
Mathematical Modelling of Conveyor-Belt Dryers with Tangential Flow for Food Drying up to Final Moisture Content below the Critical Value


Abstract
:1. Introduction
2. Materials and Methods
2.1. Mathematical Modelling
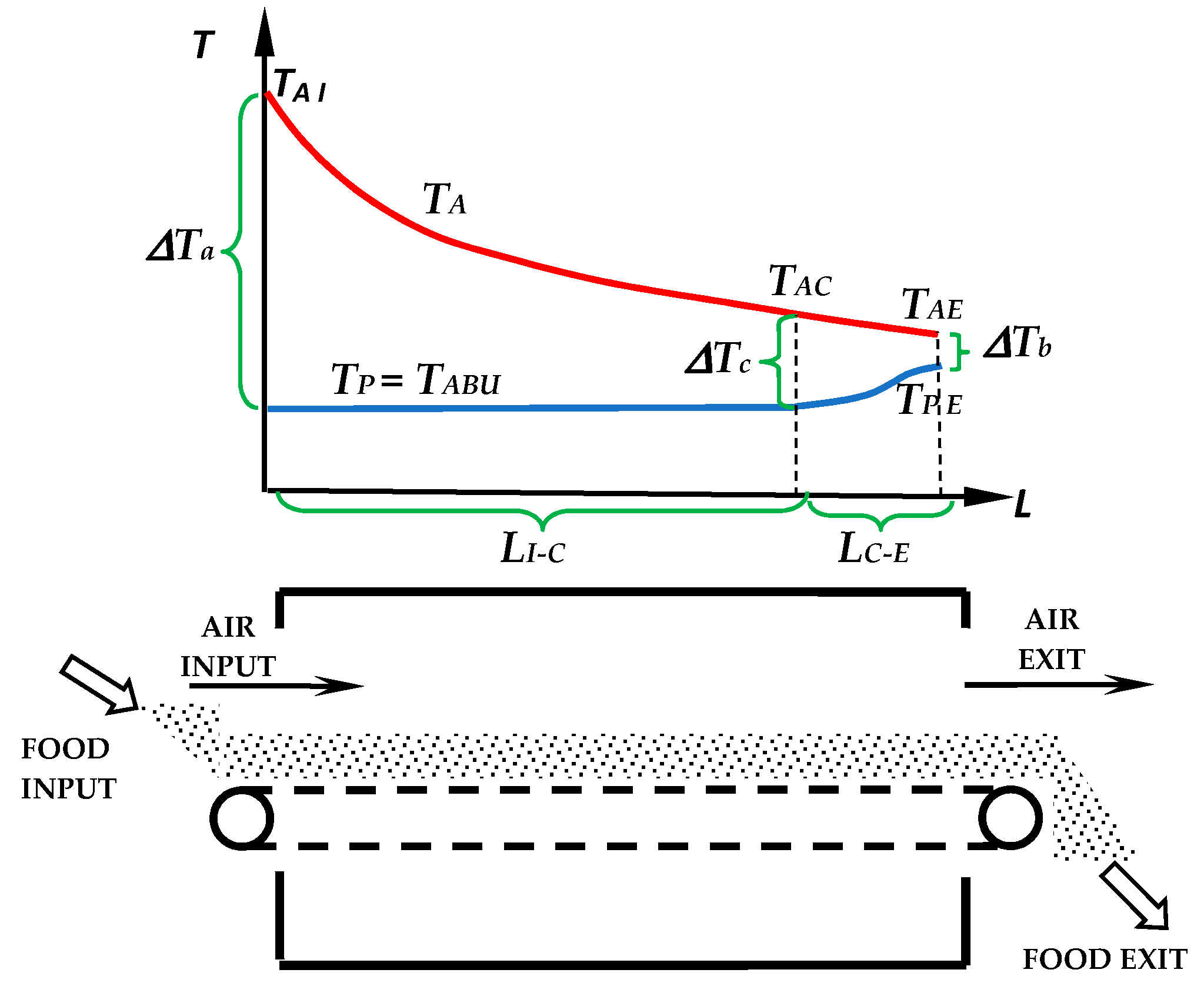
2.1.1. First Zone of the Dryer LI-C
2.1.2. Second Zone of the Dryer LC-E
2.2. Design Guidelines
2.2.1. Air Temperature TAC at Critical Moisture Content of the Product
2.2.2. Length of Dryer LI-C to Reach Critical Moisture Content XC
2.2.3. Mass Flow Rate of Drying Air GAI
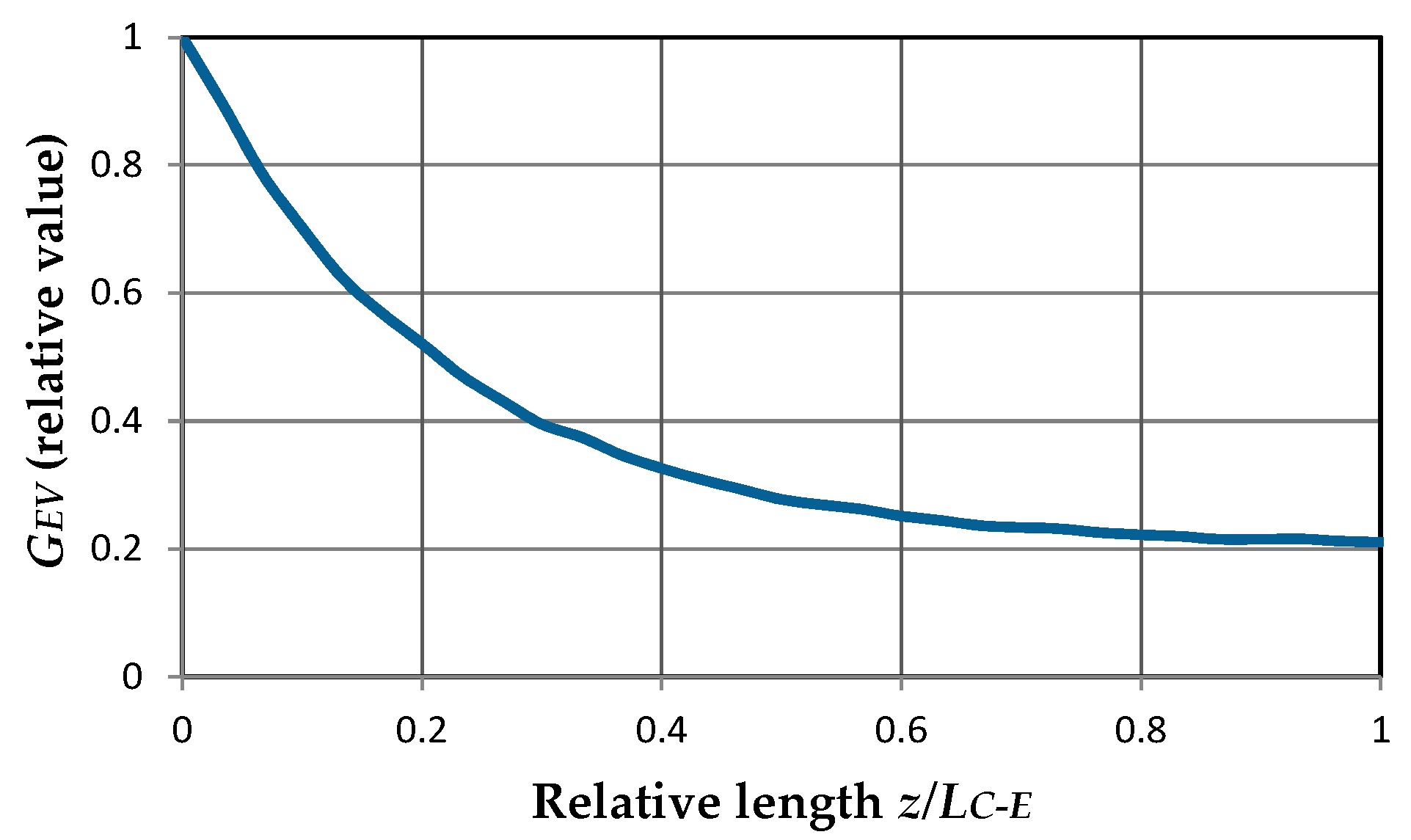
2.2.4. Length of Dryer LC-E to Reduce Moisture Content from Critical Value XC to Final One XF
2.2.5. Temperature Difference Δtb at the Dryer Exit and Product Exit Temperature TPE
2.2.6. Known Quantities and Experimental Quantities
- The input and exit temperatures of the drying air TAI and TAE can be defined using the guidelines 3.1.1 proposed in [1].
- The compound quantity F·α is the product of the convective heat transfer coefficient α and the form factor , where f is the transverse dimension (Figure 5 in [1]) and HI and BI are the height and width of the bulk product placed above the belt, respectively. The quantity F·α is measured as indicated in the guidelines 3.1.9 of [1].
- The bulk density ρBulkI is measured as indicated in the next point I) of Section 2.3.
- The thermal energy rI-C has an average value of 2617 kJ kg−1, as indicated in guidelines 3.1.6 of [1].
