1. Introduction
The Subang Regency in West Java Province has been identified as the primary location for pineapple production, accounting for 96.93% of the overall pineapple production in West Java Province [
1]. The concentrated cultivation of pineapples in a particular area has the potential to lead to an enormous accumulation of waste arising from pineapple production. Furthermore, the byproducts of the pineapple industry, including the peel, core, stem, crown, and leaves, typically constitute approximately 75% (
w/
w) of the overall weight of the pineapple [
2]. Effective waste management is essential to minimize environmental impact, promote sustainability, and potentially create value from waste materials. On the contrary, insufficient waste management practices may result in a rapid generation of waste over time, which at a global scale has significant adverse consequences for the environment, including greenhouse gas emissions, the accumulation of plastic in marine ecosystems, and nitrogen pollution [
3].
The utilization of pineapple waste can be made viable through the production of bromelain, which refers to a group of proteolytic enzymes or proteases that are present in various tissues of the pineapple plant, such as the stem, fruit, and leaves [
4,
5]. This enzyme has been widely used in the food industry, such as for tenderizing meat, roasting, clarifying beer, and preventing the browning of apple juice [
2,
6]. It is also used as an active ingredient to provide a gentle exfoliating effect in the cosmetic industry [
7]. In addition, bromelain is often used in the leather industry, such as in pre-tanning, softening, and batting [
2,
8]. In the textile industry, bromelain is used to enhance the dyeing properties of protein fibers by decomposing or partially dissolving protein fibers from silk and wool [
9]. As a phytotherapeutic agent, bromelain can be used to treat acute inflammation, sports injuries [
10], modulation of tumor growth, third-degree burns, and enhancement of the action of antibiotics [
4,
11]. Therefore, this enzyme is in high demand due to its diverse range of applications. According to Shangkarak et al. (2016), the cost of purified commercial stem bromelain is considerable, with prices reaching as high as 1075 USD per kilogram [
12].
A biorefinery is an establishment that integrates diverse biomass conversion processes with the objective of effectively and sustainably generating a variety of bio-based commodities, encompassing biofuels, chemicals, materials, and energy. According to this concept, the waste from processing bromelain contains a lot of starch, cellulose, and hemicellulose, which makes it a good source of material for making ethanol and xylitol. Ethanol is a biofuel derived from renewable sources [
13], and its production from pineapple waste aligns with the goal of reducing reliance on fossil fuels. The biorefinery process enables the extraction of fermentable sugars from processed pineapple waste, which can be achieved through several ways such as physical, chemical, physicochemical, and biological processes [
14]. These sugars can then be subjected to fermentation using yeast or other microorganisms to produce ethanol, a clean and renewable energy source [
15]. Xylitol, a naturally occurring sugar alcohol, is gaining popularity as a low-calorie sugar substitute with dental health benefits [
16]. Pineapple waste contains xylose, a sugar that can be converted into xylitol through fermentation [
17]. By integrating ethanol and xylitol production into the biorefinery process, pineapple waste can be utilized more comprehensively, reducing waste and promoting sustainable resource management. This process can be carried out using the one-pot method using a yeast cell that can ferment ethanol and xylitol at the same time, such as
Candida tropicalis [
18]. To optimize the production of xylitol and ethanol, various fermentation configurations were carried out using the SHF and semi-SSF methods. Semi-SSF is characterized by the simultaneous occurrence of microbial growth and biomass degradation on solid substrates. In contrast, SHF is a two-step procedure that involves the initial hydrolysis of biomass followed by the subsequent fermentation of the resultant sugars. The objective of this study is the application of the biorefinery concept to converting pineapple plantation waste into bromelain, xylitol, and ethanol. This context involves a multi-step process that optimizes the utilization of pineapple waste, minimizes waste generation, and maximizes product yields.
