
Design and Fabrication of an In Situ Short-Fiber Doser for Fused Filament Fabrication 3D Printer: A Novel Method to Manufacture Fiber–Polymer Composite


Abstract
:1. Introduction
2. Design and Development of Fiber Doser
2.1. Engineering Requirements and Design Specification
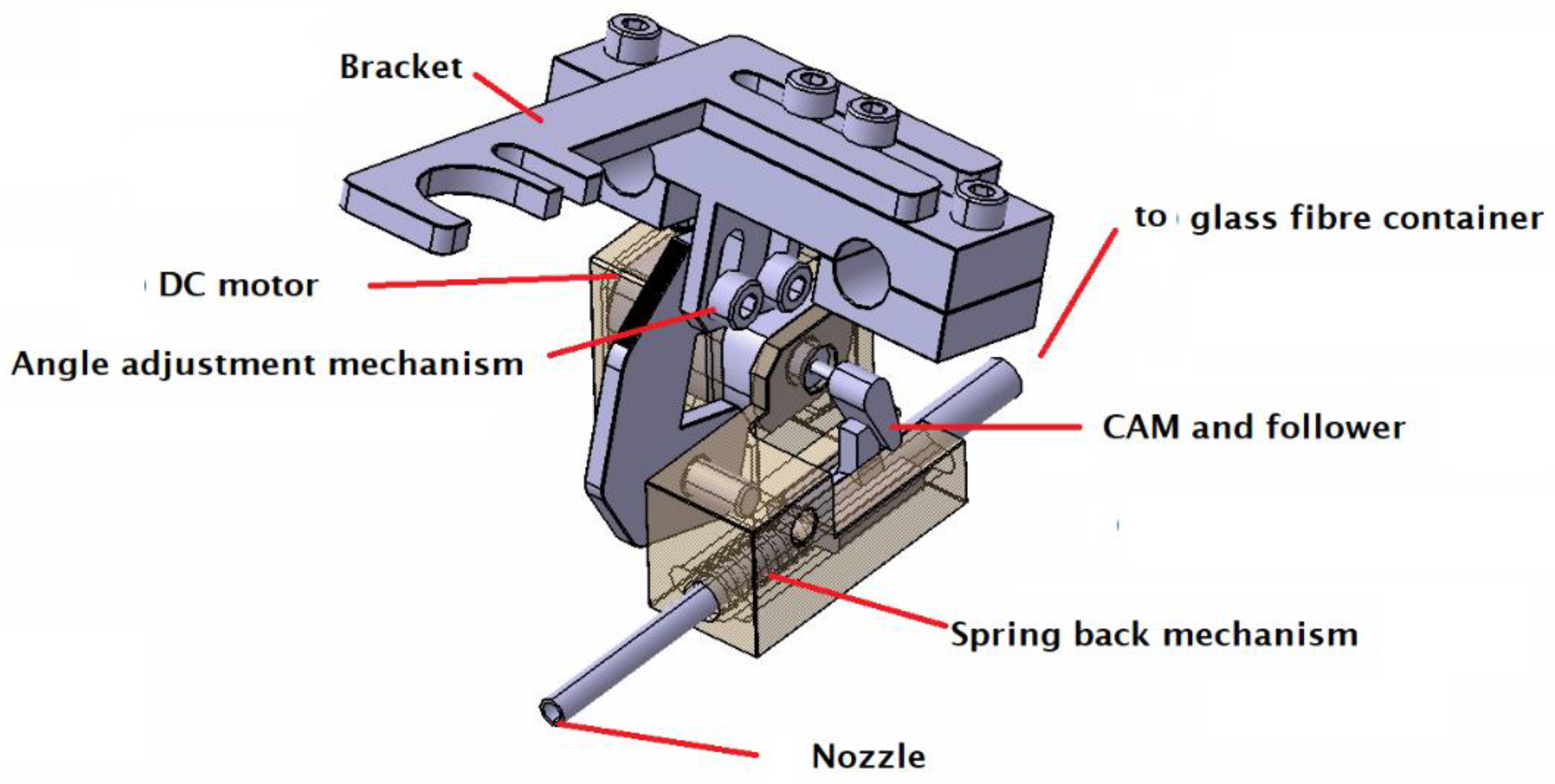
2.2. Design of Fiber Doser
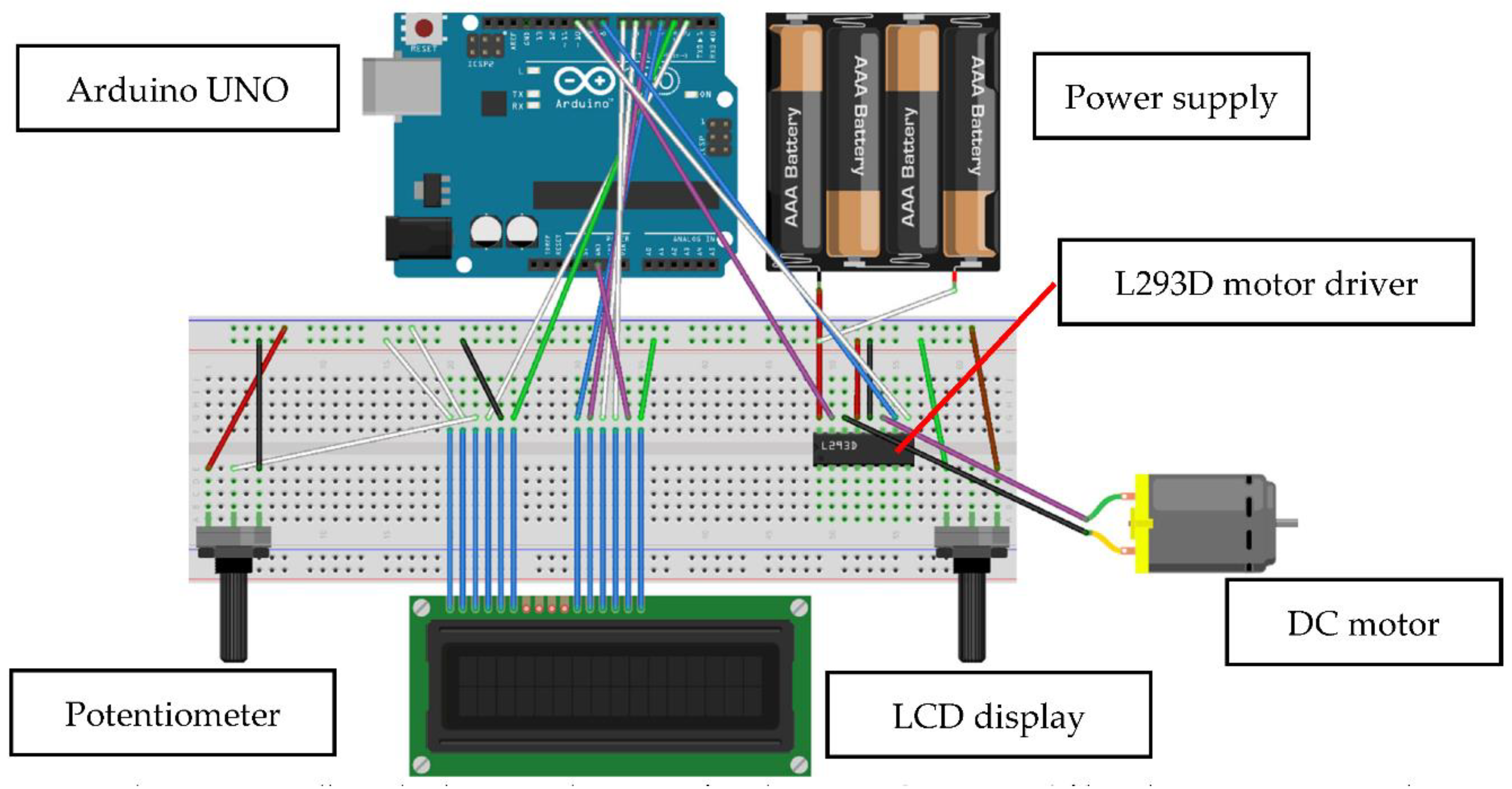
2.3. Prototyping and Testing
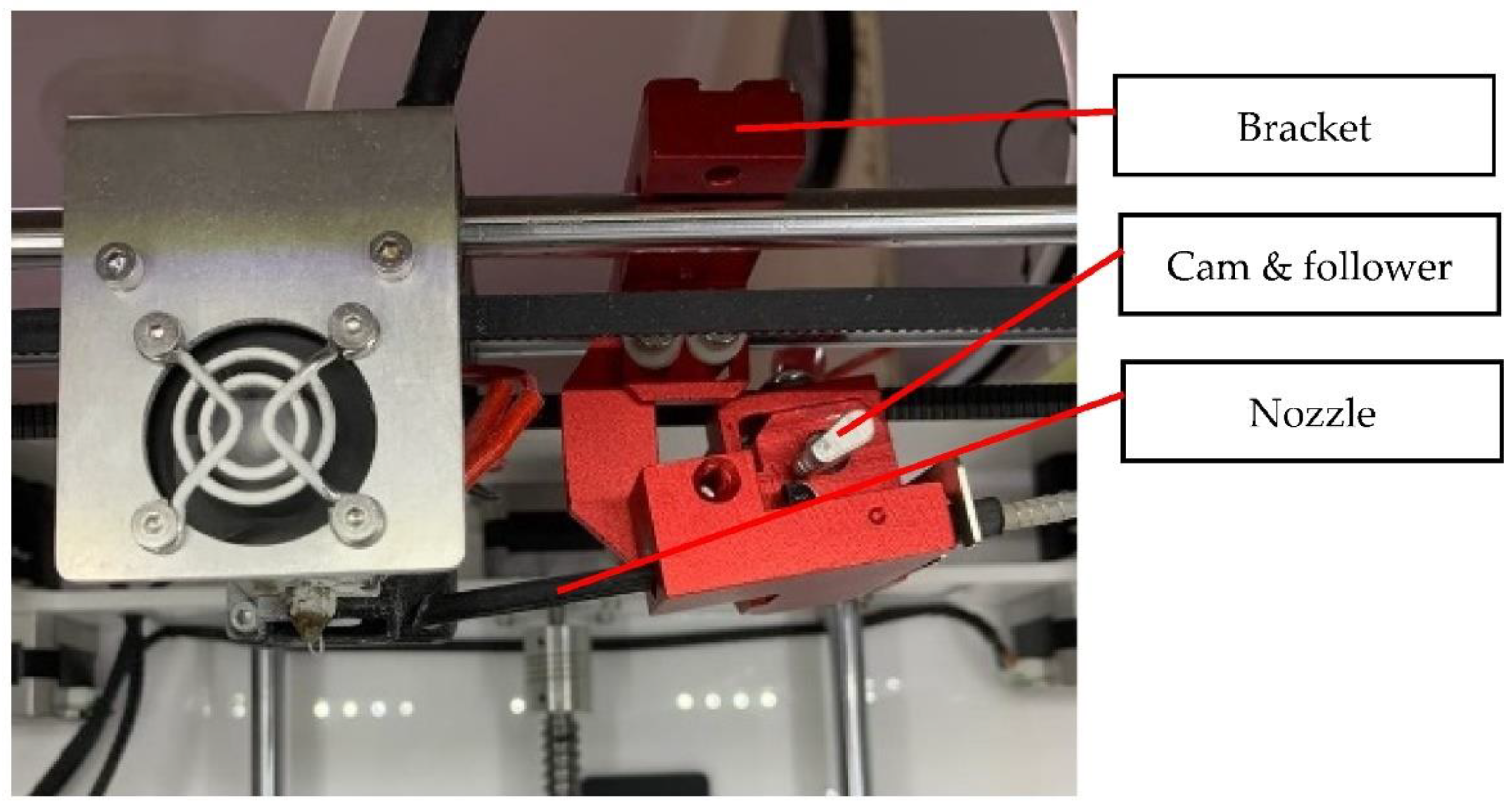
2.4. Commisioning of Fiber Doser
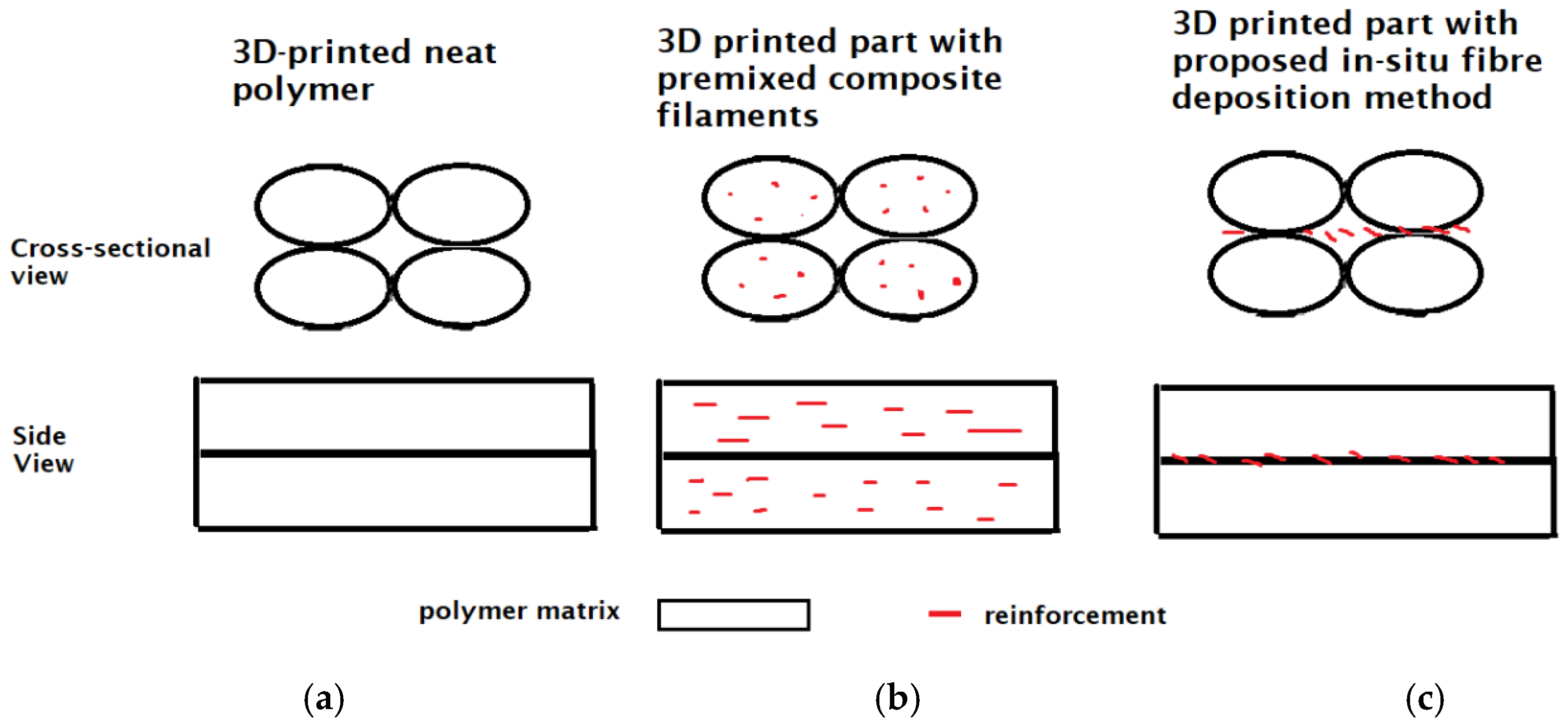
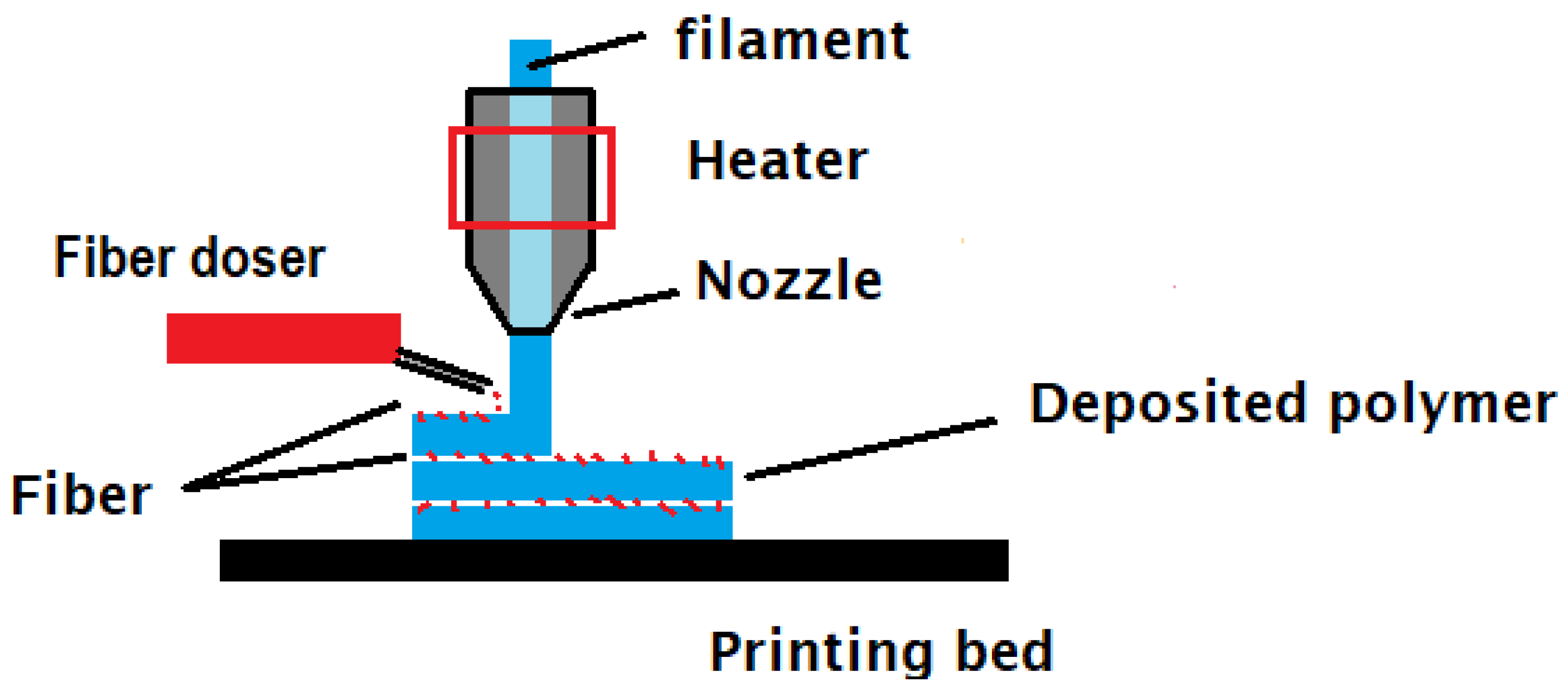
2.5. Fabrication of In Situ 3D-Printed Polymer Composite
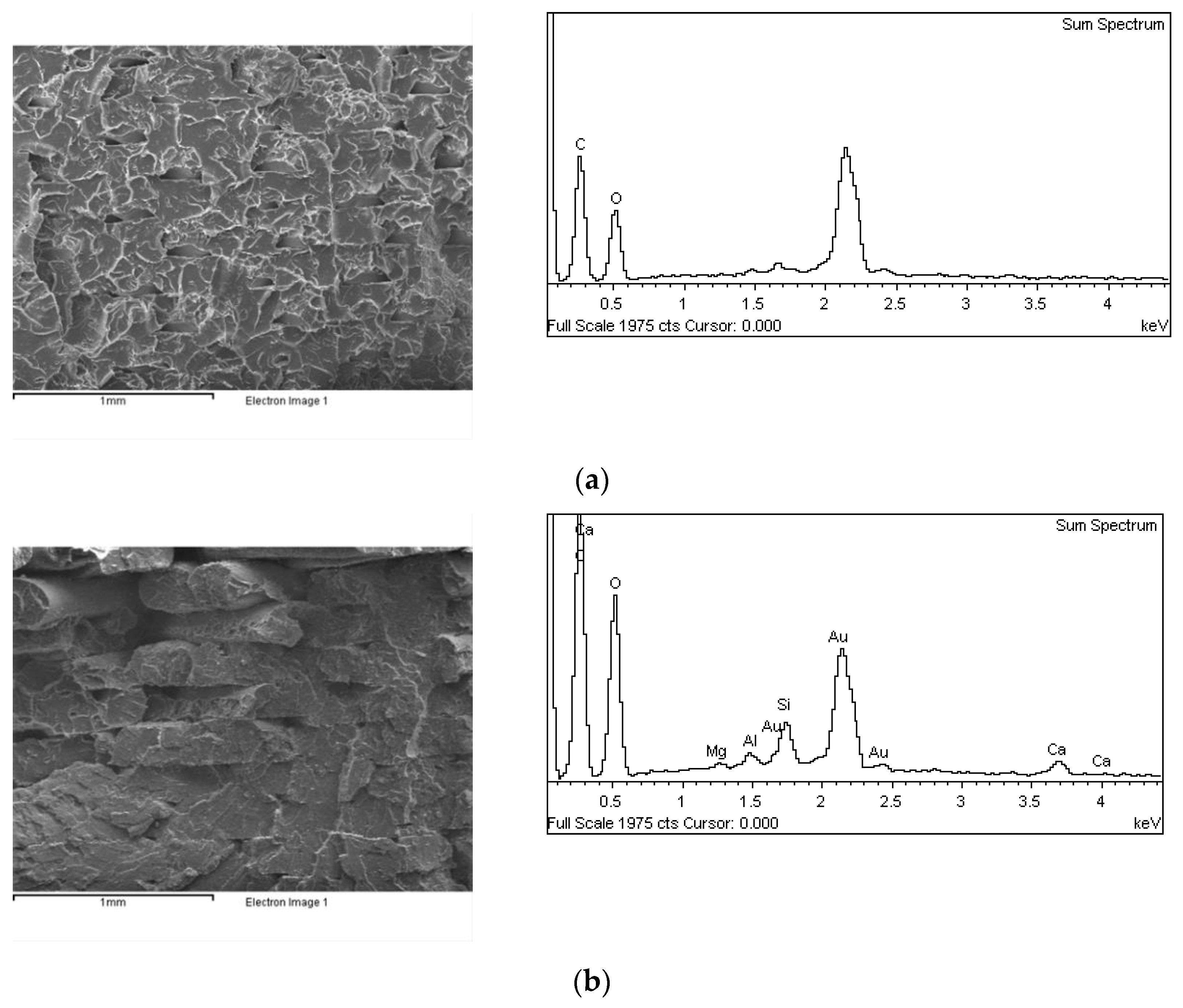
2.6. Fiber-Content Measurement Method and Inspection
3. Results and Discussion
4. Future Works
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Takagishi, K.; Umezu, S. Development of the Improving Process for the 3D Printed Structure. Sci. Rep. 2017, 7, 39852. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lluch-Cerezo, J.; Benavente, R.; Meseguer, M.D.; García-Manrique, J.A. Effect of a Powder Mould in the Post-Process Thermal Treatment of ABS Parts Manufactured with FDM Technology. Polymers 2021, 13, 2422. [Google Scholar] [CrossRef] [PubMed]
- Hofstätter, T.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. State-of-the-Art of Fiber-Reinforced Polymers in Additive Manufacturing Technologies. J. Reinf. Plast. Compos. 2017, 36, 1061–1073. [Google Scholar] [CrossRef] [Green Version]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef] [Green Version]
- Nikzad, M.; Masood, S.H.; Sbarski, I. Thermo-Mechanical Properties of a Highly Filled Polymeric Composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive Manufacturing of Carbon Fiber-Reinforced Plastic Composites Using Fused Deposition Modeling: Effects of Process Parameters on Tensile Properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive Manufacturing of Carbon Fiber Reinforced Thermoplastic Composites Using Fused Deposition Modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused Deposition Modelling with ABS–Graphene Nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Zhao, G.; Liu, H.Y.; Cui, X.; Du, X.; Zhou, H.; Mai, Y.W.; Jia, Y.Y.; Yan, W. Tensile Properties of 3D-Printed CNT-SGF Reinforced PLA Composites. Compos. Sci. Technol. 2022, 109333, in press. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Ivanova, O.; Williams, C.; Campbell, T. Additive Manufacturing (AM) and Nanotechnology: Promises and Challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, Y.; Elkholy, A.; Schofield, J.S.; Melenka, G.W.; Kempers, R. Effective Thermal Conductivity of 3D-Printed Continuous Fiber Polymer Composites. Adv. Manuf. Polym. Compos. Sci. 2020, 6, 17–28. [Google Scholar] [CrossRef]
