c,η
i)) represents the bulk free energy. The second and the third represent the excess of energy at the solid vacuum interface and the particle boundaries, respectively. In Equation (1) k
c and k
ηi represent two coefficients used to scale the gradient of the conserved and non-conserved variables, respectively. A detailed description of these terms can be found in [
8]. The system-free energy of Equation (1) is a function of the conserved variable c and the non-conserved variable η. In the current work, c represents the density of the system. It assumes a value of 1 inside the solid material and 0 outside. The non-conserved variable η represents the system’s morphology and is used to identify the powder particles uniquely. It assumes a value of 1 inside the i
th particle and 0 over the rest of the domain. The evolution in time of the conserved and non-conserved variables is described by the Cahn–Hilliard and Allen–Cahn equations, reported in Equations (2) and (3), respectively.
Both Equations (2) and (3) are made of two parts. The first represents the atom mobility, related to the diffusion of atoms during the sintering phenomena. In Equation (2), the term
M represents the concentration mobility tensor. The term
L in Equation (3) represents the order parameter scalar mobility. Further details about this part can be found in [
8]. The second term is related to the mobility of the particles.
vadvi represents the advection velocity of the i
th particle toward the other particles. The formulation adopted in the current work was first proposed by Wang [
17]. The advection velocity is mainly composed of the translation and rotation of the particle’s center of mass, as highlighted in Equation (4).
In this equation,
vti represents the translation velocity, and
vri represents the rotation velocity. These quantities are detailed in Equations (5) and (6).
m
t and m
r represent the translation and rotation mobility coefficients. V
i represents the volume of the particle.
x and
xci represent the position vector and the position of the center of mass of the particles, respectively.
Fi and
Ti represent the force and the torque acting on the particles, respectively. These are evaluated with a volume integration, as reported in Equations (7) and (8)
d
Fi represents the force density between the particles. The formulation of this force was proposed by Wang [
17] and is reported in Equation (9).
k and c
0 represent the stiffness constant and the equilibrium concentration, respectively. The product ⟨η
iη
j⟩ is defined in Equation (10).
where c
GB is a threshold concentration value that locates the grain boundary interface of the particles.
