

About the Mechanical Strength of Calcium Phosphate Cement Scaffolds
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. β-TCP Ceramics
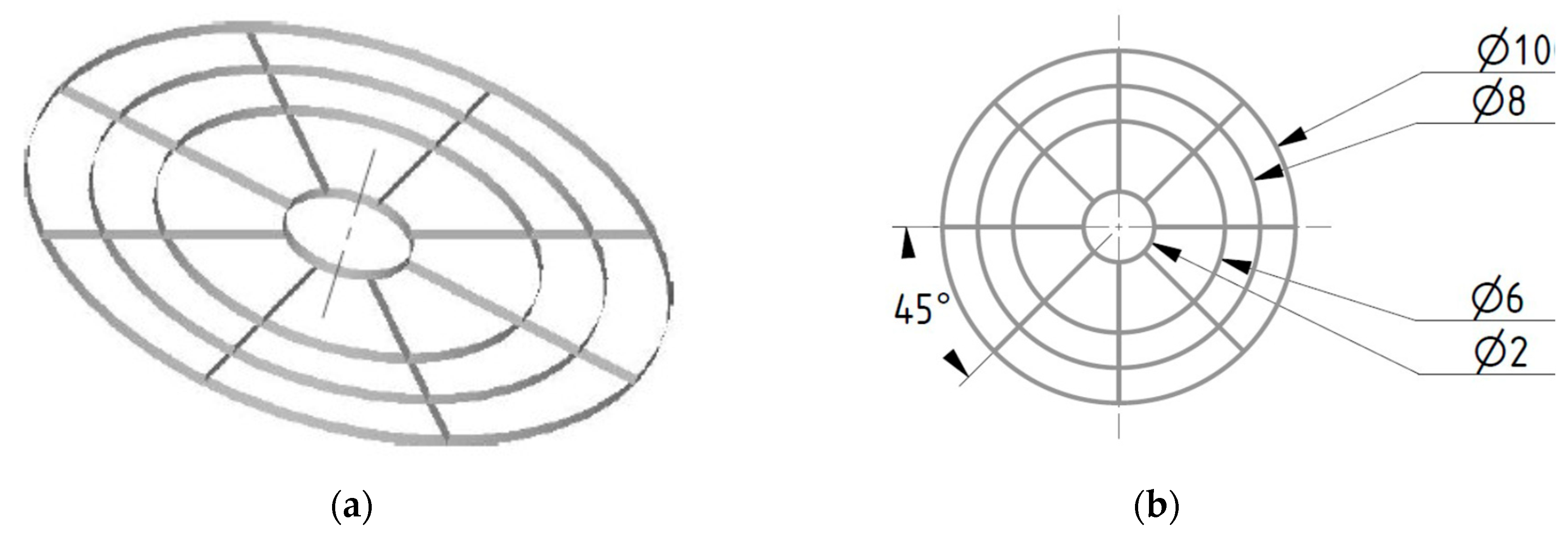
2.3. Three-Dimensional Printing
2.3.1. Optimizing Printing Parameters
- The pressure (bar);
- The printing speed (mm/s);
- The needle offset (mm);
- The post-flow (s);
- The pre-flow (s).
2.3.2. Printing the Round Geometries with More Than 12 Layers
