

Semi-Simultaneous Saccharification and Fermentation Improved by Lignin and Extractives Removal from Sugarcane Bagasse
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
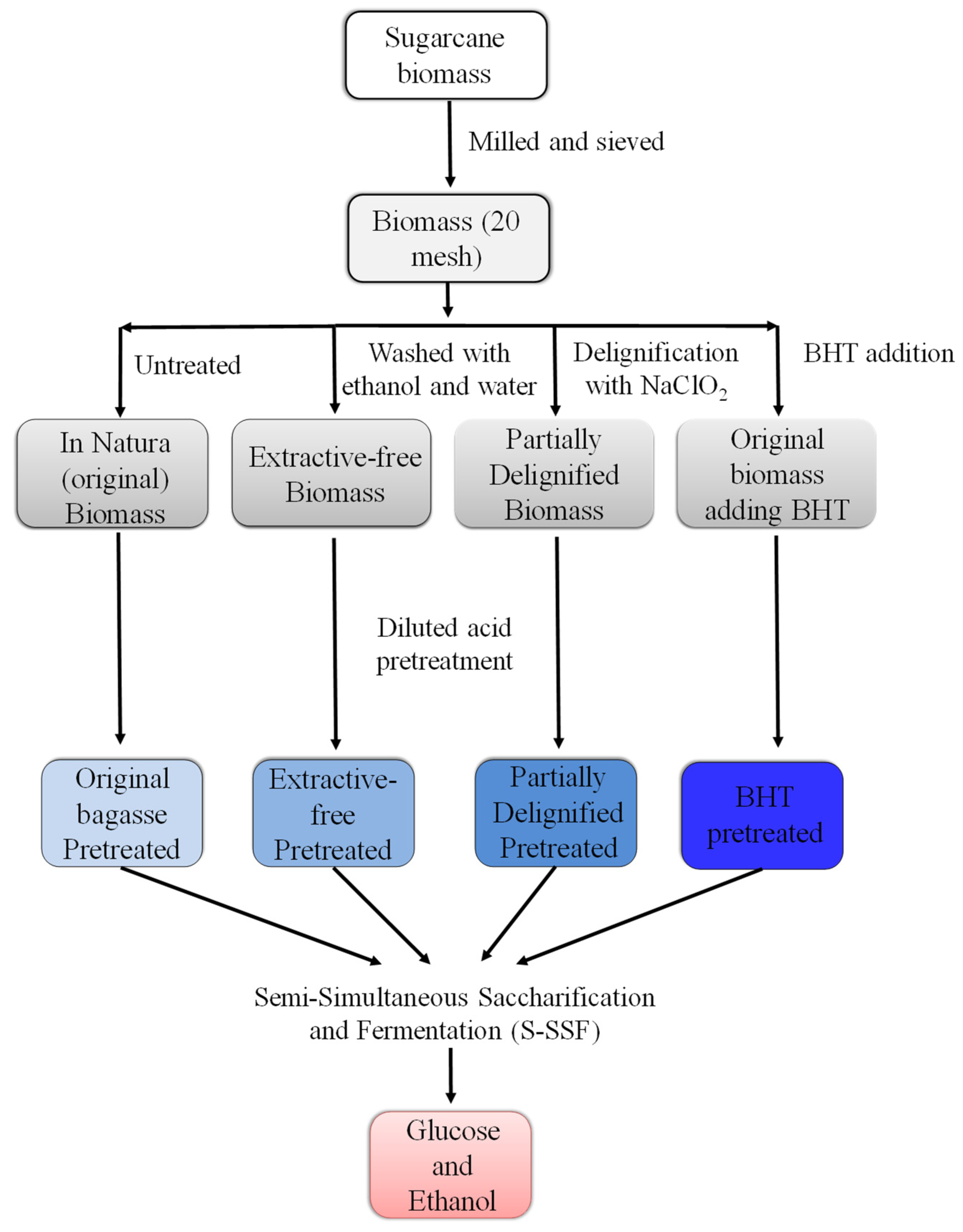
2.2. Biomass Preparation
2.3. Dilute Acid Pretreatment
2.4. Chemical Characterization
2.5. Dioxane Compounds Solubilization
2.6. Microorganism and Culture Media
2.7. Enzymatic Saccharification
2.8. Semi-Simultaneous Saccharification and Fermentation (S-SSF)
2.9. Ethanol, Sugars, and Acetic Acid Quantification
3. Results and Discussion
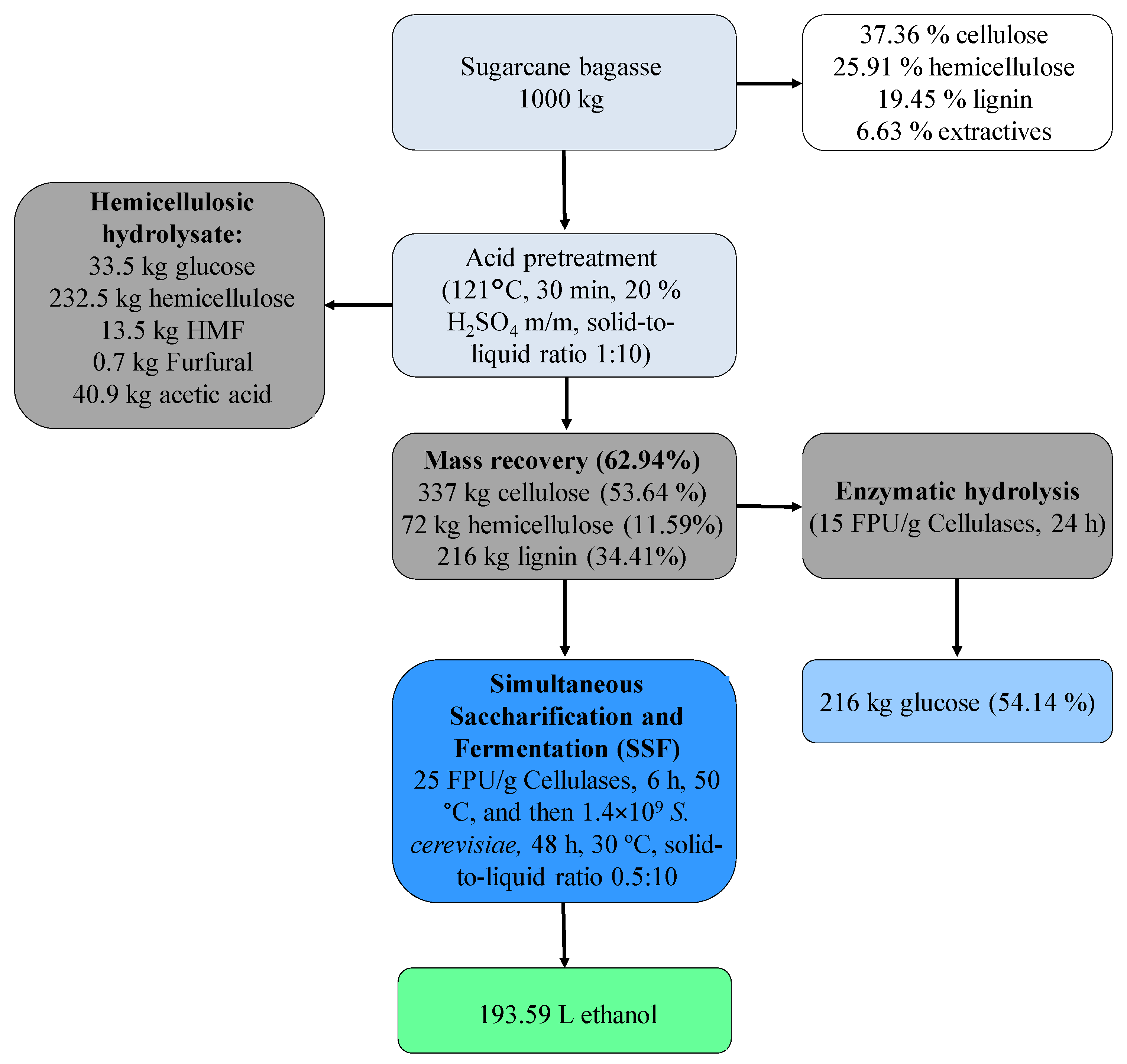
3.1. Hydrolysate from Acid Pretreatment (Liquid Fraction)
3.2. Chemical Characterization
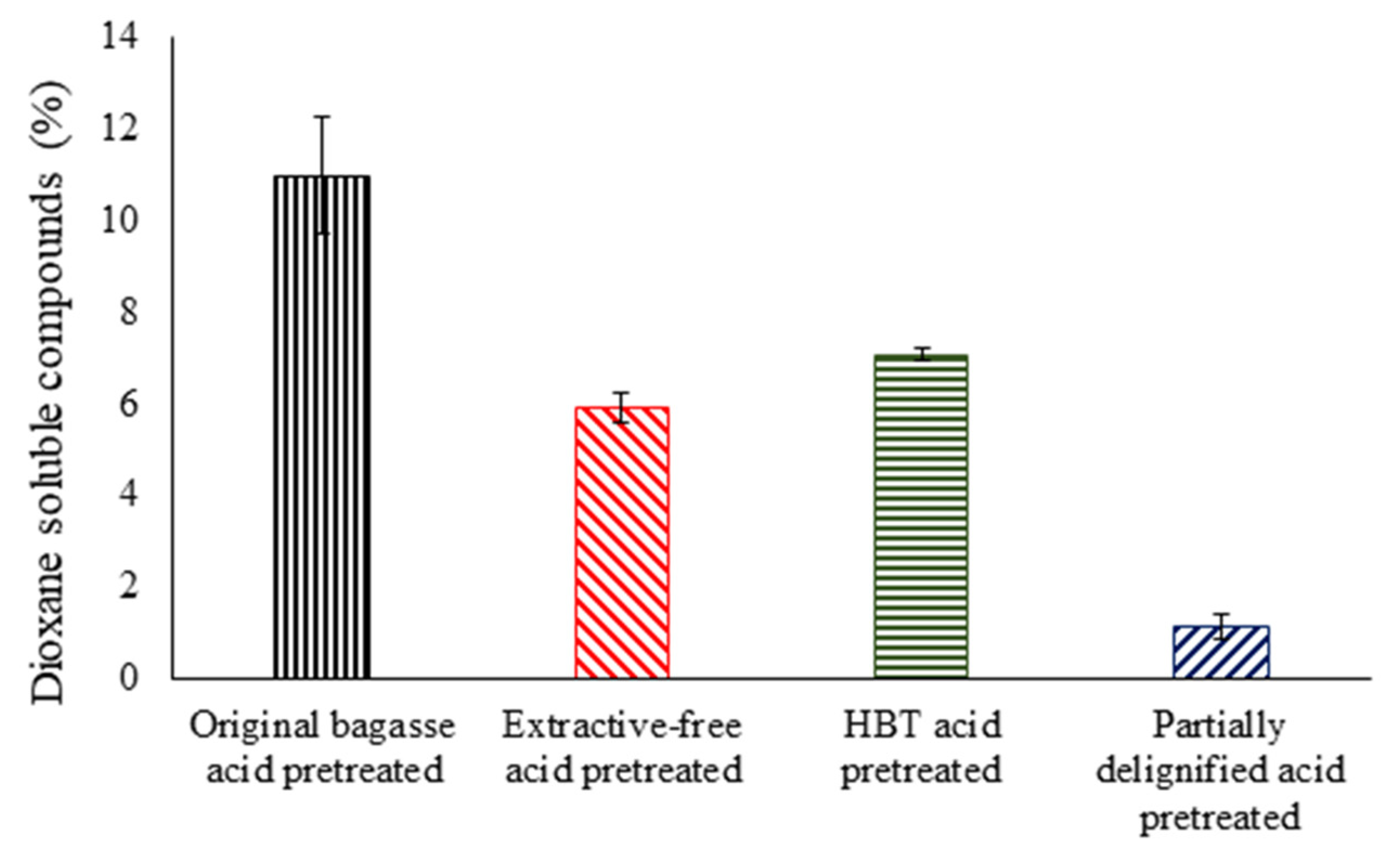
3.3. Material Solubilization in Dioxane
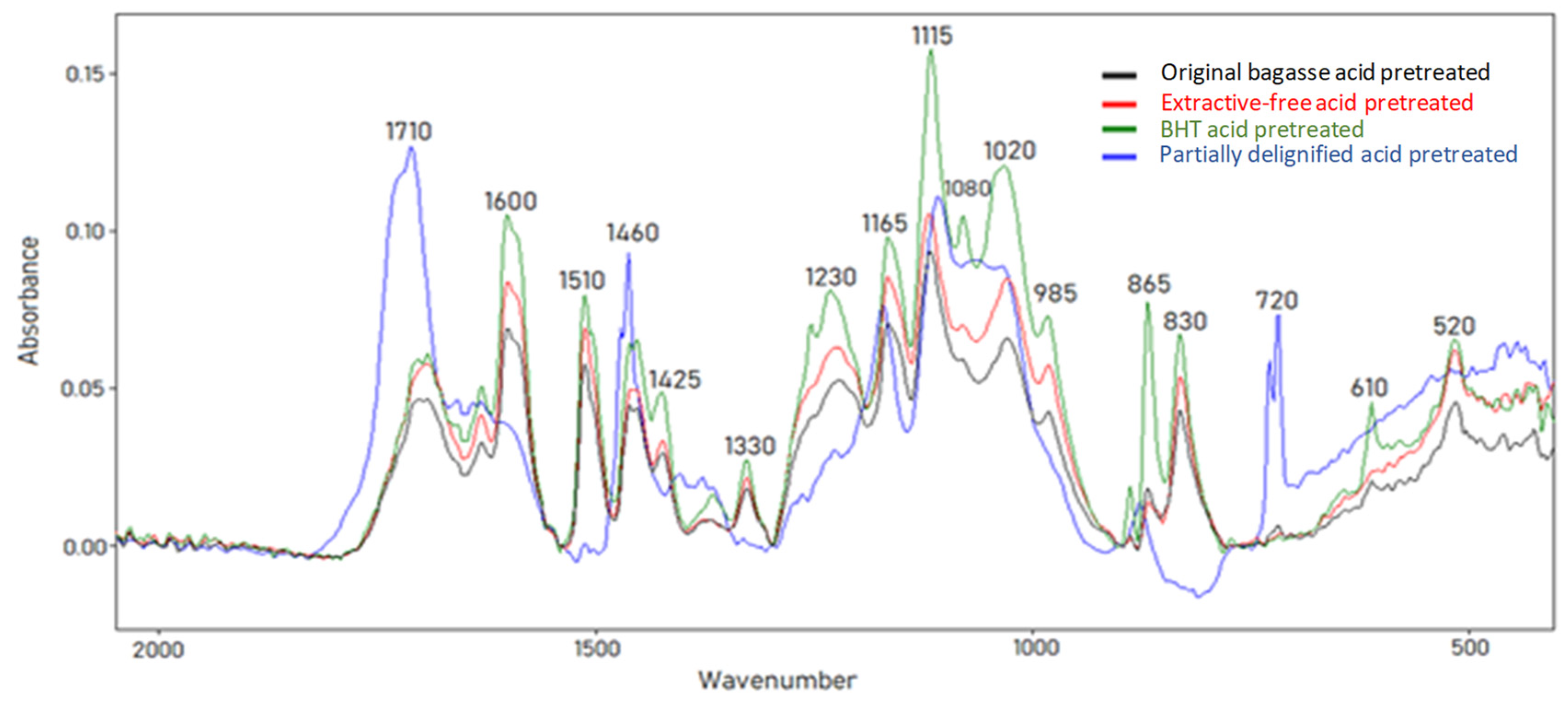
3.4. Dioxane Extracted Material—FTIR Analysis
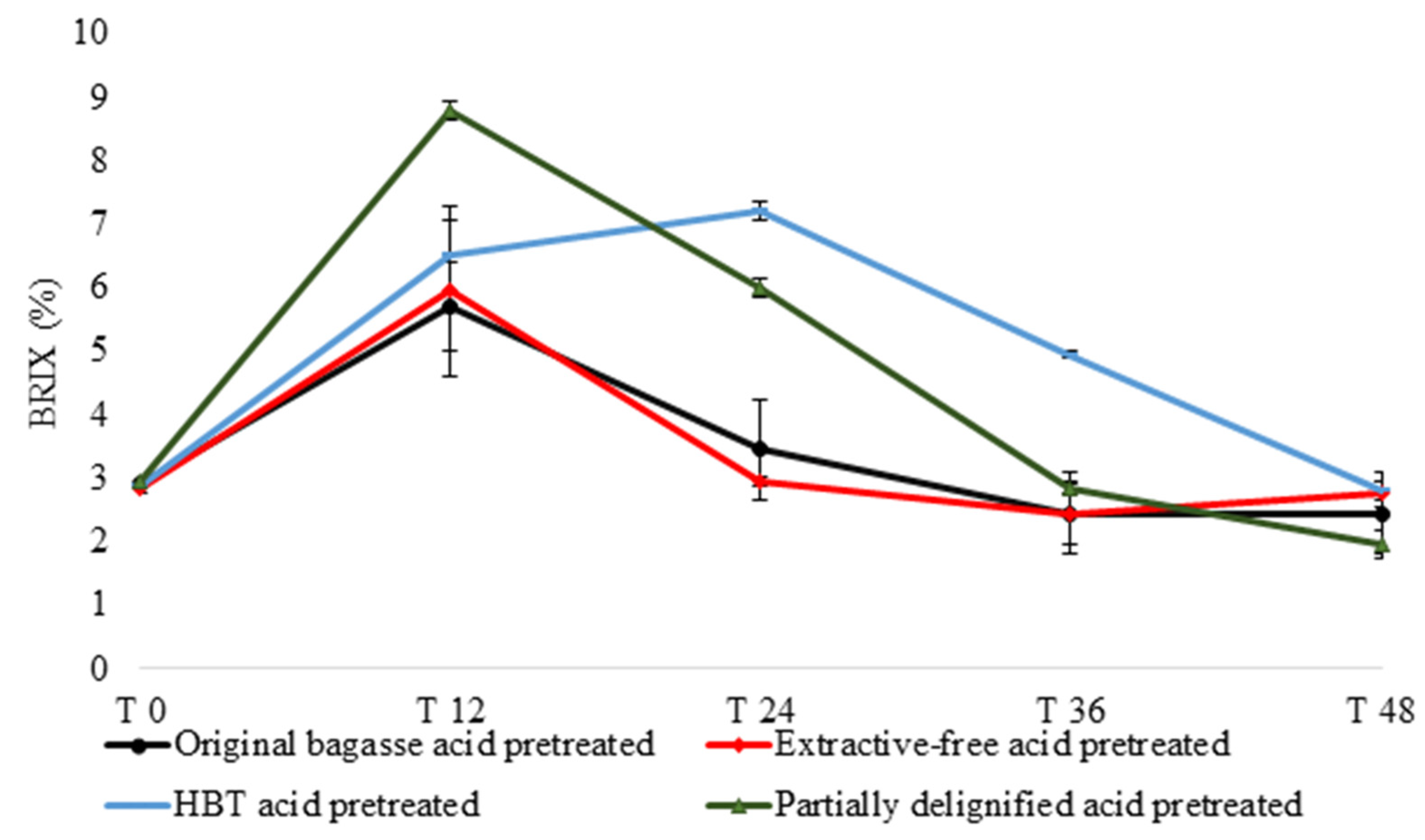
