
Minimisation of Pose-Dependent Regenerative Vibrations for 5-Axis Milling Operations


Abstract
:1. Introduction
2. Materials and Methods
2.1. Modelling of the Kinematic Properties and Dynamic Behaviour of Machine Tools
2.1.1. Machine Tool Kinematics
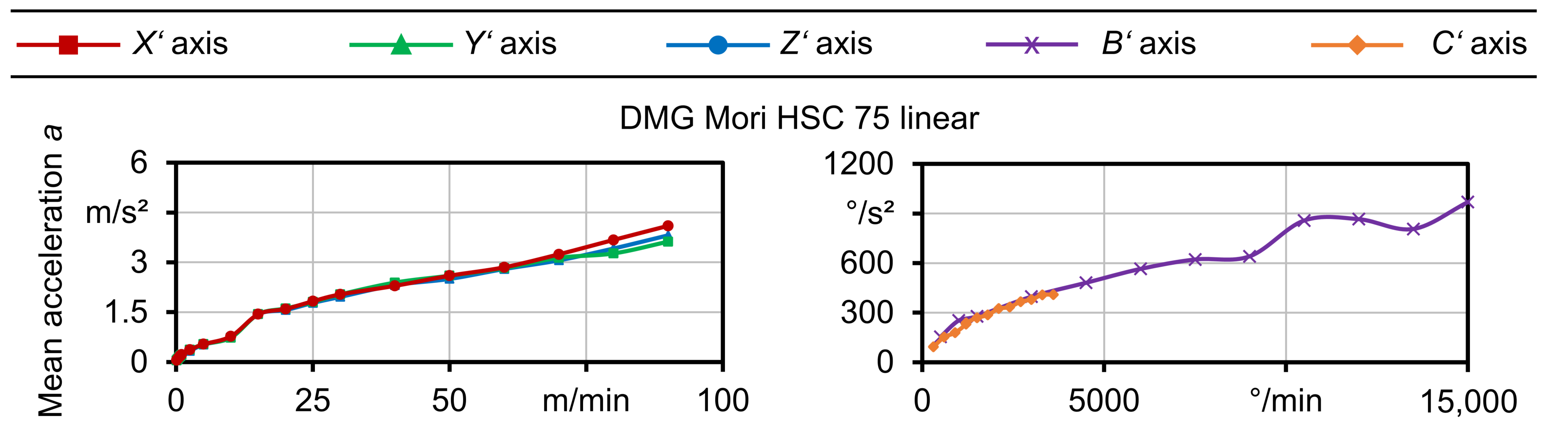
2.1.2. Dynamic Properties of the Axis Drives
2.2. Geometric Physically-Based Process Simulation
2.3. Approach for the Tool Orientation Dependent Optimisation of the Process Stability in 5-Axis Milling Processes
2.4. Optimisation Method
- node was collision-free and stable;
- node was collision-free, stable and reachable; and
- nodes in interval , which were in between the B and C rotation of the two nodes, were collision-free, stable and reachable.
3. Results and Discussion
3.1. Simulation and Optimisation Results
3.2. Validation Experiments
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CAD | Computer-Aided Design |
| CAM | Computer-Aided Manufacturing/Machining |
| CSG | Constructive Solid Geometry |
| FFT | Fast Fourier Transformation |
| FRF | Frequency Response Function |
| GPS | Geometric physically-based Process Simulation |
| MDPI | Multidisciplinary Digital Publishing Institute |
| PD | Poincaré Diameter |
| TCP | Tool Centre Point |
References
- Wiederkehr, P.; Siebrecht, T. Virtual Machining: Capabilities and Challenges of Process Simulations in the Aerospace Industry. Procedia Manuf. 2016, 6, 80–87. [Google Scholar] [CrossRef] [Green Version]
- Weinert, K.; Enselmann, A.; Friedhoff, J. Milling Simulation for Process Optimization in the Field of Die and Mould Manufacturing. CIRP Ann. 1997, 46, 325–328. [Google Scholar] [CrossRef]
- Ozturk, E.; Budak, E. Modeling of 5-axis milling processes. Mach. Sci. Technol. 2007, 11, 287–311. [Google Scholar] [CrossRef]
- Kersting, P.; Zabel, A. Optimizing NC-tool paths for simultaneous five-axis milling based on multi-population multi-objective evolutionary algorithms. Adv. Eng. Softw. 2009, 40, 452–463. [Google Scholar] [CrossRef]
- Altintaş, Y.; Budak, E. Analytical Prediction of Stability Lobes in Milling. CIRP Ann.-Manuf. Technol. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Altintaş, Y.; Kersting, P.; Biermann, D.; Budak, E.; Denkena, B.; Lazoglu, I. Virtual process systems for part machining operations. CIRP Ann. 2014, 63, 585–605. [Google Scholar] [CrossRef]
- Shamoto, E.; Akazawa, K. Analytical prediction of chatter stability in ball end milling with tool inclination. CIRP Ann. 2009, 58, 351–354. [Google Scholar] [CrossRef]
- Lazoglu, I.; Liang, S.Y. Analytical modeling of force system in ball-end milling. Mach. Sci. Technol. 1997, 1, 219–234. [Google Scholar] [CrossRef]
- Budak, E.; Ozturk, E. Chatter Stability of 5-Axis-Milling Using Multi-Frequency Solution. In Proceedings of the 3rd International Conference on High Performance Cutting, Dublin, Ireland, 12–13 June 2008; pp. 429–444. [Google Scholar]
- Budak, E.; Ozturk, E.; Tunc, L.T. Modeling and simulation of 5-axis milling processes. CIRP Ann.-Manuf. Technol. 2009, 58, 347–350. [Google Scholar] [CrossRef] [Green Version]
- Sun, C.; Altintaş, Y. Chatter free tool orientations in 5-axis ball-end milling. Int. J. Mach. Tools Manuf. 2016, 106, 89–97. [Google Scholar] [CrossRef]
- Tunc, L.T. Smart tool path generation for 5-axis ball-end milling of sculptured surfaces using process models. Robot.-Comput.-Integr. Manuf. 2019, 56, 212–221. [Google Scholar] [CrossRef]