2.4. Characterization of the Scaffolds: 3D-Printed and Sintered
2.5. Statistics
3. Results
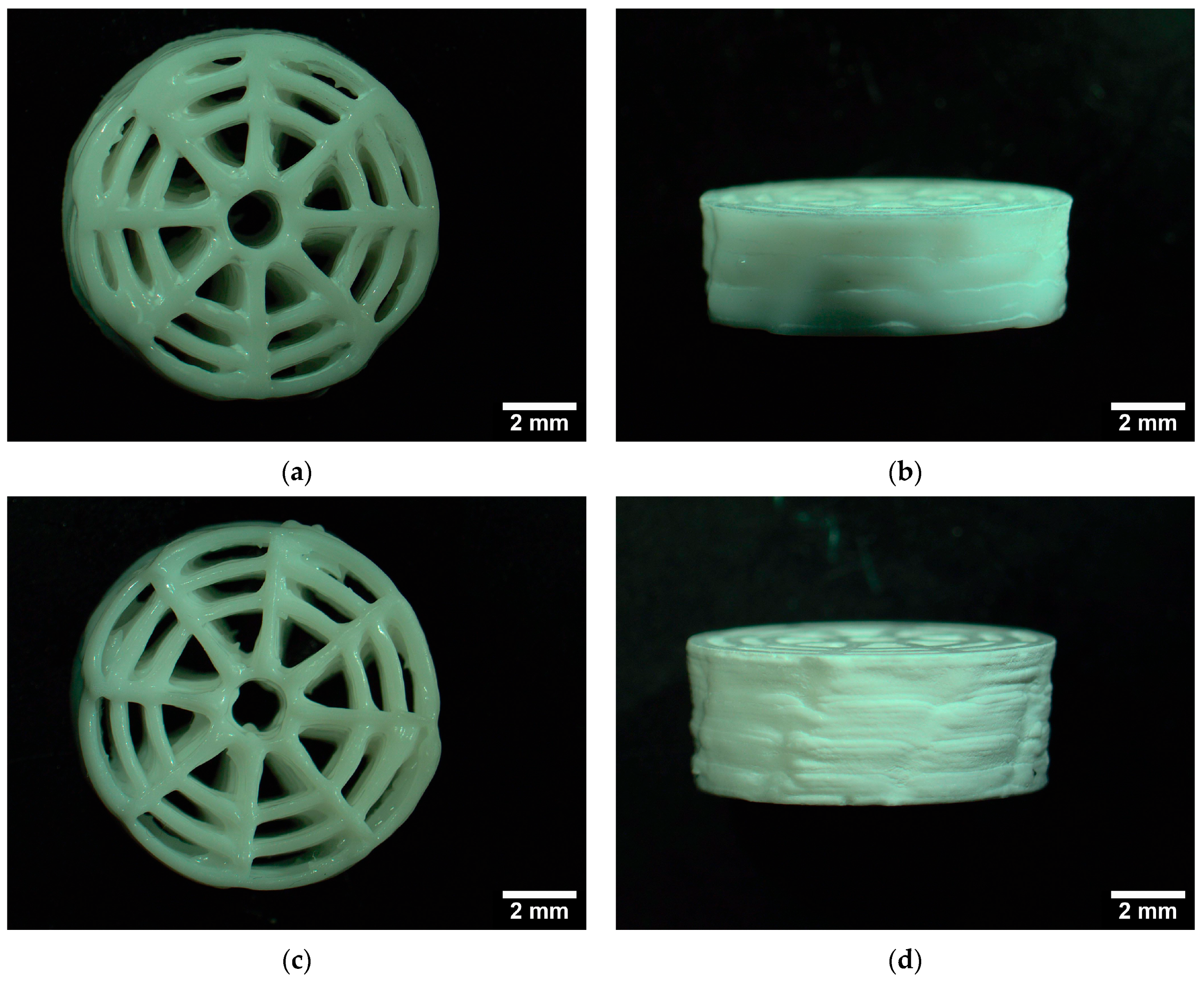
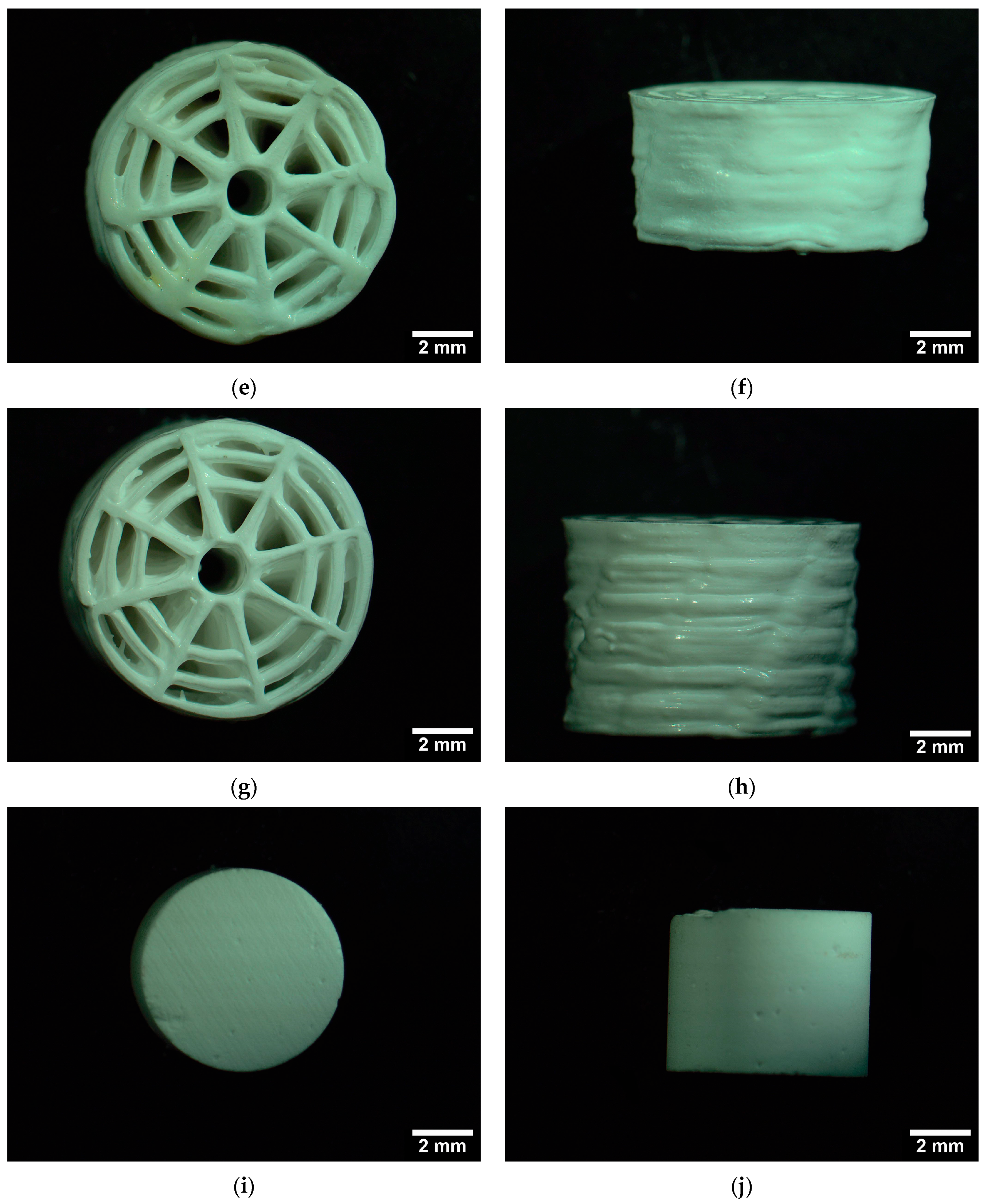
3.1. Characterization of the Scaffolds
3.1.1. Dimensions
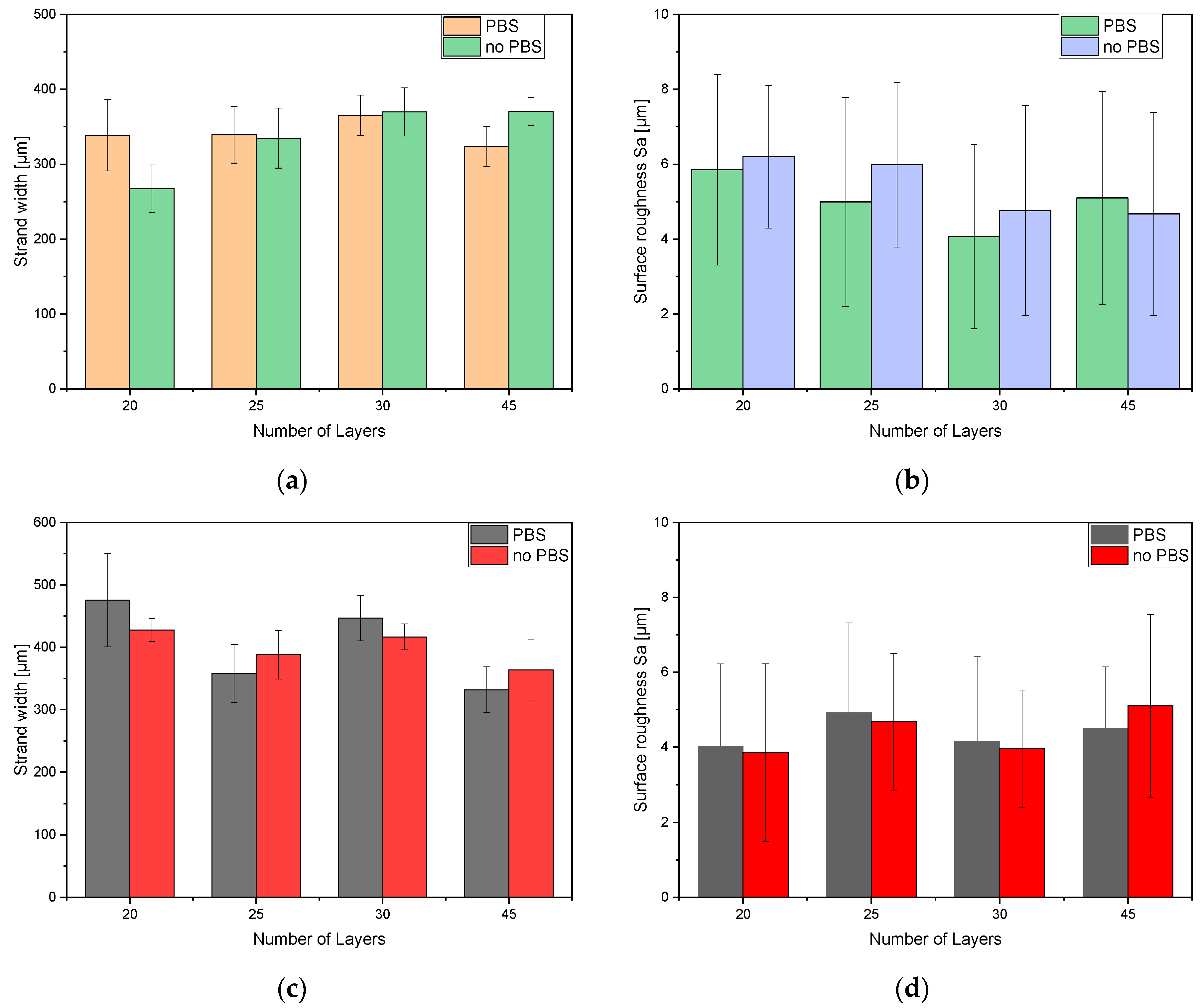
3.1.2. Strand Width and Surface Roughness (Sa)
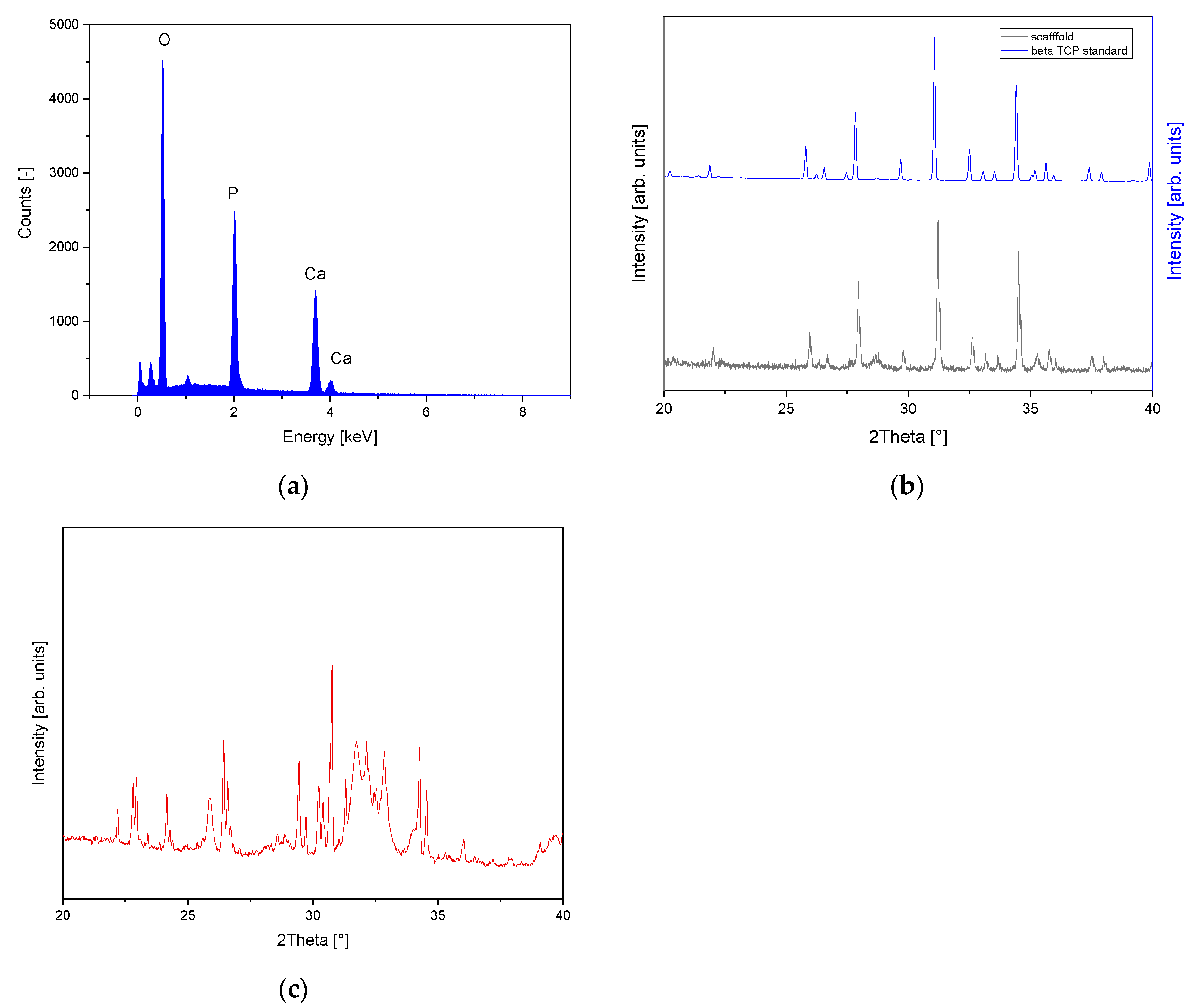
3.1.3. Phase Composition (EDX and XRD)
3.1.4. Porosity