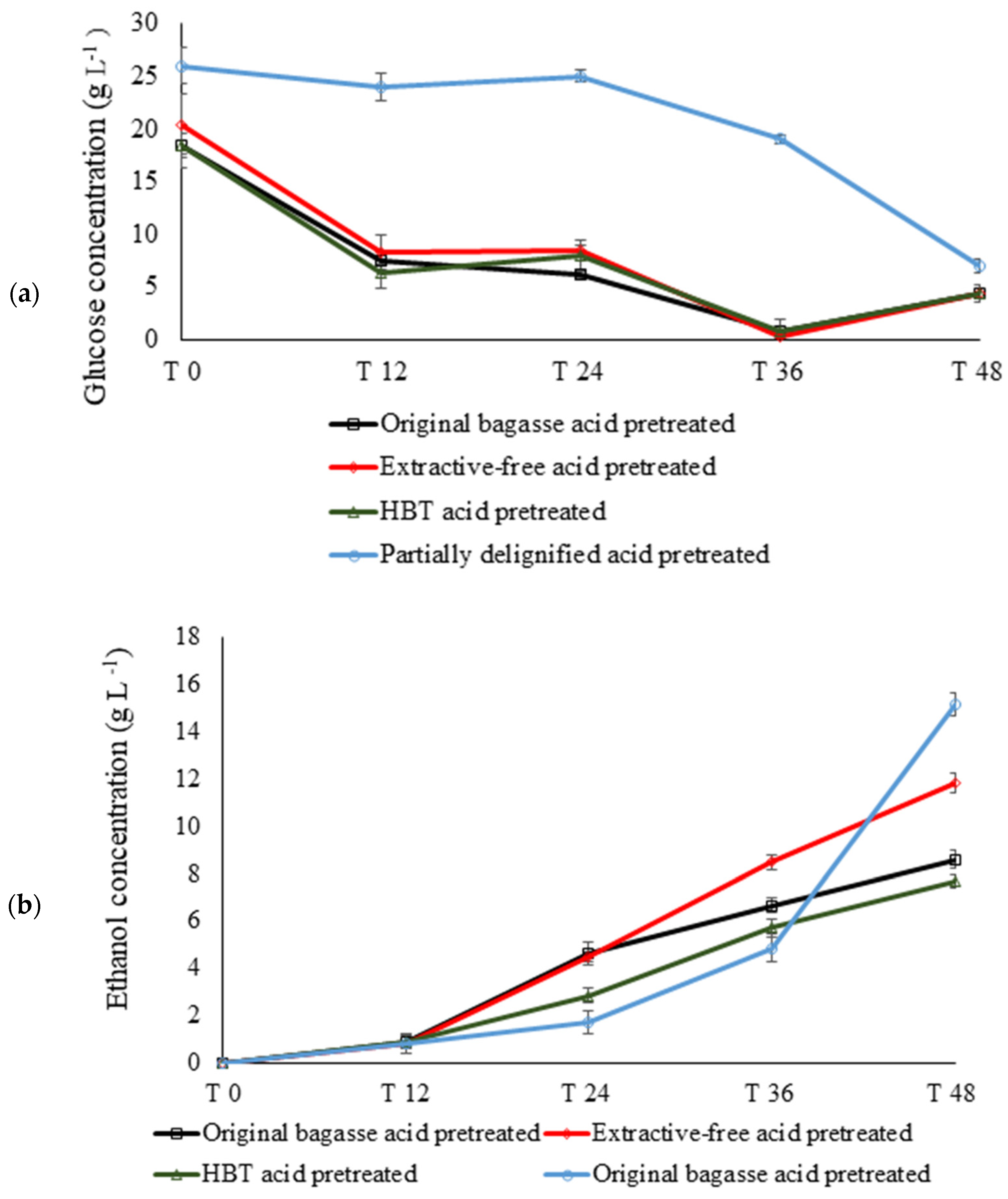
3.5. Semi-Simultaneous Saccharification and Fermentation (S-SSF)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bezerra, T.L.; Ragauskas, A.J. Review A review of sugarcane bagasse for second-generation bioethanol and biopower production. Biofuels Bioprod. Biorefining 2016, 10, 634–647. [Google Scholar] [CrossRef]
- Vieira, S.; Barros, M.V.; Sydney, A.C.N.; Piekarski, C.M.; de Francisco, A.C.; Vandenberghe, L.P.D.S.; Sydney, E.B. Sustainability of sugarcane lignocellulosic biomass pretreatment for the production of bioethanol. Bioresour. Technol. 2020, 299, 122635. [Google Scholar] [CrossRef] [PubMed]
- Schmatz, A.A.; Tyhoda, L.; Brienzo, M. Sugarcane biomass conversion influenced by lignin. Biofuels Bioprod. Biorefining 2020, 14, 469–480. [Google Scholar] [CrossRef]