These equations were implemented in the multi-physics object-oriented simulation environment (MOOSE) [
18,
19], an FEM simulation environment developed at Idaho National Lab. While the Allen–Cahn is directly implementable in MOOSE, the Cahn–Hilliard is a fourth-order differential equation that can be implemented using the split form, reported in Equations (11) and (12).
where μ represents a supporting variable. Further details about the implementation of these equations are reported in Ref. [
8].
A series of simulations were conducted to investigate different parameters. PF simulation considered only bi-dimensional simulations to reduce the computational power [
20].
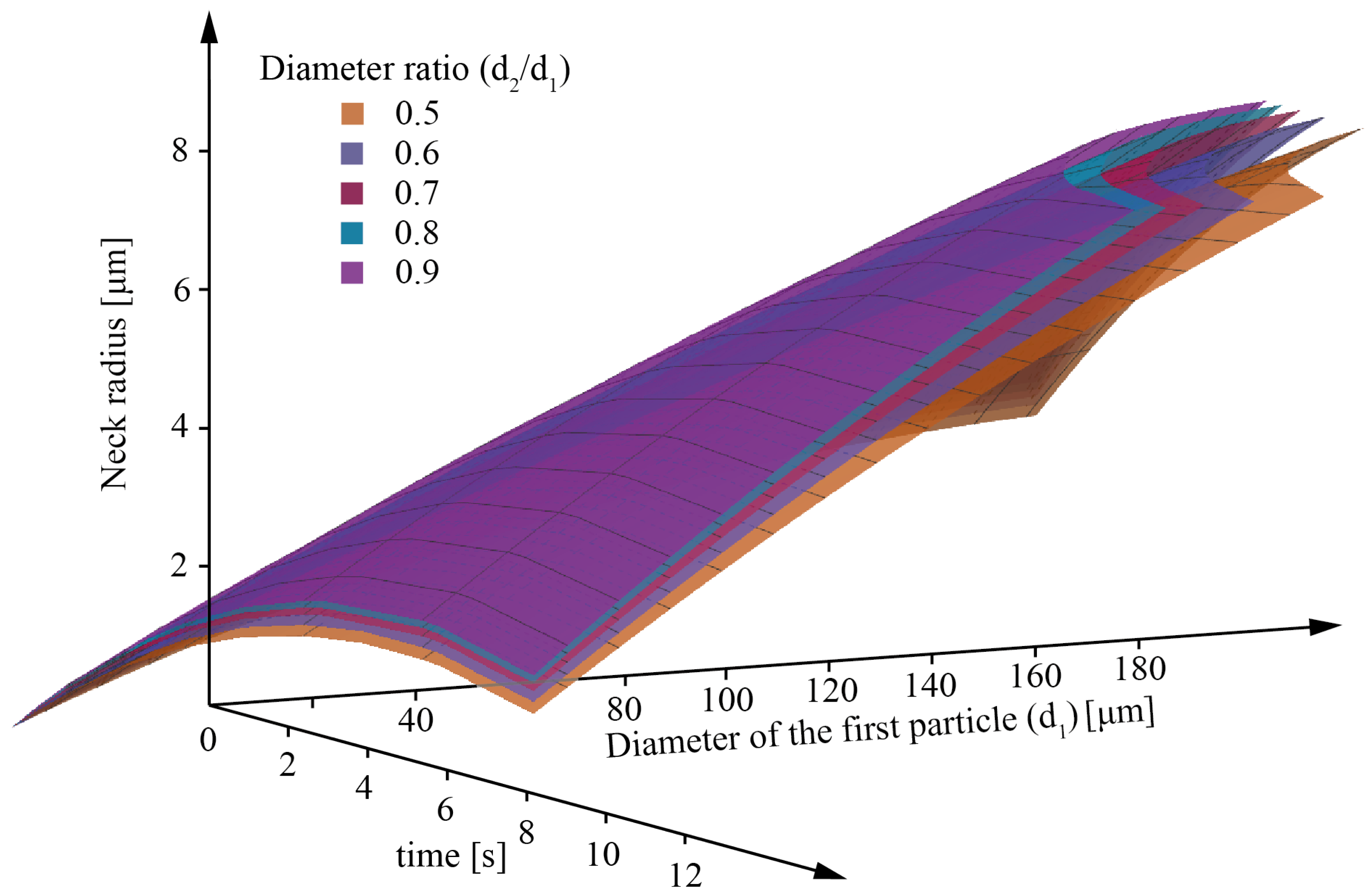
2.1. SET A: Influences of Particle Diameter and Particle Diameter Ratio on the Neck
SET A collects all simulations conducted to investigate the influence of particle diameter and particle diameter ratio on the neck among the particles and the neck growth ratio. In this case, the contribution of the RBM of the particles was neglected.
Only couples of powder particles were considered. The diameter of the first particle (d
1) is the particle with the larger diameter in the couple and varied between 80 μm and 140 μm in steps of 15 μm. The diameter of the second particle (d
2) varied accordingly to obtain a diameter ratio d
2/d
1 from 0.5 to 0.9 in steps of 0.1. The examined factors were, therefore, the diameter of the first particle and the diameter ratio. The full factorial design of experiment (DoE) plan is reported in
Table 1.
The dimensions of the domain were varied according to the dimensions of the powder particles couple. In particular, the height of the rectangle was set as equal to the diameter of the largest powder particle, and the base was chosen to be equal to the sum of the powder particle diameters. In addition, the size of the domain was increased symmetrically by 10 μm to avoid the boundary effect on material diffusion. A mesh dimension of 1 μm was adopted at the beginning of the simulation and was automatically adjusted at the particle boundary [
21]. The elements adopted for the mesh were quadrilateral elements with four nodes (QUAD4).
These simulations were carried out for 9.5 s. The temperature was imposed over the domain and modelled according to Equation (13), adapted from [
8].
The material properties adopted for the simulations are reported in
Table 2.
The influence of the factors under consideration was investigated using the analyses of variance (ANOVA). From these results, the response surfaces depended on the investigated factors that were obtained. These analyses were conducted using the software Minitab 17.
