
Effect of SiO2/Organosilicone Double Insulation Coating Processes on the Properties of Ferrosilicon Magnetic Cores
Abstract
:1. Introduction
2. Experiment
2.1. Experimental Raw Materials
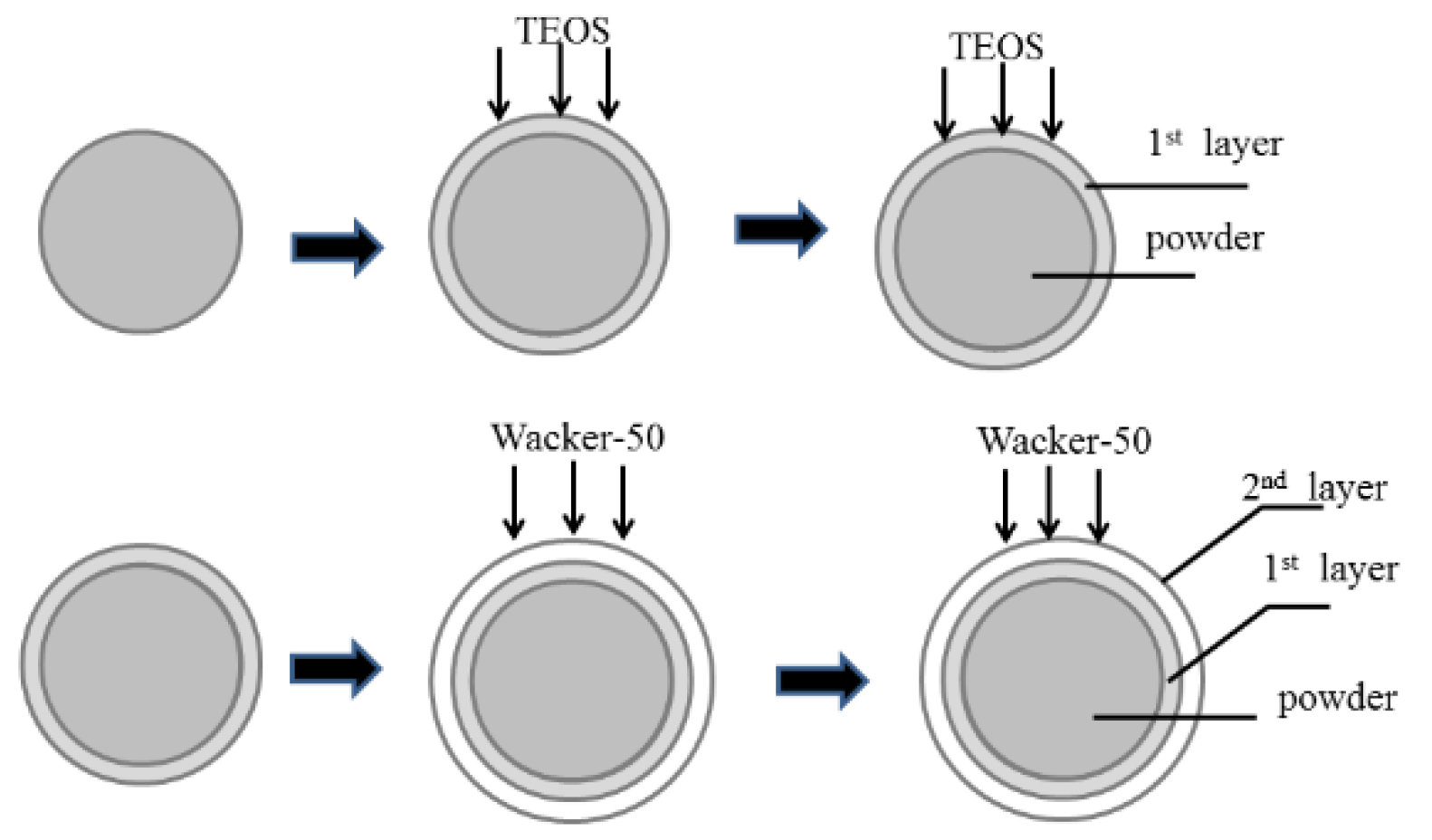
2.2. Preparation of the Ferrosilicon Magnetic Core
2.3. Structure and Performance Test
3. Results and Discussion