- The constants C1 and C2, where the first one can be connected to the diffusivity of the water inside the product and to the size and the second concerns the initial delay, must be determined using the experimental method that will be described in the next Section 2.3. The same experimental method will also allow us to determine the critical moisture content XC and the equilibrium moisture content Xeq.
- To determine the lengths LI-C and LC-E of the dryer, it is necessary to impose the belt speed vBelt and the height HI and the width BI of the bulk product above the belt. These three quantities must be chosen a priori in order to reach the total mass flow rate of evaporated water GEV(I-E) foreseen for the dryer. In fact, it is known that the quantity characterizing a dryer, both technically and commercially, is the GEV(I-E) quantity. Therefore, the designer must start from: a known value of the mass flow rate GEV(I-E); the input and final moisture content and from bulk density of the product; an equation obtained by adding the mass flow rate of evaporated water GEV(I-C) in the LI-C zone, and the one GEV(C-E) of the LC-E zone:
- g.
- Finally, the thermal energy rC-E in the LC-E length zone with X < XC must be measured. The rC-E will be greater than the rI-C of the zone with X > XC, since below a certain value of the moisture content X, lower than the critical one XC, the evaporation of the bound water requires thermal energy greater than that for free-form water. In Section 2.3 the iterative method for determining the experimental values of rC-E will be described.