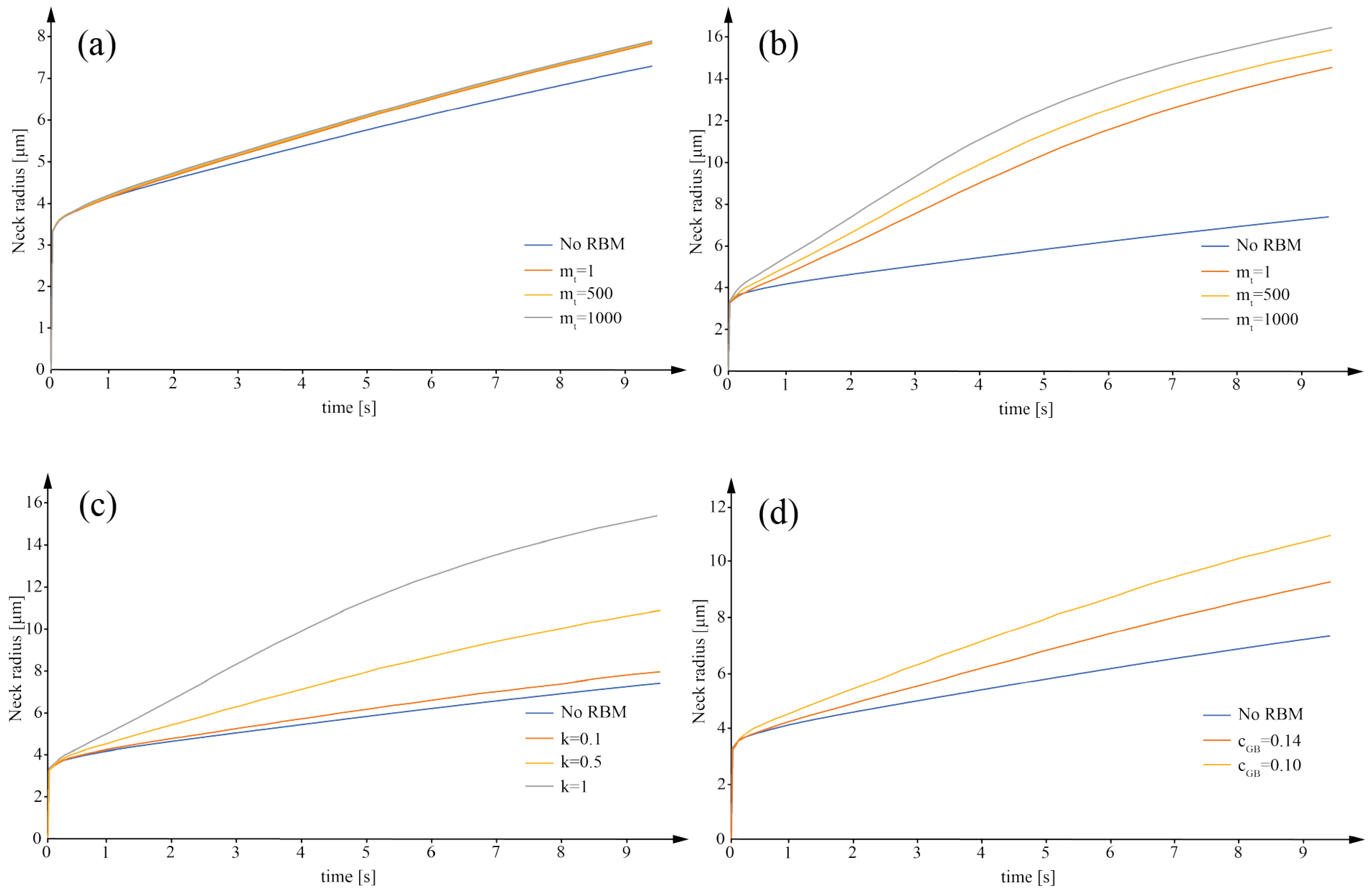
2.2. SET B: Influences of RBM on the Neck
SET B collects all the simulations conducted to investigate the influence of the RBM parameters by varying only the parameters related to the RBM of the particles.
It should be considered that the rigid motion of powder particles during sintering is governed by many parameters, such as the threshold concentration (cGB) (Equation (10)), the equilibrium concentration (c0) (Equation (9)), the stiffness constant (k) (Equation (9)), the translation mobility (mt) (Equation (5)), and the rotation mobility (mr) (Equation (6)).
Under the hypothesis of perfect and smooth spherical particles, the contribution due to the rigid rotational motion (second term in Equation (4)) can be neglected [
24].
According to Ref. [
17], the equilibrium concentration c
0 can be considered 1. c
GB, k, and m
t were varied in a reasonable range, obtaining four sets of simulations (
Table 3).
The simulations were conducted considering bi-dimensional simulations of circular (spherical in three dimensions) powder particles. A rectangular domain with dimensions of 170 μm × 90 μm was considered. The mesh dimension was set as equal to 1 μm and the elements adopted were quadrilateral elements with four nodes (QUAD4).
Two Ti6Al4V powder particles with a diameter of 80 μm were considered. The material properties adopted for the simulations are reported in
Table 1. The temperature of the system was varied according to Equation (13).
After identifying the effect of the variables on the particles’ RBM, the results were adopted for experimentally analyzing the sintering behavior during the PBF-EB process. With this aim, the experimental approach proposed in Ref. [
8] was used.
