

An Overview of the Sustainable Recycling Processes Used for Lithium-Ion Batteries
 ,
,  , ,
, ,  ,
,
Abstract
:1. Introduction
1.1. Pyrometallurgical Process
1.2. Hydrometallurgical Process
1.3. Direct Recycling Process
1.4. Scope of the Review
2. Economic and Environmental Aspects
3. Hydrometallurgical Recycling of Spent LIBs
3.1. Pretreatments
3.1.1. Solvent Dissolution of PVDF
3.1.2. Al Current Collector Dissolution by NaOH
3.1.3. Thermal Decomposition of the PVDF Binder
3.2. Sustainable Recycling Technologies of Spent LIBs
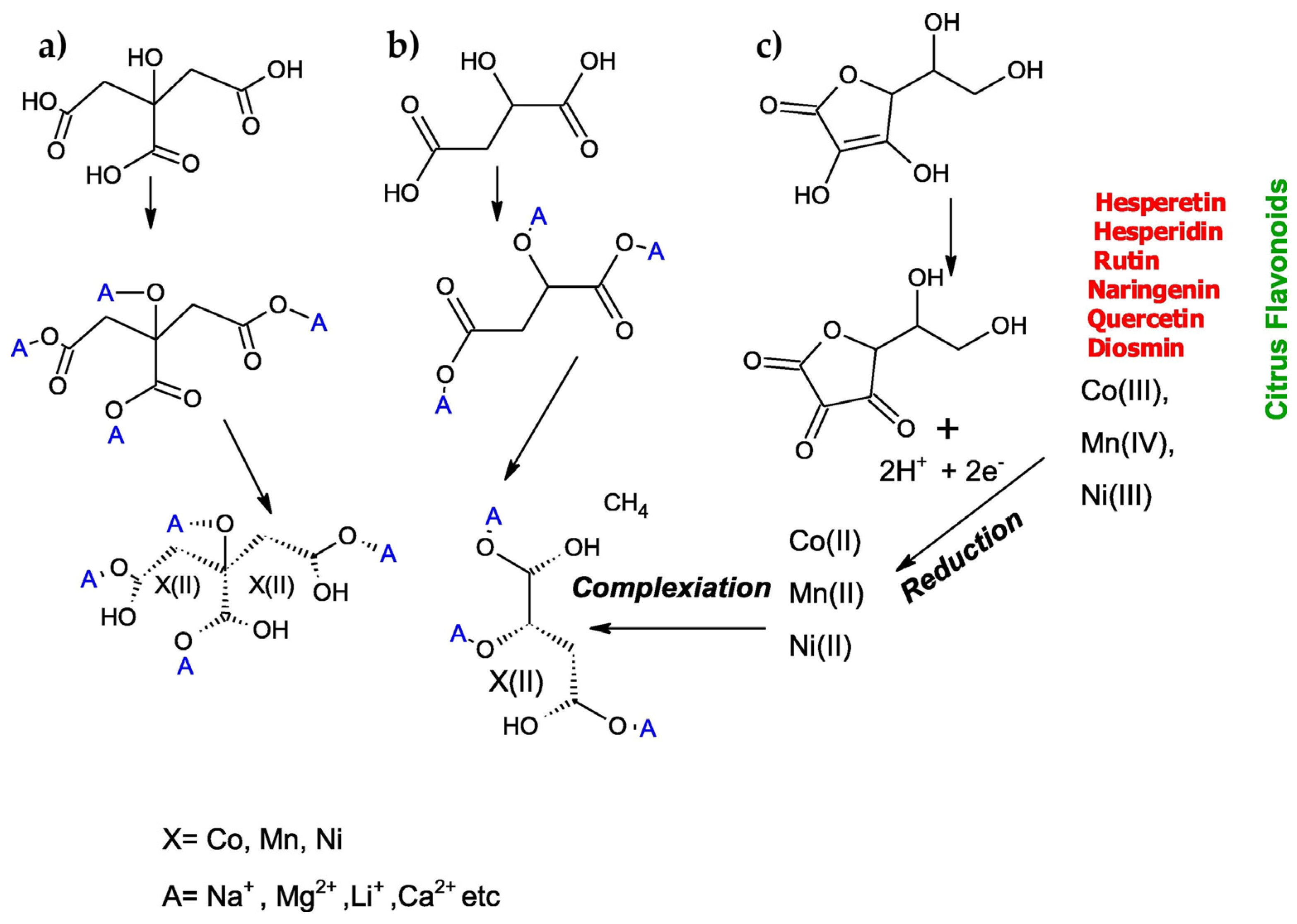
Green Hydrometallurgy
yCo2+ + Li+ + zMn2+ + yNi2+ + Cit3− + HCit2− + H2Cit−
2Li+(aq) + 2Co2+(aq) + 6H2Cit−(aq) + 4H2O + O2(g)
2Li+(aq) + 2Co2+(aq) + 6HCit2−(aq) + 4H2O + O2(g)
2Li+(aq) + 2Co2+(aq) + 6Cit3−(aq) + 4H2O + O2(g)
2Li+(aq) + 2Co2+(aq) + 6HC4H4O5−(aq) + 4H2O + O2(g)
2Li+(aq) + 2Co2+(aq) + 6C4H4O52−(aq) + 4H2O + O2(g)
C6H6O6(aq) + C6H6O6Li2(aq) + 2C6H6O6Co(aq) + 4H2O
3.3. Electrochemical Methods
4. Separation of the Leached Metals
5. Conclusions and Perspectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Goodenough, J.B.; Park, K.S. The Li-Ion Rechargeable Battery: A Perspective. J. Am. Chem. Soc. 2013, 135, 1167–1176. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Pohl, O.; Bhatt, A.I.; Collis, G.E.; Mahon, P.J.; Rüther, T.; Hollenkamp, A.F. A Review on Battery Market Trends, Second-Life Reuse, and Recycling. Sustain. Chem. 2021, 2, 167–205. [Google Scholar] [CrossRef]
- Mann, M.; Babinec, S.; Putsche, V. Energy Storage Grand Challenge: Energy Storage Market Report; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2020.
- ZSW -Zentrum Für Sonnenenergie- und Wasserstoff-Forschung Baden-Württemberg. Available online: https://www.zsw-bw.de/en/media-center/data-service.html#c6700 (accessed on 12 April 2021).
- BloombergNEF NewEnergy Outlook. 2022. Available online: https://about.bnef.com/new-energy-outlook/ (accessed on 15 November 2023).