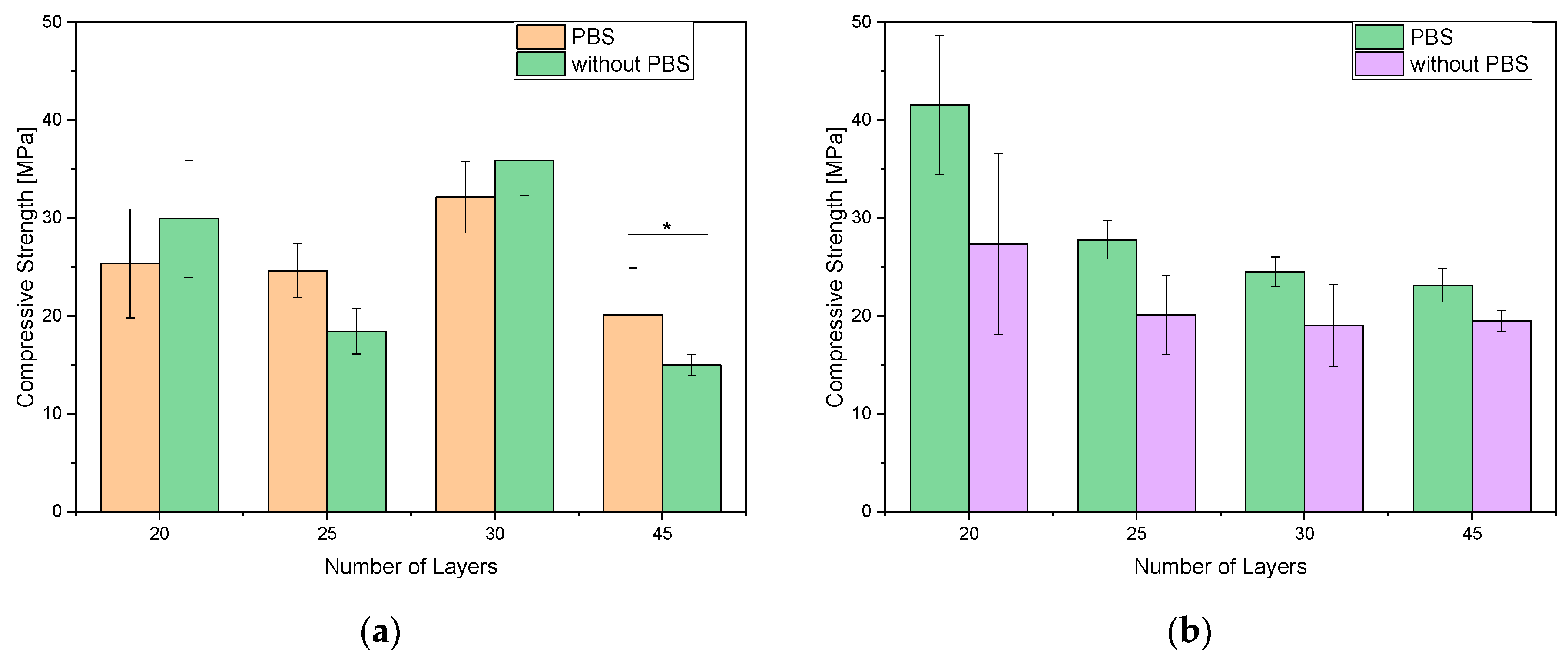
3.1.5. Mechanical Properties
4. Discussion
4.1. Strand Width and Surface Roughness Sa
4.2. Elemental Analysis EDX and XRD and Microstructure by ESEM
4.3. Mechanical Properties
4.4. Novelty Character and Limitations of the Present Study
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A





References
- Behrendt, H.; Runggaldier, K. [A problem outline on demographic change in the federal republic of germany]. Notfall + Rettungsmedizin 2009, 12, 45–50. [Google Scholar] [CrossRef]
- Peters, E.; Pritzkuleit, R.; Beske, F.; Katalinic, A. Demografischer wandel und krankheitshäufigkeiten. Bundesgesundheitsblatt Gesundheitsforschung Gesundheitsschutz 2010, 53, 417–426. [Google Scholar] [CrossRef] [PubMed]
- Eurostat. European Union: Age Structure in the Member States in 2019. Available online: https://de.statista.com/statistik/daten/studie/248981/umfrage/altersstruktur-in-den-eu-laendern/ (accessed on 25 March 2023).
- Destatis. Mitten im Demografischen Wandel. Available online: https://www.destatis.de/DE/Themen/Querschnitt/Demografischer-Wandel/demografie-mitten-im-wandel.html (accessed on 2 September 2020).
- U.N. World Population Prospects 2022. Available online: population.un.org (accessed on 20 February 2023).