2.3. SETs C and D: Tuning Based on Experimental Data
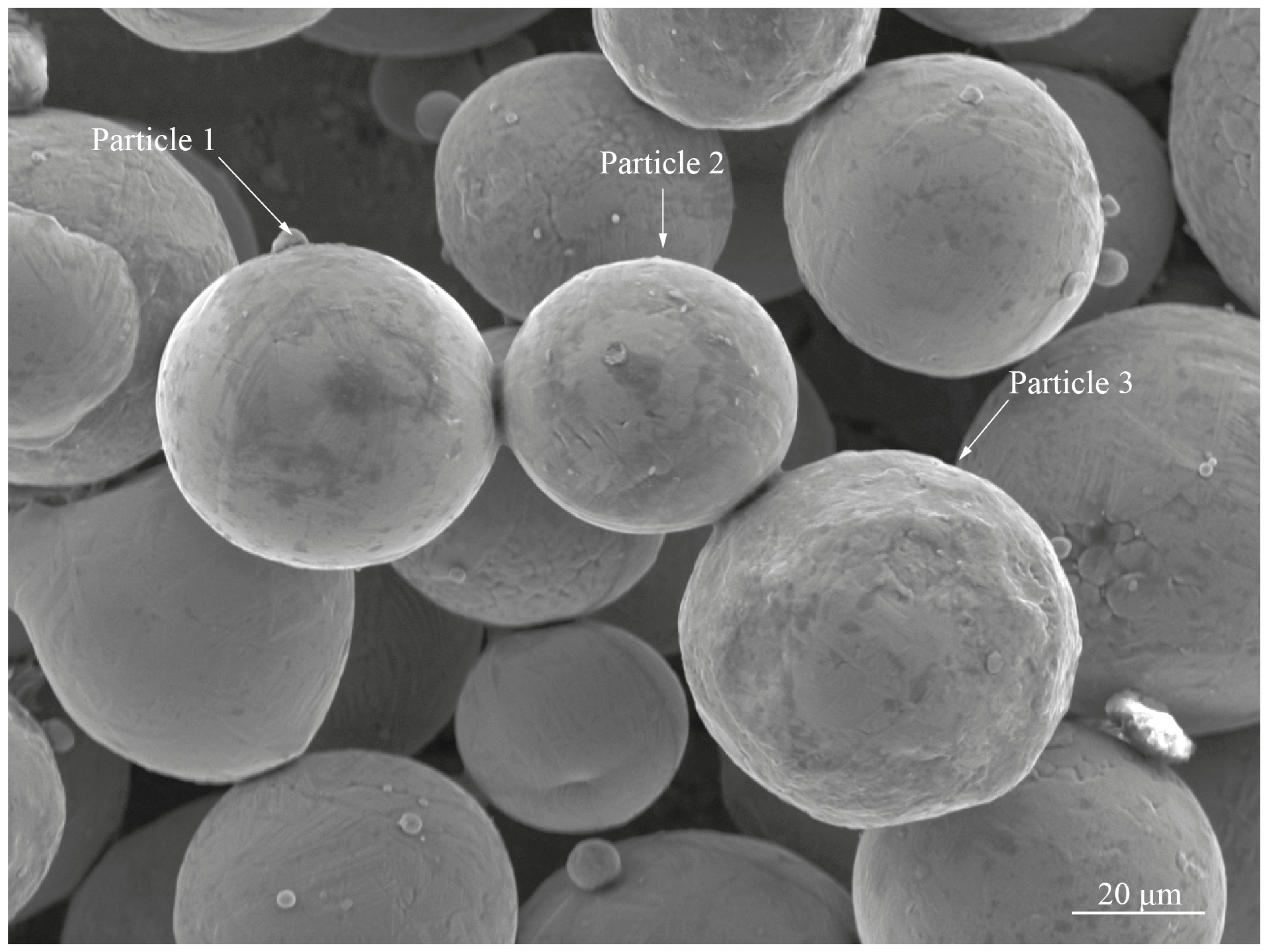
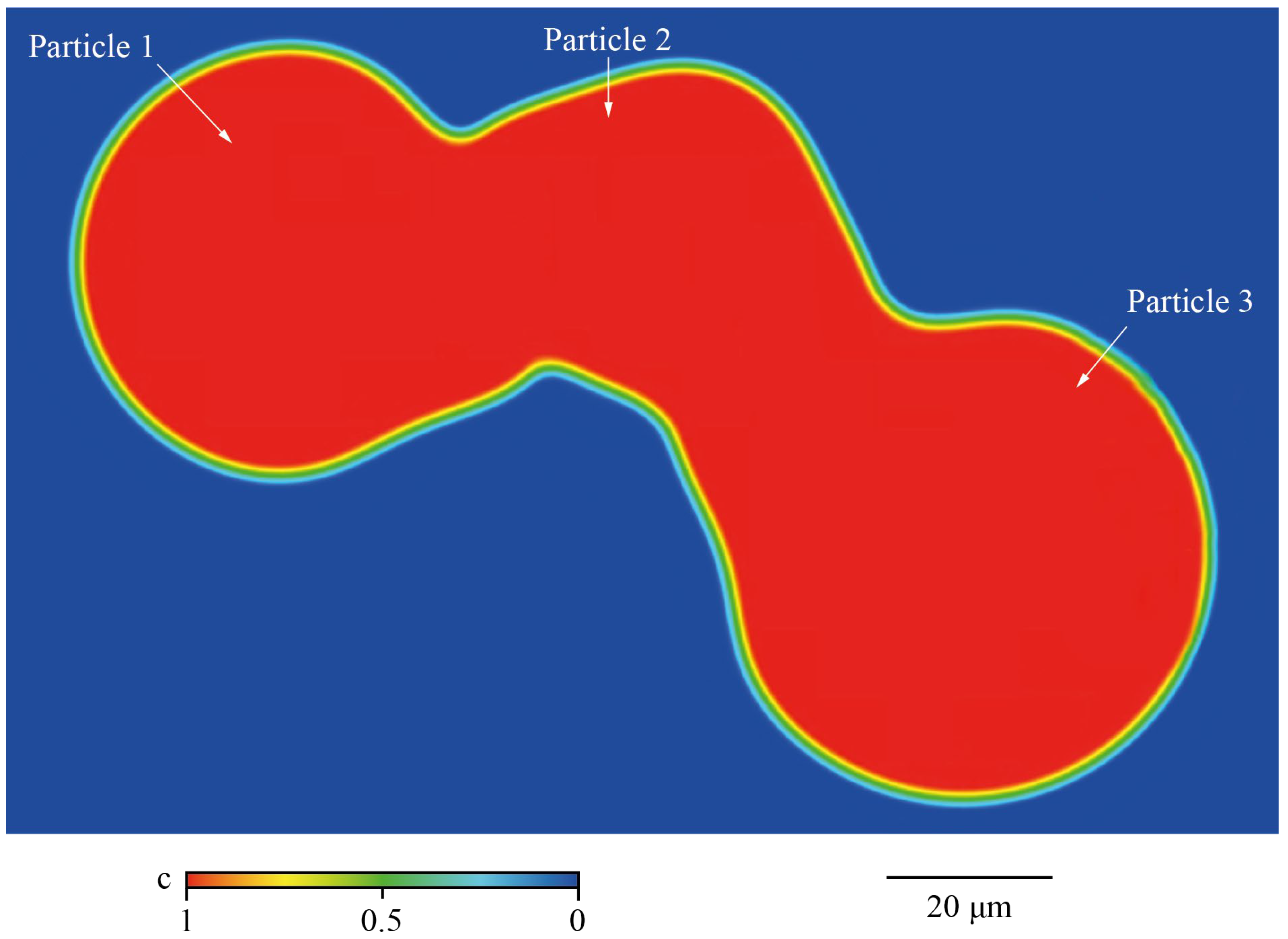
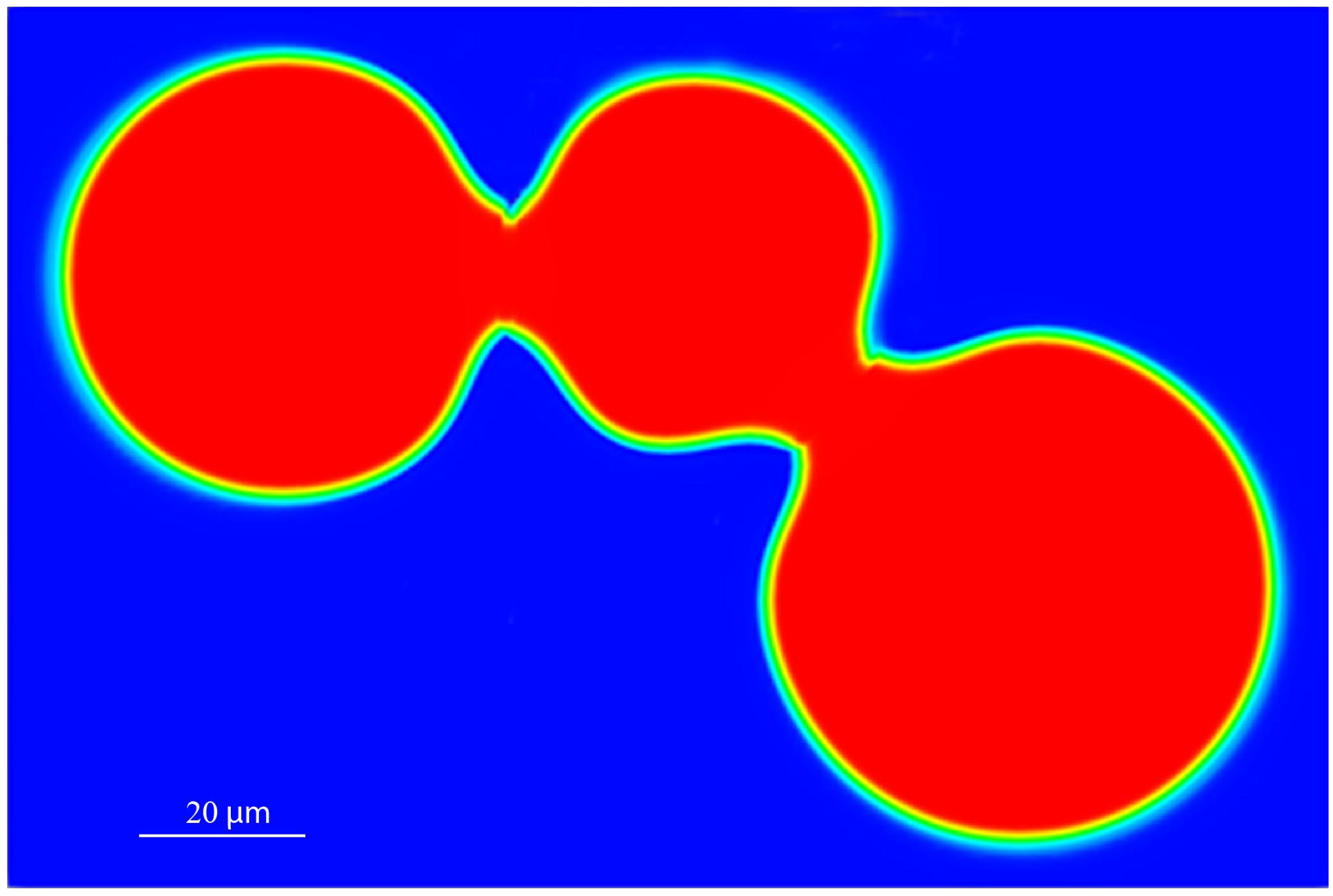
The experiment consisted of the deposition of three layers of powder, which were sequentially heated by the electron beam up to 1131 K to obtain the typical sintering degree achieved during a PBF-EB process. Before starting the powder distribution, the start plate was heated at 1131 K. For conduction from the hot start plate, after distribution, the powder layer reached the temperature of 982 K, causing the adhesion of the powder to the start plate. During the subsequent beam passages, the powder temperature linearly increased up to 1131 K. After heating the last layer, the sintered powder was cooled to room temperature using a helium flow. The experiment was performed in an Arcam A2X machine (Arcam AB, Mölnlycke, Sweden), a PBF-EB system. After the cooling, a sample of the start plate with the sintered powder on top (a cube with a 10 mm edge) was extracted using a wire electrical