- Grohol, M.; Veeh, C.; DG GROW; European Commission. Study on the Critical Raw Materials for the EU 2023 Final Report; DG GROW, European Commission, Eds.; Publications Office of the European Union: Luxembourg, 2023; ISBN 9789268004135. [Google Scholar]
- European Commission. European Commission Study on the EU’s List of Critical Raw Materials; Final Report; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Ragupathy, P.; Bhat, S.D.; Kalaiselvi, N. Electrochemical Energy Storage and Conversion: An Overview. Wiley Interdiscip. Rev. Energy Environ. 2023, 12, e464. [Google Scholar] [CrossRef]
- Giosuè, C.; Marchese, D.; Cavalletti, M.; Isidori, R.; Conti, M.; Orcioni, S.; Ruello, M.L.; Stipa, P. An Exploratory Study of the Policies and Legislative Perspectives on the End-of-Life of Lithium-Ion Batteries from the Perspective of Producer Obligation. Sustainability 2021, 13, 11154. [Google Scholar] [CrossRef]
- Bai, Y.; Muralidharan, N.; Sun, Y.K.; Passerini, S.; Stanley Whittingham, M.; Belharouak, I. Energy and Environmental Aspects in Recycling Lithium-Ion Batteries: Concept of Battery Identity Global Passport. Mater. Today 2020, 41, 304–315. [Google Scholar] [CrossRef]
- World Economic Forum. A Vision for a Sustainable Battery Value Chain in 2030 Unlocking the Full Potential to Power Sustainable Development and Climate Change Mitigation; 2019. Available online: https://www3.weforum.org/docs/WEF_A_Vision_for_a_Sustainable_Battery_Value_Chain_in_2030_Report.pdf (accessed on 20 April 2021).
- Bushkova, O.V.; Yaroslavtseva, T.V.; Dobrovolsky, Y.A. New Lithium Salts in Electrolytes for Lithium-Ion Batteries. Russ. J. Electrochem. 2017, 53, 677–699. [Google Scholar] [CrossRef]
- Abdollahifar, M.; Doose, S.; Cavers, H.; Kwade, A. Graphite Recycling from End-of-Life Lithium-Ion Batteries: Processes and Applications. Adv. Mater. Technol. 2023, 8, 2200368. [Google Scholar] [CrossRef]
- Natarajan, S.; Divya, M.L.; Aravindan, V. Should We Recycle the Graphite from Spent Lithium-Ion Batteries? The Untold Story of Graphite with the Importance of Recycling. J. Energy Chem. 2022, 71, 351–369. [Google Scholar] [CrossRef]
- Yi, C.; Zhou, L.; Wu, X.; Sun, W.; Yi, L.; Yang, Y. Technology for Recycling and Regenerating Graphite from Spent Lithium-Ion Batteries. Chin. J. Chem. Eng. 2021, 39, 37–50. [Google Scholar] [CrossRef]
- Bai, Y.; Li, M.; Jafta, C.J.; Dai, Q.; Essehli, R.; Polzin, B.J.; Belharouak, I. Direct Recycling and Remanufacturing of Anode Scraps. Sustain. Mater. Technol. 2023, 35, e00542. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, X.; Hou, H.; Tang, L.; Xiao, J.; Zhong, Q. Regeneration and Utilization of Graphite from the Spent Lithium-Ion Batteries by Modified Low-Temperature Sulfuric Acid Roasting. Waste Manag. 2022, 150, 30–38. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.; Wang, C.; Zhang, J.; Jing, Q.; Ma, B.; Chen, Y.; Zhang, W. Graphite Recycling from the Spent Lithium-Ion Batteries by Sulfuric Acid Curing-Leaching Combined with High-Temperature Calcination. ACS Sustain. Chem. Eng. 2020, 8, 9447–9455. [Google Scholar] [CrossRef]
- Jegan Roy, J.; Tang, E.J.J.; Do, M.P.; Cao, B.; Srinivasan, M. Closed-Loop Graphite Recycling from Spent Lithium-Ion Batteries through Bioleaching. ACS Sustain. Chem. Eng. 2023, 11, 6567–6577. [Google Scholar] [CrossRef]
- Marcinek, M.; Syzdek, J.; Marczewski, M.; Piszcz, M.; Niedzicki, L.; Kalita, M.; Bitner, A.; Wieczorek, P.; Trzeciak, T.; Kasprzyk, M.; et al. Electrolytes for Li-Ion Transport—Review. Solid State Ion. 2015, 276, 107–126. [Google Scholar] [CrossRef]
- Lee, H.; Yanilmaz, M.; Toprakci, O.; Fu, K.; Zhang, X. A Review of Recent Developments in Membrane Separators for Rechargeable Lithium-Ion Batteries. Energy Environ. Sci. 2014, 7, 3857–3886. [Google Scholar] [CrossRef]
- Wu, J.; Zheng, M.; Liu, T.; Wang, Y.; Liu, Y.; Nai, J.; Zhang, L.; Zhang, S.; Tao, X. Direct Recovery: A Sustainable Recycling Technology for Spent Lithium-Ion Battery. Energy Storage Mater. 2023, 54, 120–134. [Google Scholar] [CrossRef]
- Liu, C.; Lin, J.; Cao, H.; Zhang, Y.; Sun, Z. Recycling of Spent Lithium-Ion Batteries in View of Lithium Recovery: A Critical Review. J. Clean. Prod. 2019, 228, 801–813. [Google Scholar] [CrossRef]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling Lithium-Ion Batteries from Electric Vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef]
- Ren, G.X.; Xiao, S.W.; Xie, M.Q.; Pan, B.; Chen, J.; Wang, F.G.; Xia, X. Recovery of Valuable Metals from Spent Lithium Ion Batteries by Smelting Reduction Process Based on FeO–SiO2–Al2O3 Slag System. Trans. Nonferrous Met. Soc. China 2017, 27, 450–456. [Google Scholar] [CrossRef]
- González, Y.C.; Barrios, O.C.; González, J.A.; Barbosa, L.I. Study on the Carboreduction of the Cathode Material Present in Spent LIBs to Produce Li2CO3 and CoO. Min. Eng. 2022, 184, 107665. [Google Scholar] [CrossRef]
- Lv, W.; Wang, Z.; Cao, H.; Sun, Y.; Zhang, Y.; Sun, Z. A Critical Review and Analysis on the Recycling of Spent Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- Zhang, P.; Yokoyama, T.; Itabashi, O.; Suzuki, T.M.; Inoue, K. Hydrometallurgical Process for Recovery of Metal Values from Spent Lithium-Ion Secondary Batteries. Hydrometallurgy 1998, 47, 259–271. [Google Scholar] [CrossRef]