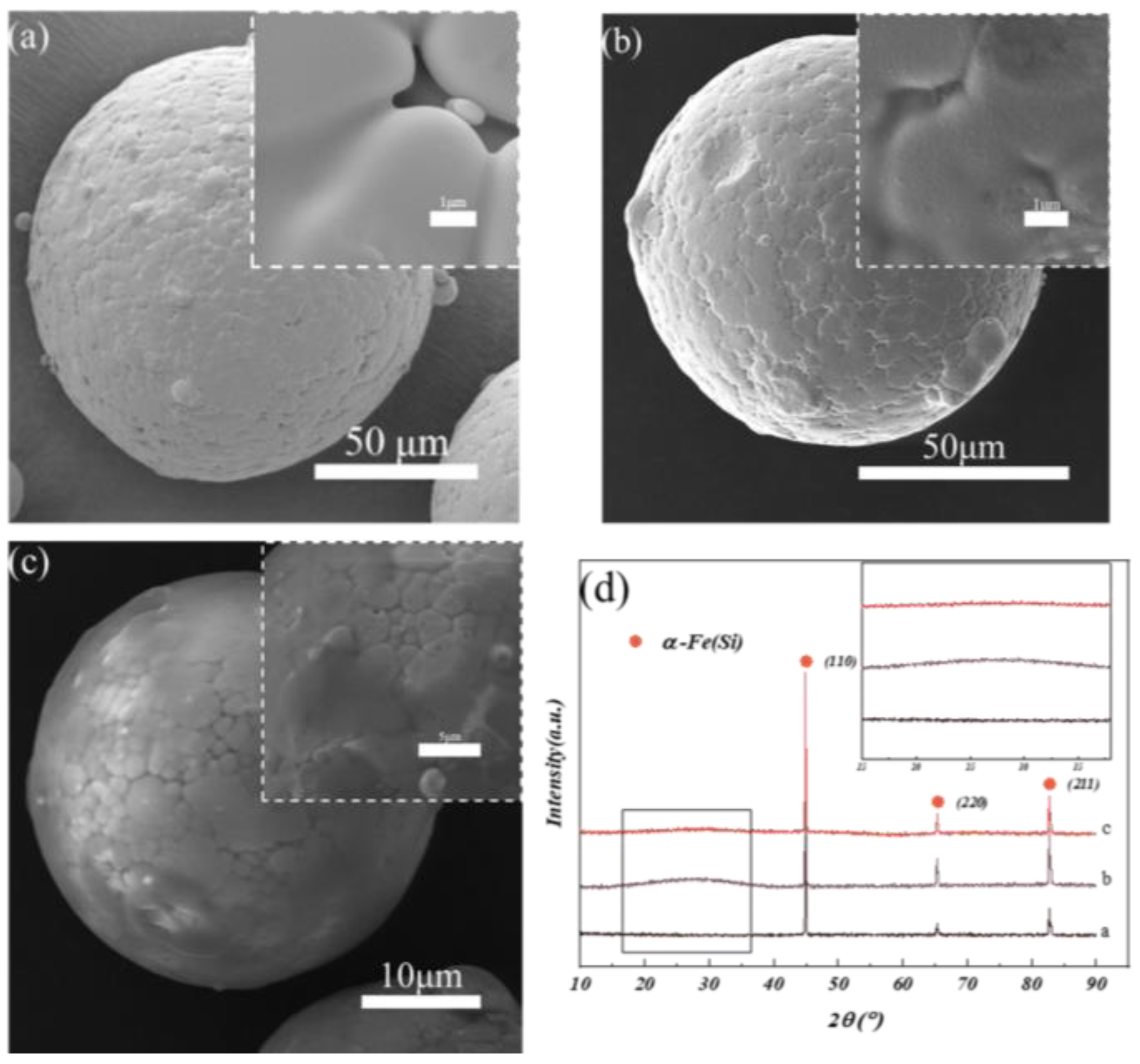
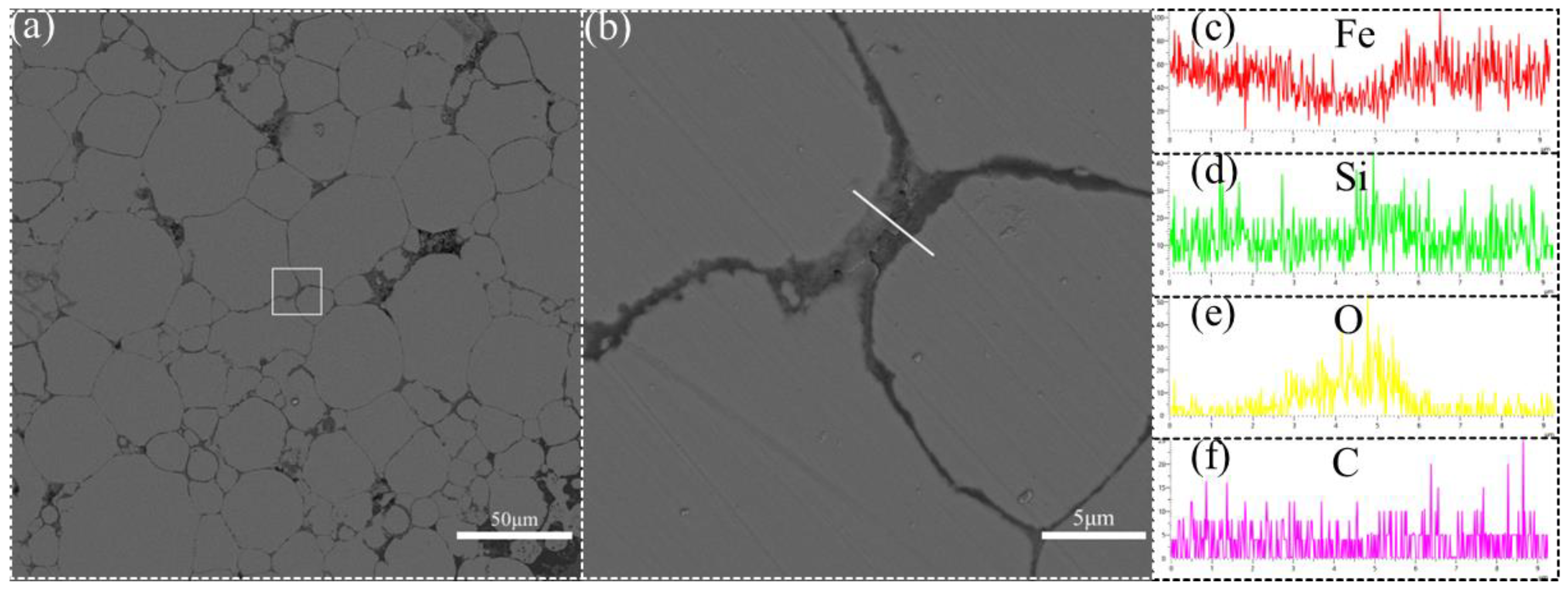
3.1. Microstructure of the Ferrosilicon Alloy Powder and Doubly Insulated Magnetic Cores
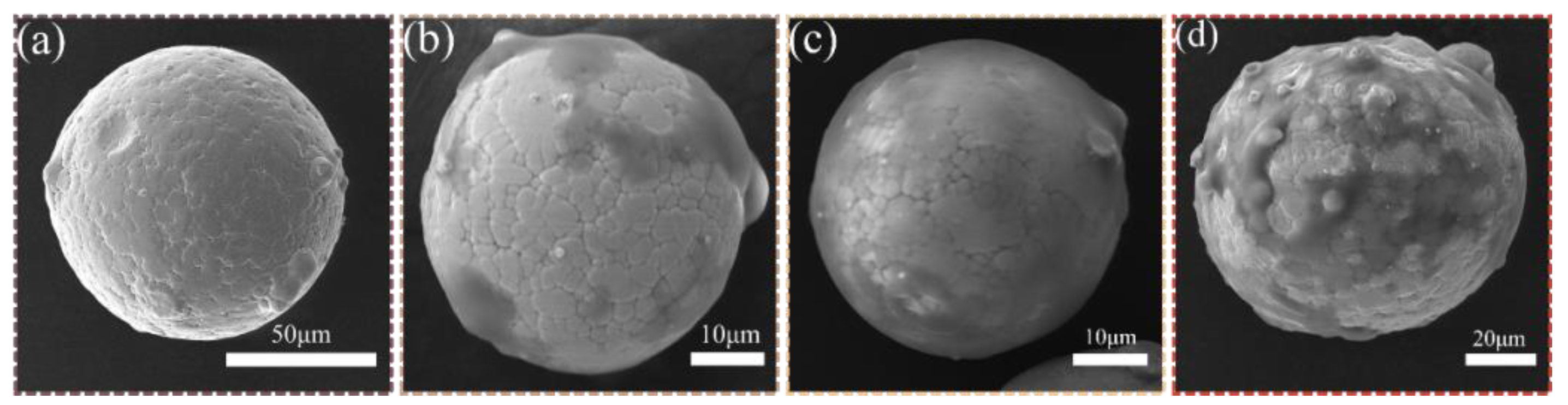
3.2. Influence of Organic Resin Content on the Properties of the Doubly Coated Ferrosilicon Magnetic Core