2.3. Experimental Procedure and Equipment
- (I)
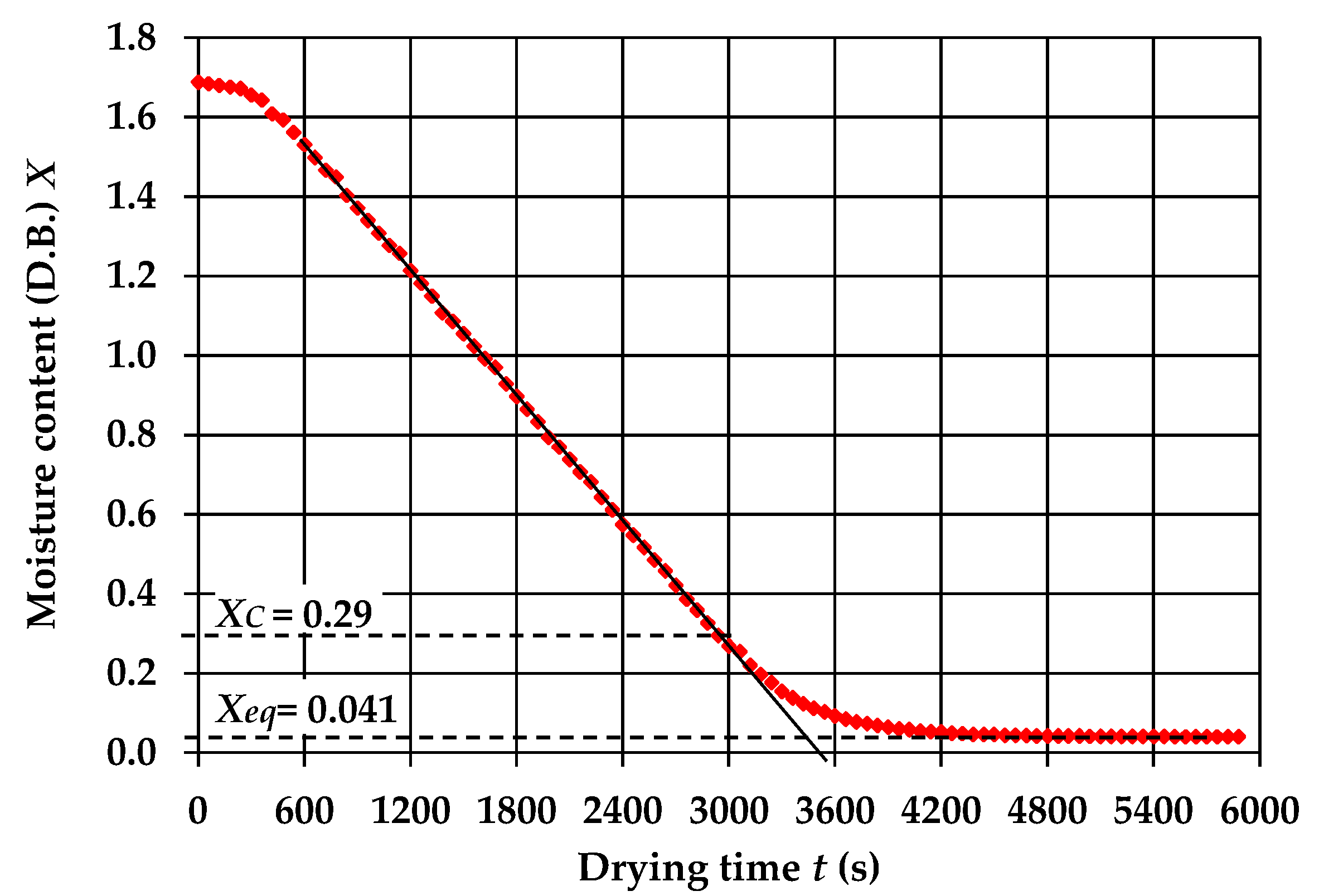
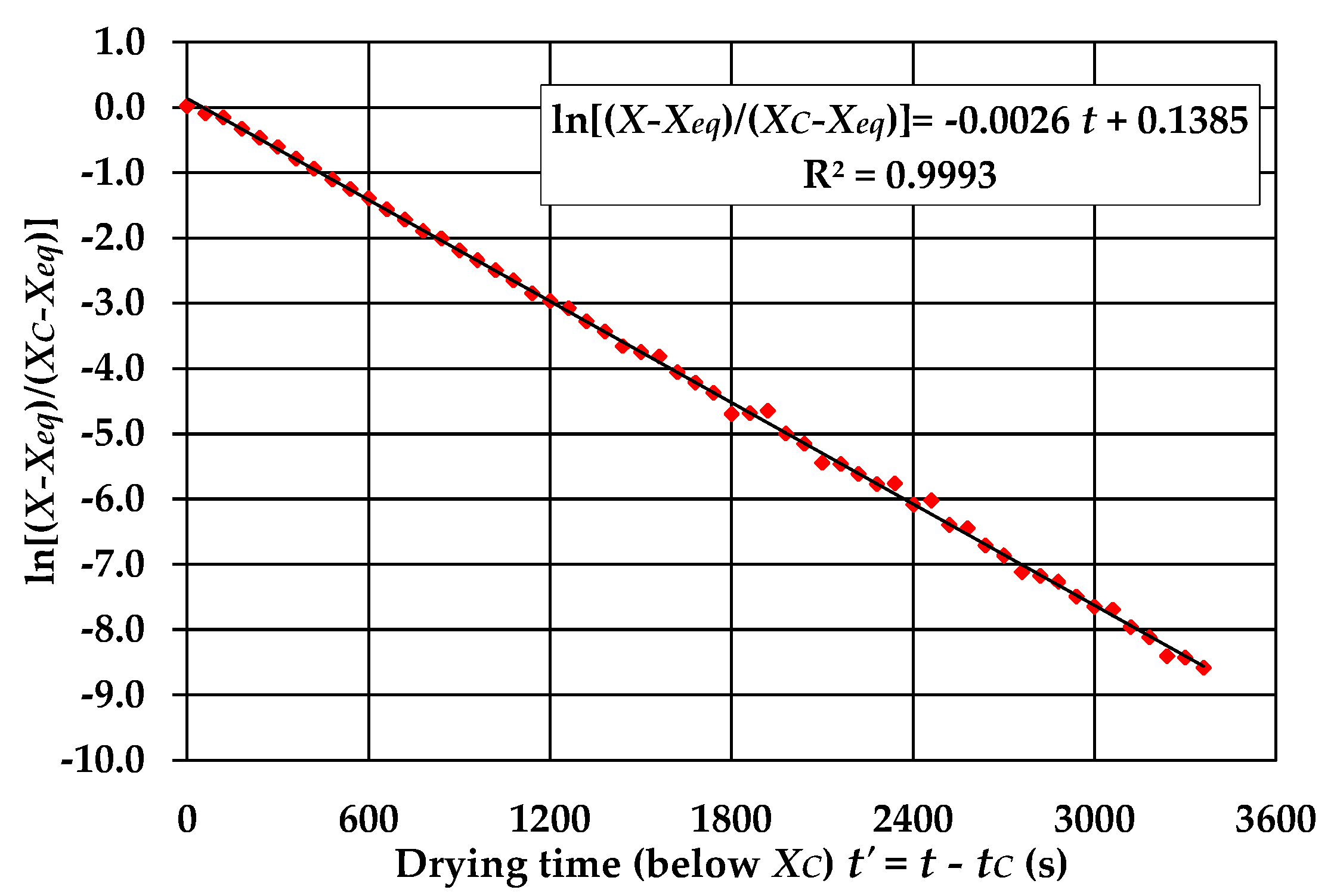
- to quantify the constants C1, C2, the critical moisture content XC and the equilibrium moisture content Xeq of the alfalfa were as foreseen in the previous point e. of Section 2.2.6. The four quantities, C1, C2, XC and Xeq can be obtained from the experimental drying curve plotted in a diagram (time, moisture content), by interpolating the moisture content data measured each minute on a sample of the product inserted in the pilot dryer. The sample of alfalfa of initial moisture content XI was placed with a height HI equal to 0.05 m on a thin aluminum plate 1 m long and 0.3 m wide, i.e. like the dryer belt width. In turn, the plate was placed on a precision balance placed on the locked belt of the dryer. Only the drying air at the temperature TAI equal to 60 °C was forced by the fan to lick the product sample. The total mass of the sample mT = mW + mD, dry mass mD plus water mass mW, was measured each minute. Knowing [2] that , where mTI is the initial mass of the sample, the moisture content X of the product at instant t in which the mass of the alfalfa sample mT is measured, can be calculated as follows:where the initial moisture content XI is measured on a separate sample of the same alfalfa, by weighing the mass before and after drying in an oven at 135 ° C for two hours. Therefore, the drying curve plotted on the t-X diagram allows obtaining C1, C2, XC and Xeq (see also the next Section 3);
- (II)
- to quantify the thermal energy rC-E during drying with X<XC by means of an iterative procedure as provided in point g. of the previous 2.2.6. The iterative procedure consists of three steps. In the first step, rC-E is assumed equal to rI-C that is 2617 kJ kg-1 and a preliminary design of the dryer is performed according to guidelines 2.2. However, some guidelines are overturned because the pilot dryer already has a predetermined length LT=LI-C+LC-E=6 m. Therefore, in this case the sequence of calculations is seen to impose LT = 6 m to derive the belt speed vBelt. For the rest of the quantities, the guidelines are the same as in Section 2.2, thus determining the air temperature TAC and TAE, the mass flow rate of the drying air GAI and the product exit temperature TPE, using equations in the Section 2.2.1, Section 2.2.3 and Section 2.2.5. The second step consists in carrying out a test on the pilot dryer functioning as required by the preliminary design. During the test, the actual temperatures T’PE and T’AE are measured, which will be different from those of the preliminary design TPE and TAE. The third step consists in looking for the rC-E value which, inserted in the equations of guidelines 2.2, allows to restore the initial values of the TPE and TAE temperatures of the preliminary project, to the experimental values T’PE and T’AE. Since the equations of guidelines 2.2 are implementable in a spreadsheet, it is very easy to perform this third step;
- (III)
- to validate the mathematical model described in 2.1 and the design guidelines described in 2.2.
3. Results
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Friso, D. Conveyor-belt dryers with tangential flow for food drying: Mathematical modeling and design guidelines for final moisture content higher than the critical value. Inventions 2020, 5, 22. [Google Scholar] [CrossRef]
- Friso, D. Conveyor-Belt Dryers with Tangential Flow for Food Drying: Development of Drying ODEs Useful to Design and Process Adjustment. Inventions 2021, 6, 6. [Google Scholar] [CrossRef]
- Geankopolis, C.J. Transport Process Unit Operations, 3rd ed.; Prentice-Hall International: Englewood Cliffs, NJ, USA, 1993; pp. 520–562. [Google Scholar]
