

Al-Cu-Mg Alloy Powder Reinforced with Graphene Nanoplatelets: Morphology, Flowability and Discrete Element Simulation

 ,
,  ,
,  , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Powder Specification and Characterisation
2.2. Powder Preparation
2.3. Flow Characterisation
2.4. Compaction Characterisation
3. Results
3.1. Particle Size Distribution (PSD) of the Composites
3.2. Microstructural Characterisation
3.3. Microhardness Analysis of the Powders
3.4. Calibration of the DEM Surface Energy, Particle Type, Volume and Morphology
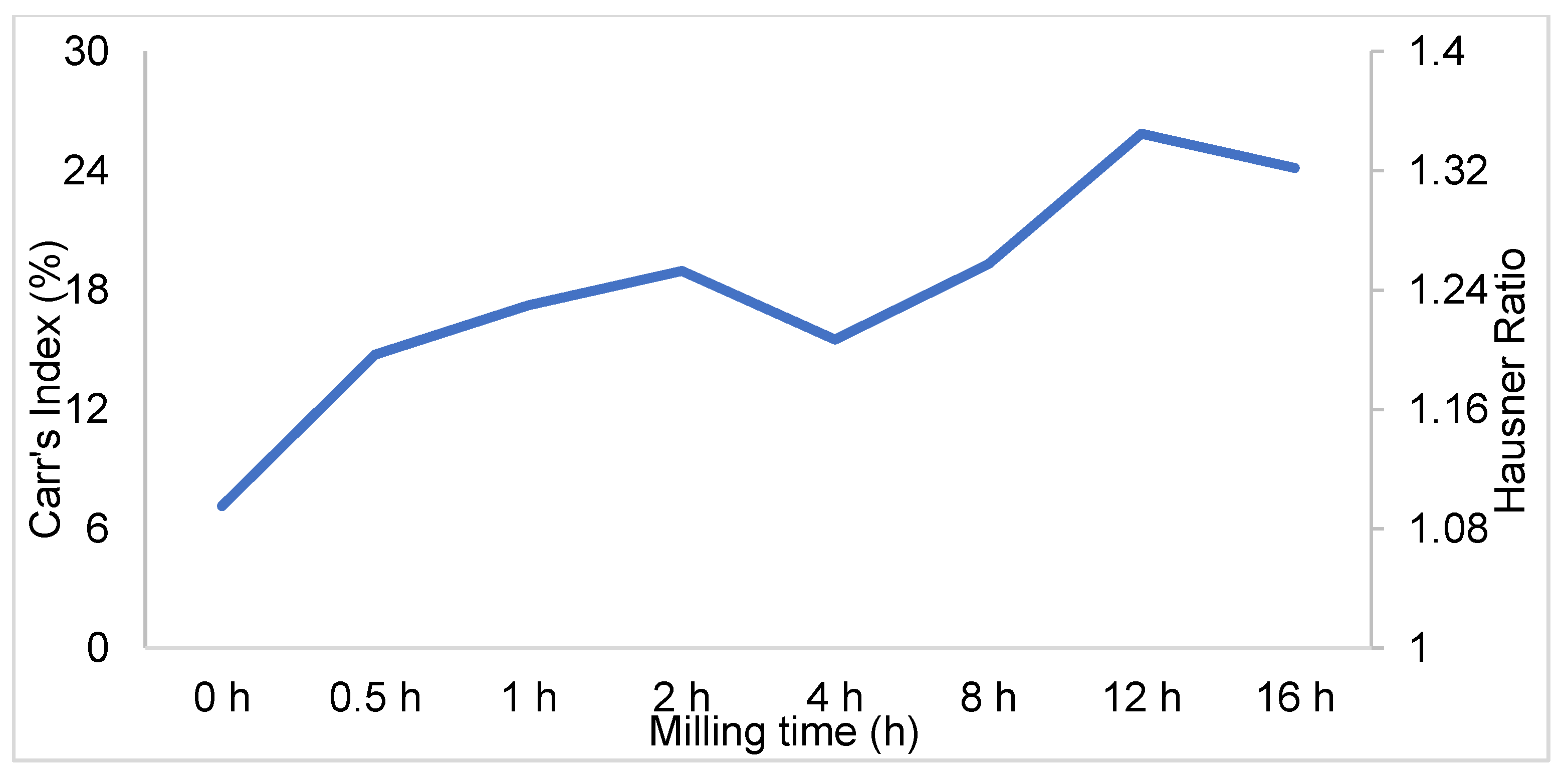
3.5. Flowability Analysis
3.6. Effect of Gr Concentration on Flowability
4. Discussion
5. Conclusions
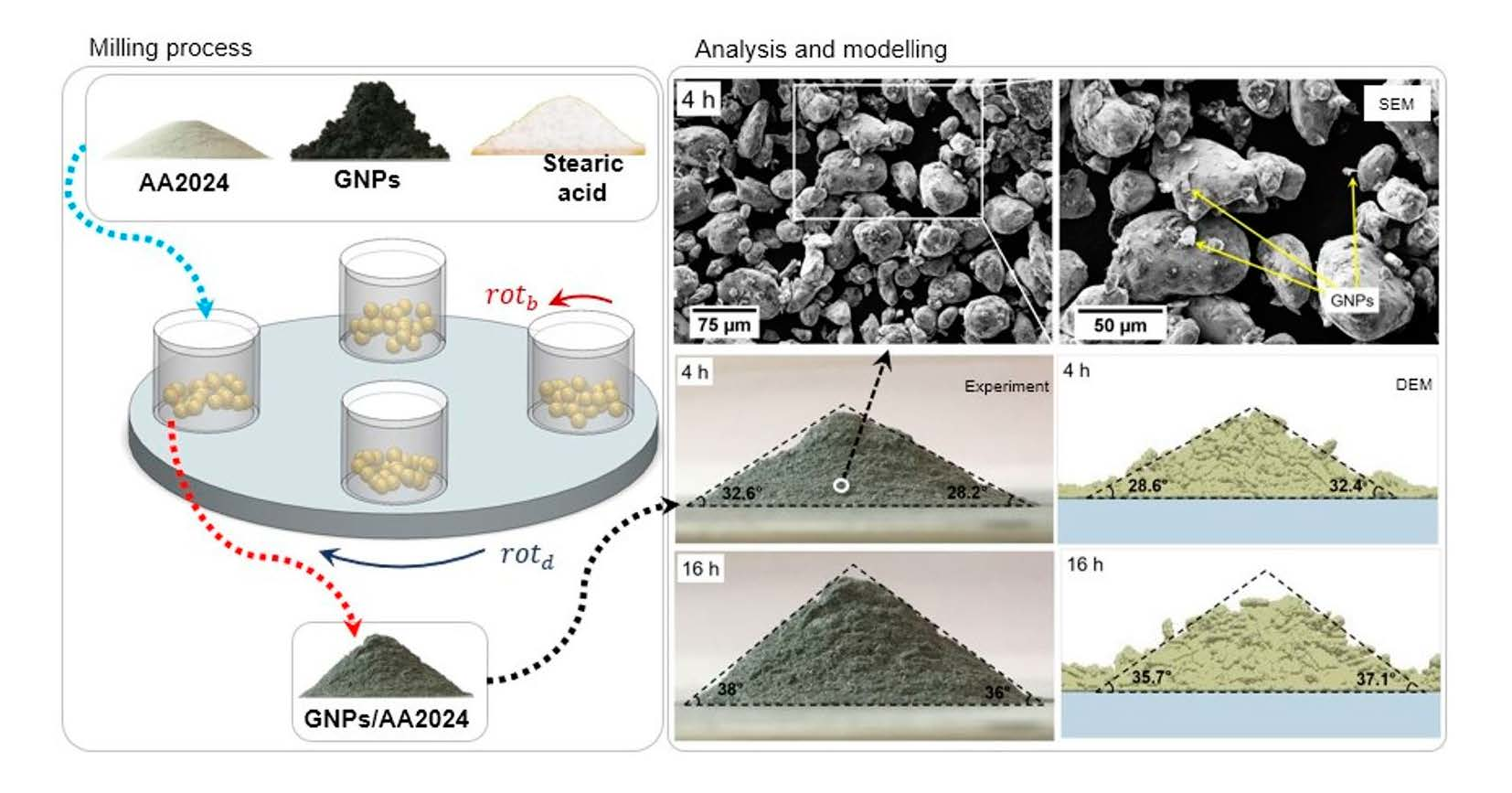
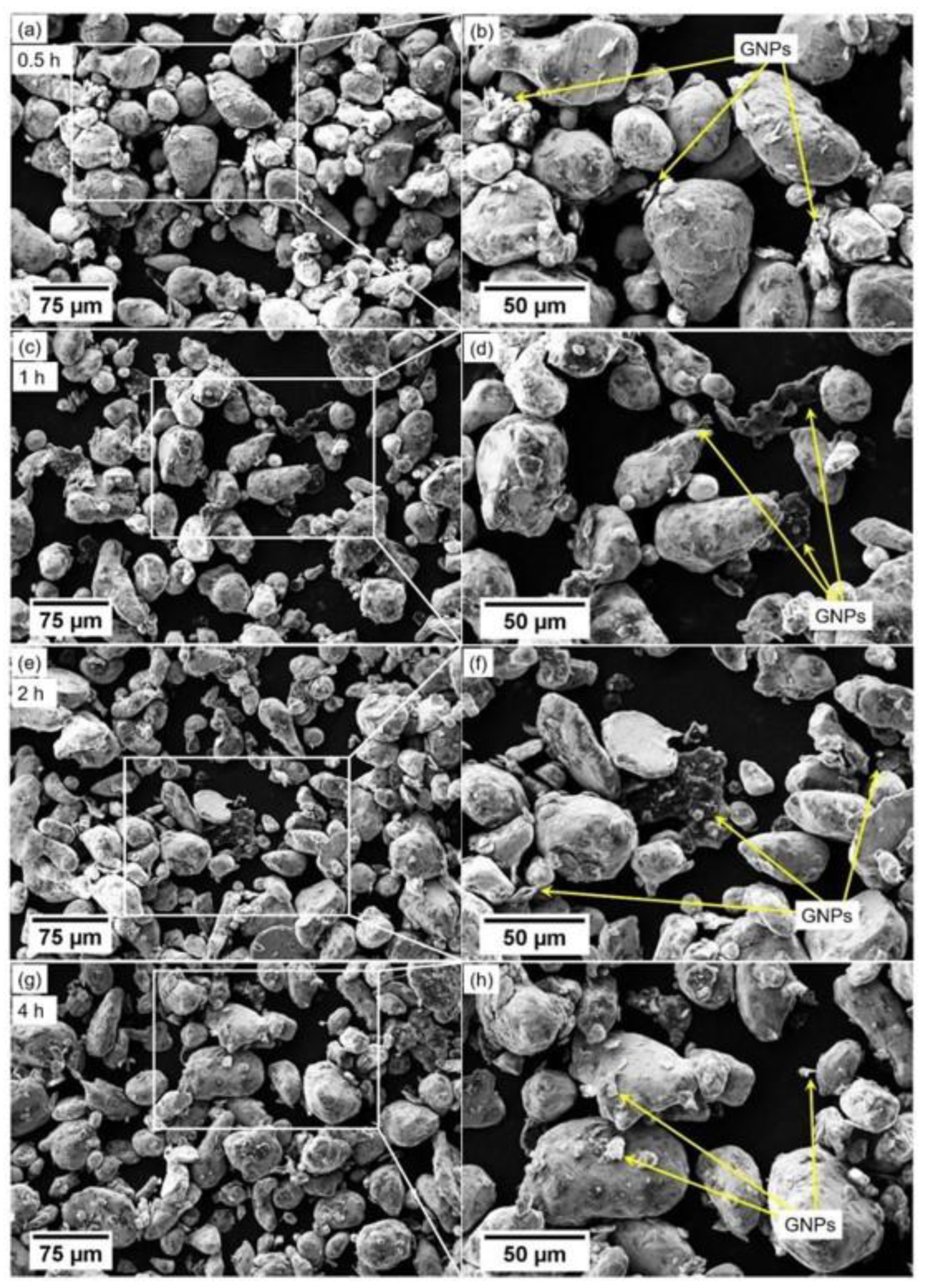
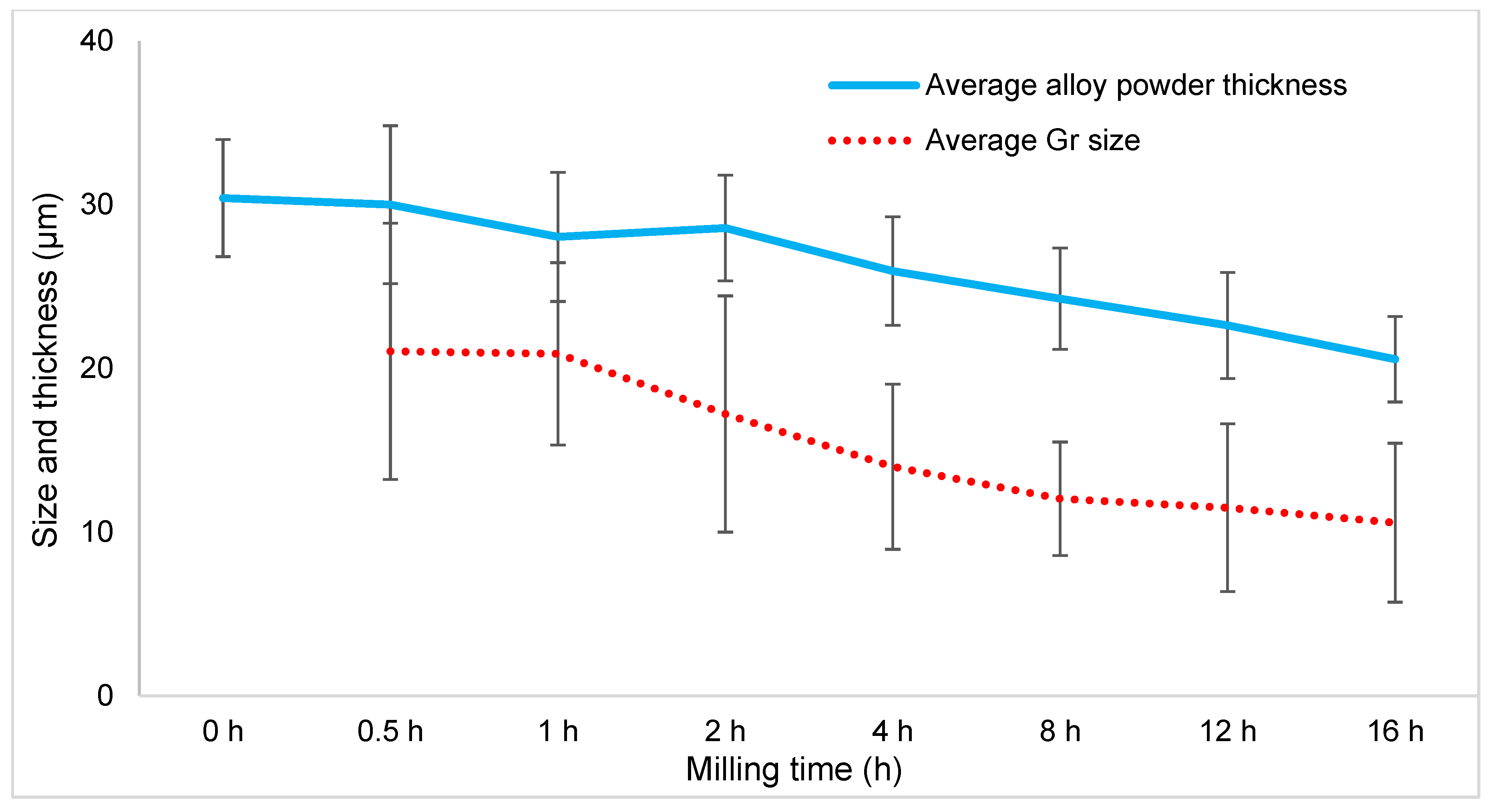
- Short milling times (below 4 h) provided insufficient impact energy inside the milling bowls to separate the agglomerated Gr particles. However, long milling times (over 4 h) notably changed the powder morphology from nearly rounded