- Destatis. Gesundheit—Fallpauschalenbezogene krankenhausstatistik (drg-statistik) operationen und prozeduren der vollstationären patientinnen und patienten in krankenhäusern (4-steller); Statistisches Bundesamt (Destatis): Wiesbaden, Germany, 2020. [Google Scholar]
- Engh, C.A., Jr.; Young, A.M.; Engh, C.A., Sr.; Hopper, R.H., Jr. Clinical consequences of stress shielding after porous-coated total hip arthroplasty. Clin. Orthop. Relat. Res. 2003, 417, 157–163. [Google Scholar] [CrossRef] [PubMed]
- Epple, M. Biomaterialien und Biomineralisation, eine Einführung für Naturwissenschaftler, Mediziner und Ingenieure; Teubner: Sonnewalde, Germany, 2003. [Google Scholar] [CrossRef]
- Jarcho, M. Calcium phosphate ceramics as hard tissue prosthetics. Clin. Orthop. Relat. Res. 1981, 157, 259–278. [Google Scholar] [CrossRef]
- Ducheyne, P.; Qiu, Q. Bioactive ceramics: The effect of surface reactivity on bone formation and bone cell function. Biomaterials 1999, 20, 2287–2303. [Google Scholar] [CrossRef]
- Bohner, M.; van Lenthe, G.H.; Grünenfelder, S.; Hirsiger, W.; Evison, R.; Müller, R. Synthesis and characterization of porous-tricalcium phosphate blocks. Biomaterials 2005, 26, 6099–6105. [Google Scholar] [CrossRef]
- Karageorgiou, V.; Kaplan, D. Porosity of 3d biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef]
- Jacob, H.A.C. Materialverhalten (knochen und implantatwerkstoffe) bei mechanischer beanspruchung. In Orthopädie und Unfallchirurgie: Für Praxis, Klinik und Facharztprüfung; Grifka, J., Kuster, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 29–47. [Google Scholar] [CrossRef]
- Akao, M.; Aoki, H.; Kato, K. Mechanical properties of sintered hydroxyapatite for prosthetic applications. J. Mater. Sci. 1981, 16, 809–812. [Google Scholar] [CrossRef]
- Pearson, O.M.; Lieberman, D.E. The aging of wolff’s “law”: Ontogeny and responses to mechanical loading in cortical bone. Yearb. Phys. Anthropol. 2004, 125, 63–99. [Google Scholar] [CrossRef]
- Tian, J.; Tian, J. Preparation of porous hydroxyapatite. J. Mater. Sci. 2001, 36, 3061–3066. [Google Scholar] [CrossRef]
- Figliuzzi, M.; Mangano, F.; Mangano, C. A novel root analogue dental implant using ct scan and cad/cam: Selective laser melting technology. Int. J. Oral Maxillofac. Surg. 2012, 41, 858–862. [Google Scholar] [CrossRef]
- Igawa, K.; Mochizuki, M.; Sugimori, O.; Shimizu, K.; Yamazawa, K.; Kawaguchi, H.; Nakamura, K.; Takato, T.; Nishimura, R.; Suzuki, S.; et al. Tailor-made tricalcium phosphate bone implant directly fabricated by a three-dimensional ink-jet printer. J. Artif. Organs 2006, 9, 234–240. [Google Scholar] [CrossRef]
- Xu, H.H.K.; Wang, P.; Wang, L.; Bao, C.; Chen, Q.; Weir, M.D.; Chow, L.C.; Zhao, L.; Zhou, X.; Reynolds, M.A. Calcium phosphate cements for bone engineering and their biological properties. Bone Res. 2017, 5, 17056. [Google Scholar] [CrossRef] [Green Version]
- Vorndran, E.; Geffers, M.; Ewald, A.; Lemm, M.; Nies, B.; Gbureck, U. Ready-to-use injectable calcium phosphate bone cement paste as drug carrier. Acta Biomater. 2013, 9, 9558–9567. [Google Scholar] [CrossRef]
- Ghosh, S.; Wu, V.; Pernal, S.; Uskoković, V. Self-setting calcium phosphate cements with tunable antibiotic release rates for advanced antimicrobial applications. ACS Appl. Mater. Interfaces 2016, 8, 7691–7708. [Google Scholar] [CrossRef] [Green Version]
- Seidenstuecker, M.; Ruehe, J.; Suedkamp, N.P.; Serr, A.; Wittmer, A.; Bohner, M.; Bernstein, A.; Mayr, H.O. Composite material consisting of microporous β-tcp ceramic and alginate for delayed release of antibiotics. Acta Biomater. 2017, 433–446. [Google Scholar] [CrossRef]
- Kuehling, T.; Schilling, P.; Bernstein, A.; Mayr, H.O.; Serr, A.; Wittmer, A.; Bohner, M.; Seidenstuecker, M. A human bone infection organ model for biomaterial research. Acta Biomater. 2022, 144, 230–241. [Google Scholar] [CrossRef]
- Takagi, S.; Chow, L.C.; Hirayama, S.; Sugawara, A. Premixed calcium–phosphate cement pastes. J. Biomed. Mater. Res. Part B Appl. Biomater. 2003, 67B, 689–696. [Google Scholar] [CrossRef] [PubMed]