- Salemović, D.R.; Dedić, A.D.; Ćuprić, N.L. Two-dimensional mathematical model for simulation of the drying process of thick layers of natural materials in a conveyor-belt dryer. Therm. Sci. 2017, 21, 1369–1378. [Google Scholar] [CrossRef] [Green Version]
- Salemović, D.R.; Dedić, A.D.; Ćuprić, N.L. A mathematical model and simulation of the drying process of thin layers of potatoes in a conveyor-belt dryer. Therm. Sci. 2015, 19, 1107–1118. [Google Scholar] [CrossRef]
- Xanthopoulos, G.; Okoinomou, N.; Lambrinos, G. Applicability of a single-layer drying model to predict the drying rate of whole figs. J. Food Eng. 2017, 81, 553–559. [Google Scholar] [CrossRef]
- Khankari, K.K.; Patankar, S.V. Performance analysis of a double-deck conveyor dryer—A computational approach. Dry. Technol. 1999, 17, 2055–2067. [Google Scholar] [CrossRef]
- Kiranoudis, C.T.; Maroulis, Z.B.; Marinos-Kouris, D. Dynamic Simulation and Control of Conveyor-Belt Dryers. Dry. Technol. 1994, 12, 1575–1603. [Google Scholar] [CrossRef]
- Pereira de Farias, R.; Deivton, C.S.; de Holanda, P.R.H.; de Lima, A.G.B. Drying of Grains in Conveyor Dryer and Cross Flow: A Numerical Solution Using Finite-Volume Method. Rev. Bras. Prod. Agroind. 2004, 6, 1–16. [Google Scholar] [CrossRef]
- Kiranoudis, C.T.; Markatos, N.C. Pareto design of conveyor-belt dryers. J. Food Eng. 2000, 46, 145–155. [Google Scholar] [CrossRef]
- Friso, D. A Mathematical Solution for Food Thermal Process Design. Appl. Math. Sci. 2015, 9, 255–270. [Google Scholar] [CrossRef]
- Askari, G.R.; Emam-Djomeh, Z.; Mousavi, S.M. Heat and mass transfer in apple cubes in a microwave-assisted fluidized bed drier. Food Bioprod. Process. 2013, 91, 207–215. [Google Scholar] [CrossRef]
- Ben Mabrouk, S.; Benali, E.; Oueslati, H. Experimental study and numerical modelling of drying characteristics of apple slices. Food Bioprod. Process. 2012, 90, 719–728. [Google Scholar] [CrossRef]
- Esfahani, J.A.; Vahidhosseini, S.M.; Barati, E. Three-dimensional analytical solution for transport problem during convection drying using Green’s function method (GFM). Appl. Therm. Eng. 2015, 85, 264–277. [Google Scholar] [CrossRef]
- Esfahani, J.A.; Majdi, H.; Barati, E. Analytical two-dimensional analysis of the transport phenomena occurring during convective drying: Apple slices. J. Food Eng. 2014, 123, 87–93. [Google Scholar] [CrossRef]
- Golestani, R.; Raisi, A.; Aroujalian, A. Mathematical modeling on air drying of apples considering shrinkage and variable diffusion coefficient. Dry. Technol. 2013, 31, 40–51. [Google Scholar] [CrossRef]
- Jokiel, M.; Bantle, M.; Kopp, C.; Halvorsen Verpe, E. Modelica-based modelling of heat pump-assisted apple drying for varied drying temperatures and bypass ratios. Therm. Sci. Eng. Prog. 2020, 19, 100575. [Google Scholar] [CrossRef]
- Bon, J.; Rossellò, C.; Femenia, A.; Eim, V.; Simal, S. Mathematical modeling of drying kinetics for Apricots: Influence of the external resistance to mass transfer. Dry. Technol. 2007, 25, 1829–1835. [Google Scholar] [CrossRef]
- Baini, R.; Langrish, T.A.G. Choosing an appropriate drying model for intermittent and continuous drying of bananas. J. Food Eng. 2007, 79, 330–343. [Google Scholar] [CrossRef]
- Da Silva, W.P.; Silva, C.M.D.P.S.; Gomes, J.P. Drying description of cylindrical pieces of bananas in different temperatures using diffusion models. J. Food Eng. 2013, 117, 417–424. [Google Scholar] [CrossRef]
- Da Silva, W.P.; Hamawand, I.; Silva, C.M.D.P.S. A liquid diffusion model to describe drying of whole bananas using boundary-fitted coordinates. J. Food Eng. 2014, 137, 32–38. [Google Scholar] [CrossRef]
- Macedo, L.L.; Vimercati, W.C.; da Silva Araújo, C.; Saraiva, S.H.; Teixeira, L.J.Q. Effect of drying air temperature on drying kinetics and physicochemical characteristics of dried banana. J. Food Process Eng. 2020, 43, e13451. [Google Scholar] [CrossRef]