to flat. Furthermore, GNPs were better separated and adhered to the Al powder surface at longer milling times.
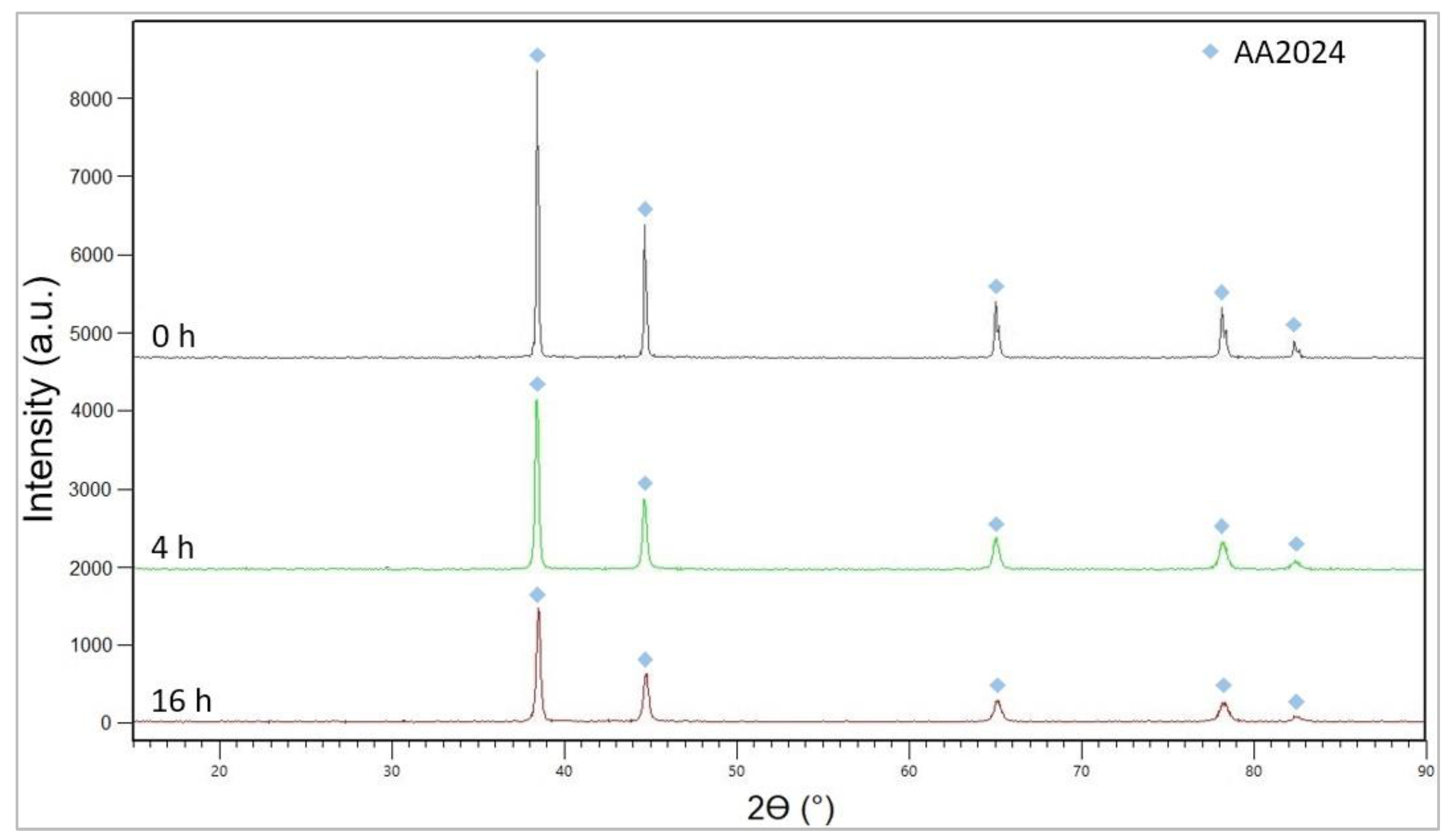
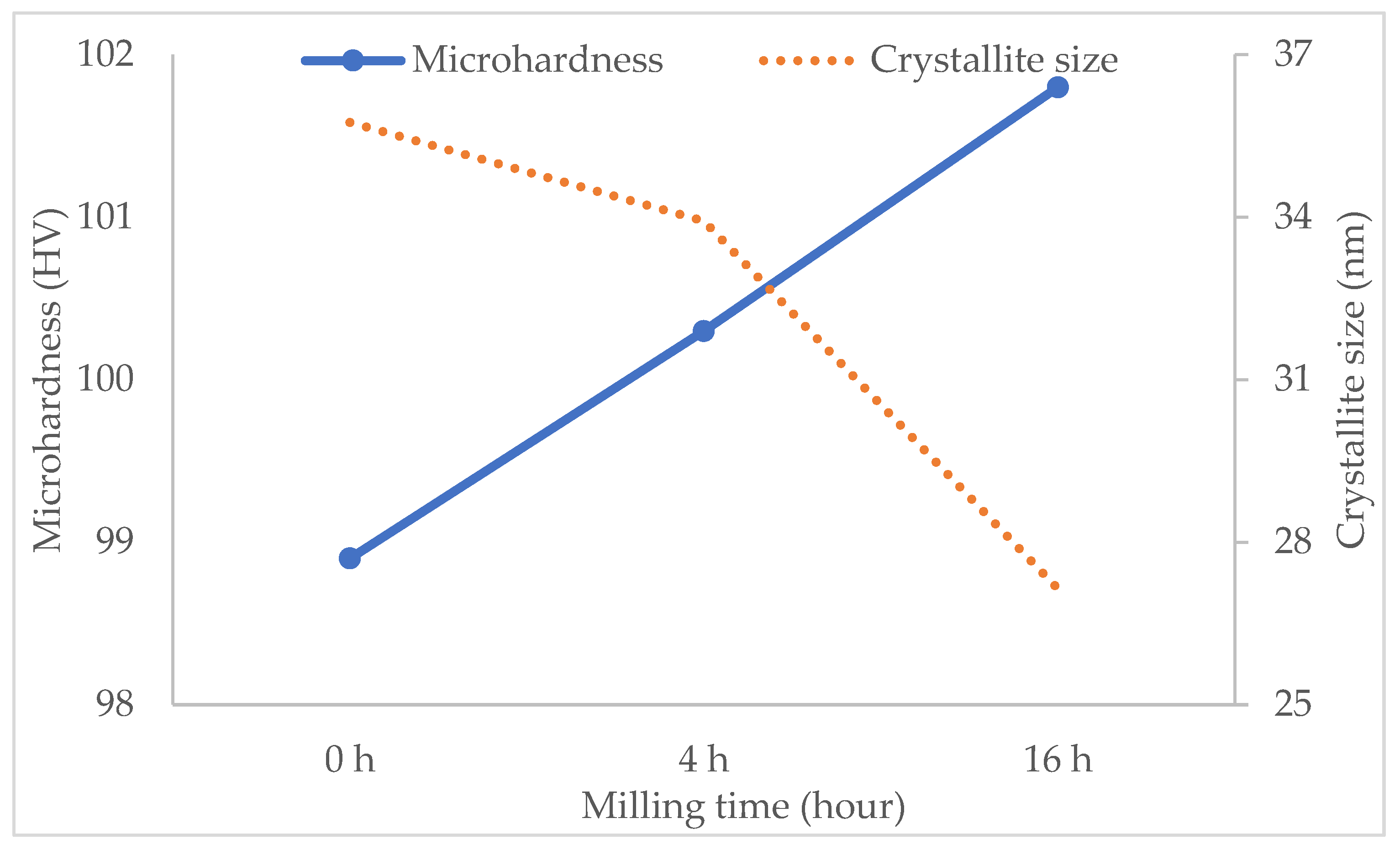
- For 16 h of milling, there was a slight increase in microhardness (3%), as well as a reduction in average crystallite size (24%) in the milled powder (see Figure 20). This inverse correlation suggests that grain refinement gives additional strength to the milled powder due to the improved internal crystallite strain.
- Common DEM particles (Type 1) in the literature and near-shape SEM particles (Type 2) were tested and it was found that Type 2 particles are more representative and provide accurate results than Type 1. Additionally, more variety in morphology results in sensitive results; however, the running time of the simulation and preparation of more particles is extensive. It was concluded that experimental work for flowability tests of irregular and non-uniform particle morphologies is faster and more reliable than simulation.