- Contestabile, M.; Panero, S.; Scrosati, B. A Laboratory-Scale Lithium Battery Recycling Process. J. Power Sources 1999, 83, 75–78. [Google Scholar] [CrossRef]
- Guzolu, J.S.; Gharabaghi, M.; Mobin, M.; Alilo, H. Extraction of Li and Co from Li-Ion Batteries by Chemical Methods. J. Inst. Eng. (India) Ser. D 2017, 98, 43–48. [Google Scholar] [CrossRef]
- Lee, C.K.; Rhee, K. Preparation of LiCoO2 from Spent Lithium-Ion Batteries. J. Power Sources 2002, 109, 17–21. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Extraction of Lithium from Primary and Secondary Sources by Pre-Treatment, Leaching and Separation: A Comprehensive Review. Hydrometallurgy 2014, 150, 192–208. [Google Scholar] [CrossRef]
- Chen, W.S.; Ho, H.J. Leaching Behavior Analysis of Valuable Metals from Lithium-Ion Batteries Cathode Material. Key Eng. Mater. 2018, 775 KEM, 419–426. [Google Scholar] [CrossRef]
- Pant, D.; Dolker, T. Green and Facile Method for the Recovery of Spent Lithium Nickel Manganese Cobalt Oxide (NMC) Based Lithium Ion Batteries. Waste Manag. 2017, 60, 689–695. [Google Scholar] [CrossRef]
- Zheng, Y.; Long, H.L.; Zhou, L.; Wu, Z.S.; Zhou, X.; You, L.; Yang, Y.; Liu, J.W. Leaching Procedure and Kinetic Studies of Cobalt in Cathode Materials from Spent Lithium Ion Batteries Using Organic Citric Acid as Leachant. Int. J. Environ. Res. 2016, 10, 159–168. [Google Scholar] [CrossRef]
- Fan, B.; Chen, X.; Zhou, T.; Zhang, J.; Xu, B. A Sustainable Process for the Recovery of Valuable Metals from Spent Lithium-Ion Batteries. Waste Manag. Res. 2016, 34, 474–481. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Shen, B. Novel Approach to Recover Cobalt and Lithium from Spent Lithium-Ion Battery Using Oxalic Acid. J. Hazard. Mater. 2015, 295, 112–118. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Ge, J.; Chen, R.; Wu, F.; Chen, S.; Zhang, X. Environmental Friendly Leaching Reagent for Cobalt and Lithium Recovery from Spent Lithium-Ion Batteries. Waste Manag. 2010, 30, 2615–2621. [Google Scholar] [CrossRef]
- Sun, Z.; Cao, H.; Xiao, Y.; Sietsma, J.; Jin, W.; Agterhuis, H.; Yang, Y. Toward Sustainability for Recovery of Critical Metals from Electronic Waste: The Hydrochemistry Processes. ACS Sustain. Chem. Eng. 2017, 5, 21–40. [Google Scholar] [CrossRef]
- He, L.P.; Sun, S.Y.; Mu, Y.Y.; Song, X.F.; Yu, J.G. Recovery of Lithium, Nickel, Cobalt, and Manganese from Spent Lithium-Ion Batteries Using l -Tartaric Acid as a Leachant. ACS Sustain. Chem. Eng. 2017, 5, 714–721. [Google Scholar] [CrossRef]
- Cheng, Q. Effect of Different Reductants on Leaching Lithium and Cobalt from Lithium Ion Batteries in Tartaric Acid Solution. IOP Conf. Ser. Earth Environ. Sci. 2018, 192, 012007. [Google Scholar] [CrossRef]
- Gangaja, B.; Nair, S.; Santhanagopalan, D. Reuse, Recycle, and Regeneration of LiFePO4Cathode from Spent Lithium-Ion Batteries for Rechargeable Lithium- And Sodium-Ion Batteries. ACS Sustain. Chem. Eng. 2021, 9, 4711–4721. [Google Scholar] [CrossRef]
- Xu, P.; Yang, Z.; Yu, X.; Holoubek, J.; Gao, H.; Li, M.; Cai, G.; Bloom, I.; Liu, H.; Chen, Y.; et al. Design and Optimization of the Direct Recycling of Spent Li-Ion Battery Cathode Materials. ACS Sustain. Chem. Eng. 2021, 9, 4543–4553. [Google Scholar] [CrossRef]
- Gu, S.; He, T.; Kong, J.; Fu, T.; Guo, Z.; Cui, J.; Chen, Z. Regeneration of NCM622 from End-of-Life Lithium-Ion Battery Cathode Materials. RSC Adv. 2023, 13, 906–913. [Google Scholar] [CrossRef]
- Gaines, L.; Dai, Q.; Vaughey, J.T.; Gillard, S. Direct Recycling R&D at the ReCell Center. Recycling 2021, 6, 31. [Google Scholar] [CrossRef]
- Unterreiner, L.; Jülch, V.; Reith, S. Recycling of Battery Technologies—Ecological Impact Analysis Using Life Cycle Assessment (LCA). Energy Procedia 2016, 99, 229–234. [Google Scholar] [CrossRef]
- Wang, X.; Gaustad, G.; Babbitt, C.W.; Bailey, C.; Ganter, M.J.; Landi, B.J. Economic and Environmental Characterization of an Evolving Li-Ion Battery Waste Stream. J. Environ. Manag. 2014, 135, 126–134. [Google Scholar] [CrossRef]
- Meshram, P.; Mishra, A.; Sahu, R. Environmental Impact of Spent Lithium Ion Batteries and Green Recycling Perspectives by Organic Acids—A Review. Chemosphere 2020, 242, 125291. [Google Scholar] [CrossRef]
- Fan, E.; Li, L.; Wang, Z.; Lin, J.; Huang, Y.; Yao, Y.; Chen, R.; Wu, F. Sustainable Recycling Technology for Li-Ion Batteries and Beyond: Challenges and Future Prospects. Chem. Rev. 2020, 120, 7020–7063. [Google Scholar] [CrossRef]
- Nan, J.; Han, D.; Zuo, X. Recovery of Metal Values from Spent Lithium-Ion Batteries with Chemical Deposition and Solvent Extraction. J. Power Sources 2005, 152, 278–284. [Google Scholar] [CrossRef]
- Amato, A.; Becci, A.; Villen Guzman, M.; Vereda, A.C.; Beolchini, F. Challenges for Sustainable Lithium Supply: A Critical Review. J. Clean. Prod. 2021, 300, 126954. [Google Scholar] [CrossRef]
- Dewulf, J.; Van der Vorst, G.; Denturck, K.; Van Langenhove, H.; Ghyoot, W.; Tytgat, J.; Vandeputte, K. Recycling Rechargeable Lithium Ion Batteries: Critical Analysis of Natural Resource Savings. Resour. Conserv. Recycl. 2010, 54, 229–234. [Google Scholar] [CrossRef]