- Kumar, P.S.; Nambi, E.; Shiva, K.N.; Vaganan, M.M.; Ravi, I.; Jeyabaskaran, K.J.; Uma, S. Thin layer drying kinetics of Banana var. Monthan (ABB): Influence of convective drying on nutritional quality, microstructure, thermal properties, color, and sensory characteristics. J. Food Process Eng. 2019, 42, e13020. [Google Scholar] [CrossRef]
- Mahapatra, A.; Tripathy, P.P. Modeling and simulation of moisture transfer during solar drying of carrot slices. J. Food Process Eng. 2018, 41, e12909. [Google Scholar] [CrossRef]
- Thayze, R.B.P.; Pierre, C.M.; Vansostenes, A.M.D.M.; Jacqueline, F.D.B.D.; Daniel, C.D.M.C.; Vital, A.B.D.O.; Iran, R.D.O.; Antonio, G.B.D.L. On the study of osmotic dehydration and convective drying of cassava cubes. Defect Diffus. Forum 2021, 407, 87–95. [Google Scholar] [CrossRef]
- Ramsaroop, R.; Persad, P. Determination of the heat transfer coefficient and thermal conductivity for coconut kernels using an inverse method with a developed hemispherical shell model. J. Food Eng. 2012, 110, 141–157. [Google Scholar] [CrossRef]
- Corzo, O.; Bracho, N.; Pereira, A.; Vàsquez, A. Application of correlation between Biot and Dincer numbers for determining moisture transfer parameters during the air drying of coroba slices. J. Food Process. Preserv. 2009, 33, 340–355. [Google Scholar] [CrossRef]
- Ferreira, J.P.L.; Queiroz, A.J.M.; de Figueirêdo, R.M.F.; da Silva, W.P.; Gomes, J.P.; Santos, D.D.C.; Silva, H.A.; Rocha, A.P.T.; de Paiva, A.C.C.; Chaves, A.D.C.G.; et al. Utilization of cumbeba (Tacinga inamoena) residue: Drying kinetics and effect of process conditions on antioxidant bioactive compounds. Foods 2021, 10, 788. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.A.; Moradipour, M.; Obeidullah, M.; Quader, A.K.M.A. Heat and mass transport analysis of the drying of freshwater fishes by a forced convective air-dryer. J. Food Process Eng. 2021, 44, e13574. [Google Scholar] [CrossRef]
- Osae, R.; Essilfie, G.; Alolga, R.N.; Bonah, E.; Ma, H.; Zhou, C. Drying of ginger slices. Evaluation of quality attributes, energy consumption, and kinetics study. J. Food Process Eng. 2020, 43, e13348. [Google Scholar] [CrossRef]
- Elmas, F.; Varhan, E.; Koç, M. Drying characteristics of jujube (Zizyphus jujuba) slices in a hot air dryer and physicochemical properties of jujube powder. J. Food Meas. Charact. 2019, 13, 70–86. [Google Scholar] [CrossRef]
- Kaya, A.; Aydin, O.; Dincer, I. Experimental and numerical investigation of heat and mass transfer during drying of Hayward kiwi fruits (Actinidia Deliciosa Planch). J. Food Eng. 2008, 88, 323–330. [Google Scholar] [CrossRef]
- Akdas, S.; Baslar, M. Dehydration and degradation kinetics of bioactive compounds for mandarin slices under vacuum and oven drying conditions. J. Food Process. Preserv. 2015, 39, 1098–1107. [Google Scholar] [CrossRef]
- Barati, E.; Esfahani, J.A. A new solution approach for simultaneous heat and mass transfer during convective drying of mango. J. Food Eng. 2011, 102, 302–309. [Google Scholar] [CrossRef]
- Corzo, O.; Bracho, N.; Alvarez, C.; Rivas, V.; Rojas, Y. Determining the moisture transfer parameters during the air-drying of mango slices using biot-dincer numbers correlation. J. Food Process. Eng. 2008, 31, 853–873. [Google Scholar] [CrossRef]
- Janjai, S.; Lamlert, N.; Intawee, P.; Mahayothee, B.; Haewsungcharern, M.; Bala, B.K.; Müller, J. Finite element simulation of drying of mango. Biosyst. Eng. 2008, 99, 523–531. [Google Scholar] [CrossRef]
- Villa-Corrales, L.; Flores-Prieto, J.J.; Xamàn-Villasenor, J.P.; García-Hernàndez, E. Numerical and experimental analysis of heat and moisture transfer during drying of Ataulfo mango. J. Food Eng. 2010, 98, 198–206. [Google Scholar] [CrossRef]