- The contrast of the experimental work and simulation results regarding the flowability test show excellent correlation at long milling times (Figure 16). However, simulation results at short milling times show differentiation from the experimental results. The reason behind this is that separated Gr particles at long milling times become less effective on the angle of repose. These findings lead us to conclude that the flowability of the composite more depends on powder morphology than the existence of Gr at longer millings.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, P.; Eckert, J.; Prashanth, K.-G.; Wu, M.-W.; Kaban, I.; Xi, L.-X.; Scudino, S. A Review of Particulate-Reinforced Aluminum Matrix Composites Fabricated by Selective Laser Melting. Trans. Nonferrous Met. Soc. China 2020, 30, 2001–2034. [Google Scholar] [CrossRef]
- Shi, J.; Wang, Y. Development of Metal Matrix Composites by Laser-Assisted Additive Manufacturing Technologies: A Review. J. Mater. Sci. 2020, 55, 9883–9917. [Google Scholar] [CrossRef]
- Saboori, A.; Moheimani, S.K.; Dadkhah, M.; Pavese, M.; Badini, C.; Fino, P. An Overview of Key Challenges in the Fabrication of Metal Matrix Nanocomposites Reinforced by Graphene Nanoplatelets. Metals 2018, 8, 172. [Google Scholar] [CrossRef] [Green Version]
- Haferkamp, L.; Haudenschild, L.; Spierings, A.; Wegener, K.; Riener, K.; Ziegelmeier, S.; Leichtfried, G. The Influence of Particle Shape, Powder Flowability, and Powder Layer Density on Part Density in Laser Powder Bed Fusion. Metals 2021, 11, 418. [Google Scholar] [CrossRef]
- Nieto, A.; Bisht, A.; Lahiri, D.; Zhang, C.; Agarwal, A. Graphene Reinforced Metal and Ceramic Matrix Composites: A Review. Int. Mater. Rev. 2017, 62, 241–302. [Google Scholar] [CrossRef]
- Lava Kumar, P.; Lombardi, A.; Byczynski, G.; Murty, S.N.; Murty, B.; Bichler, L. Recent advances in aluminium matrix composites reinforced with graphene-based nanomaterial: A critical review. Prog. Mater. Sci. 2022, 128, 100948. [Google Scholar] [CrossRef]
- Lin, K.; Fang, Y.; Gu, D.; Ge, Q.; Zhuang, J.; Xi, L. Selective Laser Melting of Graphene Reinforced Titanium Matrix Composites: Powder Preparation and Its Formability. Adv. Powder Technol. 2021, 32, 1426–1437. [Google Scholar] [CrossRef]
- Sopicka-lizer, M. Introduction to Mechanochemical Processing. In High-Energy Ball Milling: Mechanochemical Processing of Nanopowders; Sopicka-lizer, M., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 1–5. [Google Scholar] [CrossRef]
- Gupta, R.K.; Murty, B.S.; Birbilis, N. High-Energy Ball Milling Parameters in Production of Nanocrystalline Al Alloys. In An Overview of High-Energy Ball Milled Nanocrystalline Aluminum Alloys; Springer International Publishing: Cham, Switzerland, 2017; pp. 7–28. [Google Scholar]
- Pourmand, N.S.; Asgharzadeh, H. Aluminum Matrix Composites Reinforced with Graphene: A Review on Production, Microstructure, and Properties. Crit. Rev. Solid State Mater. Sci. 2020, 45, 289–337. [Google Scholar] [CrossRef]
- Omole, S.; Lunt, A.; Kirk, S.; Shokrani, A. Advanced Processing and Machining of Tungsten and Its Alloys. J. Manuf. Mater. Process. 2022, 6, 15. [Google Scholar] [CrossRef]
- Han, Q.; Setchi, R.; Evans, S.L. Synthesis and Characterisation of Advanced Ball-Milled Al-Al2O3 Nanocomposites for Selective Laser Melting. Powder Technol. 2016, 297, 183–192. [Google Scholar] [CrossRef] [Green Version]
- Han, Q.; Setchi, R.; Evans, S.L. Characterisation and Milling Time Optimisation of Nanocrystalline Aluminium Powder for Selective Laser Melting. Int. J. Adv. Manuf. Technol. 2017, 88, 1429–1438. [Google Scholar] [CrossRef] [Green Version]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E.; Tay, B.Y.; Zhao, Z.; Zhao, L.; Tian, Z.; Yang, S. Direct Selective Laser Sintering and Melting of Ceramics: A Review. Rapid Prototyp. J. 2017, 23, 611–623. [Google Scholar] [CrossRef]
- Hu, Z.; Chen, F.; Xu, J.; Nian, Q.; Lin, D.; Chen, C.; Zhu, X.; Chen, Y.; Zhang, M. 3D Printing Graphene-Aluminum Nanocomposites. J. Alloys Compd. 2018, 746, 269–276. [Google Scholar] [CrossRef]
- Tiwari, J.K.; Mandal, A.; Sathish, N.; Agrawal, A.K.; Srivastava, A.K. Investigation of Porosity, Microstructure and Mechanical Properties of Additively Manufactured Graphene Reinforced AlSi10Mg Composite. Addit. Manuf. 2020, 33, 101095. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, Z.; Zhao, J.; Jiang, Z. Microstructure and Mechanical Properties of Aluminium-Graphene Composite Powders Produced by Mechanical Milling. Mech. Adv. Mater. Mod. Process. 2018, 4, 4. [Google Scholar] [CrossRef]
- Shin, S.E.; Bae, D.H. Deformation Behavior of Aluminum Alloy Matrix Composites Reinforced with Few-Layer Graphene. Compos. Part A Appl. Sci. Manuf. 2015, 78, 42–47. [Google Scholar] [CrossRef]
- Pekok, M.; Setchi, R.; Ryan, M.; Han, Q. Effect of Milling Speed and Time on Graphene-Reinforced AA2024 Powder. In Sustainable Design and Manufacturing 2020; Scholz, S.G., Howlett, R.J., Setchi, R., Eds.; Smart Innovation, Systems and Technologies Volume 200; Springer: Singapore, 2021; pp. 215–225. [Google Scholar]
- Yefimov, N.A. Powders with Quasicrystalline Structure. In Handbook of Non-Ferrous Metal Powders; Elsevier: Amsterdam, The Netherlands, 2019; pp. 313–321. [Google Scholar]
