
Production of PP Composites Reinforced with Flax and Hemp Woven Mesh Fabrics via Compression Molding


Abstract
:1. Introduction
2. Materials and Methods
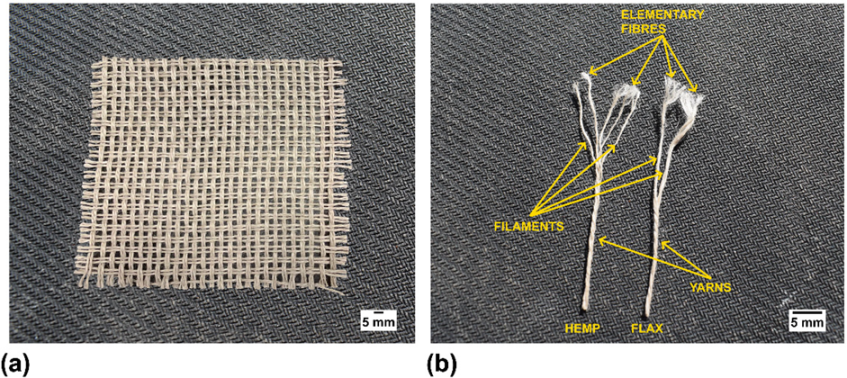
2.1. Materials
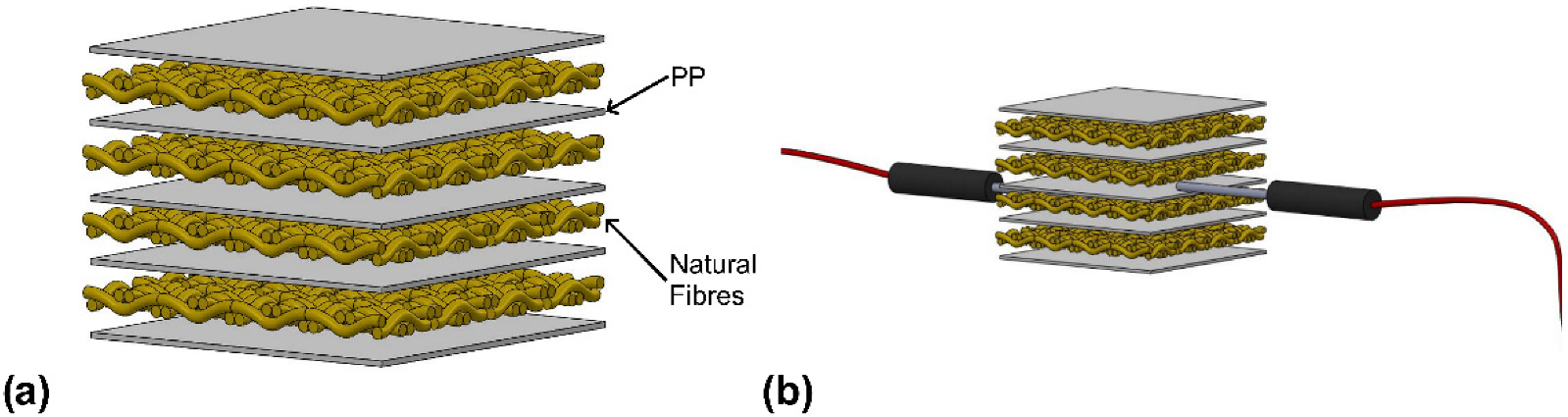
2.2. Samples Production
- (i)
- The maximum pressure value of 4 MPa was reached after a waiting time of 120 s, before it the molding plates were closed without compressing the laminate;
- (ii)
- The maximum pressure value of 4 MPa was immediately applied to the laminate.
2.3. Experimental Procedure
3. Results and Discussion
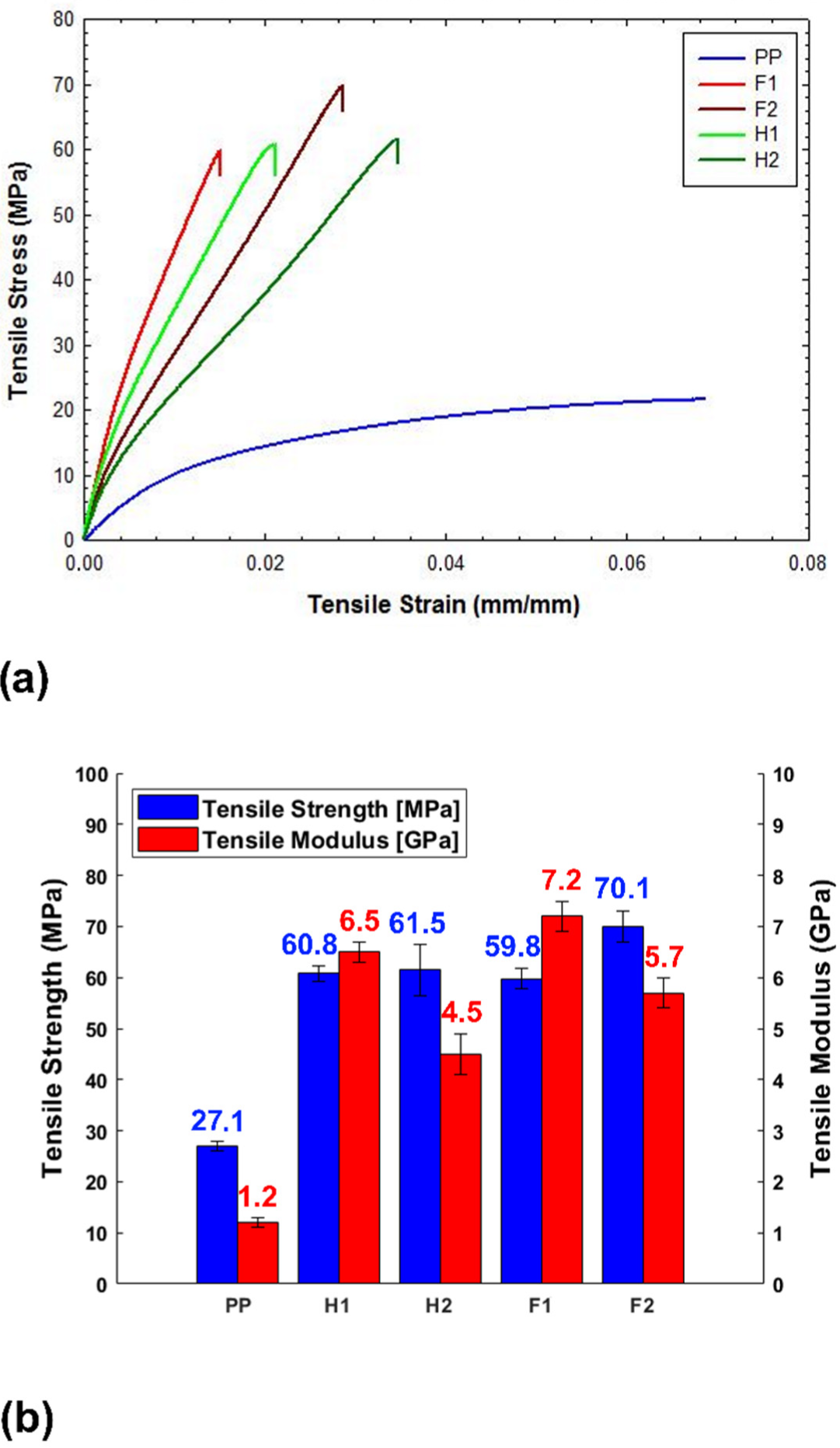
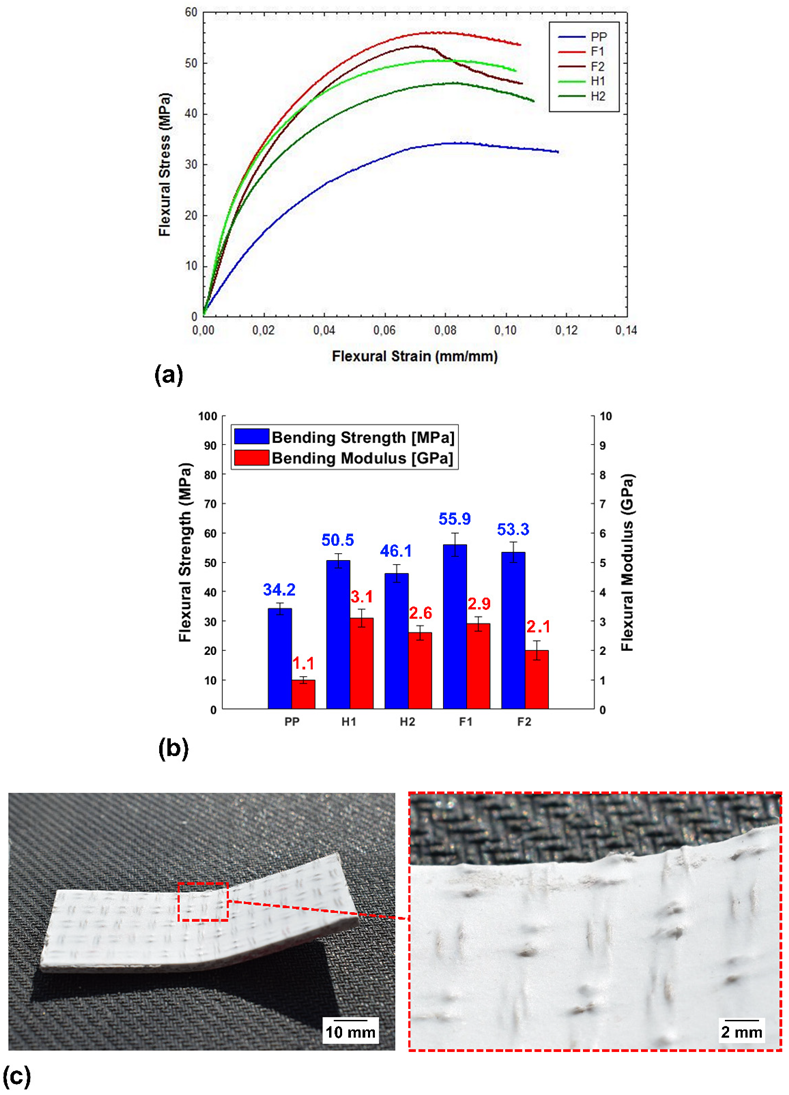
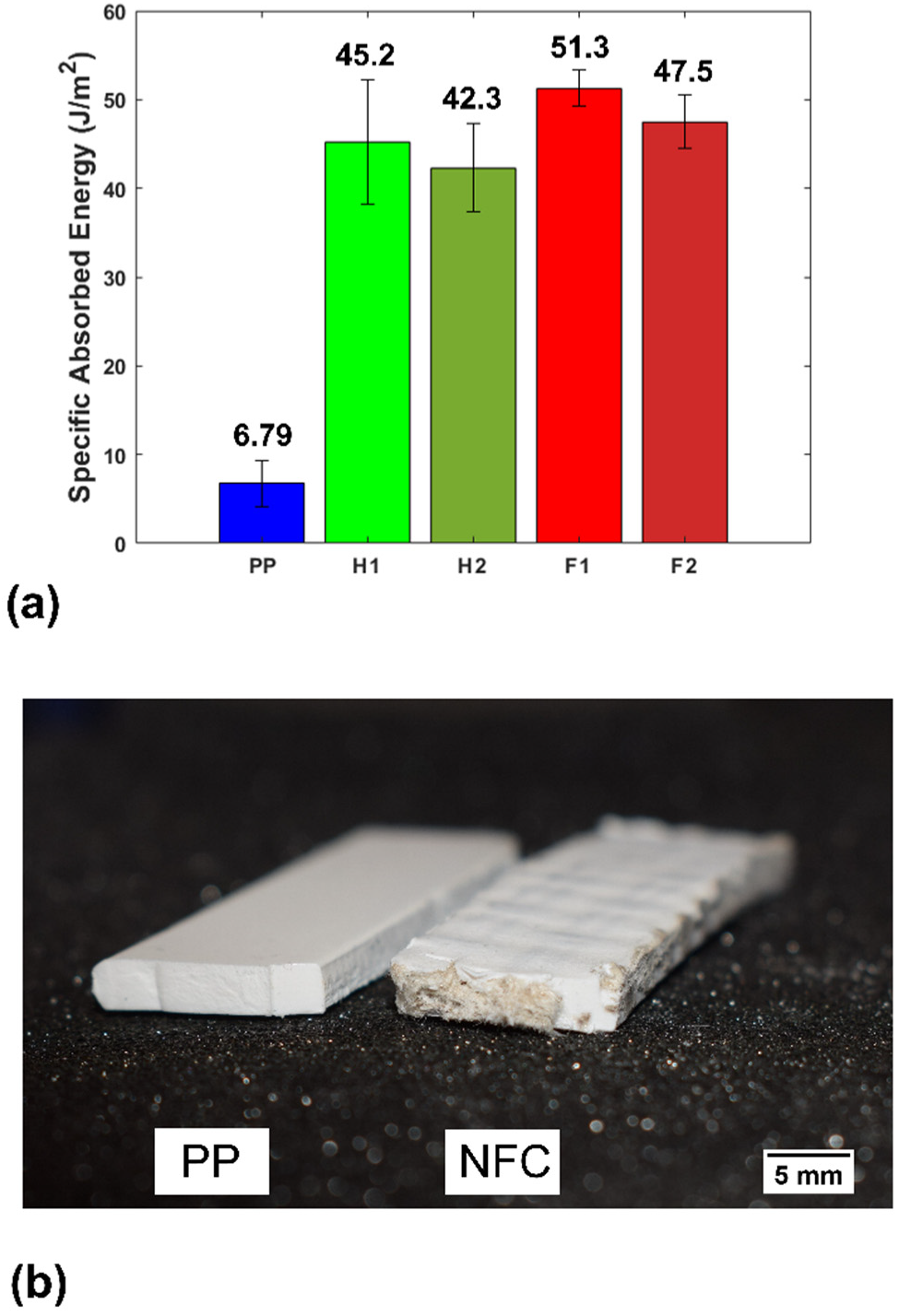
3.1. Tensile, Bending and Izod Tests
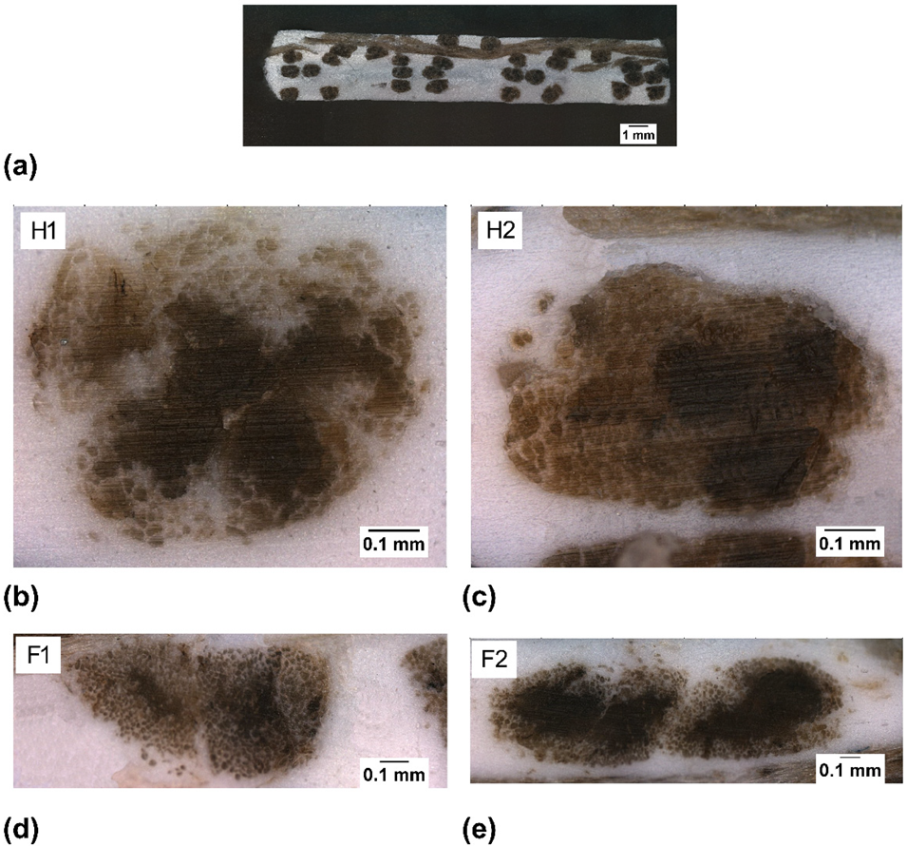
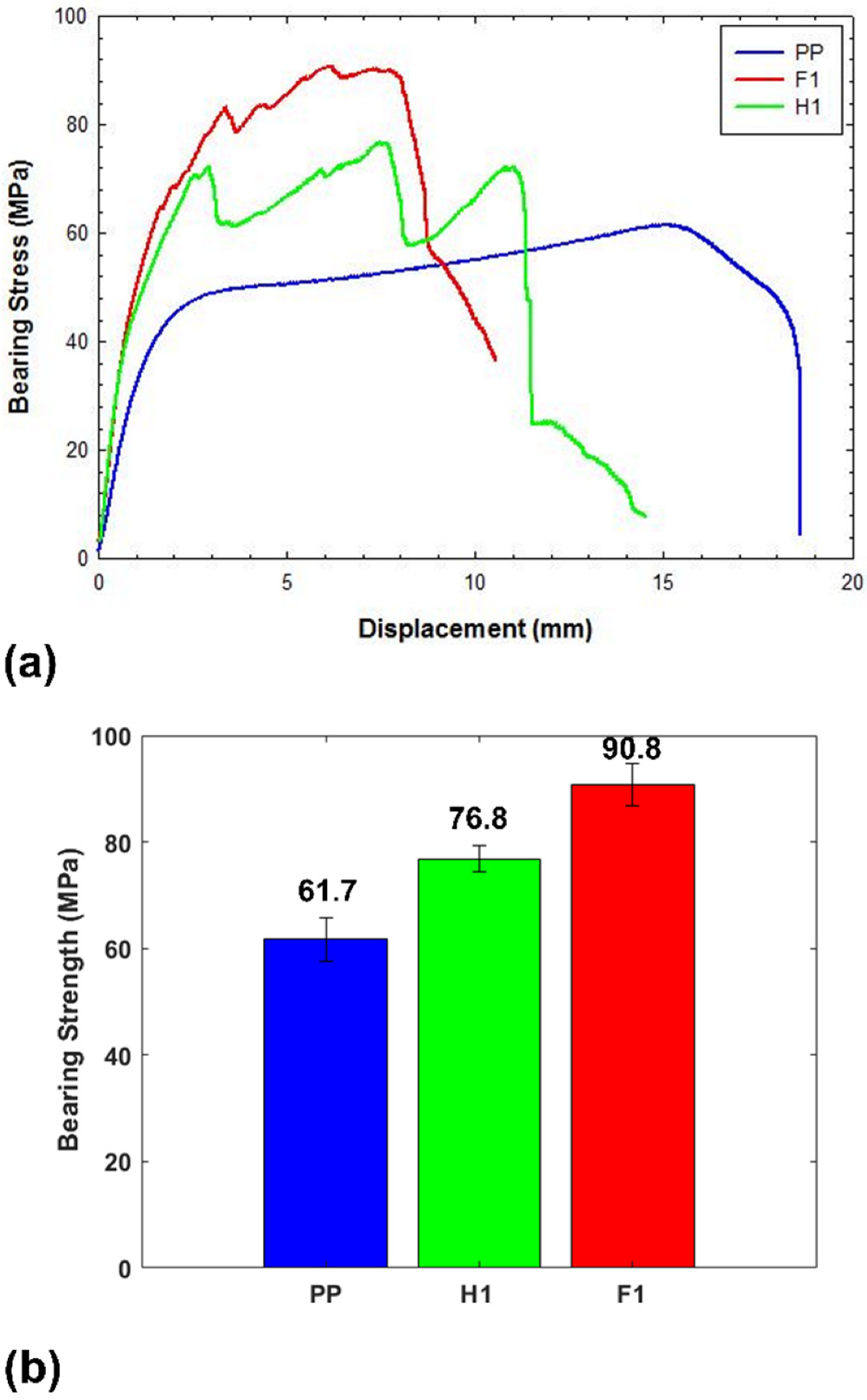
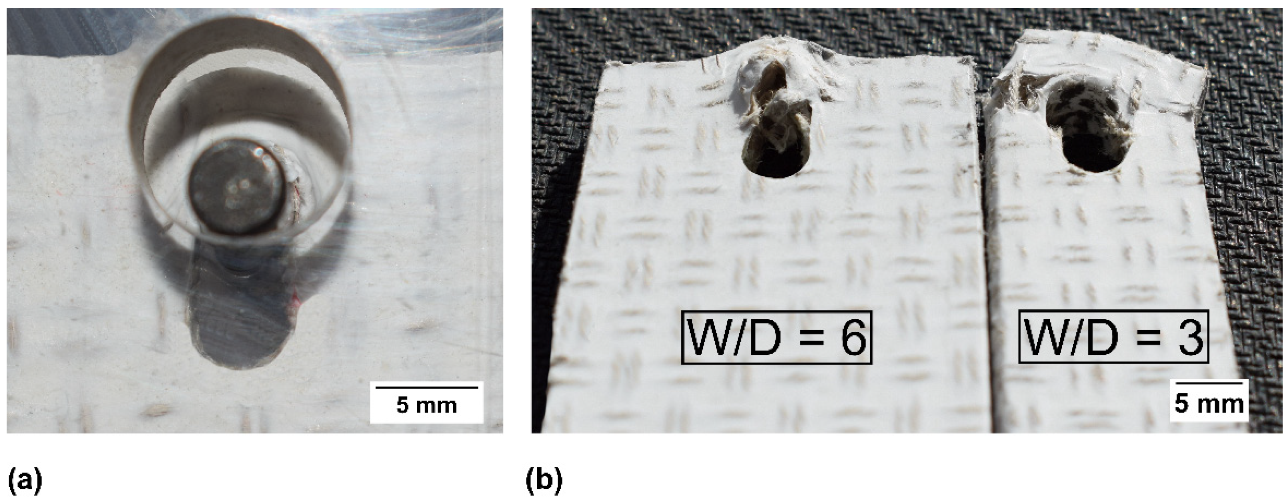
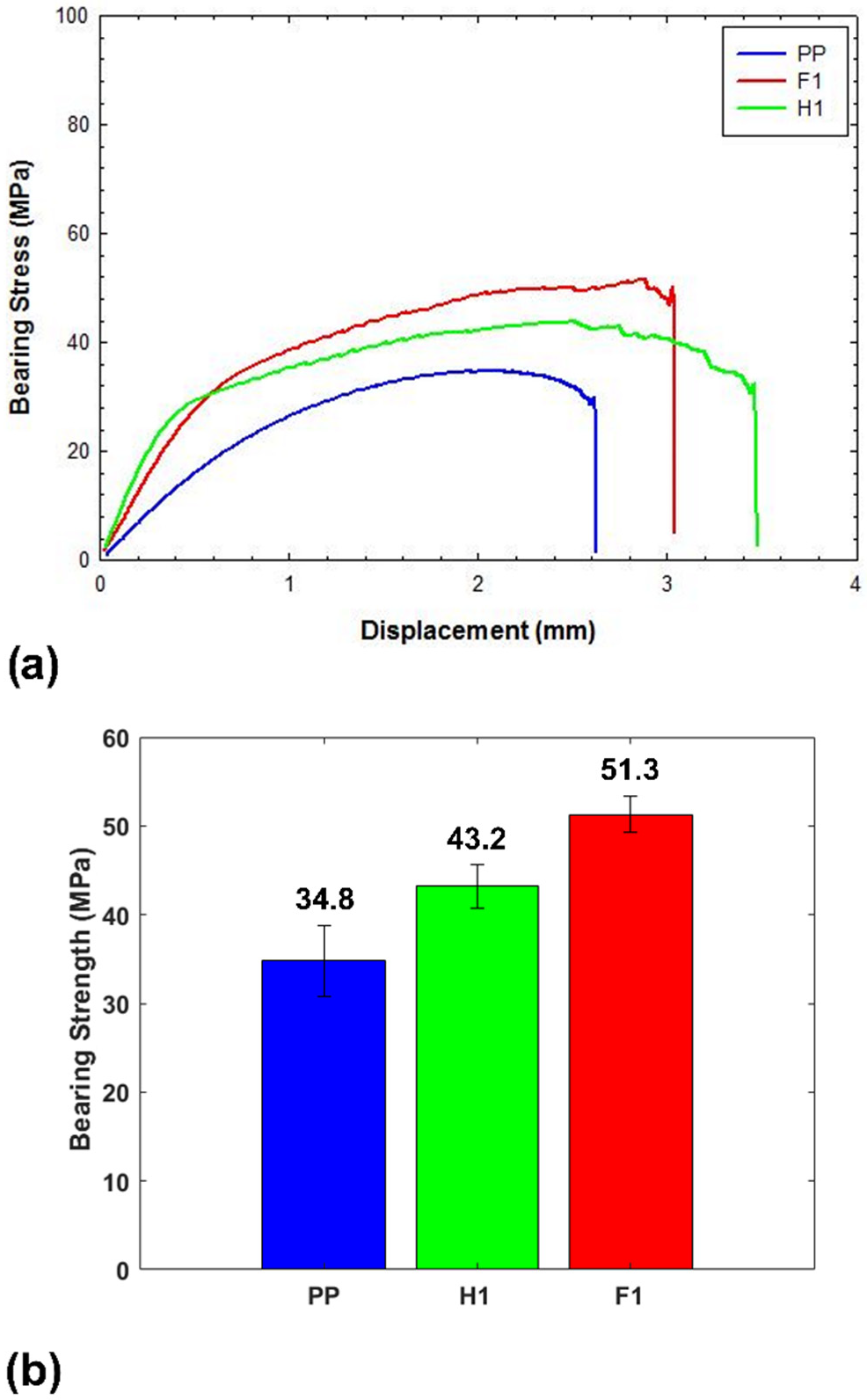
3.2. Bearing and HDTU Tests
- The bearing strength (43.2 MPa and 51.3 MPa for H1 and F1 respectively) is lower than those detected in tensile tests (60.8 MPa and 59.8 MPa for H1 and F1 respectively), this means that in any case bearing is generated;
- The bearing strength is lower than that identified in the bearing tests with W/D equal to 6 (75.8 MPa and 90.8 MPa for H1 and F1 respectively). This is due to a shorter length of the yarns arranged close to the hole and orthogonally to the pull direction.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Offringa, A.R. Thermoplastic composites—rapid processing applications. Compos. Part A Appl. Sci. Manuf. 1996, 27, 329–336. [Google Scholar] [CrossRef]