- Yoo, E.; Lee, U.; Kelly, J.C.; Wang, M. Life-Cycle Analysis of Battery Metal Recycling with Lithium Recovery from a Spent Lithium-Ion Battery. Resour. Conserv. Recycl. 2023, 196, 107040. [Google Scholar] [CrossRef]
- Anwani, S.; Methekar, R.; Ramadesigan, V. Life Cycle Assessment and Economic Analysis of Acidic Leaching and Baking Routes for the Production of Cobalt Oxalate from Spent Lithium—Ion Batteries. J. Mater. Cycles Waste Manag. 2020, 22, 2092–2106. [Google Scholar] [CrossRef]
- Golmohammadzadeh, R.; Rashchi, F.; Vahidi, E. Recovery of Lithium and Cobalt from Spent Lithium-Ion Batteries Using Organic Acids: Process Optimization and Kinetic Aspects. Waste Manag. 2017, 64, 244–254. [Google Scholar] [CrossRef]
- Anwani, S.; Methekar, R.; Ramadesigan, V. Resynthesizing of Lithium Cobalt Oxide from Spent Lithium-Ion Batteries Using an Environmentally Benign and Economically Viable Recycling Process. Hydrometallurgy 2020, 197, 105430. [Google Scholar] [CrossRef]
- Li, L.; Dunn, J.B.; Zhang, X.X.; Gaines, L.; Chen, J.R.; Wu, F.; Amine, K. Recovery of Metals from Spent Lithium-Ion Batteries with Organic Acids as Leaching Reagents and Environmental Assessment. J. Power Sources 2013, 233, 180–189. [Google Scholar] [CrossRef]
- He, Y.; Yuan, X.; Zhang, G.; Wang, H.; Zhang, T.; Xie, W.; Li, L. A Critical Review of Current Technologies for the Liberation of Electrode Materials from Foils in the Recycling Process of Spent Lithium-Ion Batteries. Sci. Total Environ. 2021, 766, 142382. [Google Scholar] [CrossRef]
- Dorella, G.; Mansur, M.B. A Study of the Separation of Cobalt from Spent Li-Ion Battery Residues. J. Power Sources 2007, 170, 210–215. [Google Scholar] [CrossRef]
- Shaw-Stewart, J.; Alvarez-Reguera, A.; Greszta, A.; Marco, J.; Masood, M.; Sommerville, R.; Kendrick, E. Aqueous Solution Discharge of Cylindrical Lithium-Ion Cells. Sustain. Mater. Technol. 2019, 22, e00110. [Google Scholar] [CrossRef]
- Kim, S.; Bang, J.; Yoo, J.; Shin, Y.; Bae, J.; Jeong, J.; Kim, K.; Dong, P.; Kwon, K. A Comprehensive Review on the Pretreatment Process in Lithium-Ion Battery Recycling. J. Clean. Prod. 2021, 294, 126329. [Google Scholar] [CrossRef]
- Ali, H.; Khan, H.A.; Pecht, M. Preprocessing of Spent Lithium-Ion Batteries for Recycling: Need, Methods, and Trends. Renew. Sustain. Energy Rev. 2022, 168, 112809. [Google Scholar] [CrossRef]
- Yu, W.; Guo, Y.; Xu, S.; Yang, Y.; Zhao, Y.; Zhang, J. Comprehensive Recycling of Lithium-Ion Batteries: Fundamentals, Pretreatment, and Perspectives. Energy Storage Mater. 2023, 54, 172–220. [Google Scholar] [CrossRef]
- Sommerville, R.; Shaw-Stewart, J.; Goodship, V.; Rowson, N.; Kendrick, E. A Review of Physical Processes Used in the Safe Recycling of Lithium Ion Batteries. Sustain. Mater. Technol. 2020, 25, e00197. [Google Scholar] [CrossRef]
- Granata, G.; Pagnanelli, F.; Moscardini, E.; Takacova, Z.; Havlik, T.; Toro, L. Simultaneous Recycling of Nickel Metal Hydride, Lithium Ion and Primary Lithium Batteries: Accomplishment of European Guidelines by Optimizing Mechanical Pre-Treatment and Solvent Extraction Operations. J. Power Sources 2012, 212, 205–211. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Wang, F.; Ge, L.; Zhu, X.; Li, H. Chemical and Process Mineralogical Characterizations of Spent Lithium-Ion Batteries: An Approach by Multi-Analytical Techniques. Waste Manag. 2014, 34, 1051–1058. [Google Scholar] [CrossRef]
- Ruffino, B.; Zanetti, M.C.; Marini, P. A Mechanical Pre-Treatment Process for the Valorization of Useful Fractions from Spent Batteries. Resour. Conserv. Recycl. 2011, 55, 309–315. [Google Scholar] [CrossRef]
- Shin, S.M.; Kim, N.H.; Sohn, J.S.; Yang, D.H.; Kim, Y.H. Development Ofa Metal Recovery Process from Li-Ion Battery Wastes. Hydrometallurgy 2005, 79, 172–181. [Google Scholar] [CrossRef]
- Vanitha, M.; Balasubramanian, N. Waste Minimization and Recovery of Valuable Metals from Spent Lithium-Ion Batteries–a Review. Environ. Technol. Rev. 2013, 2, 101–115. [Google Scholar] [CrossRef]
- Hu, X.; Mousa, E.; Ånnhagen, L.; Musavi, Z.; Alemrajabi, M.; Hall, B.; Ye, G. Complex Gas Formation during Combined Mechanical and Thermal Treatments of Spent Lithium-Ion-Battery Cells. J. Hazard. Mater. 2022, 431, 128541. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Ge, L.; Fu, R.; Zhang, X.; Huang, Y. Characteristics of Wet and Dry Crushing Methods in the Recycling Process of Spent Lithium-Ion Batteries. J. Power Sources 2013, 240, 766–771. [Google Scholar] [CrossRef]
- Uda, T.; Kishimoto, A.; Yasuda, K.; Taninouchi, Y.K. Submerged Comminution of Lithium-Ion Batteries in Water in Inert Atmosphere for Safe Recycling. Energy Adv. 2022, 1, 935–940. [Google Scholar] [CrossRef]
- Pagnanelli, F.; Moscardini, E.; Altimari, P.; Atia, T.A.; Toro, L. Leaching of Electrodic Powders from Lithium Ion Batteries: Optimization of Operating Conditions and Effect of Physical Pretreatment for Waste Fraction Retrieval. Waste Manag. 2017, 60, 706–715. [Google Scholar] [CrossRef]
- Al-Shammari, H.; Farhad, S. Heavy Liquids for Rapid Separation of Cathode and Anode Active Materials from Recycled Lithium-Ion Batteries. Resour. Conserv. Recycl. 2021, 174, 105749. [Google Scholar] [CrossRef]