- Baumann, J.; Siebrecht, T.; Wiederkehr, P. Modelling the Dynamic Behavior of a Machine Tool Considering the Tool-position-dependent Change of Modal Parameters in a Geometric-kinematic Simulation System. Procedia CIRP 2017, 62, 351–356. [Google Scholar] [CrossRef]
- Brecher, C.; Altstädter, H.; Daniels, M. Axis Position Dependent Dynamics of Multi-axis Milling Machines. Procedia CIRP 2015, 31, 508–514. [Google Scholar] [CrossRef] [Green Version]
- Wirtz, A.; Wilck, I.; Schmidt, N.; Biermann, D.; Wiederkehr, P. Experimental analysis of tilt-angle dependent dynamic properties of a 5-axis milling center. Manuf. Lett. 2021, 29, 47–51. [Google Scholar] [CrossRef]
- Wilck, I.; Wirtz, A.; Biermann, D.; Wiederkehr, P. Application of interpolation methods for the determination of position-dependent frequency response functions for the simulation of five-axis milling processes. Prod. Eng. 2021, 15, 10. [Google Scholar] [CrossRef]
- Finkeldey, F.; Wirtz, A.; Merhofe, T.; Wiederkehr, P. Learning-Based Prediction of Pose-Dependent Dynamics. J. Manuf. Mater. Process. 2020, 4, 85. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Wang, C.Y.; Wu, S.X.; Zhou, H.M. Tool path optimization of pocket corner. Trans. Nanjing Univ. Aeronaut. Astronaut. 2007, 24, 164–169. [Google Scholar]
- Kolar, P.; Sulitka, M.; Matyska, V.; Fojtu, P. Optimization of five-axis finish milling using a virtual machine tool. MM Sci. J. 2019, 2019, 3534–3543. [Google Scholar] [CrossRef] [Green Version]
- Tandon, V.; El-Mounayri, H.; Kishawy, H. NC end milling optimization using evolutionary computation. Int. J. Mach. Tools Manuf. 2002, 42, 595–605. [Google Scholar] [CrossRef]
- Brecher, C.; Fey, M.; Daniels, M. Modeling of Position-, Tool- and Workpiece-Dependent Milling Machine Dynamics. High Speed Mach. 2016, 2, 15–25. [Google Scholar] [CrossRef]
- Anotaipaiboon, W.; Makhanov, S.S. Tool path generation for five-axis NC machining using adaptive space-filling curves. Int. J. Prod. Res. 2005, 43, 1643–1665. [Google Scholar] [CrossRef]
- Jha, N.K.; Hornik, K. Integrated computer-aided optimal design and finite element analysis of a plain milling cutter. Appl. Math. Model. 1995, 19, 343–353. [Google Scholar] [CrossRef] [Green Version]
- Huang, T.; Zhang, X.M.; Ding, H. Tool Orientation Optimization for Reduction of Vibration and Deformation in Ball-end Milling of Thin-walled Impeller Blades. Procedia CIRP 2017, 58, 210–215. [Google Scholar] [CrossRef]
- Kayhan, M.; Budak, E. An experimental investigation of chatter effects on tool life. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 1455–1463. [Google Scholar] [CrossRef] [Green Version]
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppression techniques in metal cutting. CIRP Ann.-Manuf. Technol. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Biermann, D.; Wiederkehr, P.; Hensel, M.; Freiburg, D.; Finkeldey, F. Simulation of surface structuring considering the acceleration behaviour by means of spindle control. Int. J. Mechatron. Manuf. Syst. 2018, 11, 67–86. [Google Scholar] [CrossRef]
- Siebrecht, T.; Kersting, P.; Biermann, D.; Odendahl, S.; Bergmann, J. Modeling of Surface Location Errors in a Multi-scale Milling Simulation System Using a Tool Model Based on Triangle Meshes. Procedia CIRP 2015, 37, 188–192. [Google Scholar] [CrossRef]
- Surmann, T.; Enk, D. Simulation of milling tool vibration trajectories along changing engagement conditions. Int. J. Mach. Tools Manuf. 2007, 47, 1442–1448. [Google Scholar] [CrossRef]
