
Linear Friction Welding of Abrasion Resistant CPM 15V Tool Steel to an Alloyed Carbon Shovel-Tooth Steel



Abstract
:1. Introduction
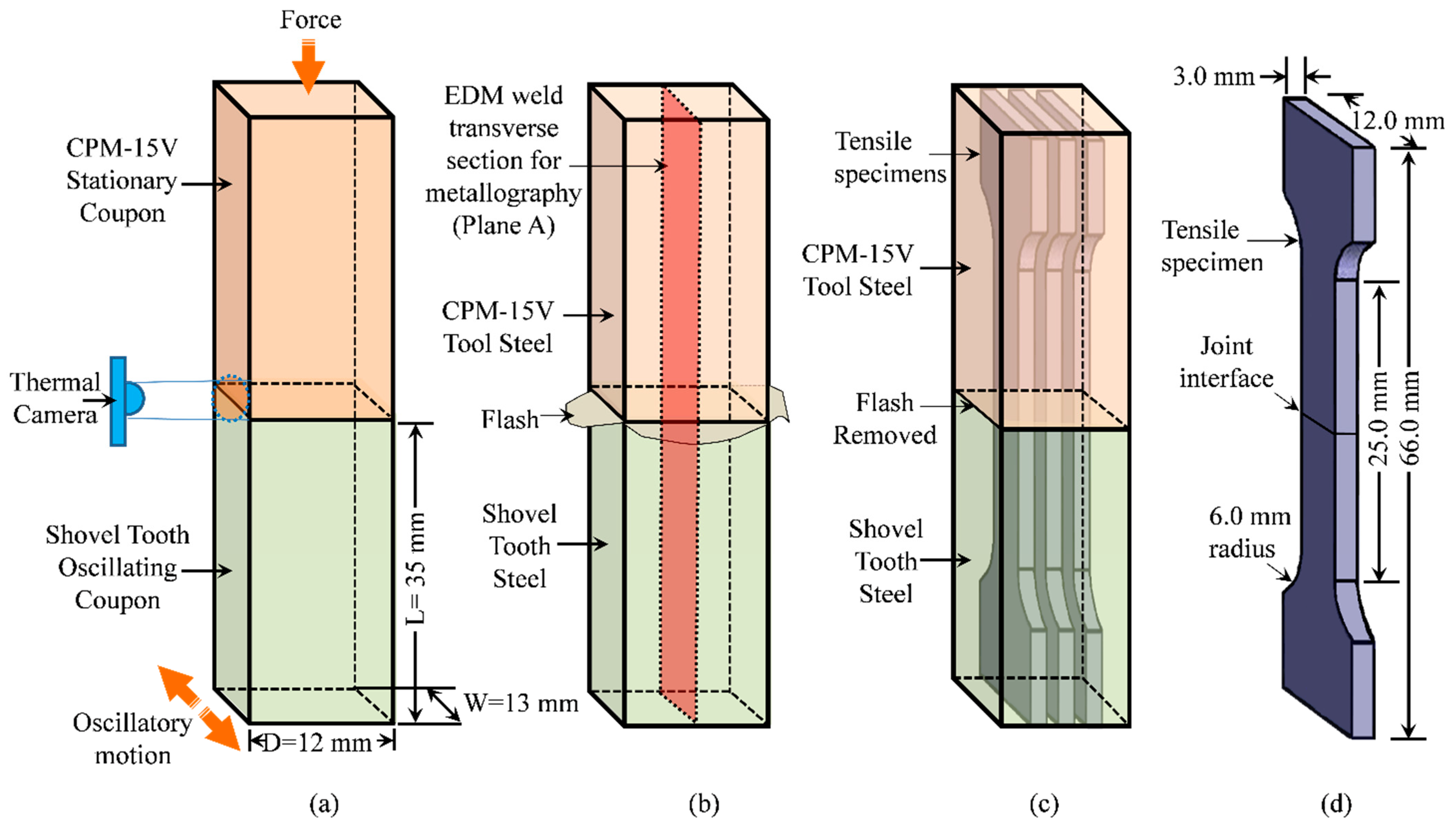
2. Experimental Procedures
3. Results and Discussion
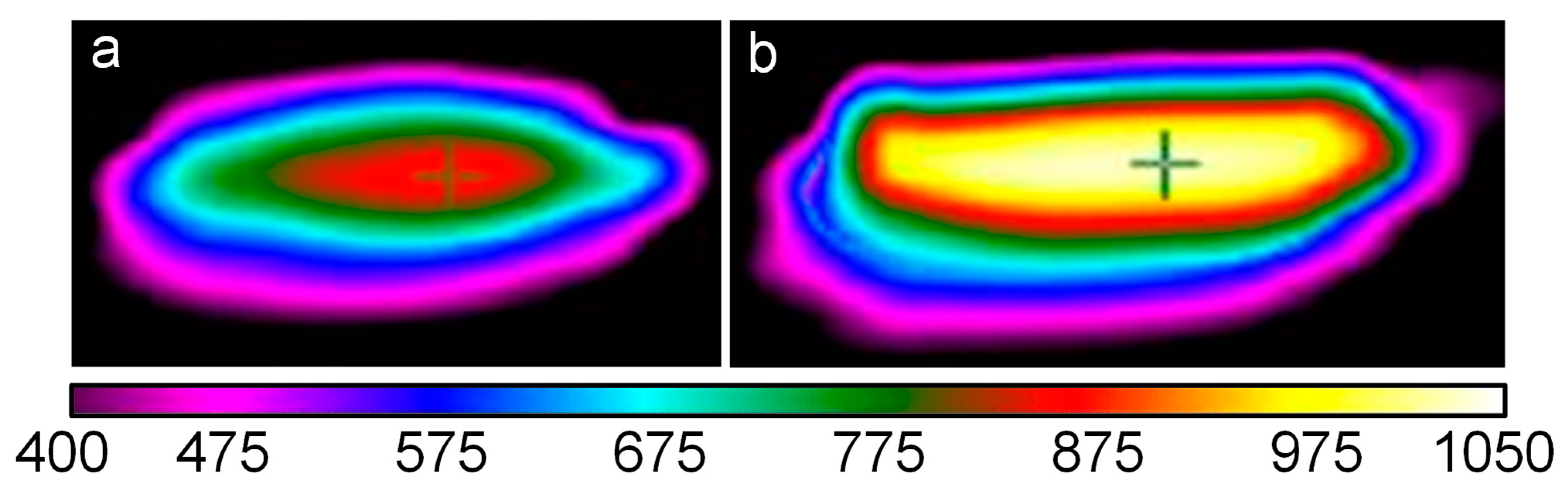
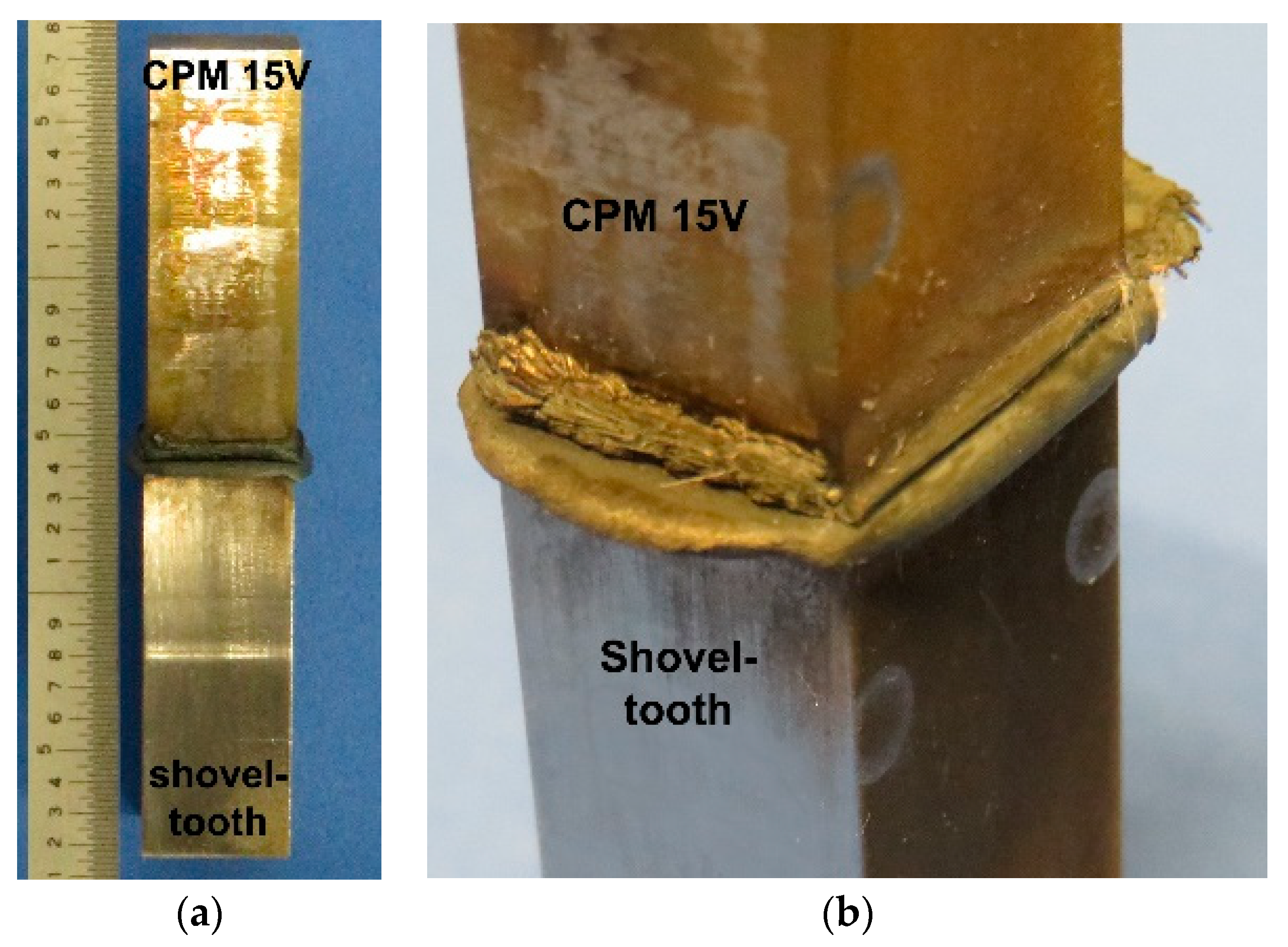