2. Materials and Methods
2.1. Tools and Materials
The primary material employed in this study consisted of residual biomass derived from pineapple plants, including pineapple peel, crown, core, and stem. The pineapple cultivar used in this investigation is Smooth Cayenne. The aforementioned resources were obtained from pineapple plantations situated in the Curug Rendeng area of Subang Regency, West Java, Indonesia. To extract bromelain, the residual pineapple plant material was subjected to mechanical disruption in 0.1 M phosphate buffer pH 7 with a ratio 0.5:1 (w/v) using a blender (Philips, Zhuhai, China). The pineapple stem residue resulting from the bromelain extraction for ethanol and xylitol fermentation was subjected to a drying process using a dry oven (B-One, Messgerate Sukses Mandiri Ltd., Tangerang, Indonesia) at a temperature of 60 °C for a duration of 24 h. The dried residue was then transformed into powder by passing it through a sieve with a mesh size of 60 (0.25–0.177 mm). The enzymatic hydrolysis process utilized the Cellic HTec2 enzyme (Novozymes, Copenhagen, Denmark) with an activity of 75 I.U./mL. C. tropicalis strains were obtained from the culture collection of the Chemical Engineering Department at Institut Teknologi Bandung (ITB) in Bandung, Indonesia. All supplementary chemicals obtained from Sigma Aldrich (St. Louis, MO, USA) were of analytical grade and promptly utilized. Every solution was prepared using distilled water.
2.2. Bromelain Extraction
Bromelain was extracted from various pineapple waste components like the peel, core, crown, and stem. The pineapple waste was then cut into small pieces. A 250 g sample of chopped pineapple waste was combined with 500 mL of 0.1 M phosphate buffer pH 7 and then crushed in a laboratory juicer (Philips, Zhuhai, China). The juice underwent filtration using a cheese cloth in order to eliminate the presence of fibrous components. The clear supernatant obtained after centrifugation at 4000 rpm for 30 min at 4 °C was subsequently stored at a temperature of 4 °C. Before using precipitation and dialysis for more purification steps, the amount of protein in the supernatant was measured.
2.3. Bromelain Purification
Bromelain purification was carried out using the precipitation method. The precipitation process of bromelain from pineapple plant components (crown, peel, core, and stem) juice (50 mL) was conducted by gradually adding ammonium sulfate (NH
4)
2SO
4 at a temperature of 4 °C while maintaining continuous stirring. To achieve a saturation level of 20–40%, an initial quantity of 6.05 g of (NH
4)
2SO
4 was introduced. The solution was subjected to incubation at a temperature of 4 °C for a duration of 24 h in order to facilitate the establishment of equilibrium between dissolved and precipitated proteins. The solution enriched with salt was subjected to centrifugation at a speed of 4000 rpm for 30 min at 4 °C, resulting in the collection of the precipitate. The liquid portion was separated, its volume was recorded, and the quantity of salt needed for the subsequent division was determined. The quantity of (NH
4)
2SO
4 introduced into the solution to elevate the percentage saturation level from S
1 to S
2 was determined utilizing the Equation (1) provided in reference [
19].
The variables S1 and S2 represent the initial saturation and required saturation of a solution, respectively. The equation is predicated on the premise that a salt solution with a concentration of 4.05 M corresponds to complete saturation, or 100% saturation. The fractions of precipitate and supernatant containing ammonium sulfate were collected at a saturation level of 20%. Subsequently, these samples were subjected to protein content analysis and specific protease activity assessment following the process of dialysis.
2.4. Dialysis
The enzyme purification process is further advanced through the utilization of the dialysis method. Dialysis is conducted using a cellophane membrane bag. The cellophane bags were cut to the desired size and subsequently immersed in a solution containing 1 mM EDTA and 20% sodium bicarbonate (NaHCO3) for 10 min. Following this, the bags were subjected to two additional 10 min immersions in distilled water. The weight of each precipitate was measured and then dissolved in 10 mL of a 0.1 M phosphate buffer solution, pH 7. Every precipitate that was dissolved was placed inside a cellophane bag that had been securely fastened at both ends using twine. Subsequently, the dialysis procedure was conducted by submerging the cellophane bag in a solution consisting of 500 mL of 0.05 M phosphate buffer pH 7 while maintaining a position that is reliant on gravity. The dialysis procedure was conducted using a magnetic stirrer under low-temperature conditions for 24 h. The buffer solution was replaced during this process, maintaining the same concentration and pH.
2.5. Vacuum Freeze-Drying
A 5 mL sample of purified bromelain was contained within a vial, occupying 50% of the total volume. The vials are sealed with plastic wrap, and air circulation is facilitated through the use of a needle. Subsequently, every filled vial was inserted into an enclosed glass tube and subsequently subjected to freezing at a temperature of −80 °C for a duration of 30 min within a freezer. Subsequently, the frozen bromelain sample was positioned on a weighing balance within the drying chamber, followed by the activation of both the vacuum pump and the heater. The temperature of the sample and the pressure inside the chamber were adjusted to the predetermined values of 25 °C and 30 psi, respectively. The sample weight was measured at regular 5 min intervals until it reached a stable value.