discharge machining (EDM). This sample was inspected using an SEM (Philips XL30 ESEM, Amsterdam, The Netherlands,), and a trio of particles connected by a sintering neck were extracted. The ImageJ software was adopted to inspect the images obtained with the SEM and measure the dimension of the powder particles and the neck among the particles.
From these data, a set of simulations was conducted to identify a suitable combination of cGB, k, and mt that produces a neck dimension equivalent to that identified experimentally (SET C). The variables were varied according to the previous result from SET B.
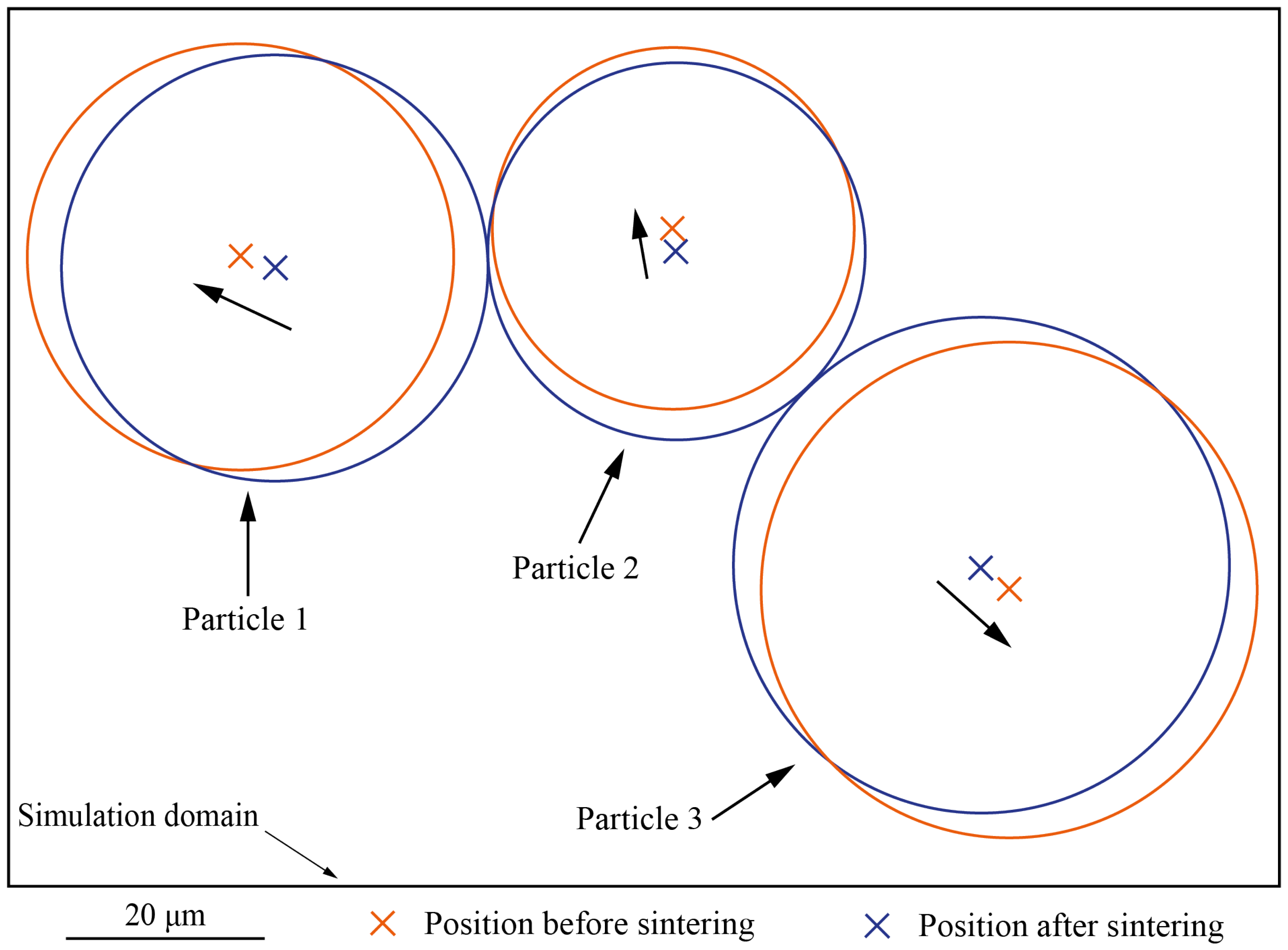
The second set of simulations was conducted to identify the proper position of the centers of the powder particles before the translation owed to the RBM during sintering (SET D).
For all these simulations, the material parameters are reported in
Table 1. The temperature model adopted for simulating the thermal conditions during the experiment was obtained from the measures collected by the thermocouple positioned