3.3. Influence of Moulding Pressure on the Structure and Properties of the Ferrosilicon Magnetic Core
4. Conclusions
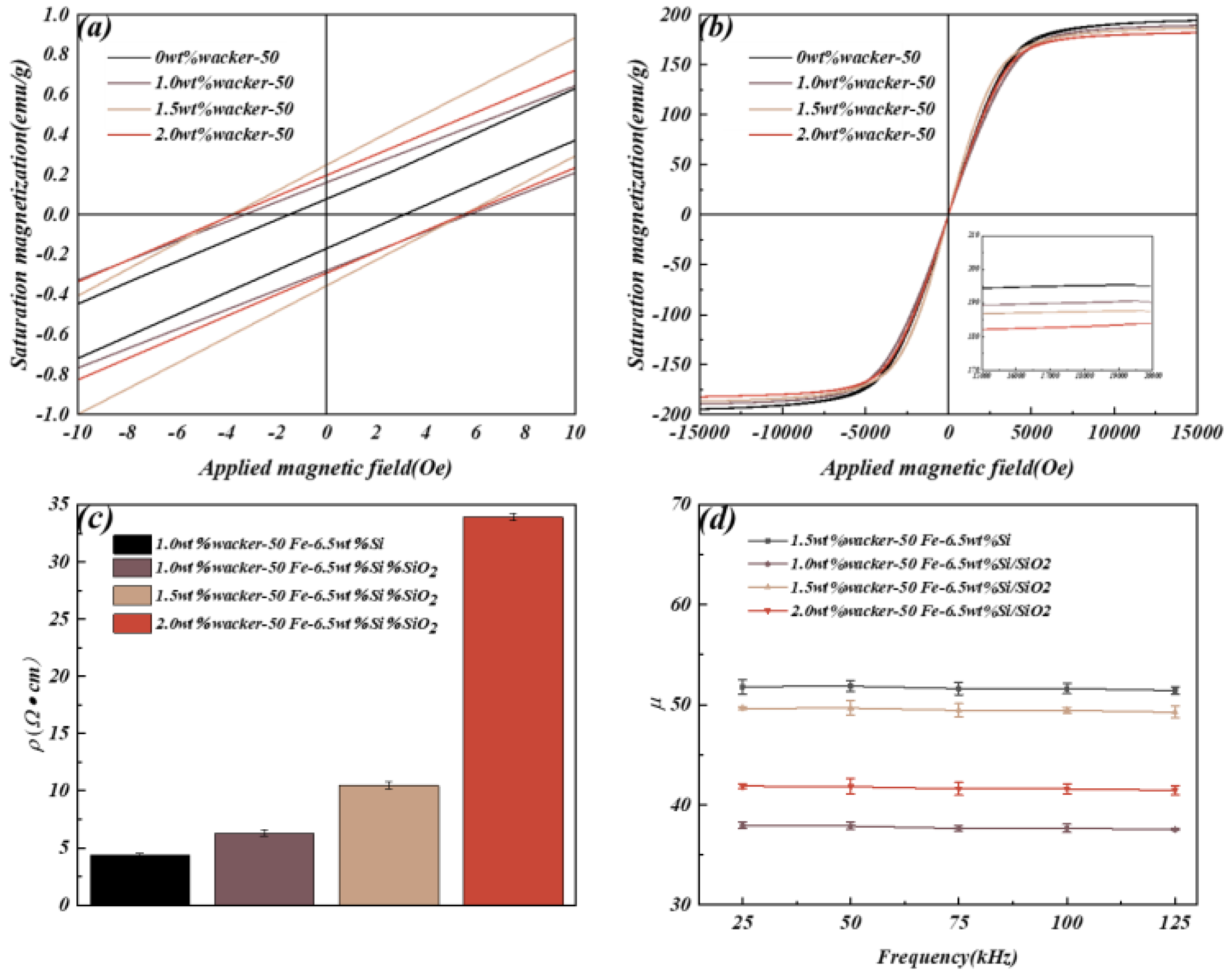
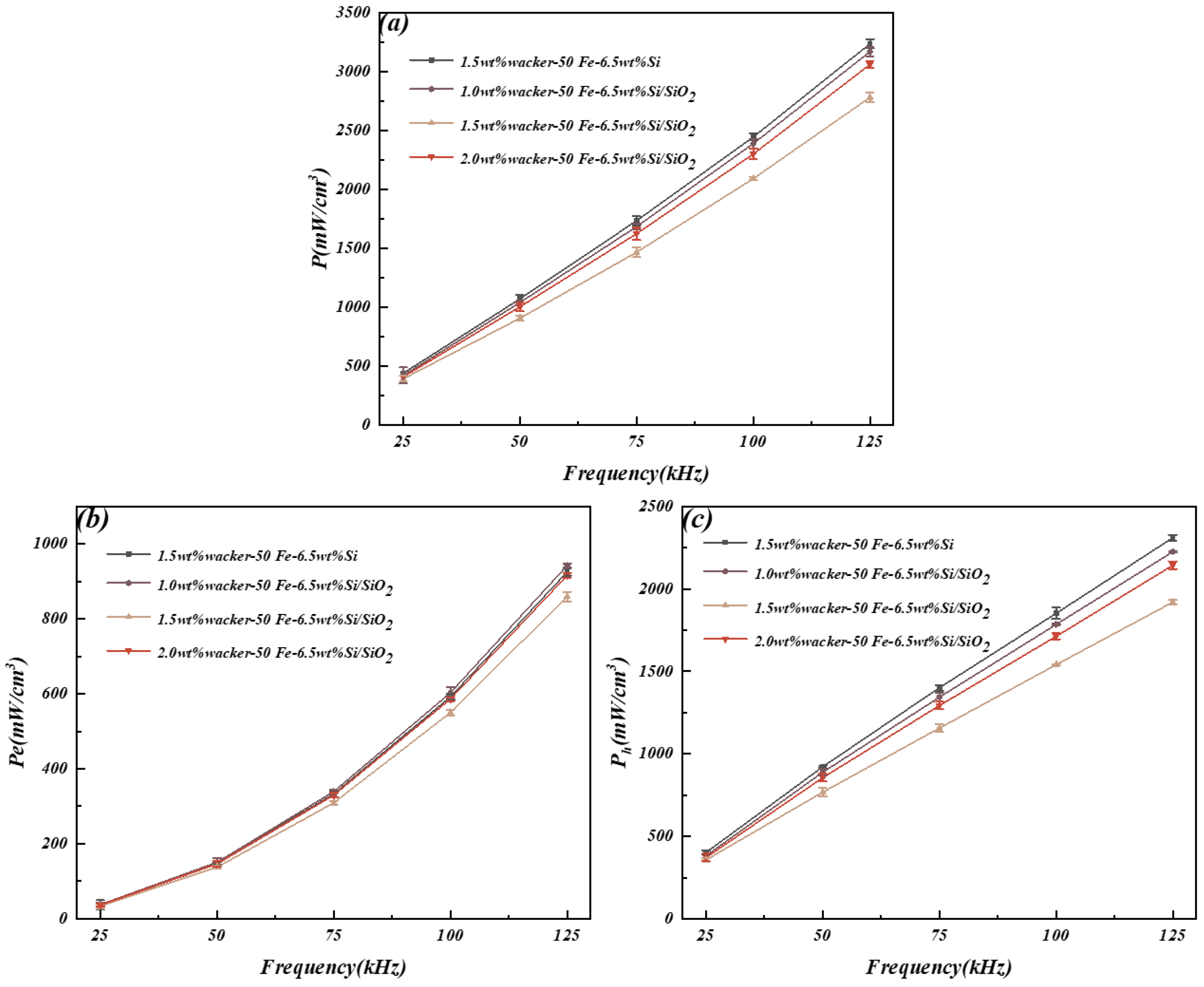
- In ferrosilicon magnetic cores doubly coated with SiO2/silicone resin insulation, increasing the silicone resin content of the insulation coating gradually thickened the coating, decreased the saturation magnetic-induction intensity of the ferrosilicon magnetic core, and increased and then decreased the effective permeability and density of the ferrosilicon magnetic core. At an organic resin content of 1.5 wt.%, the insulation coating on the powder was optimised, the magnetic core loss was lowest and the permeability was highest.