2.6. Enzyme Activity Measurement of Bromelain
The measurement of bromelain enzyme activity was conducted using a colorimetric method with the aid of a spectrophotometer. The protease enzyme sample was subjected to analysis in accordance with the Cupp-Enyard and Aldrich procedure [
20]. Using a casein substrate, which was made by dissolving 0.65% (
w/
v) casein in a 50 mM potassium phosphate buffer with a pH of 7.5, the proteolytic activity of the sample was measured. A quantity of 5 mL of casein was subjected to pre-incubation at a temperature of 37 °C for a duration of 5 min. After that, to this substrate, 1 mL of bromelain was added, followed by homogenization and subsequent incubation at a temperature of 37 °C for 10 min. A volume of 5 mL of a 110 mM solution of trichloroacetic acid (TCA) was introduced into the experimental setup, followed by an additional incubation period at a temperature of 37 °C for a duration of 30 min. Following the incubation period, the solution underwent filtration utilizing a syringe filter with a pore size of 0.45 μm. A volume of 2 mL of the filtrate was subsequently collected for each sample and blank. To this, 5 mL of a 500 mM Na
2CO
3 solution and 1 mL of Folin Ciocalteau’s reagent were added. The resulting mixture was then incubated at a temperature of 37 °C for 30 min. The solution underwent homogenization through the utilization of a mixer, followed by filtration using a syringe filter with a pore size of 0.45 μm. A volume of 2 mL of the sample was introduced into the cuvette in order to measure the absorbance at a wavelength of 660 nm. The number of micromoles of tyrosine released is determined using the equation y = 0.0268x + 0.0447 on the standard tyrosine curve. After obtaining the micromole weight of tyrosine released by the casein substrate, units of activity per milliliter of enzyme can be determined. For instance, enzyme activity (unit/mL) can be determined based on the following Equation (2):
where,
11 is the total volume (in mL) of the test;
10 is the time of the enzyme test (in minutes) according to the unit;
1 is the enzyme volume (in mL) used;
2 is the volume (in mL) used when measuring absorbance.
A single unit of bromelain is the amount of enzyme that, under certain conditions, causes one microgram of tyrosine to be made from a casein substrate per minute.
2.7. Protein Content Measurement of Bromelain
The quantification of protein concentration was conducted with the BCA method developed by Thermo Fisher Scientific. In order to determine the protein content, it is necessary to add 200 μL of BCA Working Reagent to each column of microplate samples designated for testing. The BCA Working Reagent is prepared by combining BCA Reagent A and BCA Reagent B in a ratio of 1:50. The reagent employed was added to a volume of 25 μL of the enzyme sample, followed by thorough mixing using a shaker. Subsequently, the mixture underwent an incubation period lasting 30 min at a temperature of 37 °C. Afterwards, it is necessary to utilize the spectrophotometer in order to get measurements at a designated wavelength of 562 nm before proceeding with the study of protein content.
2.8. Enzyme Specific Activity Measurement of Bromelain
Quantitatively, the purity of the bromelain enzyme is determined based on its specific activity (U/mg), namely the ratio between enzyme activity (U/mL) and protein content (mg/mL) in the following Equation (3).
2.9. Parameters of Purification
The purification factor was determined by calculating the ratio of the specific activity of the enzyme (U/mg) in the resuspended precipitate and in the crude enzyme (U/mg). The enzymatic recovery was determined by dividing the activity in the purified enzyme by the activity in the crude enzyme extract [
21]. The protein recovery was determined by dividing the protein content in the purified enzyme by the protein content in the crude enzyme extract [
19].
2.10. Pretreatment of Residual Pineapple Stem
The residual pineapple stem, obtained after the extraction of bromelain, was subjected to a drying process using a blower oven (B-One, Messgerate Sukses Mandiri Ltd., Tangerang, Indonesia) at a temperature of 60 °C for a duration of 24 h. Subsequently, the desiccated pineapple stem underwent the process of pulverization utilizing a disc mill (RS 200, Retsch GmbH, Haan, Germany), resulting in pineapple stem flour with mesh size of 60. A 100 mL of acetate buffer with a pH of 5 was mixed to 10 g of the flour, followed by sterilization using an autoclave operating at a temperature of 121 °C for a duration of 15 min.