3.1. Thermal Conditions and Macroscopic Inspection
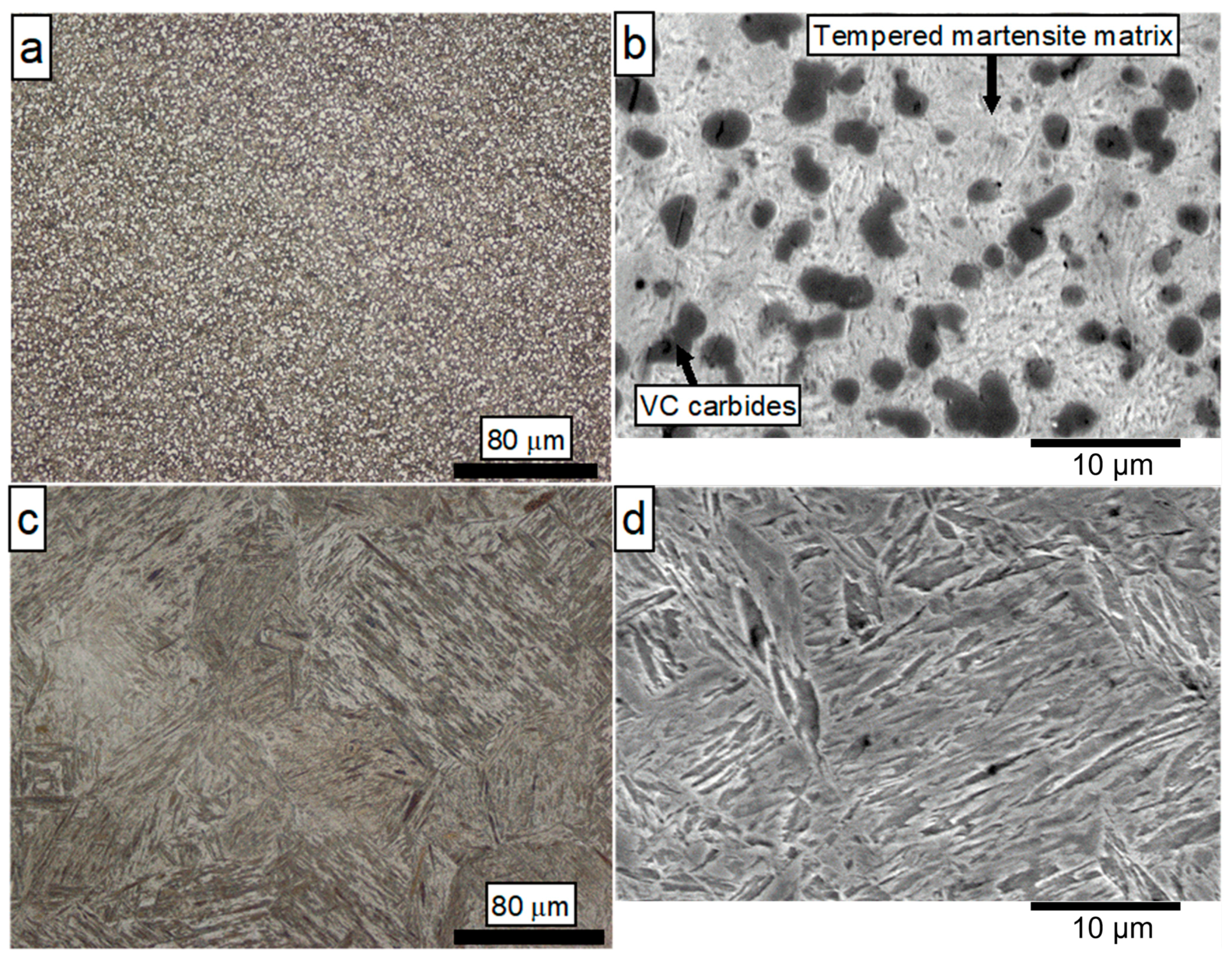
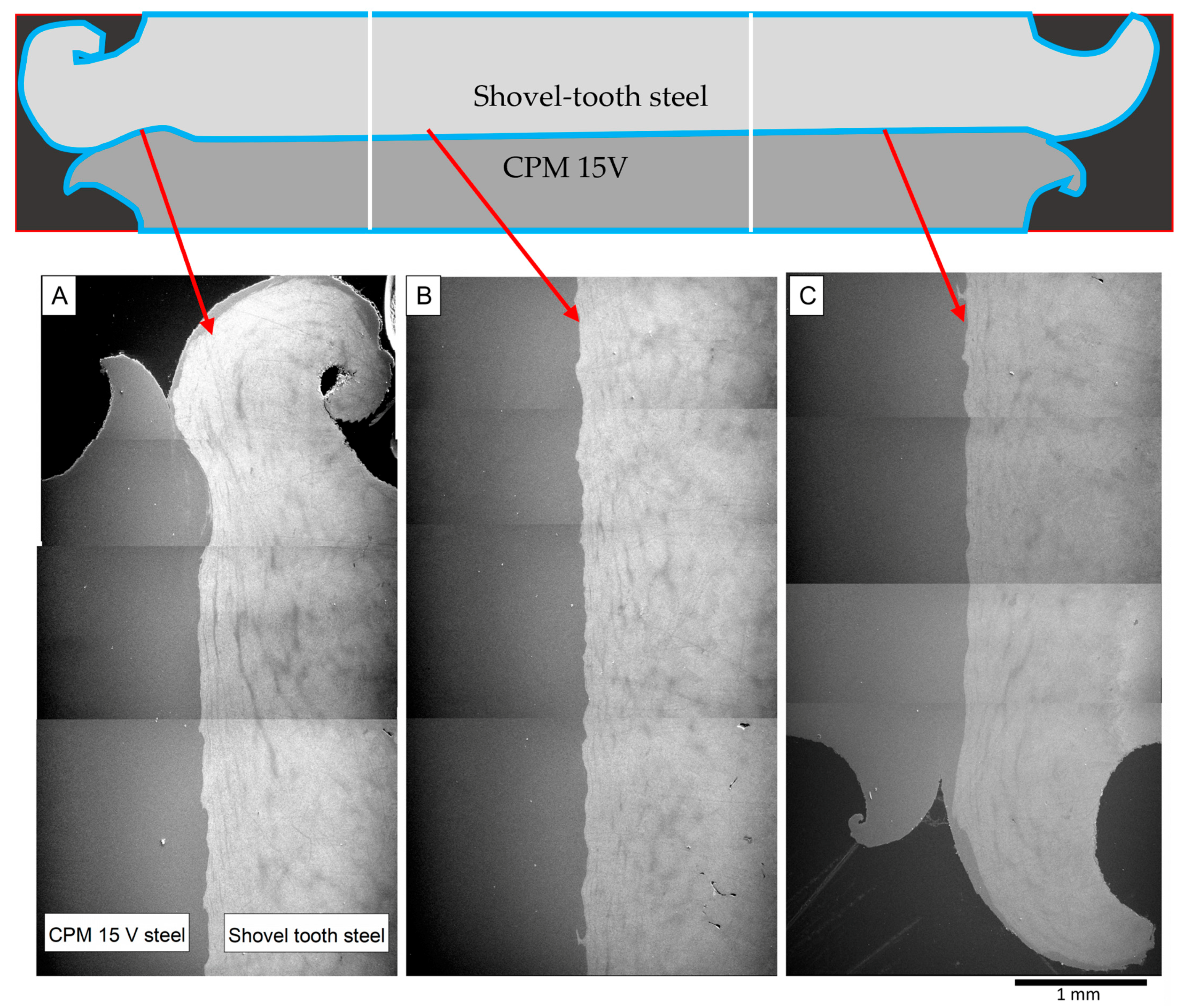
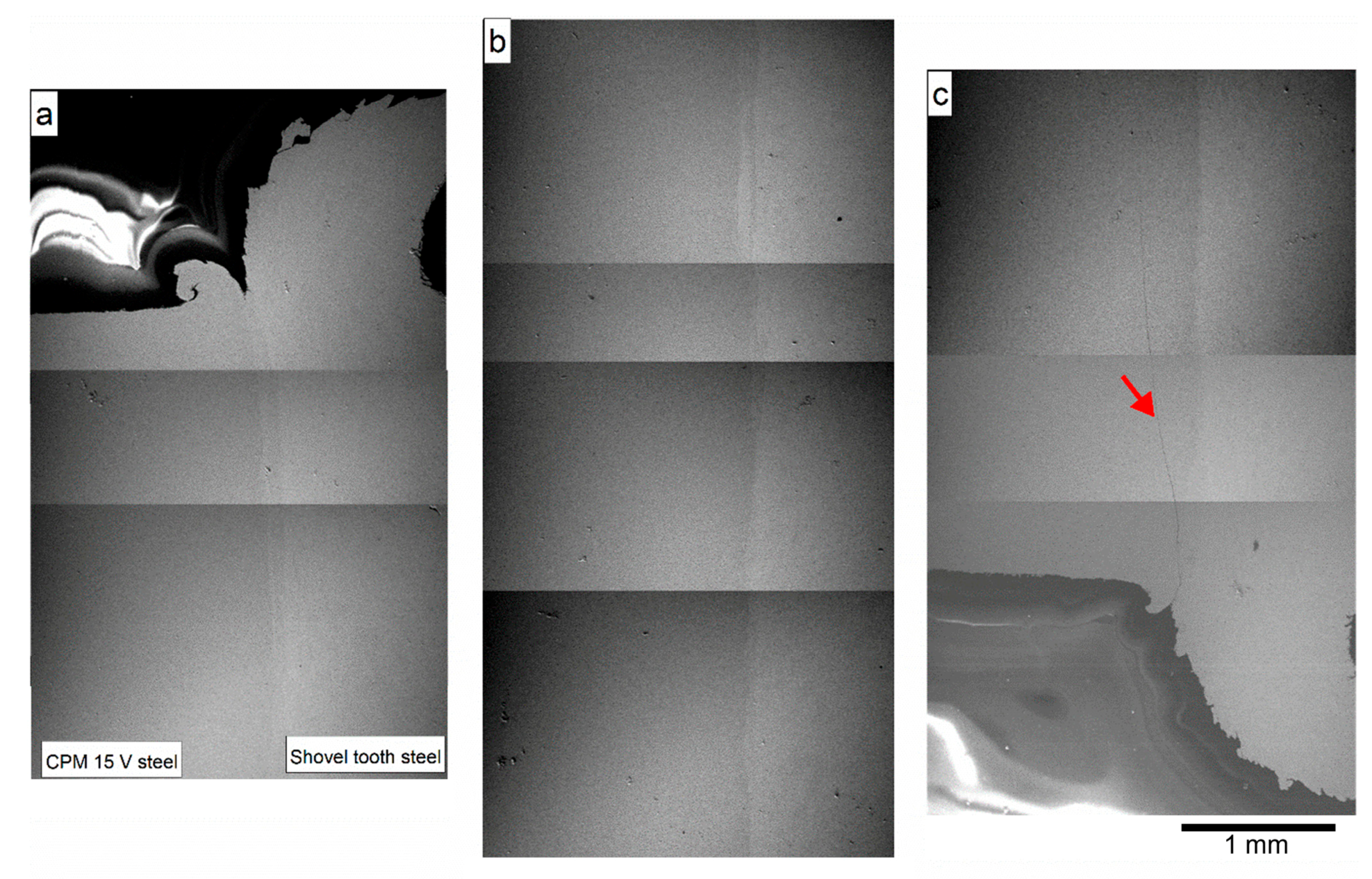
3.2. Microscopic Examination
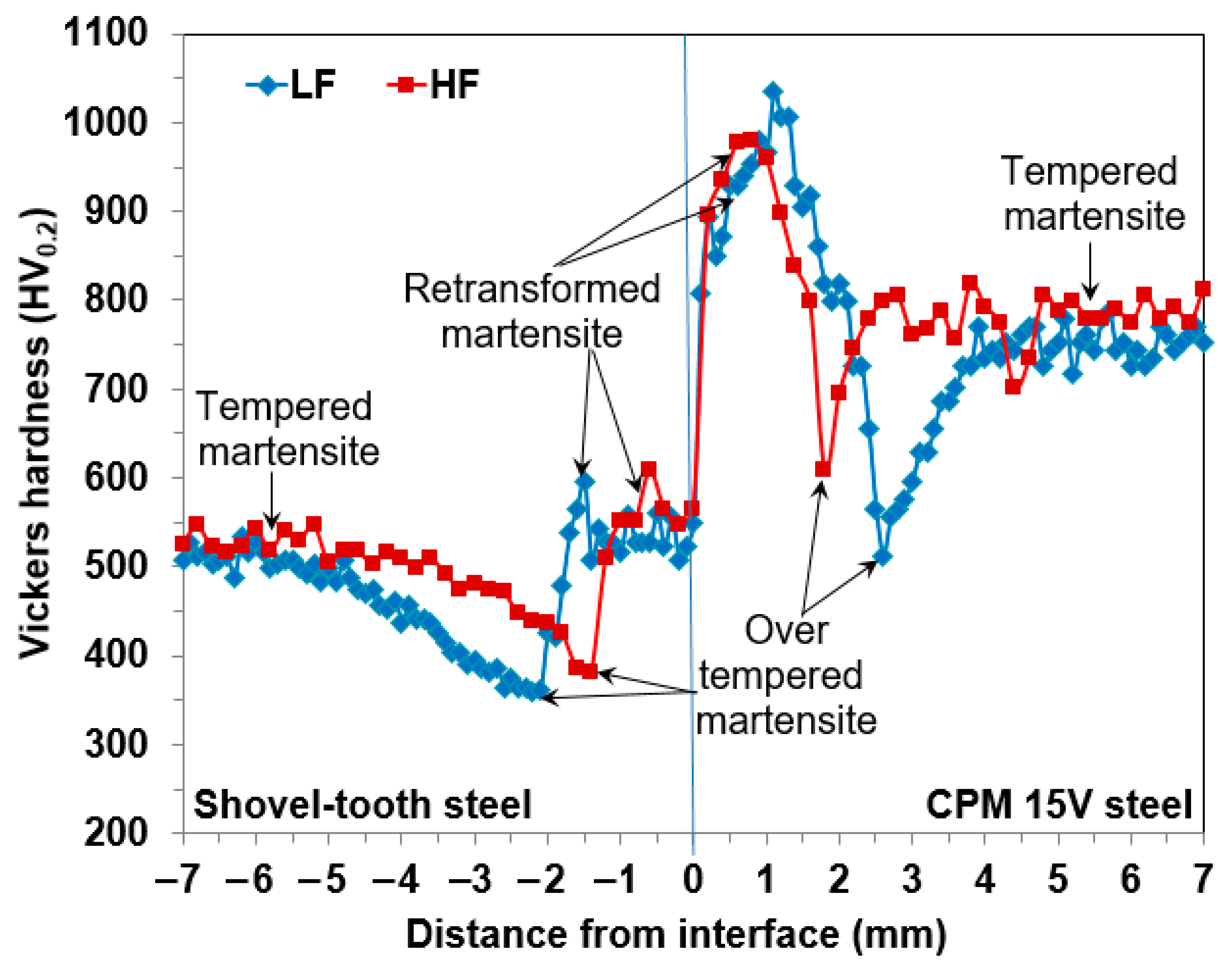
3.3. Microhardness