- Zhang, Y.; Du, J.; Wang, H.; Li, H.; Zhao, X. Numerical Analysis of Particulate Migration Behavior within Molten Pool during TIG-Assisted Droplet Deposition Manufacturing of SiC Particle-Reinforced Aluminum Matrix Composites. Materials 2021, 14, 2430. [Google Scholar] [CrossRef]
- Revie, R.W.; Uhlig, H.H. Corrosion and Corrosion Control: An Introduction to Corrosion Science and Engineering, 4th ed.; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Singh, P.; Abhash, A.; Yadav, B.N.; Shafeeq, M.; Singh, I.B.; Mondal, D.P. Effect of Milling Time on Powder Characteristics and Mechanical Performance of Ti4wt%Al Alloy. Powder Technol. 2019, 342, 275–287. [Google Scholar] [CrossRef]
- Takacs, L.; Pardavi-Horvath, M. Nanocomposite formation in the Fe3O4-Zn system by reaction milling. J. Appl. Phys. 1994, 75, 5864–5866. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical Alloying and Milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Ramezani, M.; Neitzert, T. Mechanical Milling of Aluminum Powder Using Planetary Ball Milling Process. J. Achiev. Mater. Manuf. Eng. 2012, 55, 790–798. [Google Scholar]
- Al-Hashemi, H.M.B.; Al-Amoudi, O.S.B. A Review on the Angle of Repose of Granular Materials. Powder Technol. 2018, 330, 397–417. [Google Scholar] [CrossRef]
- Amidon, G.E.; Meyer, P.J.; Mudie, D.M. Particle, Powder, and Compact Characterization. In Developing Solid Oral Dosage Forms; Qiu, Y., Chen, Y., Zhang, G., Yu, L., Mantri, R.V., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 271–293. [Google Scholar]
- Chen, H.; Wei, Q.; Wen, S.; Li, Z.; Shi, Y. Flow Behavior of Powder Particles in Layering Process of Selective Laser Melting: Numerical Modeling and Experimental Verification Based on Discrete Element Method. Int. J. Mach. Tools Manuf. 2017, 123, 146–159. [Google Scholar] [CrossRef]
- Lee, W.-H.; Zhang, Y.; Zhang, J. Discrete Element Modeling of Powder Flow and Laser Heating in Direct Metal Laser Sintering Process. Powder Technol. 2017, 315, 300–308. [Google Scholar] [CrossRef] [Green Version]
- Yeom, S.B.; Ha, E.-S.; Kim, M.-S.; Jeong, S.H.; Hwang, S.-J.; Choi, D.H. Application of the Discrete Element Method for Manufacturing Process Simulation in the Pharmaceutical Industry. Pharmaceutics 2019, 11, 414. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Coetzee, C.J. Particle Upscaling: Calibration and Validation of the Discrete Element Method. Powder Technol. 2019, 344, 487–503. [Google Scholar] [CrossRef]
- Thakur, S.C.; Ooi, J.Y.; Ahmadian, H. Scaling of Discrete Element Model Parameters for Cohesionless and Cohesive Solid. Powder Technol. 2016, 293, 130–137. [Google Scholar] [CrossRef] [Green Version]
- Radeke, C.A.; Glasser, B.J.; Khinast, J.G. Large-Scale Powder Mixer Simulations Using Massively Parallel GPUarchitectures. Chem. Eng. Sci. 2010, 65, 6435–6442. [Google Scholar] [CrossRef]
- Hassanpour, A.; Tan, H.; Bayly, A.; Gopalkrishnan, P.; Ng, B.; Ghadiri, M. Analysis of Particle Motion in a Paddle Mixer Using Discrete Element Method (DEM). Powder Technol. 2011, 206, 189–194. [Google Scholar] [CrossRef]
- Lupo, M.; Barletta, D.; Sofia, D.; Poletto, M. Calibration of DEM for Cohesive Particles in the SLS Powder Spreading Process. Processes 2021, 9, 1715. [Google Scholar] [CrossRef]
- Han, Q.; Gu, H.; Setchi, R. Discrete Element Simulation of Powder Layer Thickness in Laser Additive Manufacturing. Powder Technol. 2019, 352, 91–102. [Google Scholar] [CrossRef]
- Gariépy, A.; Larose, S.; Perron, C.; Lévesque, M. Shot Peening and Peen Forming Finite Element Modelling–towards a Quantitative Method. Int. J. Solids Struct. 2011, 48, 2859–2877. [Google Scholar] [CrossRef]
- Ruiz-Angulo, A.; Hunt, M.L. Measurements of the Coefficient of Restitution for Particle Collisions with Ductile Surfaces in a Liquid. Granul. Matter 2010, 12, 185–191. [Google Scholar] [CrossRef]
- Etsion, I.; Amit, M. The Effect of Small Normal Loads on the Static Friction Coefficient for Very Smooth Surfaces. J. Tribol. 1993, 115, 406–411. [Google Scholar] [CrossRef]
- Anthony Xavior, M.; Prashantha Kumar, H.G.; Ajith Kumar, K. Tribological Studies on AA2024-Graphene/CNT Nanocomposites Processed through Powder Metallurgy. Mater. Today Proc. 2018, 5, 6588–6596. [Google Scholar] [CrossRef]
- Goyal, A.; Sharma, V.; Sihag, M.K.; Tomar, S.K.; Arora, S.; Sabikhi, L.; Singh, A.K. Development and Physico-Chemical Characterization of Microencapsulated Flaxseed Oil Powder: A Functional Ingredient for Omega-3 Fortification. Powder Technol. 2015, 286, 527–537. [Google Scholar] [CrossRef]
- Emery, E.; Oliver, J.; Pugsley, T.; Sharma, J.; Zhou, J. Flowability of Moist Pharmaceutical Powders. Powder Technol. 2009, 189, 409–415. [Google Scholar] [CrossRef]
- Fogagnolo, J.B.; Velasco, F.; Robert, M.H.; Torralba, J.M. Effect of Mechanical Alloying on the Morphology, Microstructure and Properties of Aluminium Matrix Composite Powders. Mater. Sci. Eng. A 2003, 342, 131–143. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Acarer, M. Effect of Ball Milling Time on the Structural Characteristics and Mechanical Properties of Nano-Sized Y2O3 Particle Reinforced Aluminum Matrix Composites Produced by Powder Metallurgy Route. Adv. Powder Technol. 2021, 32, 3826–3844. [Google Scholar] [CrossRef]
- Nazari, K.A.; Nouri, A.; Hilditch, T. Compressibility of a Ti-Based Alloy with Varying Amounts of Surfactant Prepared by High-Energy Ball Milling. Powder Technol. 2015, 279, 33–41. [Google Scholar] [CrossRef]