2.11. Enzymatic Hydrolysis
Hydrolyzing the treated pineapple stem was performed in a 250 mL glass flask with 50 IU of xylanase per gram of biomass. The flask was then placed in a shaker incubator (N-Biotek, Seoul, Republic of Korea) and incubated at a temperature of 50 °C for 96 h. The hydrolysate was separated from the pineapple stem residue by using centrifugation at 6000 rpm for 20 min.
2.12. Fermentation of Stem Pineapple Hydrolysate by C. tropicalis
Candida tropicalis seeds were cultivated on a growth medium consisting of 50 mL of xylose solution with a concentration of 20 g/L as well as 50 mL of nutritional medium containing 9.44 g/L (NH4)2SO4, 2.5 g/L KH2PO4, 0.5 g/L MgSO4.7H2O, 0.05 g/L CaCl2.2 H2O, 0.5 g/L citric acid, 0.1 g/L Myo-inositol, 0.035 g/L FeSO4·7 H2O, 0.02 g/L calcium pantothenate, 0.011 g/L ZnSO4·7 H2O, 0.0092 g/L MnSO4·7 H2O, 0.005 g/L Pyridoxal hydrochloride, 0.005 g/L Nicotine acid, 0.005 g/L Thiamine hydrochloride, 0.0035 g/L KI, 0.002 g/L CoCl2. 6 H2O, 0.002 g/L H3BO3, 0.0013 g/L Na2CoO4.2H2O, 0.001 g/L CuSO4.7H2O, 0.001 g/L Aminobenzoic acid, 0.0005 g/L Al2(SO4)3, and 0.0001 g/L D-biotin. The seed was subjected to incubation in a shaker incubator set at a temperature of 30 °C for 48 h with a stirring speed of 150 rpm. The cells were centrifuged at 6000 rpm for 15 min at 10 °C. The supernatant was discarded. The cells were washed once adding to fermentation process. The entire working volume in a 250 mL Erlenmeyer flask was 100 mL, including 100 mL of hydrolysate, 10 mL of tenfold-concentrated nutritional medium, and a cell pellet. The fermentation settings employed in this study involved microaerobic conditions at a pH of 5 and a temperature of 30 °C, with a stirring speed of 150 rpm. The microaerobic condition was established by combining nitrogen gas and air in the headspace of an Erlenmeyer flask at a volume ratio of 1:5.
2.13. Semi-SSF Method of Fermentation
Following a 96-h hydrolysis process, the hydrolysate was not filtered or subjected to enzyme inactivation. Subsequently, a tenfold-concentrated nutritional medium of 10 mL volume and a cell pellet of C. tropicalis were introduced into the hydrolysis Erlenmeyer flask. The fermentation process was carried out within a controlled environment using an incubator shaker. The duration of the fermentation was 96 h, with a temperature of 30 °C and a rotational speed of 150 rpm. The conditions during the fermentation were intentionally set to be microaerobic.
2.14. Analysis Method
The Van Soest method [
22] was employed to analyze the composition of lignocellulose, whereas the starch content was determined by Pirt and Wheland [
23]. The HPLC system used for analysis of the hydrolysis and fermentation samples consisted of a Waters type 1515 pump and an Autosampler type 2707, both manufactured in Milford, MA, USA. The system was equipped with UV and refractive index (RI) detectors. The concentrations of xylose, glucose, ethanol, and xylitol were measured at a temperature of 65 °C using an Aminex HPX-87H column and a refractive index (RI) detector. The mobile phase consisted of 5 mM H2SO4, and the flow rate was set at 0.6 mL/min. The optical density at 660 nm was measured to assess cell growth, and a calibration curve was employed to convert these measurements to dry cell weight (DCW).
2.15. Statistical Analysis
The statistical analysis of bromelain enzyme activity and protein content tests in-volved the utilization of a completely randomized two-factor design. The descriptive analysis was conducted to evaluate the parameters for hydrolysis and fermentation in the ethanol and xylitol production. Furthermore, the statistical significance of all measurements was assessed using ANOVA then followed by the Duncan test for bromelain data and the multiple t-test (2-tailed and paired analysis) for fermentation data. The data were displayed using the mean value along with its corresponding standard deviation. The definition of statistical significance was established as a p-value below 0.05.