- Boparai, K.; Singh, R.; Singh, H. Comparison of Tribological Behaviour for Nylon6-Al-Al2O3 and ABS Parts Fabricated by Fused Deposition Modelling. Virtual Phys. Prototyp. 2015, 10, 59–66. [Google Scholar] [CrossRef]
- Shemelya, C.M.; Rivera, A.; Perez, A.T.; Rocha, C.; Liang, M.; Yu, X.; Kief, C.; Alexander, D.; Stegeman, J.; Xin, H.; et al. Mechanical, Electromagnetic, and X-Ray Shielding Characterization of a 3D Printable Tungsten–Polycarbonate Polymer Matrix Composite for Space-Based Applications. J. Electron. Mater. 2015, 44, 2598–2607. [Google Scholar] [CrossRef]
- Ismail, K.I.; Yap, T.C.; Ahmed, R. 3D-Printed Fibre-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fibres’ Length and Fibre Implementation Techniques. Polymers 2022, 14, 4659. [Google Scholar] [CrossRef] [PubMed]
- Love, L.J.; Kunc, V.; Rios, O.; Duty, C.E.; Elliott, A.M.; Post, B.K.; Smith, R.J.; Blue, C.A. The Importance of Carbon Fiber to Polymer Additive Manufacturing. J. Mater. Res. 2014, 29, 1893–1898. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Irianto; Ghazali, I. Application of Taguchi Method to Optimize the Parameter of Fused Deposition Modeling (FDM) Using Oil Palm Fiber Reinforced Thermoplastic Composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D Printing of Continuous Carbon Fiber Prepreg Filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Hu, Z.; Ye, X.; Wang, S.; Zhao, Y.; Wang, B.; Ou, Y.; Zhang, J. High Strength Carbon-Fiber Reinforced Polyamide 6 Composites Additively Manufactured by Screw-Based Extrusion. Compos. Sci. Technol. 2022, 229, 109707. [Google Scholar] [CrossRef]
- Mori, K.I.; Maeno, T.; Nakagawa, Y. Dieless Forming of Carbon Fibre Reinforced Plastic Parts Using 3D Printer. Procedia Eng. 2014, 81, 1595–1600. [Google Scholar] [CrossRef]
- Baumann, F.; Scholz, J.; Fleischer, J. Investigation of a New Approach for Additively Manufactured Continuous Fiber-Reinforced Polymers. Procedia CIRP 2017, 66, 323–328. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Escamilla, Y.R.; Llanas, P.I.A. Characterization of 3D Printing on Jute Fabrics. Polymers 2021, 13, 3202. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of Continuous Carbon, Glass and Kevlar Fibre Reinforced Polymer Composites Using Additive Manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar Bonding Performance of 3D Printed Continuous Fibre Reinforced Thermoplastic Composites Using Fused Deposition Modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- van de Werken, N.; Hurley, J.; Khanbolouki, P.; Sarvestani, A.N.; Tamijani, A.Y.; Tehrani, M. Design Considerations and Modeling of Fiber Reinforced 3D Printed Parts. Compos. Part B Eng. 2019, 160, 684–692. [Google Scholar] [CrossRef]
- ASTM. ASTM D3171-22; Standard Test Methods for Constituent Content of Composite Materials 2022. ASTM International: West Conshohocken, PA, USA, 2022. Available online: https://www.astm.org/d3171-22.html (accessed on 17 September 2022).