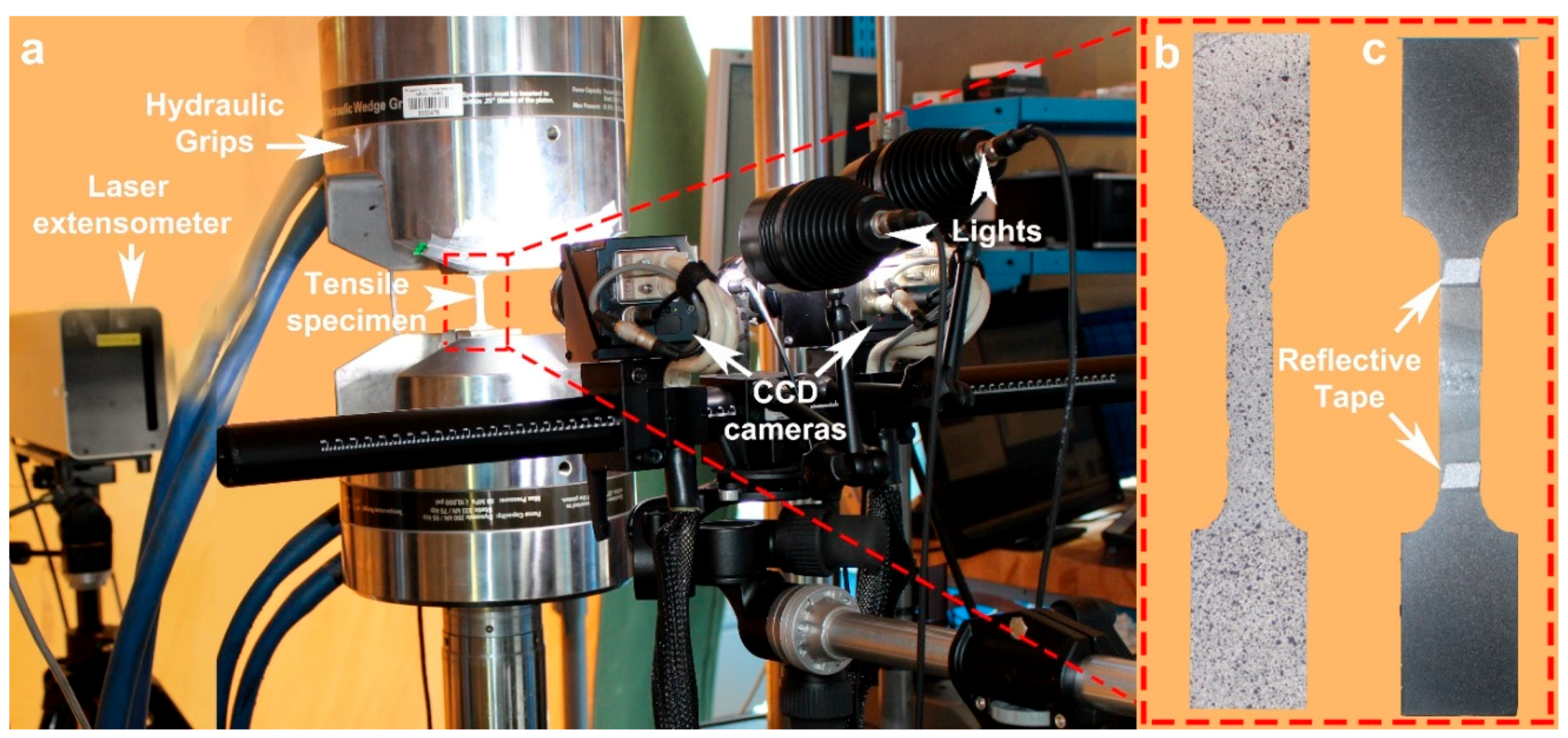
3.4. Tensile Properties
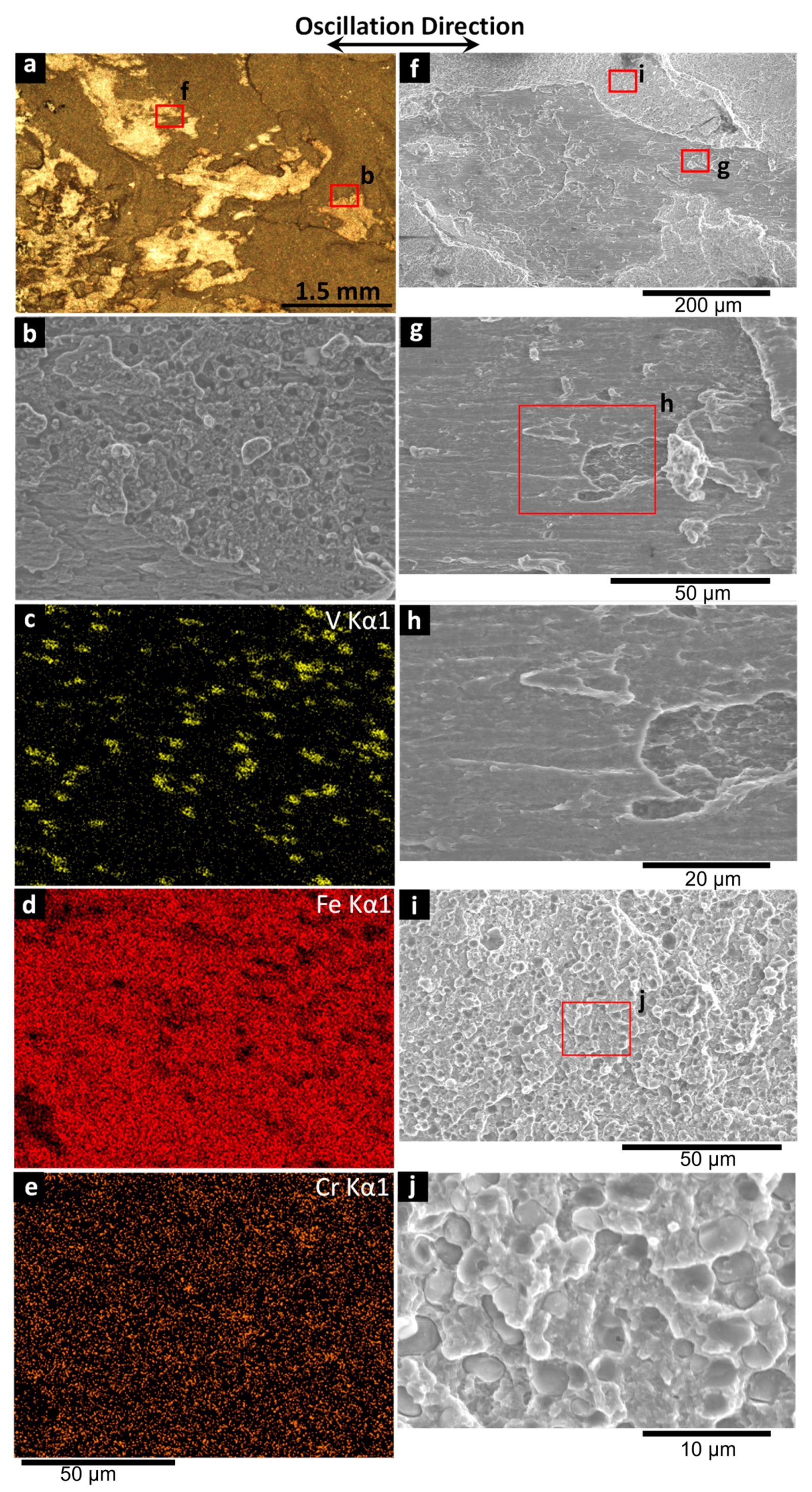
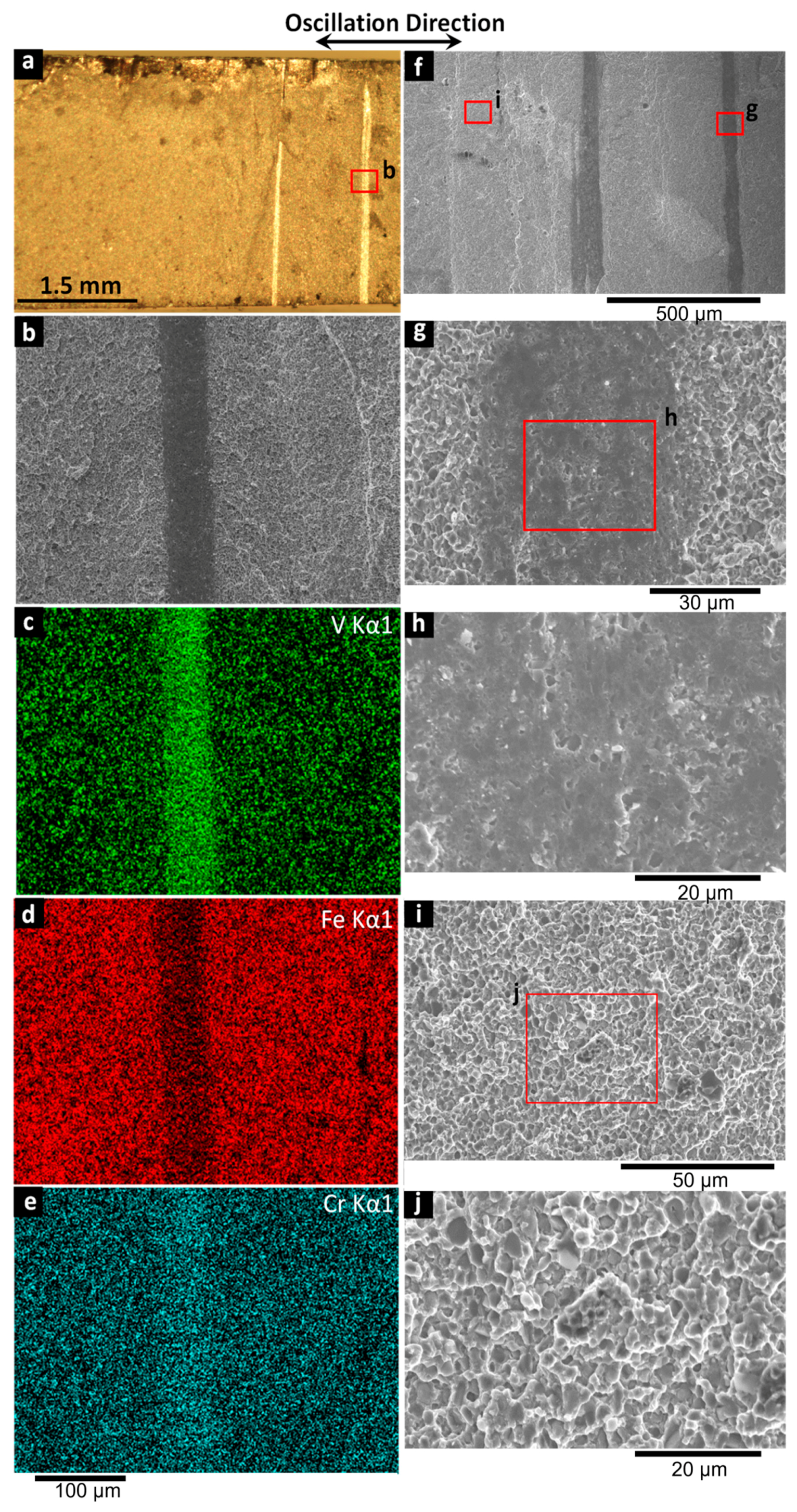
3.5. Fracture Surfaces
4. Conclusions
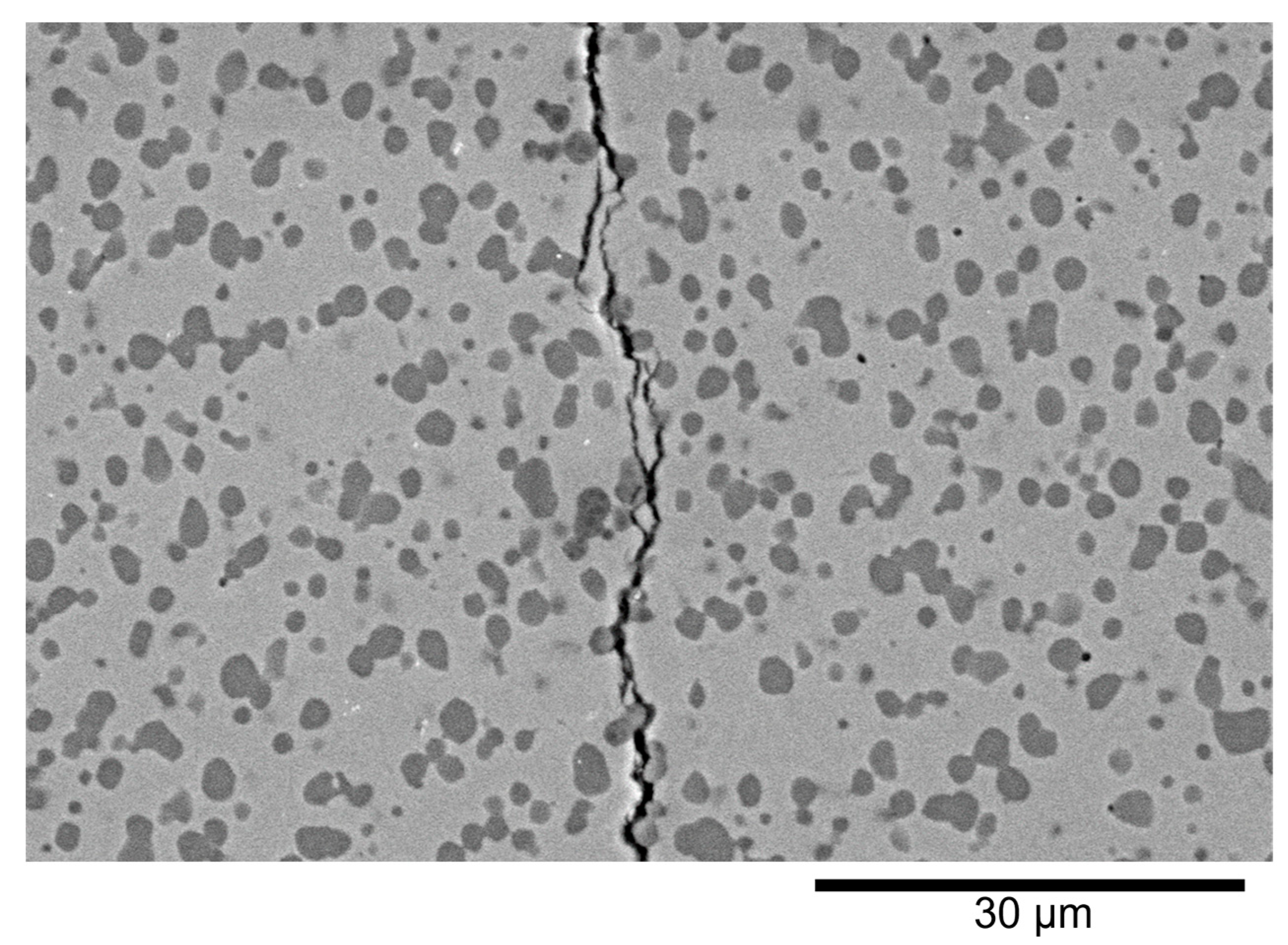
- Two conditions of interest were examined for LFW of the CPM 15V tool steel to the shovel-tooth steel, namely, low frequency (LF) and high frequency (HF). Both conditions resulted in a continuous joint interface that was intimately bonded without the presence of discontinuities, such as pores, voids, and/or cracks at the joint interface. However, the LF weld exhibited a crack that originated in the flash on the CPM 15V steel side and extended towards its heat-affected zone (HAZ); its occurrence was related to the lower maximum temperatures (and thus greater resistance to plastic deformation) achieved under the LF condition during LFW relative to the HF condition.