4. Discussion
The Subang region is the location of the extensive pineapple plantations in West Java, Indonesia. These plantations not only generate economic benefits for the local community but also give rise to environmental challenges. Specifically, the accumulation of unused parts of the pineapple plant poses a growing concern as their disposal becomes increasingly problematic over time. In the study of Ketnawa [
2], it was shown that pineapple peel accounts for the highest proportion of waste production, ranging from 29% to 40%. Additionally, the core contributes approximately 9% to 10% of the waste, while the stem and crown account for 2% to 5% and 2% to 4%, respectively, based on weight (
w/
w).
Bromelain, an economically valuable component, serves as a distinguishing feature of plants of the Bromeliaceae family, the best-known source of which is the pineapple (
Ananas comosus L.) [
19,
24]. Bromelain is a group of proteolytic enzymes that possesses a multitude of advantageous properties, encompassing anti-inflammatory, anti-thrombotic, fibrinolytic, anti-coagulant, and anti-platelet aggregation effects [
4,
25,
26,
27,
28]. Bromelain can be derived from several parts of the pineapple plant, including the peel, core, stem, leaves, and crown [
2,
19,
28]. According to the findings of this study, the pineapple cultivar used in this investigation is Smooth Cayenne from Subang, Indonesia, and stem bromelain exhibits the highest specific activity, as shown in both crude (1.452 ± 0.06 CDU/mg) and purified extract (10.38 ± 0.06 CDU/g). These results are comparable to the fact that stem bromelain stands as one of the sole forms of bromelain that has been successfully introduced into commercial markets [
7,
24,
26,
29]. The commercialization of stem bromelain can be attributed to several factors. Firstly, pineapple stems are considered agricultural waste in the pineapple industry. These stems are rich in bromelain, making them a valuable source for extraction [
4,
26]. The high bromelain content in pineapple stems ensures high extraction efficiency [
30]. Additionally, the utilization of pineapple stems as a raw material for bromelain extraction is cost-effective due to their low cost as agricultural waste. Furthermore, stem bromelain exhibits greater consistency and resilience in dealing with diverse environmental factors. According to Yoshioka et al. [
31], the whole extract of stem bromelain has demonstrated its efficacy throughout a broad pH spectrum ranging from 5.5 to 8.0. Furthermore, stem bromelain is remarkably stable, maintaining its activity at temperatures between 40 and 60 °C, where the majority of enzymes denature [
32]. Additionally, stem bromelain comprises a complex combination of various thiol-endopeptidases and other partially characterized constituents, including phosphates, glucosidases, peroxidases, cellulases, glycoproteins, and carbohydrates, among others [
11].
Purification methods are used to get rid of impurities that could make it harder to use bromelain and to boost the specific activity of the enzyme [
29]. Up to 70–90% of the total cost of enzyme production may be attributable to downstream processing; consequently, purification strategies should be economical, high-yielding, rapid, and robust [
24,
33]. Various methodologies have been employed to enhance the quality and efficacy of bromelain enzyme preparations. These methodologies encompass ion exchange chromatography, ammonium sulphate fractionation, aqueous two-phase system, and membrane filtration procedures [
24,
25,
29,
32]. In this investigation, the method for purifying enzymes is precipitation followed by dialysis, which results in a purified enzyme with a purification factor of five to almost nine times that of the crude extract. When compared to Abbas et al. (2021) and Devakate et al. (2009), who achieved purification factors ranging from one to two times [
34] and three times [
19], respectively, using the same purification method, the current findings showed outstanding results. However, the utilization of the chromatographic methods for bromelain purification presents a potential alternative. This proposition is according to study of Devakate, as stated in the aforementioned paper, which indicated that the implementation of ion exchange chromatography resulted in a purification factor that was 3.3 times more than that achieved using precipitation [
19].
The primary objectives associated with the drying process of bromelain entail optimizing the utilization and efficiency of bromelain enzymes, preserving the structural and functional integrity of the enzymes, preventing enzyme degradation, and facilitating commercialization activities [
24,
28,
29]. According to the data presented in
Table 4, the mean residual activity of freeze-dried bromelain is around 90%, whereas the mean residual protein content is approximately 80%. The findings align with the research conducted by Devakate et al. [
19] and Doko et al. [
28], which demonstrated that maintaining low temperatures during freeze-drying is advantageous for preserving the protein structure and configuration throughout the dewatering procedure. Furthermore, the process of freeze-drying serves to decrease the risk of protein denaturation.