- Hu, Z.; Liu, J.; Gan, T.; Lu, D.; Wang, Y.; Zheng, X. High-Intensity Magnetic Separation for Recovery of LiFePO4 and Graphite from Spent Lithium-Ion Batteries. Sep. Purif. Technol. 2022, 297, 121486. [Google Scholar] [CrossRef]
- Bi, H.; Zhu, H.; Zu, L.; Gao, Y.; Gao, S.; Wu, Z. Eddy Current Separation for Recovering Aluminium and Lithium-Iron Phosphate Components of Spent Lithium-Iron Phosphate Batteries. Waste Manag. Res. 2019, 37, 1217–1228. [Google Scholar] [CrossRef] [PubMed]
- Shin, H.; Zhan, R.; Dhindsa, K.S.; Pan, L.; Han, T. Electrochemical Performance of Recycled Cathode Active Materials Using Froth Flotation-Based Separation Process. J. Electrochem. Soc. 2020, 167, 020504. [Google Scholar] [CrossRef]
- Zhan, R.; Oldenburg, Z.; Pan, L. Recovery of Active Cathode Materials from Lithium-Ion Batteries Using Froth Flotation. Sustain. Mater. Technol. 2018, 17, e00062. [Google Scholar] [CrossRef]
- Liu, J.; Wang, H.; Hu, T.; Bai, X.; Wang, S.; Xie, W.; Hao, J.; He, Y. Recovery of LiCoO2 and Graphite from Spent Lithium-Ion Batteries by Cryogenic Grinding and Froth Flotation. Min. Eng. 2020, 148, 106223. [Google Scholar] [CrossRef]
- Yang, L.; Xi, G.; Xi, Y. Recovery of Co, Mn, Ni, and Li from Spent Lithium Ion Batteries for the Preparation of LiNixCoyMnzO2 Cathode Materials. Ceram. Int. 2015, 41, 11498–11503. [Google Scholar] [CrossRef]
- Bai, Y.; Essehli, R.; Jafta, C.J.; Livingston, K.M.; Belharouak, I. Recovery of Cathode Materials and Aluminum Foil Using a Green Solvent. ACS Sustain. Chem. Eng. 2021, 9, 6048–6055. [Google Scholar] [CrossRef]
- Bai, Y.; Muralidharan, N.; Li, J.; Essehli, R.; Belharouak, I. Sustainable Direct Recycling of Lithium-Ion Batteries via Solvent Recovery of Electrode Materials. ChemSusChem 2020, 13, 5664–5670. [Google Scholar] [CrossRef]
- Fu, Y.; Schuster, J.; Petranikova, M.; Ebin, B. Innovative Recycling of Organic Binders from Electric Vehicle Lithium-Ion Batteries by Supercritical Carbon Dioxide Extraction. Resour. Conserv. Recycl. 2021, 172, 105666. [Google Scholar] [CrossRef]
- Nan, J.; Han, D.; Yang, M.; Cui, M.; Hou, X. Recovery of Metal Values from a Mixture of Spent Lithium-Ion Batteries and Nickel-Metal Hydride Batteries. Hydrometallurgy 2006, 84, 75–80. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Zhang, Y.; Dong, P.; Wang, D.; Zhou, Z.; Duan, J.; Li, X.; Lin, Y.; Meng, Q.; Pai, K.V.; et al. An Environmental Friendly Attempt to Recycle the Spent Li-Ion Battery Cathode through Organic Acid Leaching. J. Environ. Chem. Eng. 2018, 7, 102854. [Google Scholar] [CrossRef]
- Granata, G.; Moscardini, E.; Pagnanelli, F.; Trabucco, F.; Toro, L. Product Recovery from Li-Ion Battery Wastes Coming from an Industrial Pre-Treatment Plant: Lab Scale Tests and Process Simulations. J. Power Sources 2012, 206, 393–401. [Google Scholar] [CrossRef]
- Hanisch, C.; Diekmann, J.; Stieger, A.; Haselrieder, W.; Kwade, A. Recycling of Lithium-Ion Batteries. Handb. Clean. Energy Syst. 2015, 108, 1–24. [Google Scholar] [CrossRef]
- Bottino, A.; Capannelli, G.; Munari, S.; Turturro, A. Solubility Parameters of Poly(Vinylidene Fluoride). J. Polym. Sci. B Polym. Phys. 1988, 26, 785–794. [Google Scholar] [CrossRef]
- Tuminello, H.; Dee, G.T.; Nemours, M. Thermodynamics of Poly(Tetrafluoroethy1ene) Solubility. Macromolecules 1994, 27, 669–676. [Google Scholar] [CrossRef]
- Song, D.; Wang, X.; Nie, H.; Shi, H.; Wang, D.; Guo, F.; Shi, X.; Zhang, L. Heat Treatment of LiCoO2 Recovered from Cathode Scraps with Solvent Method. J. Power Sources 2014, 249, 137–141. [Google Scholar] [CrossRef]
- Lee, K.P.; Chromey, N.C.; Culik, R.; Barnes, J.R.; Schneider, P.W. Toxicity of N-Methyl-2-Pyrrolidone (NMP): Teratogenic, Subchronic, and Two-Year Inhalation Studies. Fundam. Appl. Toxicol. 1987, 9, 222–235. [Google Scholar] [CrossRef] [PubMed]
- Helland, A.; Scheringer, M.; Siegrist, M.; Kastenholz, H.G.; Wiek, A.; Scholz, R.W. Risk Assessment of Engineered Nanomaterials: A Survey of Industrial Approaches. Environ. Sci. Technol. 2008, 42, 640–646. [Google Scholar] [CrossRef]
- Marshall, J.E.; Zhenova, A.; Roberts, S.; Petchey, T.; Zhu, P.; Dancer, C.E.J.; McElroy, C.R.; Kendrick, E.; Goodship, V. On the Solubility and Stability of Polyvinylidene Fluoride. Polymers 2021, 13, 1354. [Google Scholar] [CrossRef]
- Liu, Y.J.; Hu, Q.Y.; Li, X.H.; Wang, Z.X.; Guo, H.J. Recycle and Synthesis of LiCoO2 from Incisors Bound of Li-Ion Batteries. Trans. Nonferrous Met. Soc. China 2006, 16, 956–959. [Google Scholar] [CrossRef]
- He, L.P.; Sun, S.Y.; Song, X.F.; Yu, J.G. Recovery of Cathode Materials and Al from Spent Lithium-Ion Batteries by Ultrasonic Cleaning. Waste Manag. 2015, 46, 523–528. [Google Scholar] [CrossRef]
- Ren, X.; Tong, Z.; Dai, Y.; Ma, G.; Lv, Z.; Bu, X.; Bilal, M.; Vakylabad, A.B.; Hassanzadeh, A. Effects of Mechanical Stirring and Ultrasound Treatment on the Separation of Graphite Electrode Materials from Copper Foils of Spent LIBs: A Comparative Study. Separations 2023, 10, 246. [Google Scholar] [CrossRef]
- Bai, Y.; Hawley, W.B.; Jafta, C.J.; Muralidharan, N.; Polzin, B.J.; Belharouak, I. Sustainable Recycling of Cathode Scraps via Cyrene-Based Separation. Sustain. Mater. Technol. 2020, 25, e00202. [Google Scholar] [CrossRef]