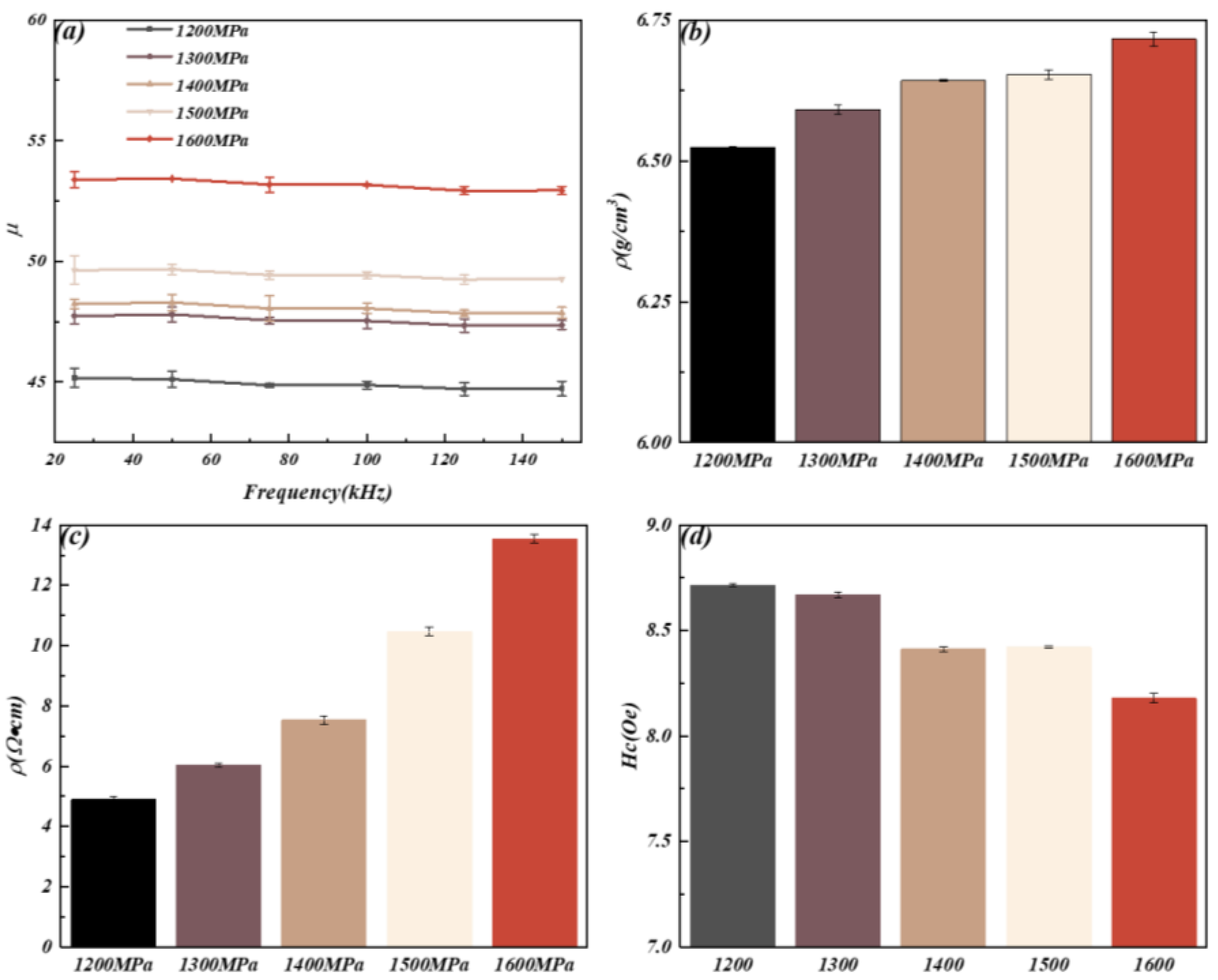
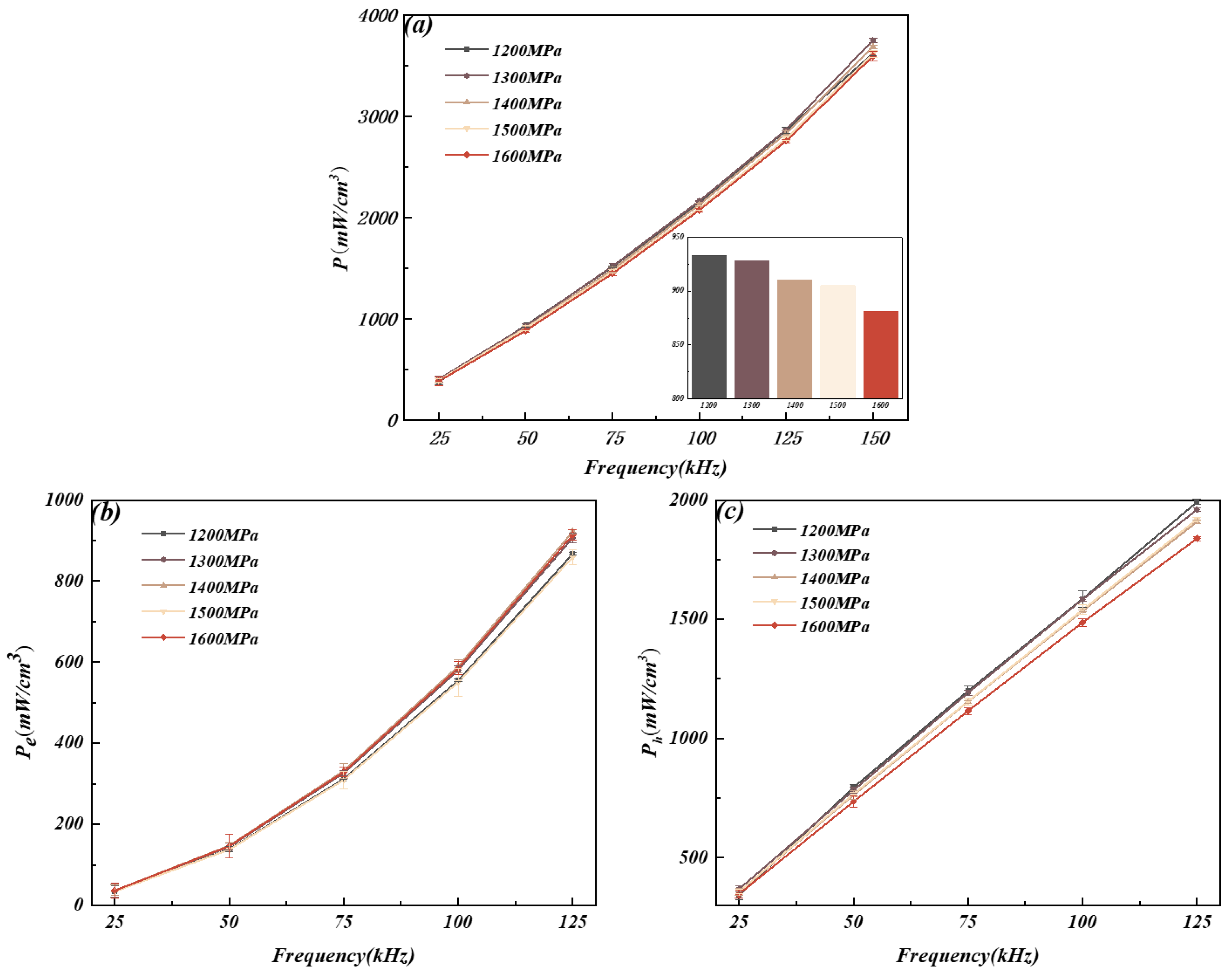
- Increasing the forming pressure improves the performance of the magnetic core. As the pressure increases, the permeability and loss of the magnetic core gradually increased and decreased, respectively, provided that the double cladding layer remained undamaged.
- At a silicone resin content of 1.5 wt.%, the magnetic properties were optimised by preparing the magnetic cores at 1500 MPa after heat treatment at 773 K. The saturation magnetisation was 187.5 emu/g and the resistivity and permeability were as high as 10.5 Ω·cm and 49.6, respectively, at 100 mT and 50 kHz. The total loss was 905 mW/cm3.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vijayakumar, K.; Thiagarajan, Y.; Rajendirakumar, R.; Joseph Basanth, A.; Karthikeyan, R.; Kannan, S. Development of an iron powder metallurgy soft magnetic composite core switched reluctance motor. Mater. Today Proc. 2021, 41, 1195–1201. [Google Scholar] [CrossRef]
- Talaat, A.; Suraj, M.V.; Byerly, K.; Wang, A.; Wang, Y.; Lee, J.K.; Ohodnicki, P.R. Review on soft magnetic metal and inorganic oxide nanocomposites for power applications. J. Alloys Compd. 2021, 870, 159500. [Google Scholar] [CrossRef]
- Shokrollahi, H.; Janghorban, K. Soft magnetic composite materials (SMCs). J. Mater. Process. Technol. 2007, 189, 1–12. [Google Scholar] [CrossRef]
- Svensson, L.; Frogner, K.; Jeppsson, P.; Cedell, T.; Andersson, M. Soft magnetic moldable composites: Properties and applications. J. Magn. Magn. Mater. 2012, 324, 2717–2722. [Google Scholar] [CrossRef]
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt%Si high silicon steel—A promising soft magnetic material for sub-kHz application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Li, K.; Cheng, D.; Yu, H.; Liu, Z. Process optimization and magnetic properties of soft magnetic composite cores based on phosphated and mixed resin coated Fe powders. J. Magn. Magn. Mater. 2020, 501, 166455. [Google Scholar] [CrossRef]
- Meng, B.; Yang, B.; Zhang, X.; Zhou, B.; Li, X.; Yu, R. Combinatorial surface coating and greatly-improved soft magnetic performance of Fe/Fe3O4/resin composites. Mater. Chem. Phys. 2020, 242, 122478. [Google Scholar] [CrossRef]
- Birčáková, Z.; Füzer, J.; Kollár, P.; Streckova, M.; Szabó, J.; Bureš, R.; Fáberová, M. Magnetic properties of Fe-based soft magnetic composite with insulation coating by resin bonded Ni-Zn ferrite nanofibres. J. Magn. Magn. Mater. 2019, 485, 1–7. [Google Scholar] [CrossRef]