- Biermann, D.; Kersting, P.; Surmann, T. A general approach to simulating workpiece vibrations during five-axis milling of turbine blades. CIRP Ann. 2010, 59, 125–128. [Google Scholar] [CrossRef]
- Foley, J.D.; van Dam, A.; Feiner, S.K.; Hughes, J.F. Computer Graphics: Principles and Practice, Reprinted with Corrections, July 1997 ed., 2nd ed.; Addison-Wesley Publishing Company, Inc.: Boston, MA, USA, 1997. [Google Scholar]
- Kienzle, O. Die Bestimmung von Kräften und Leistungen an spanenden Werkzeugen und Werkzeugmaschinen. VDI-Z 1952, 94, 299–305. [Google Scholar]
- Müller, H.; Surmann, T.; Stautner, M.; Albersmann, F.; Weinert, K. Online Sculpting and Visualization of Multi-Dexel Volumes. In Proceedings of the 8th ACM Symposium on Solid Modeling and Applications, Seattle, WA, USA, 16–20 June 2003; pp. 258–261. [Google Scholar]
- Davies, M.A.; Dutterer, B.; Pratt, J.R.; Schaut, A.; Bryan, J. On the dynamics of high-speed milling with long, slender endmills. CIRP Ann. 1998, 47, 55–60. [Google Scholar] [CrossRef]
- Niu, J.; Ding, Y.; Geng, Z.; Zhu, L.; Ding, H. Patterns of Regenerative Milling Chatter Under Joint Influences of Cutting Parameters, Tool Geometries, and Runout. J. Manuf. Sci. Eng. 2018, 140, 121004. [Google Scholar] [CrossRef]
- Dijkstra, E.W. A note on two problems in connexion with graphs. Numer. Math. 1959, 1, 269–271. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axis | Jerk | |
|---|---|---|
| B | ||
| C | ||
| X | for | |
| for | ||
| Y | for | |
| for | ||
| Z | for | |
| for | ||
| Axis | u in /mm | v in /min | w in mm/min | for in mm/min | ||
|---|---|---|---|---|---|---|
| 106,400 | 0 | 1000 | ||||
| X’ | 52,656 | 1000 | 10,000 | |||
| 648,874 | 10,000 | |||||
| 147,161 | 0 | 1000 | ||||
| Y’ | 407,903 | 1000 | 10,000 | |||
| 3,670,052 | 10,000 | |||||
| 139,196 | 0 | 1000 | ||||
| Z’ | 471,482 | 1000 | 10,000 | |||
| 3,901,536 | 10,000 | |||||
| Parameter | Value |
|---|---|
| Strategy | Down milling |
| Tool diameter | |
| Depth of cut | |
| Width of cut | = 0.0–0.2 mm |
| Spindle speed | |
| Feed per tooth |
| Parameter | Values | |||||||
|---|---|---|---|---|---|---|---|---|
| Stability criterion | avg., max. | |||||||
| Stability limit | ||||||||
| Weight factor | , , , , 1, 2, 5 | |||||||
| Min. interval length in | 5 | 5 | 2 | 2 | 2 | 1 | 1 | |
| Max. interval length in | 15 | 10 | 8 | 5 | 6 | 5 | 4 | |
| No. of intervals | 18 | 19 | 37 | 38 | 38 | 62 | 63 | |
| Min. interval length in | 1 | 0.5 | 0.5 | 0.5 | 0.5 | 0.2 | ||
| Max. interval length in | 3 | 3 | 2.5 | 2 | 1.5 | 1.5 | ||
| No. of intervals | 65 | 73 | 76 | 80 | 85 | 85 | ||
| Optimised Path | Stability criterion | Stability limit | ||||||
| “OP1” | avg. | 0.1 | ||||||
| “OP2” | max. | 0.01 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wilck, I.; Wirtz, A.; Merhofe, T.; Biermann, D.; Wiederkehr, P. Minimisation of Pose-Dependent Regenerative Vibrations for 5-Axis Milling Operations. J. Manuf. Mater. Process. 2021, 5, 99. https://doi.org/10.3390/jmmp5030099
Wilck I, Wirtz A, Merhofe T, Biermann D, Wiederkehr P. Minimisation of Pose-Dependent Regenerative Vibrations for 5-Axis Milling Operations. Journal of Manufacturing and Materials Processing. 2021; 5(3):99. https://doi.org/10.3390/jmmp5030099
Chicago/Turabian StyleWilck, Ines, Andreas Wirtz, Torben Merhofe, Dirk Biermann, and Petra Wiederkehr. 2021. "Minimisation of Pose-Dependent Regenerative Vibrations for 5-Axis Milling Operations" Journal of Manufacturing and Materials Processing 5, no. 3: 99. https://doi.org/10.3390/jmmp5030099