- Wang, P.H.; Sterkenburg, R.; Kim, G.; He, Y. Investigating the Void Content, Fiber Content, and Fiber Orientation of 3D Printed Recycled Carbon Fiber. Key Eng. Mater. 2019, 801, 276–281. [Google Scholar] [CrossRef]
- Moon, C.R.; Bang, B.R.; Choi, W.J.; Kang, G.H.; Park, S.Y. A Technique for Determining Fiber Content in FRP by Thermogravimetric Analyzer. Polym. Test. 2005, 24, 376–380. [Google Scholar] [CrossRef]
- Bücheler, D.; Kaiser, A.; Henning, F. Using Thermogravimetric Analysis to Determine Carbon Fiber Weight Percentage of Fiber-Reinforced Plastics. Compos. Part B Eng. 2016, 106, 218–223. [Google Scholar] [CrossRef]
- Grund, D.; Orlishausen, M.; Taha, I. Determination of Fiber Volume Fraction of Carbon Fiber-Reinforced Polymer Using Thermogravimetric Methods. Polym. Test. 2019, 75, 358–366. [Google Scholar] [CrossRef]
- Yee, R.Y.; Stephens, T.S. A TGA Technique for Determining Graphite Fiber Content in Epoxy Composites. Thermochim. Acta 1996, 272, 191–199. [Google Scholar] [CrossRef]
- Tao, Y.; Kong, F.; Li, Z.; Zhang, J.; Zhao, X.; Yin, Q.; Xing, D.; Li, P. A Review on Voids of 3D Printed Parts by Fused Filament Fabrication. J. Mater. Res. Technol. 2021, 15, 4860–4879. [Google Scholar] [CrossRef]
- Lee, K.S.; Yap, T.C. Design and Development of Solid Particle Ejector for an FDM 3D Printer|Engineering Archive. Engrxiv 2022. [Google Scholar] [CrossRef]
- Yurdakul, A.; Günkaya, G.; Kavas, T.; Dölekçekiç, E.; Karasu, B. Electron Microscopy Observations on Glass Fiber Reinforced Concrete ( GFRC ) Materials. AKU J. Sci. Eng 2014, 14, 185–191. [Google Scholar]
- Leonés, A.; Peponi, L.; Lieblich, M.; Benavente, R.; Fiori, S. In Vitro Degradation of Plasticized PLA Electrospun Fiber Mats: Morphological, Thermal and Crystalline Evolution. Polymers 2020, 12, 2975. [Google Scholar] [CrossRef]
- METTLER TOLEDO. Determination of the Fiber Content of Composites by Thermogravimetric Analysis. Available online: https://www.mt.com/my/en/home/supportive_content/matchar_apps/MatChar_HB57.html (accessed on 17 September 2022).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Standard Value |