- Erdem, Z.; Okan, Ö.; Nahit, Ö. An experimental study on low velocity impact behavior of thermoplastic composites repaired by composite patches. J. Compos. Mater. 2020, 54, 4515–4524. [Google Scholar]
- Hufenbach, W.; Böhm, R.; Thieme, M.; Winkler, A.; Mäder, E.; Rausch, J.; Schade, M. Polypropylene/glass fibre 3D-textile reinforced composites for automotive ap-plications. Mater. Des. 2011, 32, 1468–1476. [Google Scholar] [CrossRef]
- Erartsın, O.; van Drongelen, M.; Govaert, L.E. Identification of plasticity-controlled creep and fatigue failure mechanisms in transversely loaded unidirectional thermoplastic composites. J. Compos. Mater. 2020, 55, 1947–1965. [Google Scholar] [CrossRef]
- Ning, H.; Janowski, G.M.; Vaidya, U.K.; Husman, G. Thermoplastic sandwich structure design and manufacturing for the body pan-el of mass transit vehicle. Compos. Struct. 2007, 80, 82–91. [Google Scholar] [CrossRef]
- Vieille, B.; Albouy, W.; Chevalier, L.; Taleb, L. About the influence of stamping on thermoplastic-based composites for aeronau-tical applications. Compos. Part B Eng. 2013, 45, 821–834. [Google Scholar] [CrossRef]
- Robert, M.; Roy, R.; Benmokrane, B. Environmental effects on glass fiber reinforced polypropylene thermo-plastic composite laminate for structural applications. Polym. Compos. 2010, 31, 604–611. [Google Scholar]
- Ramakrishna, S.; Mayer, J.; Wintermantel, E.; Leong, K. Biomedical applications of polymer-composite materials: A review. Compos. Sci. Technol. 2001, 61, 1189–1224. [Google Scholar] [CrossRef]
- Manaia, J.P.; Manaia, A.T.; Rodriges, L. Industrial Hemp Fibers: An Overview. Fibers 2019, 7, 106. [Google Scholar] [CrossRef] [Green Version]