- FAOSTAT. Food and Agriculture Organization of the United Nations—FAO. 2018. Available online: http://www.fao.org/faostat/en/#rankings/countries_by_commodity (accessed on 21 October 2020).
- Melati, R.B.; Shimizu, F.L.; Oliveira, G.; Pagnocca, F.C.; de Souza, W.; Sant’Anna, C.; Brienzo, M. Key Factors Affecting the Recalcitrance and Conversion Process of Biomass. BioEnergy Res. 2019, 12, 1–20. [Google Scholar] [CrossRef]
- de Carvalho, D.M.; Perez, A.; Garcia, J.C.; Colodette, J.L.; Lopez, F.; Díaz, M.J. Ethanol-soda pulping of sugarcane bagasse and straw. Cellul. Chem. Technol. 2014, 48, 355–364. [Google Scholar]
- Schmatz, A.A.; Salazar-Bryam, A.M.; Contiero, J.; Sant’Anna, C.; Brienzo, M. Pseudo-lignin content decreased with hemicellulose and lignin removal, improving cellulose accessibility, and enzymatic digestibility. BioEnergy Res. 2021, 14, 106–121. [Google Scholar] [CrossRef]
- Shimizu, F.L.; de Azevedo, G.O.; Coelho, L.F.; Pagnocca, F.C.; Brienzo, M. Minimum lignin and xylan removal to improve cellulose accessibility. BioEnergy Res. 2020, 13, 775–785. [Google Scholar] [CrossRef]
- Candido, J.P.; Claro, E.M.T.; de Paula, C.B.C.; Shimizu, F.L.; Leite, D.A.N.D.O.; Brienzo, M.; Angelis, D.D.F.D. Detoxification of sugarcane bagasse hydrolysate with different adsorbents to improve the fermentative process. World J. Microbiol. Biotechnol. 2020, 36, 43. [Google Scholar] [CrossRef]
- Hu, F.; Jung, S.; Ragauskas, A. Pseudo-lignin formation and its impact on enzymatic hydrolysis. Bioresour. Technol. 2012, 117, 7–12. [Google Scholar] [CrossRef]
- Neves, P.V.; Pitarelo, A.P.; Ramos, L.P. Production of cellulosic ethanol from sugarcane bagasse by steam explosion: Effect of extractives content, acid catalysis and different fermentation technologies. Bioresour. Technol. 2016, 208, 184–194. [Google Scholar] [CrossRef]