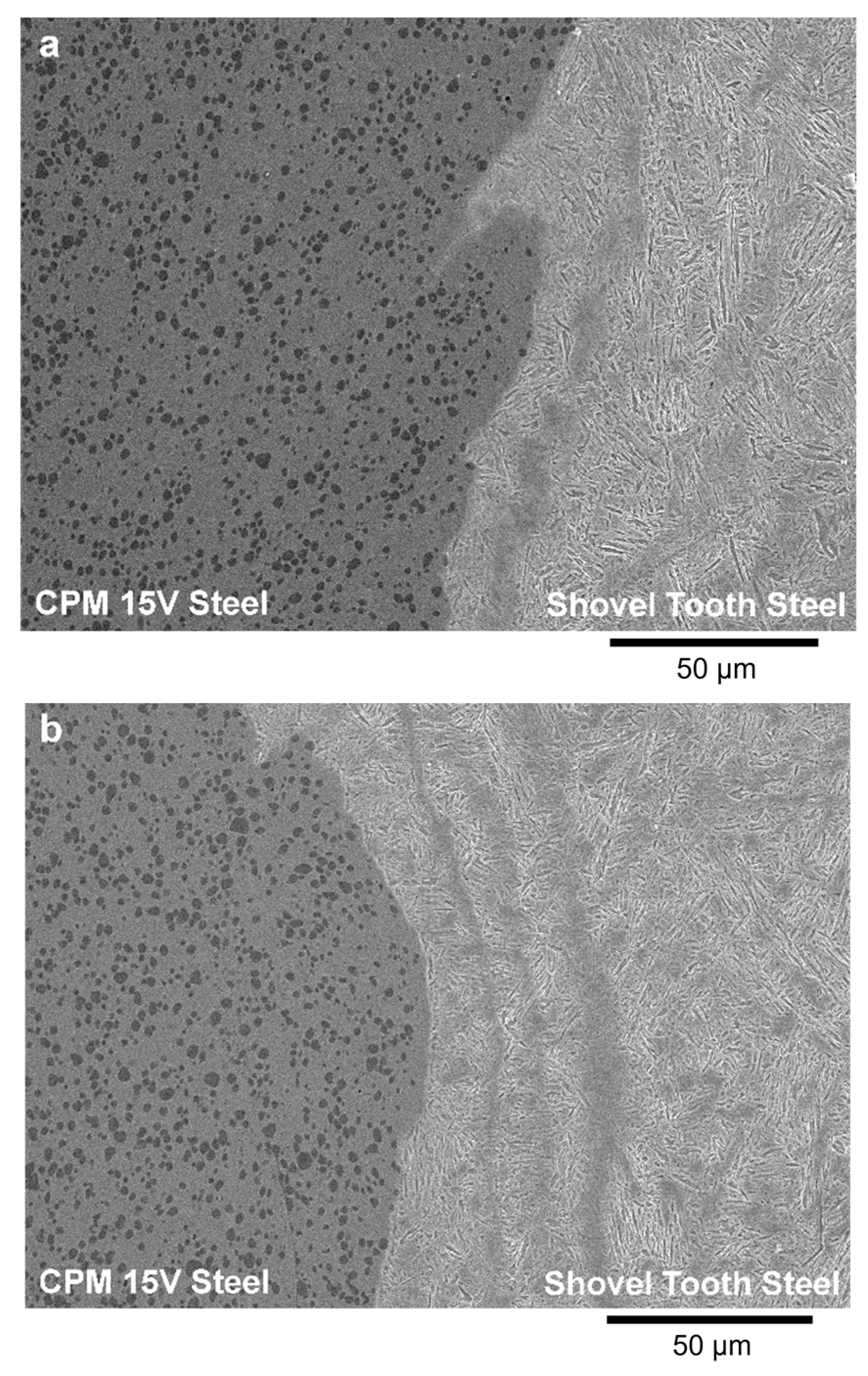
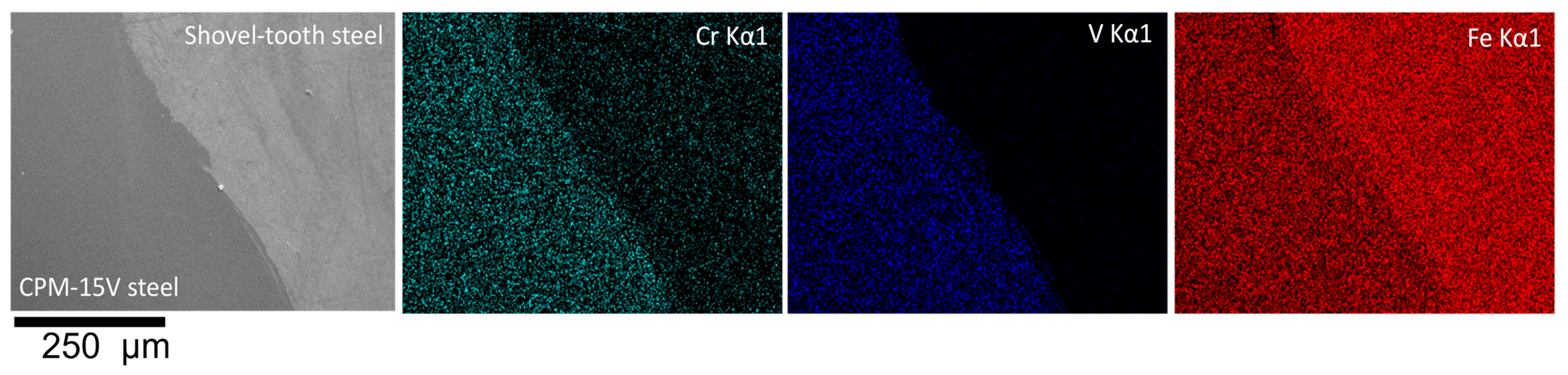
- A distinct interface remained at the initial joint interface between the CPM 15V tool steel and the shovel-tooth steel, indicating that long-range ordering on diffusion during LFW was insignificant across the interface due to the short times at elevated temperatures that limited element diffusion (as verified using energy X-ray dispersive mapping) and partitioning.
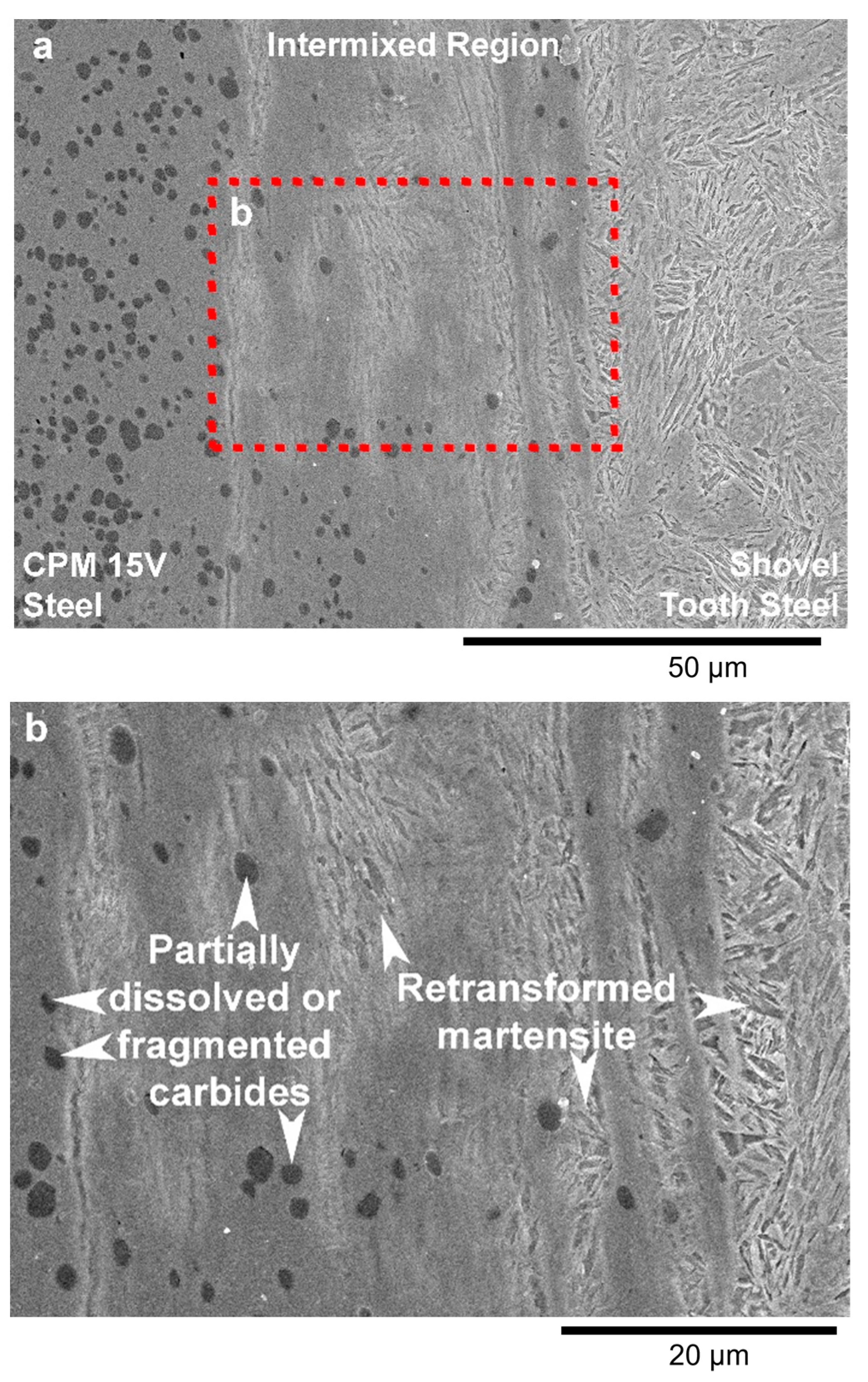
- The thermal history during LFW resulted in two main transformations in the HAZ and/or plastically affected zone (PAZ) of the LF and HF welds: dissolution/fragmentation of vanadium carbides on the CPM 15V side, and formation of retransformed martensite on the shovel-tooth side as well as in the matrix on the CPM 15V tool steel side. These transformations affected the hardness in PAZ/HAZ, with softening and hardening occurring on both sides of the joint interface due to over-tempering of the tempered martensite microstructure of the base materials and formation of retransformed (untempered) martensite, respectively.