below the start plate (Equation (14)). The temperature of the powder particles increases linearly during preheating, due to heat transmitted from the substrate (the start plate) and the energy provided by the electron beam. The start plate operates as a heat accumulator that contributes to maintain a constant temperature of 1131 K. The preheating was performed for 9.5 s, while the temperature of 1131 K was maintained at a constant during the processing of the three layers for 60 s. After this time, temperature decreases to the environment temperature with a parabolic profile.
The simulation domain was 152 μm × 101 μm and was adopted for all the simulations. A mesh size of 1 μm was assumed and automatically adjusted at the particle boundary interface.
4. Conclusions
For the PBF-EB process, sintering among the powder particles plays a key role. The net created by the neck formation during the sintering helps dissipate the charges and prevents the build-up of negative charge of the powder particles. In addition, the sintered material around the melted area distributes the heat, avoiding heat accumulation or a high thermal gradient that could promote crack formation or stress formation [
25]. Therefore, for extremely brittle materials, such as tungsten, the aim of the sintering step is to maintain the entire build above the brittle-to-ductile transition temperature.
The current work uses PF simulations to investigate the influence of the processing parameters on the neck radius among the powder particles. In particular, the effect of the particle diameter and the ratio among the particle diameter was investigated with a DOE. The statistical analyses of the results of the DOE showed that the particle diameter strongly influences the neck radius obtained at the end of the simulation. The ratio between the particle diameters, in the range of the investigated values, has less influence on the neck. The particle diameters ratio has been selected to parameterize the response surfaces models of the neck growth as a function of the diameter of the first particle and the time of sintering (temperature evolution).