- Lu, J.; Descamps, M.; Dejou, J.; Koubi, G.; Hardouin, P.; Lemaitre, J.; Proust, J.-P. The biodegradation mechanism of calcium phosphate biomaterials in bone. J. Biomed. Mater. Res. 2002, 63, 408–412. [Google Scholar] [CrossRef]
- Seidenstuecker, M.; Mrestani, Y.; Neubert, R.H.H.; Bernstein, A.; Mayr, H.O. Release kinetics and antibacterial efficacy of microporous β-tcp coatings. J. Nanomater. 2013, 2013, 8. [Google Scholar] [CrossRef] [Green Version]
- Huber, F.; Vollmer, D.; Vinke, J.; Riedel, B.; Zankovic, S.; Schmal, H.; Seidenstuecker, M. Influence of 3d printing parameters on the mechanical stability of pcl scaffolds and the proliferation behavior of bone cells. Materials 2022, 15, 2091. [Google Scholar] [CrossRef] [PubMed]
- Blankenburg, J.; Vinke, J.; Riedel, B.; Zankovic, S.; Schmal, H.; Seidenstuecker, M. Alternative geometries for 3d bioprinting of calcium phosphate cement as bone substitute. Biomedicines 2022, 10, 3242. [Google Scholar] [CrossRef] [PubMed]
- Egorov, A.; Riedel, B.; Vinke, J.; Schmal, H.; Thomann, R.; Thomann, Y.; Seidenstuecker, M. The mineralization of various 3d-printed pcl composites. J. Funct. Biomater. 2022, 13, 238. [Google Scholar] [CrossRef]
- Seidenstuecker, M.; Schmeichel, T.; Ritschl, L.; Vinke, J.; Schilling, P.; Schmal, H.; Bernstein, A. Mechanical properties of the composite material consisting of β-tcp and alginate-di-aldehyde-gelatin hydrogel and its degradation behavior. Materials 2021, 14, 1303. [Google Scholar] [CrossRef]
- Stahli, C.; Bohner, M.; Bashoor-Zadeh, M.; Doebelin, N.; Baroud, G. Aqueous impregnation of porous beta-tricalcium phosphate scaffolds. Acta Biomater. 2010, 6, 2760–2772. [Google Scholar] [CrossRef]
- Khairoun, I.; Boltong, M.G.; Driessens, F.C.; Planell, J.A. Effect of calcium carbonate on clinical compliance of apatitic calcium phosphate bone cement. J. Biomed. Mater. Res. 1997, 38, 356–360. [Google Scholar] [CrossRef]
- Seidenstuecker, M.; Schilling, P.; Ritschl, L.; Lange, S.; Schmal, H.; Bernstein, A.; Esslinger, S. Inverse 3d printing with variations of the strand width of the resulting scaffolds for bone replacement. Materials 2021, 14, 1964. [Google Scholar] [CrossRef]
- Muallah, D.; Sembdner, P.; Holtzhausen, S.; Meissner, H.; Hutsky, A.; Ellmann, D.; Assmann, A.; Schulz, M.C.; Lauer, G.; Kroschwald, L.M. Adapting the pore size of individual, 3D-printed cpc scaffolds in maxillofacial surgery. J. Clin. Med. 2021, 10, 2654. [Google Scholar] [CrossRef]
- Akkineni, A.R.; Luo, Y.; Schumacher, M.; Nies, B.; Lode, A.; Gelinsky, M. 3d plotting of growth factor loaded calcium phosphate cement scaffolds. Acta Biomater. 2015, 27, 264–274. [Google Scholar] [CrossRef]
- Raymond, S.; Maazouz, Y.; Montufar, E.B.; Perez, R.A.; González, B.; Konka, J.; Kaiser, J.; Ginebra, M.-P. Accelerated hardening of nanotextured 3D-plotted self-setting calcium phosphate inks. Acta Biomater. 2018, 75, 451–462. [Google Scholar] [CrossRef]
- Seidenstuecker, M.; Kissling, S.; Ruehe, J.; Suedkamp, N.; Mayr, H.; Bernstein, A. Novel method for loading microporous ceramics bone grafts by using a directional flow. J. Funct. Biomater. 2015, 6, 1085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bernstein, A.; Niemeyer, P.; Salzmann, G.; Südkamp, N.P.; Hube, R.; Klehm, J.; Menzel, M.; von Eisenhart-Rothe, R.; Bohner, M.; Görz, L.; et al. Microporous calcium phosphate ceramics as tissue engineering scaffolds for the repair of osteochondral defects: Histological results. Acta Biomater. 2013, 9, 7490–7505. [Google Scholar] [CrossRef] [PubMed]
- Fathi, M.; Kholtei, A.; El Youbi, S.; Chafik El Idrissi, B. Setting properties of calcium phosphate bone cement. Mater. Today Proc. 2019, 13, 876–881. [Google Scholar] [CrossRef]
- Mayr, H.O.; Klehm, J.; Schwan, S.; Hube, R.; Sudkamp, N.P.; Niemeyer, P.; Salzmann, G.; von Eisenhardt-Rothe, R.; Heilmann, A.; Bohner, M.; et al. Microporous calcium phosphate ceramics as tissue engineering scaffolds for the repair of osteochondral defects: Biomechanical results. Acta Biomater. 2013, 9, 4845–4855. [Google Scholar] [CrossRef]