- Väisänen, T.; Kilpeläinen, P.; Kitunen, V.; Lappalainen, R.; Tomppo, L. Effect of steam treatment on the chemical composition of hemp (Cannabis sativa L.) and identification of the extracted carbohydrates and other compounds. Ind. Crop. Prod. 2019, 131, 224–233. [Google Scholar] [CrossRef]
- Sisti, L.; Totaro, G.; Vannini, M.; Fabbri, P.; Kalia, S.; Zatta, A.; Celli, A. Evaluation of the retting process as a pre-treatment of vegetable fibers for the prepa-ration of high-performance polymer biocomposites. Ind. Crop. Prod. 2016, 81, 56–65. [Google Scholar] [CrossRef]
- Varun, M.; Shishir, S. Effect of alkali treatment on the thermal properties of wheat straw fiber reinforced epoxy composites. J. Compos. Mater. 2016, 51, 323–331. [Google Scholar]
- Sepe, R.; Bollino, F.; Boccarusso, L.; Caputo, F. Influence of chemical treatments on mechanical properties of hemp fiber re-inforced composites. Compos. Part B 2018, 133, 210–217. [Google Scholar] [CrossRef]
- Mwaikambo, L.; Ansell, M. Hemp fibre reinforced cashew nut shell liquid composites. Compos. Sci. Technol. 2003, 63, 1297–1305. [Google Scholar] [CrossRef]
- Hu, C.; Zhou, Y.; Zhang, T.; Jiang, T.; Zeng, G. Effect of fiber modified by alkali/polyvinyl alcohol coating treatment on properties of sisal fiber plastic composites. J. Reinf. Plast. Compos. 2020, 39, 880–889. [Google Scholar] [CrossRef]
- Walker, J.C.F. Basic wood chemistry and cell wall ultrastructure. In Primary Wood Processing: Principles and Practice; Springer: Dordrecht, The Netherlands, 2006; pp. 23–67. [Google Scholar]