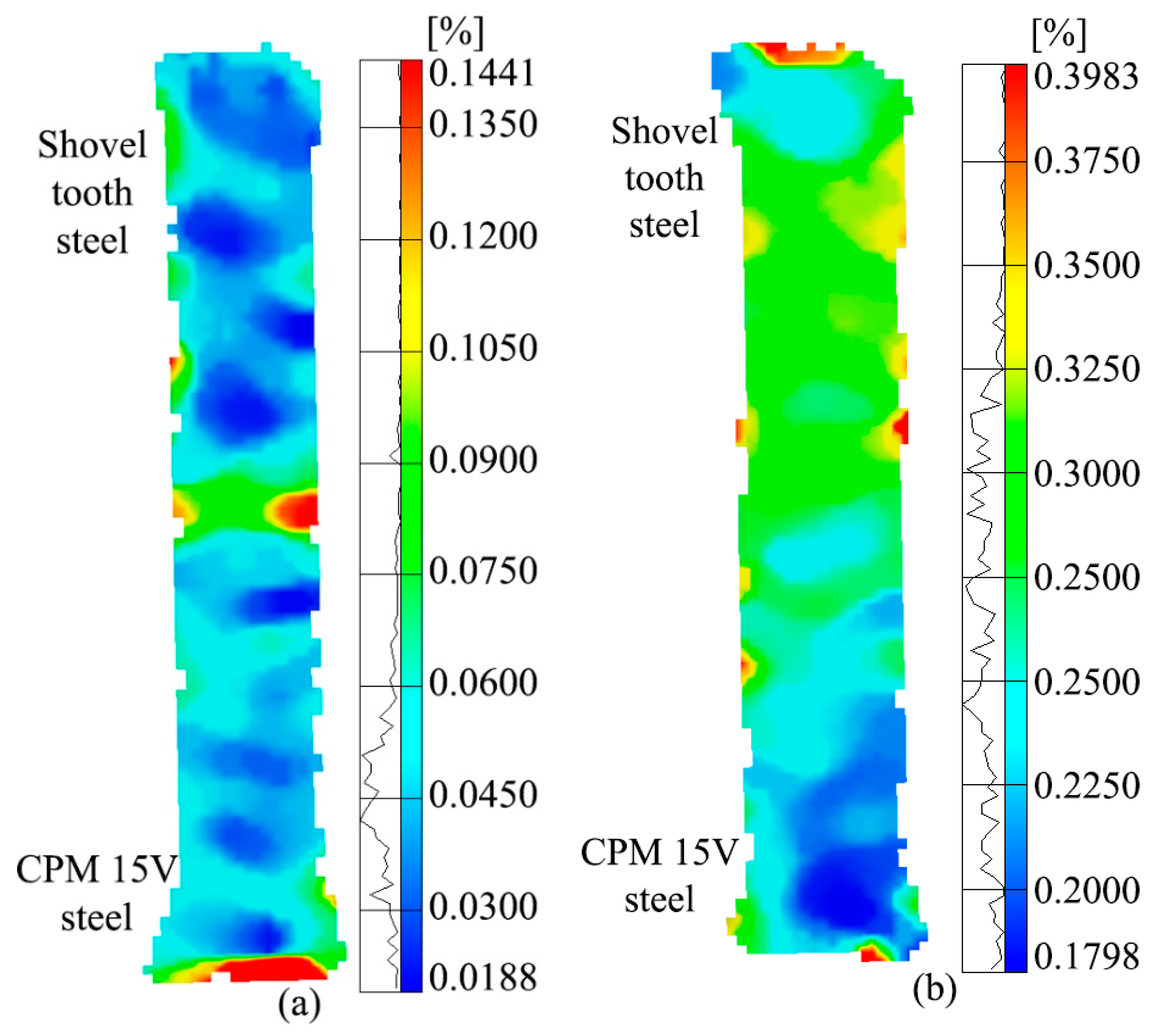
- The tensile strength and ductility of the dissimilar material joints were higher for the HF condition relative to the LF condition. Strain mapping using digital image correlation during tensile loading revealed rapid strain localization around the joint interface for the LF weld, whereas the strain distribution was relatively even in the HF weld.
- The fractured surfaces of the HF weld showed a higher fraction of matte areas exhibiting dimple rupture features relative to the LF weld that consisted of shinier (reflective) areas, which were related to brittle areas.
- Manufacturing of joints between dissimilar materials, namely, CPM 15V tool steel and a shovel-tooth steel, using LFW was shown to be feasible, and the properties are amenable for wear applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zambrano, O.A. A Review on the Effect of Impact Toughness and Fracture Toughness on Impact-Abrasion Wear. J. Mater. Eng. Perform. 2021, 30, 7101–7116. [Google Scholar]
- Maalekian, M. Friction welding–Critical assessment of literature. Sci. Technol. Weld. Join. 2007, 12, 738–759. [Google Scholar]
- Salamati, M.; Soltanpour, M.; Fazli, A. Processing and tooling considerations in joining by forming technologies; part B—Friction-based welding. Int. J. Adv. Manuf. Technol. 2020, 106, 4023–4081. [Google Scholar]
- Li, W.; Vairis, A.; Preuss, M.; Ma, T. Linear and rotary friction welding review. Int. Mater. Rev. 2016, 61, 71–100. [Google Scholar]
- Vairis, A.; Frost, M. High frequency linear friction welding of a titanium alloy. Wear 1998, 217, 117–131. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M. Linear friction welding of Ti-6Al-4V: Processing, microstructure, and mechanical-property inter-relationships. Metall. Mater. Trans. A 2005, 36, 2149–2164. [Google Scholar]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Jonas, J.J. Evolution of microstructure, microtexture and mechanical properties of linear friction welded IMI 834. Can. Metall. Q. 2012, 51, 269–276. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Cao, X.; Jonas, J. Linear friction welding of a near-β titanium alloy. Acta Mater. 2012, 60, 770–780. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Jonas, J.J. Linear Friction Welding of a Forged Near-α Titanium Alloy. Mater. Sci. Forum 2012, 706–709, 211–216. [Google Scholar]
- Wanjara, P.; Dalgaard, E.; Gholipour, J.; Cao, X.; Cuddy, J.; Jonas, J.J. Effect of Pre- and Post-weld Heat Treatments on Linear Friction Welded Ti-5553. Metall. Mater. Trans. A 2014, 45, 5138–5157. [Google Scholar]
- Stinville, J.C.; Bridier, F.; Ponsen, D.; Wanjara, P.; Bocher, P. High and low cycle fatigue behavior of linear friction welded Ti–6Al–4V. Int. J. Fatigue 2015, 70, 278–288. [Google Scholar] [CrossRef]
- Su, Y.; Li, W.; Wang, X.; Ma, T.; Yang, X.; Vairis, A. On microstructure and property differences in a linear friction welded near-alpha titanium alloy joint. J. Manuf. Process. 2018, 36, 255–263. [Google Scholar] [CrossRef]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Materials 2020, 14, 30. [Google Scholar] [CrossRef]
- Karadge, M.; Preuss, M.; Withers, P.; Bray, S. Importance of crystal orientation in linear friction joining of single crystal to polycrystalline nickel-based superalloys. Mater. Sci. Eng. A 2008, 491, 446–453. [Google Scholar] [CrossRef]
- Ola, O.T.; Ojo, O.A.; Wanjara, P.; Chaturvedi, M.C. Crack-Free Welding of IN 738 by Linear Friction Welding. Adv. Mater. Res. 2011, 278, 446–453. [Google Scholar] [CrossRef] [Green Version]
- Ola, O.T.; Ojo, O.A.; Wanjara, P.; Chaturvedi, M.C. Chaturvedi, Analysis of Microstructural Changes Induced by Linear Friction Welding in a Nickel-Base Superalloy. Metall. Mater. Trans. A 2011, 42, 3761. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Mechanical Property and Microstructure of Linear Friction Welded WASPALOY. Metall. Mater. Trans. A 2011, 42, 729–744. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Maximizing the integrity of linear friction welded Waspaloy. Mater. Sci. Eng. A 2012, 555, 117–130. [Google Scholar] [CrossRef]
- Ola, O.T.; Ojo, O.A.; Wanjara, P.; Chaturvedi, M.C. A Study of Linear Friction Weld Microstructure in Single Crystal CMSX-486 Superalloy. Metall. Mater. Trans. A 2012, 43, 921–933. [Google Scholar] [CrossRef]
- Wanjara, P.; Dalgaard, E.; Gholipour, J.; Larose, J. Linear Friction Welding of a Single Crystal Superalloy. Mater. Sci. Forum 2012, 706–709, 3022–3027. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Suppressed liquation and microcracking in linear friction welded WASPALOY. Mater. Des. (1980–2015) 2012, 36, 113–122. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Modeling Grain Size and Strain Rate in Linear Friction Welded Waspaloy. Metall. Mater. Trans. A 2013, 44, 4230–4238. [Google Scholar] [CrossRef] [Green Version]
- Vishwakarma, K.R.; Ojo, O.A.; Wanjara, P.; Chaturvedi, M.C. Chaturvedi, Microstructural Analysis of Linear Friction-Welded 718 Plus Superalloy. JOM 2014, 66, 2525–2534. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S.; Yue, S. Analysis of integrity and microstructure of linear friction welded Waspaloy. Mater. Charact. 2015, 104, 149–161. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Linear friction welding of Al–Cu: Part 1—Process evaluation. Can. Metall. Q. 2011, 50, 350–359. [Google Scholar]
- Wanjara, P.; Dalgaard, E.; Trigo, G.; Mandache, C.; Comeau, G.; Jonas, J.J. Linear friction welding of Al–Cu Part 2—Interfacial characteristics. Can. Metall. Q. 2011, 50, 360–370. [Google Scholar] [CrossRef]