- Miyamoto, Y.; Ishikawa, K.; Fukao, H.; Sawada, M.; Nagayama, M.; Kon, M.; Asaoka, K. In vivo setting behaviour of fast-setting calcium phosphate cement. Biomaterials 1995, 16, 855–860. [Google Scholar] [CrossRef]
- Li, C.; Jiang, C.; Deng, Y.; Li, T.; Li, N.; Peng, M.; Wang, J. RhBMP-2 loaded 3D-printed mesoporous silica/calcium phosphate cement porous scaffolds with enhanced vascularization and osteogenesis properties. Sci. Rep. 2017, 7, 41331. [Google Scholar] [CrossRef]
- Wu, C.; Fan, W.; Zhou, Y.; Luo, Y.; Gelinsky, M.; Chang, J.; Xiao, Y. 3D-printing of highly uniform CaSiO3 ceramic scaffolds: Preparation, characterization and in vivo osteogenesis. J. Mater. Chem. 2012, 22, 12288–12295. [Google Scholar] [CrossRef]
- Richard, H.A.; Kullmer, G. Biomechanik—Definitionen, aufgaben und fragestellungen. In Biomechanik: Anwendungen Mechanischer Prinzipien auf den Menschlichen Bewegungsapparat; Richard, H.A., Kullmer, G., Eds.; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2020; pp. 1–14. [Google Scholar] [CrossRef]
- Olszta, M.J.; Cheng, X.; Jee, S.S.; Kumar, R.; Kim, Y.-Y.; Kaufman, M.J.; Douglas, E.P.; Gower, L.B. Bone structure and formation: A new perspective. Mater. Sci. Eng. R Rep. 2007, 58, 77–116. [Google Scholar] [CrossRef]
- Kaur, G.; Kumar, V.; Baino, F.; Mauro, J.C.; Pickrell, G.; Evans, I.; Bretcanu, O. Mechanical properties of bioactive glasses, ceramics, glass-ceramics and composites: State-of-the-art review and future challenges. Mater. Sci. Eng. C 2019, 104, 109895. [Google Scholar] [CrossRef]
- Wu, Y.; Woodbine, L.; Carr, A.M.; Pillai, A.R.; Nokhodchi, A.; Maniruzzaman, M. 3D printed calcium phosphate cement (cpc) scaffolds for anti-cancer drug delivery. Pharmaceutics 2020, 12, 1077. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Pressure (bar) | Printing Speed (mm/s) | Needle Offset (mm) | Post Flow (s) | Water Applied after Layer |
|---|---|---|---|---|---|
| 020_20layers | 1.0 | 4.5 | 0.16 | 0.0 | 7 |
| 020_25layers | 1.0 | 4.5 | 0.16 | 0.0 | 7 |
| 020_30layers | 1.0 | 4.0 | 0.16 | 0.0 | 7 |
| 020_45layers | 1.0 | 4.0 | 0.16 | 0.0 | 7 |
| 025_20layers | 0.9 | 5.2 | 0.22 | −0.05 | 5 |
| 025_25layers | 0.8 | 4.5 | 0.22 | −0.05 | 5 |
| 025_30layers | 0.9 | 4.3 | 0.22 | −0.05 | 5 |
| 025_45layers | 0.9 | 5.3 | 0.22 | −0.05 | 5 |
| Scaffold | Height (mm) | Diameter (mm) |
|---|---|---|
| 020_20layer | 3.4 | 10.5 |
| 020_20layer + PBS | 3.4 | 10.5 |
| 020_25layer | 4.3 | 10.5 |
| 020_25layer + PBS | 4.3 | 10.5 |
| 020_30layer | 5.0 | 10.5 |
| 020_30layer + PBS | 5.0 | 10.5 |
| 020_45layer | 7.5 | 10.5 |
| 020_45layer + PBS | 7.5 | 10.5 |
| 025_20layer | 4.4 | 10.5 |
| 025_20layer + PBS | 4.4 | 10.5 |
| 025_25layer | 5.3 | 10.5 |
| 025_25layer + PBS | 5.3 | 10.5 |
| 025_30layer | 6.4 | 10.5 |
| 025_30layer + PBS | 6.4 | 10.5 |
| 025_45layer | 9.5 | 10.5 |
| 025_45layer + PBS | 9.5 | 10.5 |
| Sinter ceramics | 7 | 7 |
| Compression Modulus [MPa] | ||||
|---|---|---|---|---|
| Number of Layers | 0.20 mm Needle Inner Diameter | 0.25 mm Needle Inner Diameter | ||
| PBS | No PBS | PBS | No PBS | |
| 20 | 5.65 ± 1.19 | 6.62 ± 0.89 | 7.87 ± 1.32 | 6.57 ± 1.93 |
| 25 | 7.46 ± 1.15 | 5.82 ± 1.25 | 9.47 ± 2.60 | 6.06 ± 1.81 |
| 30 | 9.72 ± 0.64 | 10.75 ± 0.81 | 8.47 ± 0.99 | 4.94 ± 1.94 |
| 45 | 10.13 ± 2.54 | 7.67 ± 0.79 | 13.42 ± 1.74 | 9.42 ± 2.84 |
| β-TCP Ceramics | PBS | No PBS | ||
| 50.9 ± 3.81 | 51.92 ± 4.13 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bertrand, E.; Zankovic, S.; Vinke, J.; Schmal, H.; Seidenstuecker, M. About the Mechanical Strength of Calcium Phosphate Cement Scaffolds. Designs 2023, 7, 87. https://doi.org/10.3390/designs7040087
Bertrand E, Zankovic S, Vinke J, Schmal H, Seidenstuecker M. About the Mechanical Strength of Calcium Phosphate Cement Scaffolds. Designs. 2023; 7(4):87. https://doi.org/10.3390/designs7040087
Chicago/Turabian StyleBertrand, Elisa, Sergej Zankovic, Johannes Vinke, Hagen Schmal, and Michael Seidenstuecker. 2023. "About the Mechanical Strength of Calcium Phosphate Cement Scaffolds" Designs 7, no. 4: 87. https://doi.org/10.3390/designs7040087