- Wang, H.M.; Postle, R.; Kessler, R.W.; Kessler, W. Removing pectin and lignin during chemical processing of hemp for tex-tile applications. Text Res. J. 2003, 73, 664–669. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Beckermann, G.W.; Foreman, N.J. The effect of fibre treatment using alkali on industrial hemp fibre/epoxy resin composites. In Proceedings of the International Conference on Mechanical Engineering (ICME2005), Dhaka, Bangladesh, 28–30 December 2005. [Google Scholar]
- Ray, D.; Sarkar, B.K.; Basak, R.K.; Rana, A.K. Study of the thermal behavior of alkali-treated jute fibers. J. Appl. Polym. Sci. 2002, 85, 2594–2599. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.; Mcnabb, H.S. Chemical Coupling in Wood Fiber and Polymer Composites: A Review of Coupling Agents and Treatments. Wood Fiber Sci. 2000, 32, 88–104. [Google Scholar]
- Onur, B.; Aysenur, M.; Mehmet, D. The effect of pre-impregnation with maleated coupling agents on mechanical and water absorption properties of jute fabric reinforced polypropylene and polyethylene biocomposites. J. Compos. Mater. 2015, 50, 257–267. [Google Scholar]
- Nyström, B.; Joffe, R.; Långström, R. Microstructure and Strength of Injection Molded Natural Fiber Composites. J. Reinf. Plast. Compos. 2007, 26, 579–599. [Google Scholar] [CrossRef]
- Beckermann, G.; Pickering, K.; Foreman, N. Evaluation of the Mechanical Properties of Injection Moulded Hemp Fibre Reinforced Polypropylene Composites. Adv. Mater. Res. 2007, 29-30, 303–306. [Google Scholar] [CrossRef]
- Niu, P.; Liu, B.; Wei, X.; Wang, X.; Yang, J. Study on mechanical properties and thermal stability of polypropylene/hemp fiber composites. J. Reinf. Plast. Compos. 2010, 30, 36–44. [Google Scholar] [CrossRef]
- Mutjé, P.; Vallejos, M.E.; Gironès, J.; Vilaseca, F.; López, A.; López, J.P.; Méndez, J.A. Effect of maleated polypropylene as coupling agent for polypropylene composites reinforced with hemp strands. J. Appl. Polym. Sci. 2006, 102, 833–840. [Google Scholar] [CrossRef]