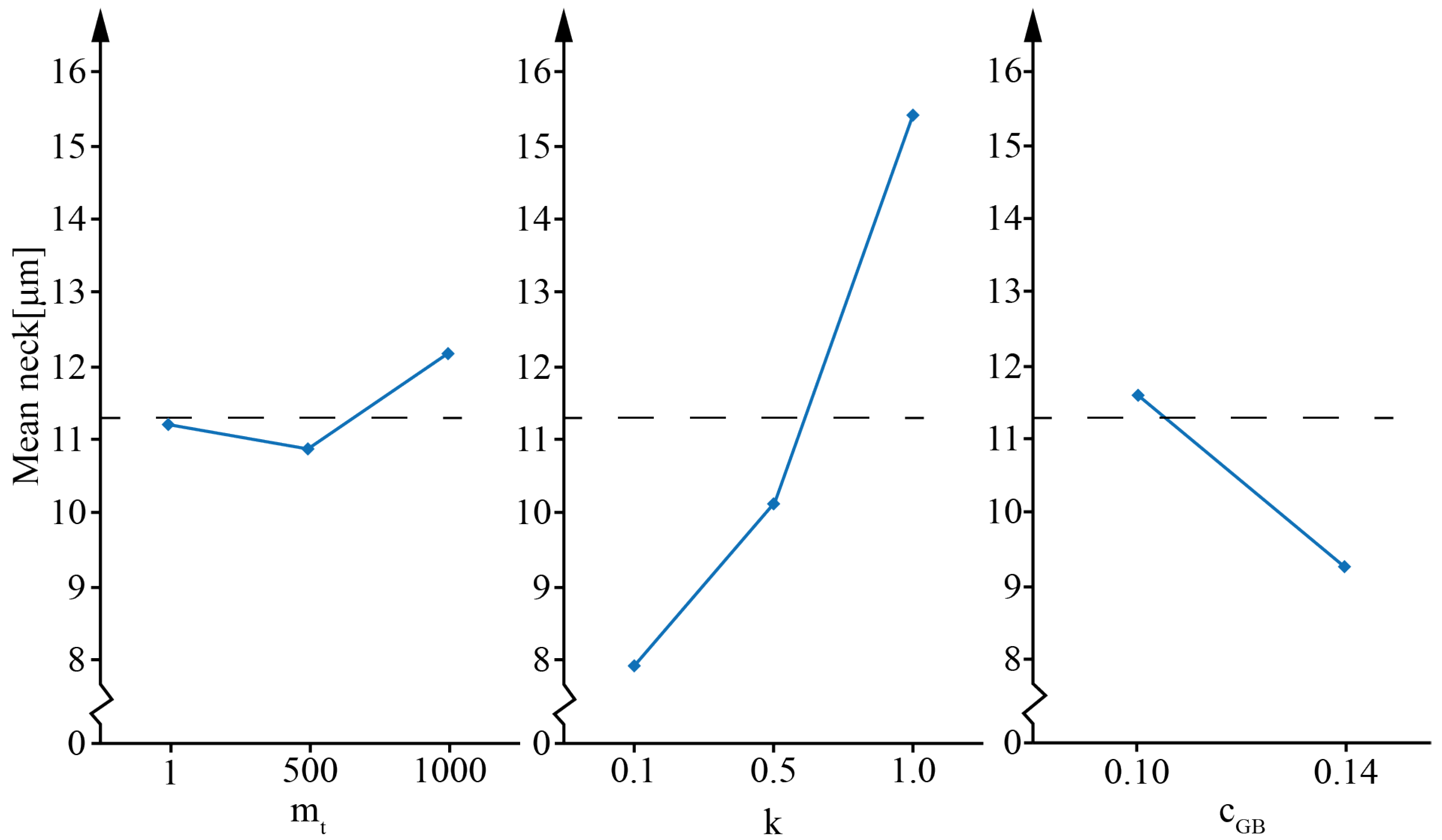
When the mechanical aspects of particle motions are considered in the sintering model, it is crucial to consider two aspects properly. The first one is the values of the constants describing the RBM of the powder particles during sintering. Preliminary analyses showed the following:
The interaction of mt and k strongly influences the neck radius.
The stiffness constant significantly influences the neck radius dimension.
A growing value of the threshold concentration (cGB) produces a smaller value of the neck radius due to a delay in the RBM of the particles.
The identified values were found to be dependent on the temperature load and, therefore, from the PBF-EB process. In particular, these values were found to be different from the literature values. However, the literature models were far from describing the sintering process in PBF-EB.
The second aspect is the initial position of each particle center. In this work, this second aspect has been addressed through fine-tuning driven by experimental data on sintering.
Once the RBM constants were established, a more reliable simulation could be performed by considering the actual shape of the particles and the initial layout of the particles as representative of the powder bed. For the PBF-EB process, the processability of non-spherical particles has been demonstrated [
25]. In this case, the RBM analysis should also consider the contribution of a rotation of the particle’s center of mass. This motion is derived from a torque created by asymmetric force densities generated during the sintering of particles with an irregular or asymmetric shape [
24]. Regarding the initial layout, reliable information could be obtained by choosing a larger domain (thousand particles) in which the geometrical feature could be described by advanced measurements such as computed tomography.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}