- Kouhila, M.; Moussaoui, H.; Lamsyehe, H.; Tagnamas, Z.; Bahammou, Y.; Idlimam, A.; Lamharrar, A. Drying characteristics and kinetics solar drying of Mediterranean mussel (mytilus galloprovincilis) type under forced convection. Renew. Energ. 2020, 147, 833–844. [Google Scholar] [CrossRef]
- Taghinezhad, E.; Kaveh, M.; Jahanbakhshi, A.; Golpour, I. Use of artificial intelligence for the estimation of effective moisture diffusivity, specific energy consumption, color and shrinkage in quince drying. J. Food Process Eng. 2020, 43, e13358. [Google Scholar] [CrossRef]
- Lemus-Mondaca, R.A.; Zambra, C.E.; Vega-Gàlvez, A.; Moraga, N.O. Coupled 3D heat and mass transfer model for numerical analysis of drying process in papaya slices. J. Food Eng. 2013, 116, 109–117. [Google Scholar] [CrossRef]
- Guiné, R.P. Pear drying: Experimental validation of a mathematical prediction model. Food Bioprod. Process. 2008, 86, 248–253. [Google Scholar] [CrossRef]
- Singh, P.; Talukdar, P. Design and performance evaluation of convective drier and prediction of drying characteristics of potato under varying conditions. Int. J. Therm. Sci. 2019, 142, 176–187. [Google Scholar] [CrossRef]
- Pereira, J.C.A.; da Silva, W.P.; Gomes, J.P.; Queiroz, A.J.M.; de Figueiredo, R.M.F.; de Melo, B.A.; Santiago, A.M.; de Lima, A.G.B.; de Macedo, A.D.B. Continuous and intermittent drying of rough rice: Effects on process effective time and effective mass diffusivity. Agriculture 2020, 10, 282. [Google Scholar] [CrossRef]
- Sabarez, H.T. Mathematical modeling of the coupled transport phenomena and color development: Finish drying of trellis-dried sultanas. Dry. Technol. 2014, 32, 578–589. [Google Scholar] [CrossRef]
- Moussaoui, H.; Idlimam, A.; Lamharrar, A. The characterization and modeling kinetics for drying of taraxacum officinale leaves in a thin layer with a convective solar dryer. Lect. Notes Electr. Eng. 2019, 519, 656–663. [Google Scholar] [CrossRef]
- Obajemihi, O.I.; Olaoye, J.O.; Cheng, J.-H.; Ojediran, J.O.; Sun, D.-W. Optimization of process conditions for moisture ratio and effective moisture diffusivity of tomato during convective hot-air drying using response surface methodology. J. Food Process Preserv. 2021, 45, e15287. [Google Scholar] [CrossRef]
- Obajemihi, O.I.; Olaoye, J.O.; Ojediran, J.O.; Cheng, J.-H.; Sun, D.W. Model development and optimization of process conditions for color properties of tomato in a hot-air convective dryer using box–behnken design. J. Food Process Preserv. 2020, 44, e14771. [Google Scholar] [CrossRef]
- Taghinezhad, E.; Kaveh, M.; Szumny, A. Optimization and prediction of the drying and quality of turnip slices by convective-infrared dryer under various pretreatments by rsm and anfis methods. Foods 2021, 10, 284. [Google Scholar] [CrossRef]
- Castro, A.M.; Mayorga, E.Y.; Moreno, F.L. Mathematical modelling of convective drying of fruits: A review. J. Food Eng. 2018, 223, 152–167. [Google Scholar] [CrossRef]
- Chandra Mohan, V.P.; Talukdar, P. Three dimensional numerical modeling of simultaneous heat and moisture transfer in a moist object subjected to convective drying. Int. J. Heat Mass Tran. 2010, 53, 4638–4650. [Google Scholar] [CrossRef]
- Defraeye, T. When to stop drying fruit: Insights from hygrothermal modelling. Appl. Therm. Eng. 2017, 110, 1128–1136. [Google Scholar] [CrossRef] [Green Version]
- Defraeye, T.; Radu, A. International Journal of Heat and Mass Transfer Convective drying of fruit: A deeper look at the air-material interface by conjugate modeling. Int. J. Heat Mass Tran. 2017, 108, 1610–1622. [Google Scholar] [CrossRef] [Green Version]
- Fanta, S.W.; Abera, M.K.; Ho, Q.T.; Verboven, P.; Carmeliet, J.; Nicolai, B.M. Microscale modeling of water transport in fruit tissue. J. Food Eng. 2013, 118, 229–237. [Google Scholar] [CrossRef]