- Ferrara, G.; Pepe, M.; Martinelli, E.; Filho, R.D.T. Tensile behavior of flax textile reinforced lime-mortar: Influence of reinforcement amount and textile impregnation. Cem. Concr. Compos. 2021, 119, 103984. [Google Scholar] [CrossRef]
- Trochoutsou, N.; Di Benedetti, M.; Pilakoutas, K.; Guadagnini, M. Mechanical Characterisation of Flax and Jute Textile-Reinforced Mor-tars. Constr. Build. Mater. 2021, 271, 121564. [Google Scholar] [CrossRef]
- Asprone, D.; Durante, M.; Prota, A.; Manfredi, G. Potential of structural pozzolanic matrix–hemp fiber grid composites. Constr. Build. Mater. 2011, 25, 2867–2874. [Google Scholar] [CrossRef]
- Durante, M.; Boccarusso, L.; Formisano, A.; De Fazio, D.; Viscusi, A.; Carrino, L. Corrugated Structure Reinforcing Aluminum Foam. ESAFORM 2021, 4036. [Google Scholar] [CrossRef]
- Uzay, Ç.; Geren, N. Effect of stainless-steel wire mesh embedded into fibre-reinforced polymer facings on flexural charac-teristics of sandwich structures. J. Reinf. Plast. Comp. 2020, 39, 613–633. [Google Scholar] [CrossRef]
- Russo, P.; Acierno, D.; Simeoli, G.; Iannace, S.; Sorrentino, L. Flexural and impact response of woven glass fiber fabric/polypropylene compo-sites. Compos. Part B Eng. 2013, 54, 415–421. [Google Scholar] [CrossRef]
- Dobah, Y.; Zampetakis, I.; Ward, C.; Scarpa, F. Thermoformability characterisation of Flax reinforced polypropylene composite materials. Compos. Part B Eng. 2019, 184, 107727. [Google Scholar] [CrossRef]