In the commercial production of stem bromelain, it is imperative to undertake additional processing of pineapple stem dregs in order to mitigate potential environmental concerns [
27,
35]. Due to the high amount of starch, cellulose, and hemicellulose in pineapple stem dregs (Tabel 5), this work suggested to apply a one-pot system using a single-culture yeast to ferment ethanol and xylitol. Specifically, a yeast strain capable of synthesizing ethanol and xylitol from lignocellulosic materials, such as
C. tropicalis, is employed in this research endeavor [
18,
36].
The Information in
Table 5 shows that both the pretreatment and enzymatic hydrolysis processes produced a lot of glucose and xylose, which can be used to produce ethanol and xylitol, respectively. Fermentation configuration SHF and semi-SSF were applied to optimize ethanol and xylitol production. Furthermore, semi-SSF was conducted to investigate the effects of prolonged hydrolysis of hemicellulose and cellulose in pineapple stem dregs on cell growth as well as the production of xylitol and ethanol [
37].
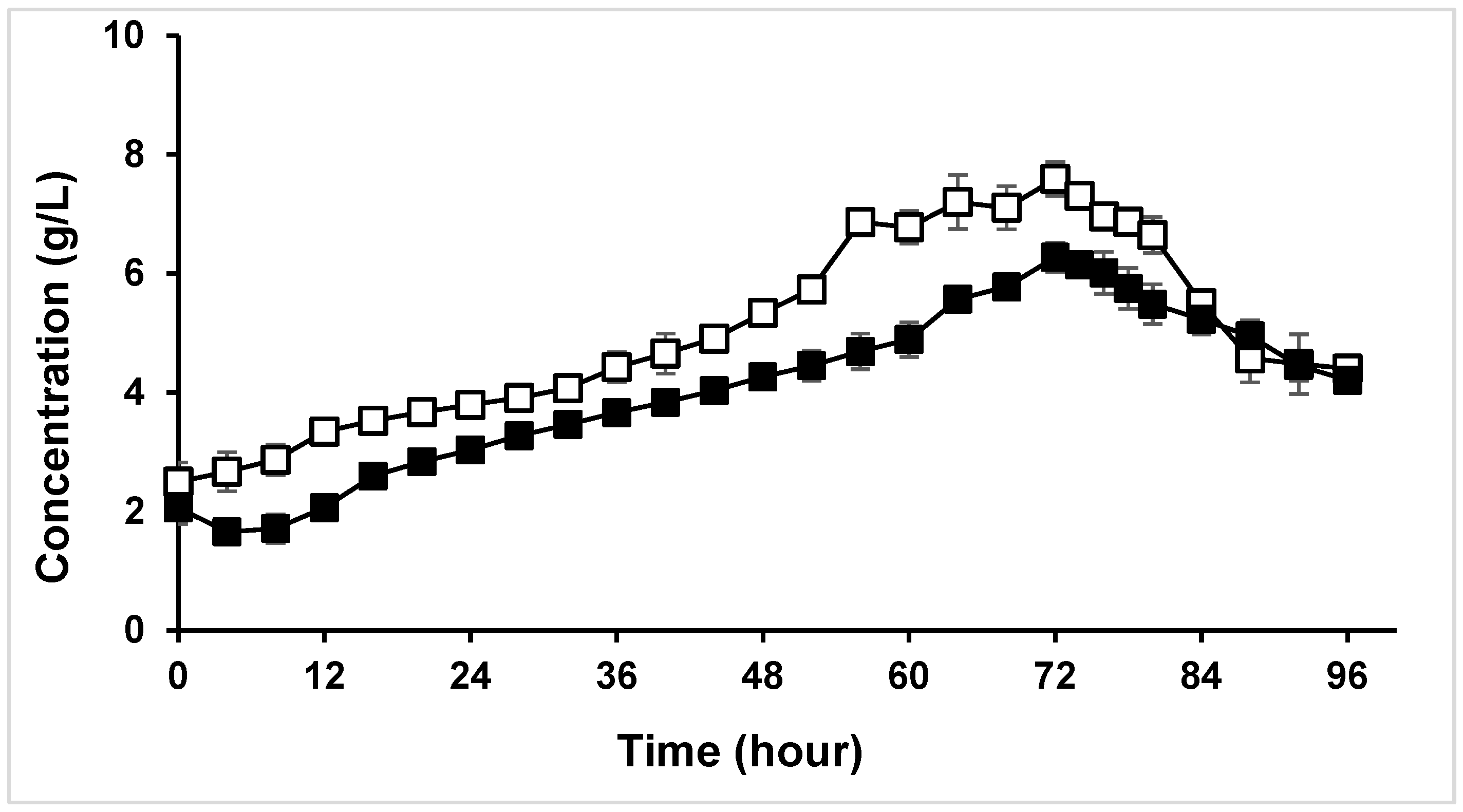
Figure 2 and
Table 4 show that the semi-SSF fermentation process (µ = 0.0182) leads to more cell growth than the SHF fermentation process (µ = 0.0146). The variation in fermentation configuration also gives rise to disparities in cell development patterns. Specifically, in the context of semi-SSF fermentation, a stationary phase occurs between 56 and 72 h. Conversely, in the case of SHF fermentation, no such stationary phase was observed. This phenomenon can likely be attributed to variations in the glucose and xylose contents of the fermentation medium over the course of the fermentation process, since in the semi-SSF, glucose and xylose were generated by prolonged enzymatic hydrolysis of pineapple stems. Jaishankar and Srivastava [
38] reported that the stationary phase refers to a stage in which cellular growth comes to a halt, yet the cells continue to exhibit metabolic activity. The residual nutrients present in the medium serve to sustain cellular metabolic activity despite the cessation of growth.