- Benjamin, J.S. Mechanical Alloying. Sci. Am. 1976, 234, 40–49. [Google Scholar] [CrossRef]
- Gusev, V.G.; Sobol’kov, A.V.; Aborkin, A.V.; Alymov, M.I. Simulation of the Energy–Force Parameters of Planetary Ball Mill Processing and Estimation of Their Influence on the Particle Size in an AMg2 Alloy/Graphite Composite Powder. Russ. Metall. 2019, 2019, 24–30. [Google Scholar] [CrossRef]
- Wu, X.; Baker, I.; Wu, H.; Munroe, P.R. Accelerated Precipitation Due to Mechanical Milling of Two-Phase B2/L21 Fe30Ni20Mn20Al30. J. Alloys Compd. 2013, 559, 97–100. [Google Scholar] [CrossRef]
- Fathy, A.; Wagih, A.; Abd El-Hamid, M.; Hassan, A.A. Effect of Mechanical Milling on the Morphology and Structural Evaluation of Al-Al2O3 Nanocomposite Powders. Int. J. Eng. Trans. A Basics 2014, 27, 625–632. [Google Scholar] [CrossRef]
- Eldesouky, A.; Johnsson, M.; Svengren, H.; Attallah, M.M.; Salem, H.G. Effect of Grain Size Reduction of AA2124 Aluminum Alloy Powder Compacted by Spark Plasma Sintering. J. Alloys Compd. 2014, 609, 215–221. [Google Scholar] [CrossRef] [Green Version]
- Cabeza, M.; Feijoo, I.; Merino, P.; Pena, G.; Pérez, M.C.; Cruz, S.; Rey, P. Effect of High Energy Ball Milling on the Morphology, Microstructure and Properties of Nano-Sized TiC Particle-Reinforced 6005A Aluminium Alloy Matrix Composite. Powder Technol. 2017, 321, 31–43. [Google Scholar] [CrossRef]
- Ahamed, H.; Senthilkumar, V. Role of Nano-Size Reinforcement and Milling on the Synthesis of Nano-Crystalline Aluminium Alloy Composites by Mechanical Alloying. J. Alloys Compd. 2010, 505, 772–782. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction, 2nd ed.; Addison-Wesley: Reading, MA, USA, 1956. [Google Scholar]
- Raviathul Basariya, M.; Srivastava, V.C.; Mukhopadhyay, N.K. Microstructural Characteristics and Mechanical Properties of Carbon Nanotube Reinforced Aluminum Alloy Composites Produced by Ball Milling. Mater. Des. 2014, 64, 542–549. [Google Scholar] [CrossRef]
- Mirzaei, M.; Roshan, M.R.; Jenabali Jahromi, S.A. Microstructure and Mechanical Properties Relation in Cold Rolled Al 2024 Alloy Determined by X-Ray Line Profile Analysis. Mater. Sci. Eng. A 2015, 620, 44–49. [Google Scholar] [CrossRef]
- Tailor, S.; Sharma, V.K.; Mohanty, R.M.; Soni, P.R. Study the Effects of Mechanically Alloying on 2024Al with SiCp and on Plasma Sprayed Coatings. In Proceedings of the EURO PM2011 Congress & Exhibition, Barcelona, Spain, 9–12 October 2011; pp. 91–96. [Google Scholar]
- Esawi, A.M.K.; Morsi, K.; Sayed, A.; Gawad, A.A.; Borah, P. Fabrication and Properties of Dispersed Carbon Nanotube–Aluminum Composites. Mater. Sci. Eng. A 2009, 508, 167–173. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Lu, L.; Yap, S.M. Prediction of the Amount of PCA for Mechanical Milling. J. Mater. Process. Technol. 1999, 89–90, 260–265. [Google Scholar] [CrossRef]
- Nouri, A.; Hodgson, P.D.; Wen, C.E. Effect of Process Control Agent on the Porous Structure and Mechanical Properties of a Biomedical Ti–Sn–Nb Alloy Produced by Powder Metallurgy. Acta Biomater. 2010, 6, 1630–1639. [Google Scholar] [CrossRef] [PubMed]
- Xu, R.; Tan, Z.; Xiong, D.; Fan, G.; Guo, Q.; Zhang, J.; Su, Y.; Li, Z.; Zhang, D. Balanced Strength and Ductility in CNT/Al Composites Achieved by Flake Powder Metallurgy via Shift-Speed Ball Milling. Compos. Part A Appl. Sci. Manuf. 2017, 96, 57–66. [Google Scholar] [CrossRef]
- Yu, Z.; Yang, W.; Zhou, C.; Zhang, N.; Chao, Z.; Liu, H.; Cao, Y.; Sun, Y.; Shao, P.; Wu, G. Effect of Ball Milling Time on Graphene Nanosheets Reinforced Al6063 Composite Fabricated by Pressure Infiltration Method. Carbon 2019, 141, 25–39. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Sinha, A.; Swain, B.; Behera, A.; Mallick, P.; Samal, S.K.; Vishwanatha, H.M.; Behera, A. A Review on the Processing of Aero-Turbine Blade Using 3D Print Techniques. J. Manuf. Mater. Process. 2022, 6, 16. [Google Scholar] [CrossRef]
- Wanjara, P.; Backman, D.; Sikan, F.; Gholipour, J.; Amos, R.; Patnaik, P.; Brochu, M. Microstructure and Mechanical Properties of Ti-6Al-4V Additively Manufactured by Electron Beam Melting with 3D Part Nesting and Powder Reuse Influences. J. Manuf. Mater. Process. 2022, 6, 21. [Google Scholar] [CrossRef]
- Bera, S.; Chowdhury, S.G.; Estrin, Y.; Manna, I. Mechanical Properties of Al7075 Alloy with Nano-Ceramic Oxide Dispersion Synthesized by Mechanical Milling and Consolidated by Equal Channel Angular Pressing. J. Alloys Compd. 2013, 548, 257–265. [Google Scholar] [CrossRef]
- Zuhailawati, H.; Mahani, Y. Effects of Milling Time on Hardness and Electrical Conductivity of in Situ Cu–NbC Composite Produced by Mechanical Alloying. J. Alloys Compd. 2009, 476, 142–146. [Google Scholar] [CrossRef]
- Rahman, M.A.; Karunanithi, R.; Sirajudeen, N. Effect of Milling Time on the Density, Hardness and Corrosion Behavior of Al 7150 Alloy Produced by High Energy Ball Milling. Mater. Res. Express 2019, 6, 076566. [Google Scholar] [CrossRef]
- Meier, C.; Weissbach, R.; Weinberg, J.; Wall, W.A.; John Hart, A. Modeling and Characterization of Cohesion in Fine Metal Powders with a Focus on Additive Manufacturing Process Simulations. Powder Technol. 2019, 343, 855–866. [Google Scholar] [CrossRef] [Green Version]