- Wanjara, P.; Gholipour, J.; Watanabe, K.; Nezaki, K.; Tian, Y.; Brochu, M. Linear Friction Welding of IN718 to Ti6Al4V. Mater. Sci. Forum 2017, 879, 2072–2077. [Google Scholar] [CrossRef]
- Wanjara, P.; Naik, B.S.; Yang, Q.; Cao, X.; Gholipour, J.; Chen, D.L. Linear Friction Welding of Dissimilar Materials 316L Stainless Steel to Zircaloy-4. Metall. Mater. Trans. A 2018, 49, 1641–1652. [Google Scholar] [CrossRef]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Joining of Dissimilar Alloys Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Using Linear Friction Welding. Materials 2020, 13, 3664. [Google Scholar] [CrossRef]
- Lee, W.-B.; Kim, Y.-J.; Jung, S.-B. Effects of copper insert layer on the properties of friction welded joints between TiAl and AISI 4140 structural steel. Intermetallics 2004, 12, 671–678. [Google Scholar] [CrossRef]
- Bhamji, I.; Preuss, M.; Threadgill, P.L.; Moat, R.J.; Addison, A.C.; Peel, M.J. Linear friction welding of AISI 316L stainless steel. Mater. Sci. Eng. A 2010, 528, 680–690. [Google Scholar] [CrossRef]
- Madhusudhan Reddy, G.; Venkata Ramana, P. Role of nickel as an interlayer in dissimilar metal friction welding of maraging steel to low alloy steel. J. Mater. Process. Technol. 2012, 212, 66–77. [Google Scholar] [CrossRef]
- Kumar, R.; Balasubramanian, M. Experimental investigation of Ti–6Al–4V titanium alloy and 304L stainless steel friction welded with copper interlayer. Def. Technol. 2015, 11, 65–75. [Google Scholar] [CrossRef] [Green Version]
- Kirik, I. Weldability of Ti6Al4V to AISI 2205 with a nickel interlayer using friction welding. Mater. Tehnol. 2016, 50, 353–356. [Google Scholar] [CrossRef]
- Mogami, H.; Matsuda, T.; Sano, T.; Yoshida, R.; Hori, H.; Hirose, A. High-frequency linear friction welding of aluminum alloys. Mater. Des. 2018, 139, 457–466. [Google Scholar] [CrossRef]
- Matsuda, T.; Adachi, H.; Sano, T.; Yoshida, R.; Hori, H.; Ono, S.; Hirose, A. High-frequency linear friction welding of aluminum alloys to stainless steel. J. Mater. Process. Technol. 2019, 269, 45–51. [Google Scholar] [CrossRef]
- ASTM International. E384-17 Standard Test Method for Microindentation Hardness of Materials; West Conshohocken: Montgomery County, PA, USA, 2017. [Google Scholar]
- ASTM International. E8/E8M-16ae1-Standard Test Methods for Tension Testing of Metallic Materials; West Conshohocken: Montgomery County, PA, USA, 2016. [Google Scholar]
- Vairis, A. Mathematical Modelling of the Linear Friction Welding Process. J. Eng. Sci. Technol. Rev. 2012, 5, 25–31. [Google Scholar] [CrossRef]
- Elwazri, A.M.; Wanjara, P.; Yue, S. Effect of Carbon Content on Dynamic Recrystallization Behaviour of Plain Carbon Steels. Can. Metall. Q. 2013, 43, 507–512. [Google Scholar] [CrossRef]
- Zambrano, O.A.; Valdés, J.; Aguilar, Y.; Coronado, J.J.; Rodríguez, S.A.; Logé, R.E. Hot deformation of a Fe-Mn-Al-C steel susceptible of κ-carbide precipitation. Mater. Sci. Eng. A 2017, 689, 269–285. [Google Scholar] [CrossRef]
- Zambrano, O.A.; Logé, R.E. Dynamic recrystallization study of a Fe-Mn-Si based shape memory alloy in constant and variable thermomechanical conditions. Mater. Charact. 2019, 152, 151–161. [Google Scholar] [CrossRef]
- Acevedo Reyes, D.; Perez, M.; Pecoraro, S.; Vincent, A.; Epicier, T.; Dierickx, P. Vanadium carbide dissolution during austenitisation of a model microalloyed fecv steel. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2005. [Google Scholar]
- Baker, T.N. Processes, microstructure and properties of vanadium microalloyed steels. Mater. Sci. Technol. 2009, 25, 1083–1107. [Google Scholar] [CrossRef] [Green Version]
- CPM 15V Steel Properties. Available online: https://www.crucible.com/PDFs/%5CDataSheets2010%5Cds15Vv1%202010.pdf (accessed on 3 February 2023).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | Cr | Mo | V | S | Fe |
|---|---|---|---|---|---|---|---|---|
| Shovel-tooth | 0.258 | 1.14 | 1.48 | 2.11 | 0.23 | 0.005 | 0.008 | Balance |
| CPM 15V | 3.40 | 0.50 | 0.90 | 5.25 | 1.30 | 14.50 | 0.07 | Balance |
| ID | Frequency (Hz) | Friction Pressure (MPa) | Burn-Off Pressure (MPa) | Forge Pressure (MPa) | Amplitude (mm) |
|---|---|---|---|---|---|
| High-frequency | 100 | 40 | 90 | 90 | 2 |
| Low-frequency | 20 | 40 | 90 | 90 | 2 |
| Condition | UTS (MPa) | EL (%) | E (GPa) |
|---|---|---|---|
| LF | 138.0 ± 32.7 | 0.1 ± 0.0 | 155.4 ± 25.0 |
| HF | 552.9 ± 29.2 | 0.2 ± 0.0 | 227.6 ± 21.8 |
| Shovel-tooth | 1583.6 ± 77.8 | 4.8 ± 2.4 | 219.92 ± 33.8 |
| CPM-15V [45] | NA | NA | 235 GPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the National Research Council Canada. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zambrano, O.A.; Gholipour, J.; Wanjara, P.; Jiang, J. Linear Friction Welding of Abrasion Resistant CPM 15V Tool Steel to an Alloyed Carbon Shovel-Tooth Steel. J. Manuf. Mater. Process. 2023, 7, 51. https://doi.org/10.3390/jmmp7020051
Zambrano OA, Gholipour J, Wanjara P, Jiang J. Linear Friction Welding of Abrasion Resistant CPM 15V Tool Steel to an Alloyed Carbon Shovel-Tooth Steel. Journal of Manufacturing and Materials Processing. 2023; 7(2):51. https://doi.org/10.3390/jmmp7020051
Chicago/Turabian StyleZambrano, Oscar A., Javad Gholipour, Priti Wanjara, and Jiaren (Jimmy) Jiang. 2023. "Linear Friction Welding of Abrasion Resistant CPM 15V Tool Steel to an Alloyed Carbon Shovel-Tooth Steel" Journal of Manufacturing and Materials Processing 7, no. 2: 51. https://doi.org/10.3390/jmmp7020051