- Hart-Smith, L.J. Mechanically-Fastened Joints for Advanced Composites—Phenomenological Considerations and Simple Analyses. In Fibrous Composites in Structural Design; Lenoe, E.M., Oplinger, D.W., Burke, J.J., Eds.; Springer: Boston, MA, USA, 1980; pp. 543–574. [Google Scholar]
- Camanho, P.; Lambert, M. A design methodology for mechanically fastened joints in laminated composite materials. Compos. Sci. Technol. 2006, 66, 3004–3020. [Google Scholar] [CrossRef]
- Hao, A.; Yuan, L.; Chen, J.Y. Notch effects and crack propagation analysis on kenaf/polypropylene nonwoven composites. Compos. Part A Appl. Sci. Manuf. 2015, 73, 11–19. [Google Scholar] [CrossRef]
- Kumar, N.; Singh, A.; Ranjan, R. Fabrication and mechanical characterization of horse hair (HH) reinforced polypropylene (PP) composites. Mater. Today Proc. 2019, 19, 622–625. [Google Scholar] [CrossRef]
- Rahman, M.R.; Huque, M.M.; Islam, M.N.; Hasan, M. Improvement of physico-mechanical properties of jute fiber reinforced pol-ypropylene composites by post-treatment. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1739–1747. [Google Scholar] [CrossRef]
- Simeoli, G.; Sorrentino, L.; Touchard, F.; Mellier, D.; Oliviero, M.; Russo, P. Comparison of falling dart and Charpy impacts performances of compatibil-ized and not compatibilized polypropylene/woven glass fibres composites. Compos. Part B Eng. 2019, 165, 102–108. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Ferrante, L.; Sergi, C.; Sbardella, F.; Russo, P.; Simeoli, G.; Mellier, D.; Calzolari, A. Effect of temperature and fiber type on impact behavior of thermoplastic fiber metal laminates. Compos. Struct. 2019, 223, 110961. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Sundarakannan, R.; John, K.; Johnson, R.D.J.; Prasath, K.A.; Ajith, S.; Arumugaprabu, V.; Uthayakumar, M. Recent advancement in the natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2020, 277, 124109. [Google Scholar] [CrossRef]