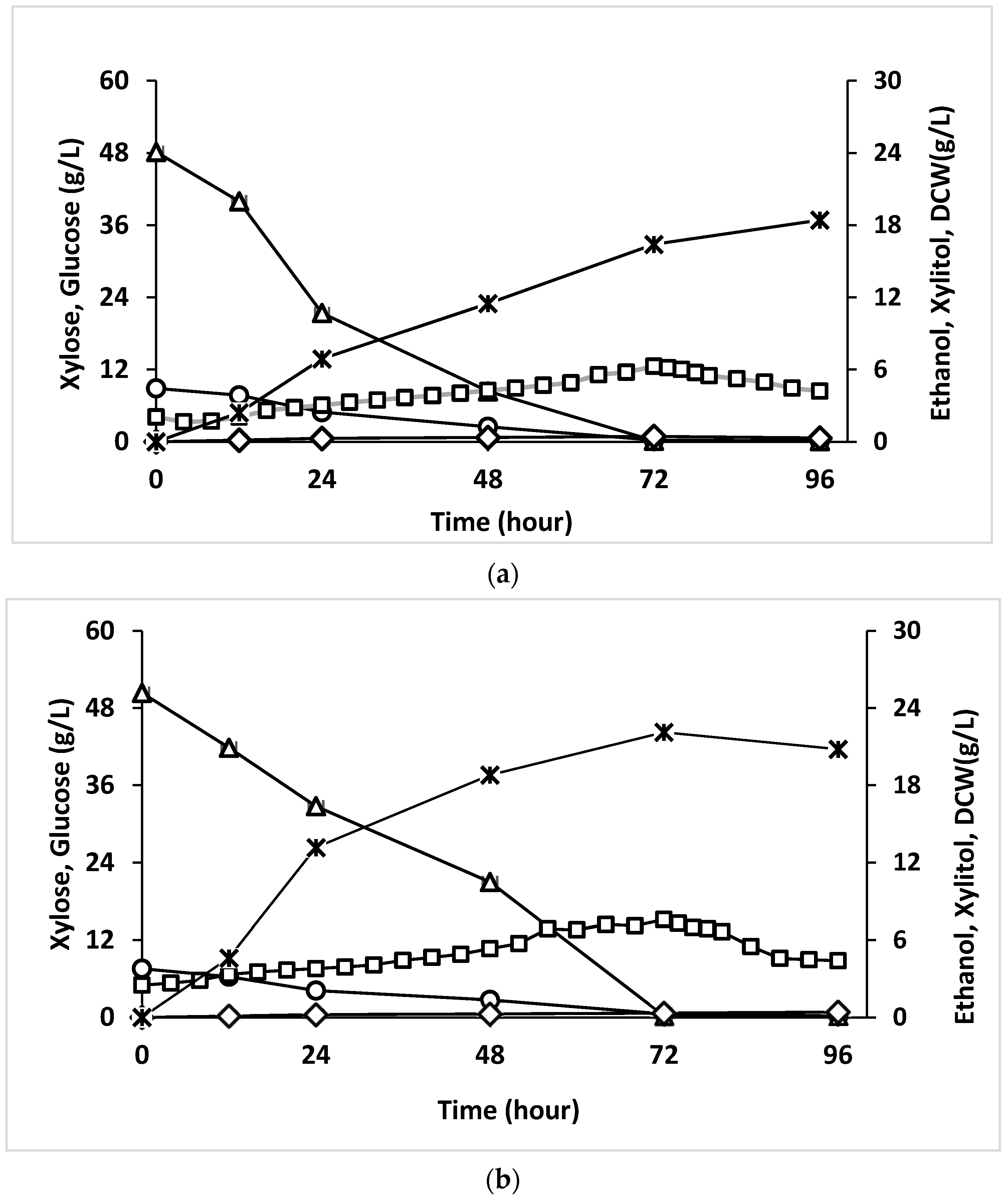
The difference in ethanol production peaks between SHF and semi-SSF fermentations can be attributed to distinct cell growth patterns and biomass concentrations. The SHF fermentation process resulted in the highest ethanol yield (0.384 g/g) after 96 h of fermentation, accompanied by a biomass concentration of 4.21 g/L. On the other hand, the semi-SSF fermentation process achieved the highest ethanol yield (0.44 g/g) during the stationary phase after 72 h, with a biomass concentration of 7.59 g/L. Moreover, in the semi-SSF fermentation, it was observed that there was a reduction of 6% in ethanol yield at the final fermentation period. This decline might potentially be attributed to the use of ethanol by cells as an alternative carbon source, particularly when the availability of carbon sources such as glucose and xylose in the medium was severely limited [
39].
In this study, xylitol production was significantly diminished (0.036–0.055 g/g of xylitol yield), despite the fact that the xylitol utilization exceeded 90% for all variations of the fermentation method. This phenomenon appears to be attributed to the ratio of glucose to xylose, wherein the glucose concentration in this investigation exceeds the xylose concentration by a factor of more than six. Mardawati et al. [
40] studied that the ratio of xylose to glucose is important for making xylitol because excessive amount of glucose inhibits xylose reductase activity, which is needed for xylose-to-xylitol conversion. Consequently, high glucose concentrations can lead to reduced xylitol yields. On the other hand, the cell growth of yeast requires a low quantity of glucose [
41]. The maximum yield of xylitol was achieved while utilizing
Debaryomyces hansenii, with an ideal concentration ratio of glucose to xylose at 25% [
40]. According to other studies, it has been observed that during the fermentation process of xylitol employing