|---|---|
| Nozzle temperature (°C) | 210 |
| Heating bed temperature (°C) | 70 |
| Number of shells | 3 |
| Infill pattern | rectilinear |
| Raster angle (°) | (+45/−45) |
| Layer thickness (mm) | 0.2 |
| Printing speed (mm/min) | 60 |
| Build orientation | Flat |
| Specifications | Average value |
|---|---|
| Model | MEF-13-100 |
| Color | White |
| Glass type | E-glass |
| Mesh | 100 |
| Fiber diameter | 13 microns |
| Fiber length | 160 microns |
| Aspect ratio | 12:1 |
| Bulk density | 0.67 g/cc |
| Moisture content | <1.5% |
| Loss of ignition | <1% |
| Alkali content/R2O (%) | <0.80 |
| Sizing | Silane |
| Contamination | Free from dirt, lumps, and unmilled fiber |
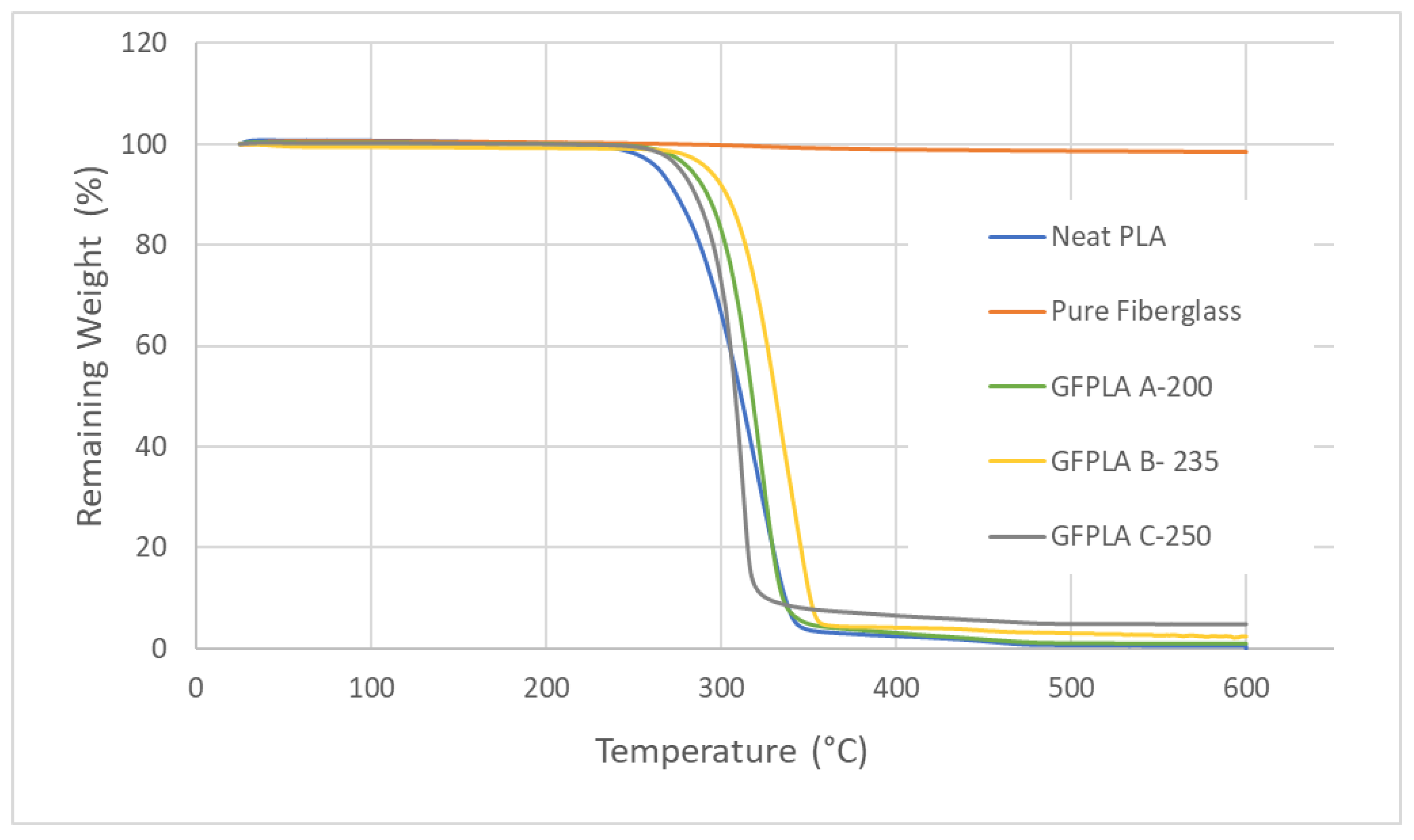
| Sample | Average Sample Mass (mg) | Average Degradation Temperature (°C) | Average Mass Residue (mg) | Average Residue (%)/Fiberglass Content | Relative Standard Deviation (%) |
|---|---|---|---|---|---|
| PLA | 5.085 | 284.58 | 0.000 | - | - |
| GF-PLA A | 7.824 | 302.90 | 0.08 | 1.0171 | 11.0 |
| GF-PLA B | 9.022 | 319.39 | 0.22 | 2.3895 | 4.6 |
| GF-PLA C | 7.746 | 297.12 | 0.37 | 4.9882 | 8.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ismail, K.I.; Ramarad, S.; Yap, T.C. Design and Fabrication of an In Situ Short-Fiber Doser for Fused Filament Fabrication 3D Printer: A Novel Method to Manufacture Fiber–Polymer Composite. Inventions 2023, 8, 10. https://doi.org/10.3390/inventions8010010
Ismail KI, Ramarad S, Yap TC. Design and Fabrication of an In Situ Short-Fiber Doser for Fused Filament Fabrication 3D Printer: A Novel Method to Manufacture Fiber–Polymer Composite. Inventions. 2023; 8(1):10. https://doi.org/10.3390/inventions8010010
Chicago/Turabian StyleIsmail, Khairul Izwan, Suganti Ramarad, and Tze Chuen Yap. 2023. "Design and Fabrication of an In Situ Short-Fiber Doser for Fused Filament Fabrication 3D Printer: A Novel Method to Manufacture Fiber–Polymer Composite" Inventions 8, no. 1: 10. https://doi.org/10.3390/inventions8010010