- Beckermann, G.; Pickering, K. Engineering and evaluation of hemp fibre reinforced polypropylene composites: Fibre treatment and matrix modification. Compos. Part A Appl. Sci. Manuf. 2008, 39, 979–988. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | Reinforcement Fabric | Stacking Sequence | Molding Strategy | Thickness [mm] | Fibre Volume Percentage [%] |
|---|---|---|---|---|---|
| PP | - | - | Waiting time 0 s | 2.98 (0.12) | - |
| H1 | Hemp | [(0/90)4] | Waiting time 120 s | 3.28 (0.15) | 30.5 (0.5) |
| F1 | Flax | [(0/90)4] | Waiting time 120 s | 2.98 (0.21) | 31.7 (0.7) |
| H2 | Hemp | [(0/90)4] | Waiting time 0 s | 3.15 (0.13) | 31.8 (0.8) |
| F2 | Flax | [(0/90)4] | Waiting time 0 s | 2.70 (0.23) | 33.9 (0.4) |
| Condition | Comparison | p-Value of Et vs. Sample Type | p-Value of σts vs. Sample Type | p-Value of Ef vs. Sample Type | p-Value of σfs vs. Sample Type | p-Value of U vs. Sample Type |
|---|---|---|---|---|---|---|
| Different molding strategy and same material | H1–H2 | 0 | 0.747 | 0 | 0.029 | 0.491 |
| Different molding strategy and same material | F1–F2 | 0 | 0 | 0.002 | 0.295 | 0.048 |
| Different material and same molding strategy | H1–F1 | 0.003 | 0.416 | 0.175 | 0.028 | 0.101 |
| Different material and same molding strategy | H2–F2 | 0.001 | 0.004 | 0.033 | 0.007 | 0.092 |
| Sample Type | Tensile Test | Bending Test | Izod Test | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| σts [MPa] | %σts [%] | Et [GPa] | %Et [%] | σfs [MPa] | %σts [%] | Ef [GPa] | %Ef [%] | U [J/m2] | %U [%] | |