- Choi, K.D.; Lee, S.Y.; Hwang, J.S.; Yang, S.; Huh, J.Y.; Yi, K.W.; Byun, J.Y. Magnetic properties of Fe soft magnetic composites with a double-insulating layer comprising Fe3O4 and silicone resin. J. Alloys Compd. 2023, 936, 168255. [Google Scholar] [CrossRef]
- Taghvaei, A.H.; Shokrollahi, H.; Ebrahimi, A.; Janghorban, K. Soft magnetic composites of iron-phenolic and the influence of silane coupling agent on the magnetic properties. Mater. Chem. Phys. 2009, 116, 247–253. [Google Scholar] [CrossRef]
- Wu, S.; Sun, A.; Zhai, F.; Wang, J.; Zhang, Q.; Xu, W.; Logan, P.; Volinsky, A.A. Annealing effects on magnetic properties of silicone-coated iron-based soft magnetic composites. J. Magn. Magn. Mater. 2012, 324, 818–822. [Google Scholar] [CrossRef]
- Jin, X.; Li, T.; Jia, Z.; Shi, H.; Xue, D. Over 100 MHz cut-off frequency mechanism of Fe-Si soft magnetic composites. J. Magn. Magn. Mater. 2022, 556, 169366. [Google Scholar] [CrossRef]
- Zhang, Y.; Dong, Y.; Zhou, B.; Chi, Q.; Chang, L.; Gong, M.; Huang, J.; Pan, Y.; He, A.; Li, J.; et al. Poly-para-xylylene enhanced Fe-based amorphous powder cores with improved soft magnetic properties via chemical vapor deposition. Mater. Des. 2020, 191, 108650. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, L.; Sun, H.; Chen, F.; Zhang, P.; Qu, X.; Fan, E. Enhanced magnetic properties of iron-based soft magnetic composites with phosphate-polyimide insulating layer. J. Alloys Compd. 2020, 813, 152205. [Google Scholar] [CrossRef]
- Zhou, B.; Dong, Y.; Liu, L.; Chang, L.; Bi, F.; Wang, X. Enhanced soft magnetic properties of the Fe-based amorphous powder cores with novel TiO2 insulation coating layer. J. Magn. Magn. Mater. 2019, 474, 1–8. [Google Scholar] [CrossRef]
- Hsiang, H.-I.; Fan, L.-F.; Hung, J.-J. Phosphoric acid addition effect on the microstructure and magnetic properties of iron-based soft magnetic composites. J. Magn. Magn. Mater. 2018, 447, 1–8. [Google Scholar] [CrossRef]
- Ishizaki, T.; Nakano, H.; Tajima, S.; Takahashi, N. Improving Powder Magnetic Core Properties via Application of Thin, Insulating Silica-Nanosheet Layers on Iron Powder Particles. Nanomaterials 2017, 7, 1. [Google Scholar] [CrossRef]
- Geng, K.; Xie, Y.; Xu, L.; Yan, B. Structure and magnetic properties of ZrO2-coated Fe powders and Fe/ZrO2 soft magnetic composites. Adv. Powder Technol. 2017, 28, 2015–2022. [Google Scholar] [CrossRef]
- Peng, Y.; Yi, Y.; Li, L.; Yi, J.; Nie, J.; Bao, C. Iron-based soft magnetic composites with Al2O3 insulation coating produced using sol–gel method. Mater. Des. 2016, 109, 390–395. [Google Scholar] [CrossRef]