- Da Silva, W.P.; e Silva, C.M.; e Silva, D.D.; de Araújo Neves, G.; de Lima, A.G. Mass and heat transfer study in solids of revolution via numerical simulations using finite volume method and generalized coordinates for the Cauchy boundary condition. Int. J. Heat Mass Tran. 2010, 53, 1183–1194. [Google Scholar] [CrossRef]
- Aversa, M.; Curcio, S.; Calabro, V.; Iorio, G. An analysis of the transport phenomena occurring during food drying process. J. Food Eng. 2007, 78, 922–932. [Google Scholar] [CrossRef]
- Da Silva, W.P.; Precker, J.W.; e Silva, D.D.; e Silva, C.D.; de Lima, A.G. Numerical simulation of diffusive processes in solids of revolution via the finite volume method and generalized coordinates. Int. J. Heat Mass Tran. 2009, 52, 4976–4985. [Google Scholar] [CrossRef]
- Datta, A.K. Porous media approaches to studying simultaneous heat and mass transfer in food processes. I: Problem formulations. J. Food Eng. 2007, 80, 80–95. [Google Scholar] [CrossRef]
- Defraeye, T. Advanced computational modelling for drying processes—A review. Appl. Energy 2014, 131, 323–344. [Google Scholar] [CrossRef]
- Defraeye, T.; Verboven, P.; Nicolai, B. CFD modelling of flow and scalar exchange of spherical food products: Turbulence and boundary-layer modelling. J. Food Eng. 2013, 114, 495–504. [Google Scholar] [CrossRef] [Green Version]
- Erbay, Z.; Icier, F. A review of thin layer drying of foods: Theory, modeling, and experimental results. Crit. Rev. Food Sci. Nutr. 2010, 50, 441–464. [Google Scholar] [CrossRef]
- Giner, S.A. Influence of Internal and External Resistances to Mass Transfer on the constant drying rate period in high-moisture foods. Biosyst. Eng. 2009, 102, 90–94. [Google Scholar] [CrossRef]
- Khan, F.A.; Straatman, A.G. A conjugate fluid-porous approach to convective heat and mass transfer with application to produce drying. J. Food Eng. 2016, 179, 55–67. [Google Scholar] [CrossRef]
- Lamnatou, C.; Papanicolaou, E.; Belessiotis, V.; Kyriakis, N. Conjugate heat and mass transfer from a drying rectangular cylinder in confined air flow. Numer. Heat Tran. 2009, 56, 379–405. [Google Scholar] [CrossRef]
- Oztop, H.F.; Akpinar, E.K. Numerical and experimental analysis of moisture transfer for convective drying of some products. Int. Commun. Heat Mass Tran. 2008, 35, 169–177. [Google Scholar] [CrossRef]
- Ruiz-Lòpez, I.I.; García-Alvarado, M.A. Analytical solution for food-drying kinetics considering shrinkage and variable diffusivity. J. Food Eng. 2007, 79, 208–216. [Google Scholar] [CrossRef]
- Vahidhosseini, S.M.; Barati, E.; Esfahani, J.A. Green’s function method (GFM) and mathematical solution for coupled equations of transport problem during convective drying. J. Food Eng. 2016, 187, 24–36. [Google Scholar] [CrossRef]
- Van Boekel, M.A.J.S. Kinetic modeling of food quality: A critical review. Compr. Rev. Food Sci. Food Saf. 2008, 7, 144–158. [Google Scholar] [CrossRef]
- Wang, W.; Chen, G.; Mujumdar, A.S. Physical interpretation of solids drying: An overview on mathematical modeling research. Dry. Technol. 2007, 25, 659–668. [Google Scholar] [CrossRef]
- Chandramohan, V.P. Convective drying of food materials: An overview with fundamental aspect, recent developments, and summary. Heat Transf. Asian Res. 2020, article in press. [Google Scholar] [CrossRef]
- Demirpolat, A.B. Investigation of mass transfer with different models in a solar energy food-drying system. Energies 2019, 12, 3447. [Google Scholar] [CrossRef] [Green Version]
- Çerçi, K.N.; Daş, M. Modeling of heat transfer coefficient in solar greenhouse type drying systems. Sustainability 2019, 11, 5127. [Google Scholar] [CrossRef] [Green Version]
- Perry, R.H. Chemical Engineers Handbook, 5th ed.; McGraw-Hill International: Singapore, 1984; pp. 11–20. [Google Scholar]
- Friso, D. Energy saving with total energy system for cold storage in Italy: Mathematical modeling and simulation, exergetic and economic analysis. Appl. Math. Sci. 2014, 8, 6529–6546. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quantity | Symbol | Value |