| PP |
27.1 (1.1) | - |
1.2 (0.1) | - |
34.2 (2.1) | - |
1.1 (0.1) | - |
6.8 (2.6) | - |
| H1 | 60.8 (1.5) | +125.3 | 6.5 (0.2) | +441.7 | 50.5 (2.5) | +47.7 | 3.1 (0.3) | +181.8 | 45.2 (7.1) | +565.7 |
| H2 | 61.5 (4.4) | +126.9 | 4.5 (0.4) | +275.0 | 46.1 (2.8) | +34.8 | 2.6 (0.2) | +136.4 | 42.3 (5.2) | +523.0 |
| F1 | 59.8 (2.1) | +120.7 | 7.2 (0.3) | +500.0 | 55.9 (3.7) | +63.4 | 2.9 (0.2) | +163.6 | 51.3 (1.9) | +655.5 |
| F2 | 70.1 (2.6) | +158.7 | 5.7 (0.3) | +375.0 | 53.3 (3.5) | +55.8 | 2.1 (0.3) | +90.9 | 47.5 (3.1) | +599.6 |
| Sample Type | Bearing Strength, W/D = 6 [MPa] | Percentage Increase of Bearing Strength than PP, W/D = 6 [%] | Bearing Strength, W/D = 3 [MPa] | Percentage Increase of Bear-ing Strength than PP, W/D = 3 [%] |
|---|---|---|---|---|
| PP | 61.7 (4.1) | - | 34.8 (4.2) | - |
| H1 | 76.8 (2.5) | 24.5 | 43.2 (2.3) | 24.4 |
| F1 | 90.8 (4.1) | 47.2 | 51.3 (2.1) | 47.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boccarusso, L.; De Fazio, D.; Durante, M. Production of PP Composites Reinforced with Flax and Hemp Woven Mesh Fabrics via Compression Molding. Inventions 2022, 7, 5. https://doi.org/10.3390/inventions7010005
Boccarusso L, De Fazio D, Durante M. Production of PP Composites Reinforced with Flax and Hemp Woven Mesh Fabrics via Compression Molding. Inventions. 2022; 7(1):5. https://doi.org/10.3390/inventions7010005
Chicago/Turabian StyleBoccarusso, Luca, Dario De Fazio, and Massimo Durante. 2022. "Production of PP Composites Reinforced with Flax and Hemp Woven Mesh Fabrics via Compression Molding" Inventions 7, no. 1: 5. https://doi.org/10.3390/inventions7010005