C. tropicalis, the most favorable glucose-to-xylose ratio was found to be 20% [
42]. However, the efficacy of the one-pot system fermentation strategy, which employs a single yeast culture for the fermentation of ethanol and xylitol, remains intact. Xavier et al. [
36] did a separate study in which they used acid hydrolysate made from sisal fiber and
C. tropicalis. They obtained 0.32 g/g of xylitol and 0.27 g/g of ethanol, with a ratio of 37.5% glucose to xylitol.
The present study emphasizes the urgent necessity of addressing the significant waste caused by pineapple fruit production by investigating biorefinery technology. These techniques present a viable answer by specifically focusing on the generation of bromelain, xylitol, and ethanol. This study demonstrates the utilization of biorefinery principles in the management of pineapple stem waste. The production of dry bromelain from 1000 kg of fresh pineapple stems yields 1.44 kg, with a specific activity of 12 CDU/mg. Additionally, the process results in the production of 170 kg of ethanol, achieved with a yield of 0.2 g/g of pineapple stems, and 3.44 kg of xylitol, with a specific activity yield of 0.004 g/g of pineapple stems. Although the current optimization of individual process steps has resulted in limited production scale, this study provides useful insights. Significantly, the employment of underutilized pineapple stem waste presents itself as a feasible source material, exhibiting the ability to produce three various classifications of products utilizing the described technological procedures. Furthermore, the research explores the preservation of bromelain through freeze-drying and the optimization of xylitol and ethanol fermentation procedures. The results of this study highlight the possibility of converting pineapple waste into useful resources in an environmentally friendly manner. However, it is important to acknowledge the difficulties and constraints associated with this procedure.

 ,
, 


{kind=link}
{kind=link}