- Prosini, P.P.; Cento, C.; Carewska, M.; Masci, A. Electrochemical Performance of Li-Ion Batteries Assembled with Water-Processable Electrodes. Solid State Ion. 2015, 274, 34–39. [Google Scholar] [CrossRef]
- Brilloni, A.; Poli, F.; Spina, G.E.; Samorì, C.; Guidi, E.; Gualandi, C.; Maisuradze, M.; Giorgetti, M.; Soavi, F. Easy Recovery of Li-Ion Cathode Powders by the Use of Water-Processable Binders. Electrochim. Acta 2022, 418, 140376. [Google Scholar] [CrossRef]
- Li, L.; Fan, E.; Guan, Y.; Zhang, X.; Xue, Q.; Wei, L.; Wu, F.; Chen, R. Sustainable Recovery of Cathode Materials from Spent Lithium-Ion Batteries Using Lactic Acid Leaching System. ACS Sustain. Chem. Eng. 2017, 5, 5224–5233. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Recovery of Valuable Metals from Cathodic Active Material of Spent Lithium Ion Batteries: Leaching and Kinetic Aspects. Waste Manag. 2015, 45, 306–313. [Google Scholar] [CrossRef] [PubMed]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical Processing of Spent Lithium Ion Batteries (LIBs) in the Presence of a Reducing Agent with Emphasis on Kinetics of Leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Sun, L.; Qiu, K. Vacuum Pyrolysis and Hydrometallurgical Process for the Recovery of Valuable Metals from Spent Lithium-Ion Batteries. J. Hazard. Mater. 2011, 194, 378–384. [Google Scholar] [CrossRef]
- Georgi-maschler, T.; Friedrich, B.; Weyhe, R.; Heegn, H.; Rutz, M. Development of a Recycling Process for Li-Ion Batteries. J. Power Sources 2012, 207, 173–182. [Google Scholar] [CrossRef]
- Lombardo, G.; Ebin, B.; Steenari, B.M.; Alemrajabi, M.; Karlsson, I.; Petranikova, M. Comparison of the Effects of Incineration, Vacuum Pyrolysis and Dynamic Pyrolysis on the Composition of NMC-Lithium Battery Cathode-Material Production Scraps and Separation of the Current Collector. Resour. Conserv. Recycl. 2021, 164, 105142. [Google Scholar] [CrossRef]
- Yao, Y.; Zhu, M.; Zhao, Z.; Tong, B.; Fan, Y.; Hua, Z. Hydrometallurgical Processes for Recycling Spent Lithium-Ion Batteries: A Critical Review. ACS Sustain. Chem. Eng. 2018, 6, 13611–13627. [Google Scholar] [CrossRef]
- Chen, X.; Luo, C.; Zhang, J.; Kong, J.; Zhou, T. Sustainable Recovery of Metals from Spent Lithium-Ion Batteries: A Green Process. ACS Sustain. Chem. Eng. 2015, 3, 3104–3113. [Google Scholar] [CrossRef]
- Wu, Z.; Soh, T.; Chan, J.J.; Meng, S.; Meyer, D.; Srinivasan, M. Repurposing of Fruit Peel Waste as a Green Reductant for Recycling of Spent Lithium-Ion Batteries. Environ. Sci. Technol. 2020, 54, 9681–9692. [Google Scholar] [CrossRef] [PubMed]
- Zhu, A.; Bian, X.; Han, W.; Cao, D.; Wen, Y.; Zhu, K.; Wang, S. The Application of Deep Eutectic Solvents in Lithium-Ion Battery Recycling: A Comprehensive Review. Resour. Conserv. Recycl. 2023, 188, 106690. [Google Scholar] [CrossRef]
- Albler, F.J.; Bica, K.; Foreman, M.R.S.J.; Holgersson, S.; Tyumentsev, M.S. A Comparison of Two Methods of Recovering Cobalt from a Deep Eutectic Solvent: Implications for Battery Recycling. J. Clean. Prod. 2017, 167, 806–814. [Google Scholar] [CrossRef]
- Di Marino, D.; Shalaby, M.; Kriescher, S.; Wessling, M. Corrosion of Metal Electrodes in Deep Eutectic Solvents. Electrochem. Commun. 2018, 90, 101–105. [Google Scholar] [CrossRef]
- Tran, M.K.; Rodrigues, M.T.F.; Kato, K.; Babu, G.; Ajayan, P.M. Deep Eutectic Solvents for Cathode Recycling of Li-Ion Batteries. Nat. Energy 2019, 4, 339–345. [Google Scholar] [CrossRef]
- Padwal, C.; Pham, H.D.; Jadhav, S.; Do, T.T.; Nerkar, J.; Hoang, L.T.M.; Kumar Nanjundan, A.; Mundree, S.G.; Dubal, D.P. Deep Eutectic Solvents: Green Approach for Cathode Recycling of Li-Ion Batteries. Adv. Energy Sustain. Res. 2022, 3, 2100133. [Google Scholar] [CrossRef]
- Ciez, R.E.; Whitacre, J.F. Examining Different Recycling Processes for Lithium-Ion Batteries. Nat. Sustain. 2019, 2, 148–156. [Google Scholar] [CrossRef]
- Yang, Y.; Meng, X.; Cao, H.; Lin, X.; Liu, C.; Sun, Y.; Zhang, Y.; Sun, Z. Selective Recovery of Lithium from Spent Lithium Iron Phosphate Batteries: A Sustainable Process. Green Chem. 2018, 20, 3121–3133. [Google Scholar] [CrossRef]
- Li, L.; Bian, Y.; Zhang, X.; Guan, Y.; Fan, E.; Wu, F.; Chen, R. Process for Recycling Mixed-Cathode Materials from Spent Lithium-Ion Batteries and Kinetics of Leaching. Waste Manag. 2018, 71, 362–371. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Qu, W.; Zhang, X.; Lu, J.; Chen, R.; Wu, F.; Amine, K. Succinic Acid-Based Leaching System: A Sustainable Process for Recovery of Valuable Metals from Spent Li-Ion Batteries. J. Power Sources 2015, 282, 544–551. [Google Scholar] [CrossRef]
- Patil, D.; Chikkamath, S.; Keny, S.; Tripathi, V.; Manjanna, J. Rapid Dissolution and Recovery of Li and Co from Spent LiCoO2 Using Mild Organic Acids under Microwave Irradiation. J. Environ. Manag. 2020, 256, 109935. [Google Scholar] [CrossRef]
- Li, L.; Bian, Y.; Zhang, X.; Yao, Y.; Xue, Q.; Fan, E.; Wu, F.; Chen, R. A Green and Effective Room-Temperature Recycling Process of LiFePO4 Cathode Materials for Lithium-Ion Batteries. Waste Manag. 2019, 85, 437–444. [Google Scholar] [CrossRef]
- Hariprasad, D.; Dash, B.; Ghosh, M.K.; Anand, S. Leaching of Manganese Ores Using Sawdust as a Reductant. Miner. Eng. 2007, 20, 1293–1295. [Google Scholar] [CrossRef]