- Qiu, Y.; Wang, R.; He, Y.; Kong, H.; Li, S.; Wu, Z. Effects of axial pressure on the evolution of core–shell heterogeneous structures and magnetic properties of Fe–Si soft magnetic powder cores during hot-press sintering. RSC Adv. 2022, 12, 19875–19884. [Google Scholar] [CrossRef]
- Wu, Z.; Liao, X.; Wang, R.; Gao, Z.; Xu, L.; Wang, J. Development of quantitative parameter–property relationship and technology parameter choosing software of Fe(Si)–SiO2 soft ferromagnetic composites. J. Mater. Res. Technol. 2022, 17, 441–451. [Google Scholar] [CrossRef]
- Pozo López, G.; Condó, A.M.; Urreta, S.E.; Silvetti, S.P. Synthesis of Fe/SiO2 and iron oxides/SiO2 nanocomposites by long-term ball milling. Mater. Res. Bull. 2014, 49, 237–244. [Google Scholar] [CrossRef]
- Chen, H.; Deng, C.; Zhang, X. Synthesis of Fe3O4@SiO2@PMMA Core–Shell–Shell Magnetic Microspheres for Highly Efficient Enrichment of Peptides and Proteins for MALDI-ToF MS Analysis. Angew. Chem. Int. Ed. 2010, 49, 607–611. [Google Scholar] [CrossRef] [PubMed]
- Zheng, J.; Zheng, D.; Qiao, L.; Ying, Y.; Tang, Y.; Cai, W.; Li, W.; Yu, J.; Li, J.; Che, S. High permeability and low core loss Fe-based soft magnetic composites with Co-Ba composite ferrite insulation layer obtained by sol-gel method. J. Alloys Compd. 2022, 893, 162107. [Google Scholar] [CrossRef]
- Chen, J.; Guo, H.; Zhong, X.; Fu, J.; Huang, S.; Xie, X.; Li, L. Microstructural and magnetic properties of core-shell FeSiAl composites with Ni0.4Zn0.45Co0.15Fe2O4 layer by sol-gel method. J. Magn. Magn. Mater. 2021, 529, 167774. [Google Scholar] [CrossRef]
- Ma, L.; Liu, Y.; Li, J.; Jin, N.; Li, C.; Zhou, X.; Ma, J. A new way for lead–boron resin composite modification: SiO2 coated lead powders by a sol–gel method. RSC Adv. 2019, 9, 30752–30759. [Google Scholar] [CrossRef]
- Wu, S.; Sun, A.; Lu, Z.; Cheng, C.; Gao, X. Magnetic properties of iron-based soft magnetic composites with SiO2 coating obtained by reverse microemulsion method. J. Magn. Magn. Mater. 2015, 381, 451–456. [Google Scholar] [CrossRef]
- Liu, L.; Liao, X.W.; Jia, J.X.; Kong, H.; Fan, X.A.; Wu, Z.Y.; Wang, X.S. Temperature-controlled conversion from Fe–Si particles to integrated Fe–Si/SiO2 core–shell structure particles during fluidised bed chemical vapour deposition. Ceram. Int. 2020, 46, 3059–3065. [Google Scholar] [CrossRef]
- Wu, Z.Y.; Jiang, Z.; Fan, X.A.; Zhou, L.J.; Wang, W.L.; Xu, K. Facile synthesis of Fe-6.5wt%Si/SiO2 soft magnetic composites as an efficient soft magnetic composite material at medium and high frequencies. J. Alloys Compd. 2018, 742, 90–98. [Google Scholar] [CrossRef]