|---|---|---|
| Belt width | BI (m) | 0.3 |
| Total Belt length | LT (m) | 6.0 |
| Alfalfa bulk height | HI (m) | 0.05 |
| Flow section of the drying air | AA (m2) | 0.15 |
| Form factor·Convective heat transfer coefficient [1] | F·α (W·m−3·K−1) | 5144 |
| Quantity | Symbol | Value |
|---|---|---|
| Alfalfa input moisture content (D.B.) | XI | 1.688 ± 0.105 |
| Alfalfa input bulk density | ρBulkI (kg·m−3) | 183 ± 7.6 |
| Alfalfa critical moisture content (D.B.) | XC | 0.290 |
| Alfalfa equilibrium moisture content (D.B.) | Xeq | 0.041 |
| Coefficient related to delay | C1 | 1.149 |
| Coefficient related to diffusivity | C2 | 0.0026 |
| Quantity | Symbol | 1st Step Preliminary Design | 2nd Step Exper. Value | 3rd Step Search for rC-E |
|---|---|---|---|---|
| Thermal energy | rC-E (kJ kg−1) | 2617 | 4271 | |
| Input moisture content | XI | 1.688 | 1.688 ± 0.105 | 1.688 |
| Final moisture content | XF | 0.122 | 0.121 ± 0.01 | 0.122 |
| Input bulk density | ρBulkI (kg m−3) | 183 | 183 ± 7.6 | 183 |
| Critical moisture content | XC | 0.290 | = | 0.290 |
| Equilibrium moisture content | Xeq | 0.041 | = | 0.041 |
| Air input temperature | TAI (°C) | 120 | 119.7 ± 1.2 | 120 |
| Air exit temperature | TAE (°C) | 57 | 52.7 ± 1.1 | 52.7 |
| Belt velocity | vBelt (m s−1) | 0.0036 | = | 0.0036 |
| Air temperature in C | TAC (°C) | 63.8 | = | 63.8 |
| Dryer length I-C (Figure 1) | LI-C (m) | 3.55 | = | 3.55 |
| Dryer length C-E (Figure 1) | LC-E (m) | 2.45 | = | 2.45 |
| Total dryer length | LT (m) | 6.00 | = | 6.00 |
| Product exit temperature | TPE (°C) | 55.6 | 46.5 ± 0.7 | 46.5 |
| Air input mass flow rate | GAI (kg s−1) | 0.246 | 0.246 ± 0.006 | 0.246 |
| Quantity | Symbol | Design | Exper. Value | Design | Exper. Value |
|---|---|---|---|---|---|
| Air input temperature | TAI (°C) | 120 | 119.7 ± 1.2 | 100 | 100.9 ± 1.1 |
| Thermal energy (X > XC) | rI-C (kJ kg−1) | 2617 | = | 2617 | = |
| Thermal energy (X < XC) | rC-E (kJ kg−1) | 4271 | = | 4271 | = |
| Input moisture content | XI | 1.688 | 1.688 ± 0.105 | 1.688 | 1.688 ± 0.105 |
| Final moisture content | XF | 0.122 | 0.120 ± 0.01 | 0.122 | 0.124 ± 0.009 |
| Input bulk density | ρBulkI (kg m−3) | 183 | 183 ± 7.6 | 183 | 183 ± 7.6 |
| Critical moisture content | XC | 0.290 | = | 0.290 | = |
| Equilibrium moisture content | Xeq | 0.041 | = | 0.041 | = |
| Air exit temperature | TAE (°C) | 57 | 56.7 ± 1.0 | 57 | 56.8 ± 0.9 |
| Belt velocity | vBelt (m s−1) | 0.00369 | = | 0.00344 | = |
| Air temperature in C | TAC (°C) | 67.3 | 66.9 ± 0.9 | 64.1 | 64.3 ± 0.8 |
| Dryer length I-C (Figure 1) | LI-C (m) | 3.47 | = | 3.64 | = |
| Dryer length C-E (Figure 1) | LC-E (m) | 2.53 | = | 2.36 | = |
| Total dryer length | LT (m) | 6.00 | = | 6.00 | = |
| Product exit temperature | TPE (°C) | 52 | 52.4 ± 0.6 | 52.1 | 52.2 ± 0.7 |
| Air input mass flow rate | GAI (kg s−1) | 0.270 | 0.269 ± 0.006 | 0.368 | 0.369 ± 0.005 |
| Evaporated water flow rate | GEV (kg s−1) | 0.00591 | = | 0.00550 | = |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Friso, D. Mathematical Modelling of Conveyor-Belt Dryers with Tangential Flow for Food Drying up to Final Moisture Content below the Critical Value. Inventions 2021, 6, 43. https://doi.org/10.3390/inventions6020043
Friso D. Mathematical Modelling of Conveyor-Belt Dryers with Tangential Flow for Food Drying up to Final Moisture Content below the Critical Value. Inventions. 2021; 6(2):43. https://doi.org/10.3390/inventions6020043
Chicago/Turabian StyleFriso, Dario. 2021. "Mathematical Modelling of Conveyor-Belt Dryers with Tangential Flow for Food Drying up to Final Moisture Content below the Critical Value" Inventions 6, no. 2: 43. https://doi.org/10.3390/inventions6020043