- Tian, X.; Wen, X.; Yang, C.; Liang, Y.; Pi, Z.; Wang, Y. Reductive Leaching of Manganese from Low-Grade Manganese Dioxide Ores Using Corncob as Reductant in Sulfuric Acid Solution. Hydrometallurgy 2010, 100, 157–160. [Google Scholar] [CrossRef]
- Amirkhani, H.; Yunus, R.; Rashid, U.; Salleh, S.F. Low-Temperature Dilute Acid Hydrolysis of Oil Palm Frond. Chem. Eng. Commun. 2015, 202, 1235–1244. [Google Scholar] [CrossRef]
- Do, M.P.; Lim, H.K.; Tan, C.K.; Tang, E.J.J.; Srinivasan, M.; Tay, C.Y. Fruit Waste-Derived Lixiviant: A Viable Green Chemical for Lithium-Ion Battery Recycling. J. Clean. Prod. 2023, 420, 138303. [Google Scholar] [CrossRef]
- Mohan, A.C. Screening of Total Phenol, Cellulose and Tannin Content in Orange Peel by Using Different Parameters in Ethanol Extract. World J. Pharm. Res. 2017, 6, 1049–1058. [Google Scholar] [CrossRef]
- Refly, S.; Floweri, O.; Mayangsari, T.R.; Aimon, A.H.; Iskandar, F. Green Recycle Processing of Cathode Active Material from LiNi1/3Co1/3Mn1/3O2 (NCM 111) Battery Waste through Citric Acid Leaching and Oxalate Co-Precipitation Process. Mater. Today Proc. 2021, 2, 10–12. [Google Scholar] [CrossRef]
- Vieceli, N.; Nogueira, C.A.; Guimarães, C.; Pereira, M.F.C.; Durão, F.O.; Margarido, F. Hydrometallurgical Recycling of Lithium-Ion Batteries by Reductive Leaching with Sodium Metabisulphite. Waste Manag. 2018, 71, 350–361. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Fan, B.; Xu, L.; Zhou, T.; Kong, J. An Atom-Economic Process for the Recovery of High Value-Added Metals from Spent Lithium-Ion Batteries. J. Clean. Prod. 2016, 112, 3562–3570. [Google Scholar] [CrossRef]
- Verma, V.; Joseph, J.R.; Chaudhary, R.; Srinivasan, M. Upcycling Spent Cathode Materials from Li-Ion Batteries to Precursors: Challenges and Opportunities. J. Environ. Chem. Eng. 2023, 11, 110216. [Google Scholar] [CrossRef]
- Esmaeili, M.; Rastegar, S.O.; Beigzadeh, R.; Gu, T. Ultrasound-Assisted Leaching of Spent Lithium Ion Batteries by Natural Organic Acids and H2O2. Chemosphere 2020, 254, 126670. [Google Scholar] [CrossRef] [PubMed]
- Penniston, K.L.; Nakada, S.Y.; Holmes, R.P.; Assimos, D.G. Quantitative Assessment of Citric Acid in Lemon Juice, Lime Juice, and Commercially-Available Fruit Juice Products. J. Endourol. 2008, 22, 567–570. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Q.; Watanabe, M.; Iwatate, Y.; Azuma, D. Hydrothermal Leaching of Ternary and Binary Lithium-Ion Battery Cathode Materials with Citric Acid and the Kinetic Study. J. Supercrit. Fluids 2020, 165, 104990. [Google Scholar] [CrossRef]
- Reekha, C.; Poornima, G.; Manasa, M.; Abhipsa, V.; Devi, J.P.; Kumar, H.T.V.; Kekuda, T.R.P. Ascorbic Acid, Total Phenol Content and Antioxidant Activity of Fresh Juices of Four Ripe and Unripe Citrus Fruits. Chem. Sci. Trans. 2012, 1, 303–310. [Google Scholar] [CrossRef]
- Mehrizi, S.; Sohi, M.H.; Saremi, M. Effect of Sodium Citrate as Complexing on Electrochemical Behavior and Speciation Diagrams of CoFeNiCu Baths. Ionics 2013, 19, 911–918. [Google Scholar] [CrossRef]
- Srimuk, P.; Su, X.; Yoon, J.; Aurbach, D.; Presser, V. Charge-Transfer Materials for Electrochemical Water Desalination, Ion Separation and the Recovery of Elements. Nat. Rev. Mater. 2020, 5, 517–538. [Google Scholar] [CrossRef]
- Su, X. Electrochemical Separations for Metal Recycling. Electrochem. Soc. Interface 2020, 29, 55–61. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Singh, N. Recycling of Spent Lithium-Ion Battery: A Critical Review. Crit. Rev. Environ. Sci. Technol. 2014, 44, 1129–1165. [Google Scholar] [CrossRef]
- Freitas, M.B.J.G.; Garcia, E.M. Electrochemical Recycling of Cobalt from Cathodes of Spent Lithium-Ion Batteries. J. Power Sources 2007, 171, 953–959. [Google Scholar] [CrossRef]
- Matsushima, J.T.; Trivinho-Strixino, F.; Pereira, E.C. Investigation of Cobalt Deposition Using the Electrochemical Quartz Crystal Microbalance. Electrochim. Acta 2006, 51, 1960–1966. [Google Scholar] [CrossRef]
- Bae, H.; Hwang, S.M.; Seo, I.; Kim, Y. Electrochemical Lithium Recycling System toward Renewable and Sustainable Energy Technologies. J. Electrochem. Soc. 2016, 163, E199–E205. [Google Scholar] [CrossRef]
- Kim, S.; Kim, J.; Kim, S.; Lee, J.; Yoon, J. Electrochemical Lithium Recovery and Organic Pollutant Removal from Industrial Wastewater of a Battery Recycling Plant. Environ. Sci. Water Res. Technol. 2018, 4, 175–182. [Google Scholar] [CrossRef]
- Pasta, M.; Battistel, A.; La Mantia, F. Batteries for Lithium Recovery from Brines. Energy Environ. Sci. 2012, 5, 9487–9491. [Google Scholar] [CrossRef]
- Kim, S.; Joo, H.; Moon, T.; Kim, S.H.; Yoon, J. Rapid and Selective Lithium Recovery from Desalination Brine Using an Electrochemical System. Environ. Sci. Process. Impacts 2019, 21, 667–676. [Google Scholar] [CrossRef]
- Kim, K.; Raymond, D.; Candeago, R.; Su, X. Selective Cobalt and Nickel Electrodeposition for Lithium-Ion Battery Recycling through Integrated Electrolyte and Interface Control. Nat. Commun. 2021, 12, 6554. [Google Scholar] [CrossRef]
- Lei, S.; Sun, W.; Yang, Y. Solvent Extraction for Recycling of Spent Lithium-Ion Batteries. J. Hazard. Mater. 2022, 424, 127654. [Google Scholar] [CrossRef]