- Pu, H.; Jiang, F.; Wang, Y.; Yan, B. Soft magnetic composite particles of reduced iron coated with poly(p-xylylene) via chemical vapor deposition polymerization. Colloids Surf. A: Physicochem. Eng. Asp. 2010, 361, 62–65. [Google Scholar] [CrossRef]
- Huang, H.; Wang, R.; Chen, R.; Li, M.; Hou, Q.; Wu, Z.; Huang, Z. Understanding the growth mechanism of SiO2 on the surface of FeSi clusters: An MD and DFT simulation study. J. Sol-Gel Sci. Technol. 2022, 102, 335–342. [Google Scholar] [CrossRef]
- Coltrin, M.E.; Ho, P.; Moffat, H.K.; Buss, R.J. Chemical kinetics in chemical vapor deposition: Growth of silicon dioxide from tetraethoxysilane (TEOS). Thin Solid Film. 2000, 365, 251–263. [Google Scholar] [CrossRef]
- Fan, X.A.; Wu, Z.Y.; Li, G.Q.; Wang, J.; Xiang, Z.D.; Gan, Z.H. High resistivity and low core loss of intergranular insulated Fe–6.5wt.%Si/SiO2 composite compacts. Mater. Des. 2016, 89, 1251–1258. [Google Scholar] [CrossRef]
- Zhang, J.; Tu, R.; Goto, T. Densification of SiO2–cBN composites by using Ni nanoparticle and SiO2 nanolayer coated cBN powder. Ceram. Int. 2012, 38, 4961–4966. [Google Scholar] [CrossRef]
- Geng, K.; Xie, Y.; Yan, L.; Yan, B. Fe-Si/ZrO2 composites with core-shell structure and excellent magnetic properties prepared by mechanical milling and spark plasma sintering. J. Alloys Compd. 2017, 718, 53–62. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe-6.5 wt.%Si | Fe-6.5 wt.%Si/SiO2 | Double Coating | |||
|---|---|---|---|---|---|---|
| wt.% | at.% | wt.% | at% | wt.% | at.% | |
| Fe | 94.77 | 87.68 | 82.68 | 63.72 | 50.6 | 51.3 |
| Si | 6.23 | 13.32 | 8.89 | 13.63 | 12.1 | 8.69 |
| O | - | - | 8.43 | 22.65 | 13.3 | 20.16 |
| C | - | - | - | - | 24 | 19.85 |
| total | 100 | - | 100 | - | 100 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, S.; Zhou, Z.; Jin, J.; Hu, X.; Li, S.; Ju, N. Effect of SiO2/Organosilicone Double Insulation Coating Processes on the Properties of Ferrosilicon Magnetic Cores. Magnetochemistry 2023, 9, 126. https://doi.org/10.3390/magnetochemistry9050126
Lin S, Zhou Z, Jin J, Hu X, Li S, Ju N. Effect of SiO2/Organosilicone Double Insulation Coating Processes on the Properties of Ferrosilicon Magnetic Cores. Magnetochemistry. 2023; 9(5):126. https://doi.org/10.3390/magnetochemistry9050126
Chicago/Turabian StyleLin, Shaochuan, Zihan Zhou, Jinghan Jin, Xueyan Hu, Shaogang Li, and Nachaun Ju. 2023. "Effect of SiO2/Organosilicone Double Insulation Coating Processes on the Properties of Ferrosilicon Magnetic Cores" Magnetochemistry 9, no. 5: 126. https://doi.org/10.3390/magnetochemistry9050126