- Xu, T.; Yu, J.; Yu, Y.; Wang, Y. A Modelling and Verification Approach for Soybean Seed Particles Using the Discrete Element Method. Adv. Powder Technol. 2018, 29, 3274–3290. [Google Scholar] [CrossRef]
- Gu, D.; Xia, M.; Dai, D. On the Role of Powder Flow Behavior in Fluid Thermodynamics and Laser Processability of Ni-Based Composites by Selective Laser Melting. Int. J. Mach. Tools Manuf. 2019, 137, 67–78. [Google Scholar] [CrossRef]
- Xiao, W.; Lu, S.; Wang, Y.; Shi, J. Mechanical and Tribological Behaviors of Graphene/Inconel 718 Composites. Trans. Nonferrous Met. Soc. China 2018, 28, 1958–1969. [Google Scholar] [CrossRef]
- Yue, H.; Yao, L.; Gao, X.; Zhang, S.; Guo, E.; Zhang, H.; Lin, X.; Wang, B. Effect of Ball-Milling and Graphene Contents on the Mechanical Properties and Fracture Mechanisms of Graphene Nanosheets Reinforced Copper Matrix Composites. J Alloys Compd. 2017, 691, 755–762. [Google Scholar] [CrossRef]
- Kaleem, M.A.; Alam, M.Z.; Khan, M.; Jaffery, S.H.I.; Rashid, B. An Experimental Investigation on Accuracy of Hausner Ratio and Carr Index of Powders in Additive Manufacturing Processes. Met. Powder Rep. 2020, 76 (Suppl. S1), S50–S54. [Google Scholar] [CrossRef]
- Cui, C.; Becker, L.; Gärtner, E.; Boes, J.; Lentz, J.; Uhlenwinkel, V.; Steinbacher, M.; Weber, S.; Fechte-Heinen, R. Laser Additive Manufacturing of Duplex Stainless Steel via Powder Mixture. J. Manuf. Mater. Process. 2022, 6, 72. [Google Scholar] [CrossRef]
- Li, Z.; Fan, G.; Guo, Q.; Li, Z.; Su, Y.; Zhang, D. Synergistic Strengthening Effect of Graphene-Carbon Nanotube Hybrid Structure in Aluminum Matrix Composites. Carbon 2015, 95, 419–427. [Google Scholar] [CrossRef]
- Yi, M.; Shen, Z. A Review on Mechanical Exfoliation for the Scalable Production of Graphene. J. Mater. Chem. A 2015, 3, 11700–11715. [Google Scholar] [CrossRef]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Aziz, S.A.; Mamat, M.S. Effect of Milling Time on the Microstructure, Physical and Mechanical Properties of Al-Al2O3 Nanocomposite Synthesized by Ball Milling and Powder Metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef]
- Pekok, M.A.; Setchi, R.; Ryan, M.; Han, Q.; Gu, D. Effect of Process Parameters on the Microstructure and Mechanical Properties of AA2024 Fabricated Using Selective Laser Melting. Int. J. Adv. Manuf. Technol. 2020, 112, 175–192. [Google Scholar] [CrossRef]
- Chen, C.-L.; Lin, C.-H. Effect of Y2O3 and TiC Reinforcement Particles on Intermetallic Formation and Hardness of Al6061 Composites via Mechanical Alloying and Sintering. Metall. Mater. Trans. A 2015, 46, 3687–3695. [Google Scholar] [CrossRef]
- Haeri, S. Optimisation of Blade Type Spreaders for Powder Bed Preparation in Additive Manufacturing Using DEM Simulations. Powder Technol. 2017, 321, 94–104. [Google Scholar] [CrossRef] [Green Version]
- Nan, W.; Ghadiri, M. Numerical Simulation of Powder Flow during Spreading in Additive Manufacturing. Powder Technol. 2019, 342, 801–807. [Google Scholar] [CrossRef]
- Tan, P.; Shen, F.; Tey, W.S.; Zhou, K. A Numerical Study on the Packing Quality of Fibre/Polymer Composite Powder for Powder Bed Fusion Additive Manufacturing. Virtual Phys. Prototyp. 2021, 16, S1–S18. [Google Scholar] [CrossRef]
- Barrios, G.K.P.; de Carvalho, R.M.; Kwade, A.; Tavares, L.M. Contact Parameter Estimation for DEM Simulation of Iron Ore Pellet Handling. Powder Technol. 2013, 248, 84–93. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Luu, D.N.; Nai, S.M.L.; Zhu, Z.; Chen, Z.; Wei, J. The Role of Powder Layer Thickness on the Quality of SLM Printed Parts. Arch. Civ. Mech. Eng. 2018, 18, 948–955. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Milling speed (rpm) | 100 |
| Total milling time (h) | 0.5/1/2/4/8/12/16 |
| Milling/pause time (min) | 10/10 |
| Ball-to-powder weight ratio | 10:1 |
| Parameters | Value | Ref. |
|---|---|---|
| Poisson’s ratio | 0.33 | [38] |
| Solid density | 2768 kg/m3 | [39] |
| Young’s modulus | 73.08 GPa | [39] |
| Coefficient of restitution | 0.8 | [39] |
| Coefficient of static friction | 0.15 | [40] |
| Coefficient of rolling friction | 0.05 | [41] |
| Particle surface energy | 1.4 mJ/m2 | (Determined) |
| Flow Characteristics | Hillside Angle | Carr’s Index | Hausner Ratio (HR) |
|---|---|---|---|
| Excellent-flow | <30° | <10% | 1–1.11 |
| Free-flow | 30–38° | 11–15% | 1.12–1.18 |
| Fair-flow | 38–45° | 16–20% | 1.19–1.25 |
| Poor-flow | 45–55° | 21–25% | 1.26–1.34 |
| Very poor-flow | >55° | >26% | >1.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pekok, M.A.; Setchi, R.; Ryan, M.; Gu, H.; Han, Q.; Gu, D. Al-Cu-Mg Alloy Powder Reinforced with Graphene Nanoplatelets: Morphology, Flowability and Discrete Element Simulation. J. Manuf. Mater. Process. 2022, 6, 148. https://doi.org/10.3390/jmmp6060148
Pekok MA, Setchi R, Ryan M, Gu H, Han Q, Gu D. Al-Cu-Mg Alloy Powder Reinforced with Graphene Nanoplatelets: Morphology, Flowability and Discrete Element Simulation. Journal of Manufacturing and Materials Processing. 2022; 6(6):148. https://doi.org/10.3390/jmmp6060148
Chicago/Turabian StylePekok, Mulla Ahmet, Rossitza Setchi, Michael Ryan, Heng Gu, Quanquan Han, and Dongdong Gu. 2022. "Al-Cu-Mg Alloy Powder Reinforced with Graphene Nanoplatelets: Morphology, Flowability and Discrete Element Simulation" Journal of Manufacturing and Materials Processing 6, no. 6: 148. https://doi.org/10.3390/jmmp6060148