- Strauss, M.L.; Diaz, L.A.; McNally, J.; Klaehn, J.; Lister, T.E. Separation of Cobalt, Nickel, and Manganese in Leach Solutions of Waste Lithium-Ion Batteries Using Dowex M4195 Ion Exchange Resin. Hydrometallurgy 2021, 206, 105757. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Z.; Qu, D. Proof-of-Concept Study of Ion-Exchange Method for the Recycling of LiFePO4 Cathode. Waste Manag. 2023, 157, 1–7. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical Recovery of Metal Values from Sulfuric Acid Leaching Liquor of Spent Lithium-Ion Batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Materials | Hazardous | GHS Hazard Statements |
|---|---|---|---|
| Cathodes | LiCoO2, LiNiO2, LiNixCoyMn1−x−yO2, LiFePO4 | Heavy metals (particularly Ni and Co) need special treatments to avoid causing environmental and human threats. | H317 may cause an allergic skin reaction (LiCoO2, LiNiO2, LiNixCoyMn1−x−yO2). H351 is suspected of causing cancer (LiCoO2, LiNiO2, LiNixCoyMn1−x−yO2). |
| Electrolyte salts | LiPF6, LiBF4 | Fluorine-based materials which can produce corrosive gas: hydrogen fluoride (HF). | H301 is toxic if swallowed (LiPF6, LiBF4). H311 is toxic when in contact with skin (LiPF6, LiBF4). H314 causes severe skin burns and eye damage (LiPF6, LiBF4). H341 causes germ cell mutagenicity (LiBF4). H372 causes damage to organs through prolonged or repeated exposure if inhaled (LiPF6). |
| Electrolyte solvents | EC, DMC, EMC, DEC | Flammable volatile compounds. Low flash points. | H225 is highly flammable liquid and vapor (DMC, DEC, EMC). H302 is harmful if swallowed (EC). H319 causes serious eye irritation (EC). H373 may cause damage to organs (Kidney) through prolonged or repeated exposure if swallowed (EC). |
| Binders | Polyvinyldiene fluoride (PVDF), polytetrafluoroethylene (PTFE) | Can generate HF and organofluorine compounds when burnt. | |
| Separators | Polyethylene (PE), polypropylene (PP), and their combinations | Carbon oxides can be generated when PE and PP are heated. |
| Type of Battery | Leaching Agents | Reductants | Conditions (T, t, S/L Ratio) | Leaching Efficiency | Relevance | Ref. |
|---|---|---|---|---|---|---|
| Spent mobile phone | HCl | - | 95 °C, 70 min, 10 g L−1 | Li 97.59% Co 99.74% | No H2O2 was used. High HCl concentration and high-temperature process. | [30] |
| NMC | Citric acid | Biomass reductants (Phylotacca Americana, tea waste) | 120 °C, 90 min, 30 g L−1 | Li 98.0% Co 96.0% | High temperature used but mild acid concentrations. Investigation of leaching mechanism by IR. Closing loop of the process by recycling of leaching agent. | [108] |
| LCO POWDER | DES (ChCl:EG) | 220 °C, 24 h, 0.02 g g−1 | Co 94.14% | Environmentally friendly process used to leach Co with high efficiency. High temperature and time involved. | [115] | |
| LiFePO4 | Citric acid, acetic acid, chloride acid, nitric acid, sulfuric acid | H2O2 | 50 °C, 30 min, 120 g L−1 | Li 94.08% | High Li recovery efficiencies and economic assessment of 1 ton of LFP recycling process. | [116] |
| LiFePO4 | Citric acid | H2O2 | Li 97.82% Fe 95.62% | Extracted materials used for a resynthesized material. | [117] | |
| Mixed LIBs | Succinic acid | H2O2 | 90 °C, 60 min, 20 g L−1 | Li 96% Co 100% | Innovative and green method for the recovery of Co with high yields. | [118] |
| NMC | Citric fruit juice | - | 90 °C, 20 min, 50 g L−1 | Li about 100% Mn 99% Ni 98% Co 94% | Total green process in which mixture of acid and flavonoids inside citric fruit juice work as leaching agent and reductant. | [34] |
| LCO | Citric acid | Orange peel fruit | 100 °C, 4 h, 25 g L−1 | Li 100% Co 100% | Co-tackling the twin challenges of resource depletion and waste accumulation: fruit peel waste used as reducing agent for the recycling of end-of-life LIB waste. | [109] |
| LCO | Oxalic acid | - | 95 °C, 150 min, 15 g L−1 | Li 98.0% Co 97.0% | The usage of reductants is totally avoided since oxalic acid has great affinity for Li and Co. Simple and shortcut method for the high recovery of valuable Li and Co. | [37] |
| LCO, NMC | Tartaric acid | H2O2 | 70 °C, 30 min, 17 g L−1 | Li 99.1% Mn 99.3% Ni 99.3% Co 98.6% | Highly efficient process to recover metals from mixed electrode materials under relatively low temperature and low leaching time. | [40] |
| LCO | Maleic acid | Ascorbic acid | 80 °C, 25 min, 2 g L−1 | Li 94% Co 91% | Novel process introducing microwave irradiation to reduce leaching time. | [119] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marchese, D.; Giosuè, C.; Staffolani, A.; Conti, M.; Orcioni, S.; Soavi, F.; Cavalletti, M.; Stipa, P. An Overview of the Sustainable Recycling Processes Used for Lithium-Ion Batteries. Batteries 2024, 10, 27. https://doi.org/10.3390/batteries10010027
Marchese D, Giosuè C, Staffolani A, Conti M, Orcioni S, Soavi F, Cavalletti M, Stipa P. An Overview of the Sustainable Recycling Processes Used for Lithium-Ion Batteries. Batteries. 2024; 10(1):27. https://doi.org/10.3390/batteries10010027
Chicago/Turabian StyleMarchese, Daniele, Chiara Giosuè, Antunes Staffolani, Massimo Conti, Simone Orcioni, Francesca Soavi, Matteo Cavalletti, and Pierluigi Stipa. 2024. "An Overview of the Sustainable Recycling Processes Used for Lithium-Ion Batteries" Batteries 10, no. 1: 27. https://doi.org/10.3390/batteries10010027