- Schmatz, A.A.; Masarin, F.; Brienzo, M. Lignin removal and cellulose digestibility improved by adding antioxidants and surfactants to organosolv pretreatment of sugarcane bagasse. BioEnergy Res. 2021, 15, 1107–1115. [Google Scholar] [CrossRef]
- Govender, M.; Bush, T.; Spark, A.; Bose, S.K.; Francis, R.C. An accurate and non-labor intensive method for the determination of syringyl to guaiacyl ratio in lignin. Bioresour. Technol. 2009, 100, 5834–5839. [Google Scholar] [CrossRef]
- Brienzo, M.; Tyhoda, L.; Benjamin, Y.; Görgens, J. Relationship between physicochemical properties and enzymatic hydrolysis of sugarcane bagasse varieties for bioethanol production. New Biotechnol. 2015, 32, 253–262. [Google Scholar] [CrossRef]
- ABNT NBR 16550:2018; Sugarcane Bagasse—Chemical Characterization. Brazilian National Standards Organization: Sao Paulo, Brazil, 2018.
- Hu, F.; Jung, S.; Ragauskas, A. Impact of pseudolignin versus dilute acid-pretreated lignin on enzymatic hydrolysis of cellulose. ACS Sustain. Chem. Eng. 2013, 1, 62–65. [Google Scholar] [CrossRef]
- Brienzo, M.; Fikizolo, S.; Benjamin, Y.; Tyhoda, L.; Görgens, J. Influence of pretreatment severity on structural changes, lignin content and enzymatic hydrolysis of sugarcane bagasse samples. Renew Energy 2017, 104, 271–280. [Google Scholar] [CrossRef]
- Serpen, J.Y. Comparison of Sugar Content in Bottled 100% Fruit Juice versus Extracted Juice of Fresh Fruit. Food Nutr. Sci. 2012, 3, 1509–1513. [Google Scholar] [CrossRef]
- Rocha, G.J.D.M.; Martin, C.; Soares, I.B.; Maior, A.M.S.; Baudel, H.M.; de Abreu, C.A.M. Dilute mixed-acid pretreatment of sugarcane bagasse for ethanol production. Biomass Bioenergy 2011, 35, 663–670. [Google Scholar] [CrossRef]
- Rai, P.K.; Singh, S.P.; Asthana, R.K.; Singh, S.P. Biohydrogen production from sugarcane bagasse by integrating dark- and photo-fermentation. Bioresour. Technol. 2014, 152, 140–146. [Google Scholar] [CrossRef]
- Martins, L.H.D.S.; Rabelo, S.C.; da Costa, A.C. Effects of the pretreatment method on high solids enzymatic hydrolysis and ethanol fermentation of the cellulosic fraction of sugarcane bagasse. Bioresour. Technol. 2015, 191, 312–321. [Google Scholar] [CrossRef]
- Sritrakul, N.; Nitisinprasert, S.; Keawsompong, S. Evaluation of dilute acid pretreatment for bioethanol fermentation from sugarcane bagasse pith. Agric. Nat. Resour. 2017, 51, 512–519. [Google Scholar] [CrossRef]
- Brienzo, M.; Carvalho, A.F.A.; Figueiredo, F.C.; Oliva Neto, P. Sugarcane bagasse hemicellulose properties, extraction technologies and xylooligosaccharides production. In Food Waste: Practices, Management and Challenges; Riley, G.L., Ed.; Nova Science Publishers: Hauppauge, NY, USA, 2016; pp. 155–188. [Google Scholar]
- Pereira, B.S.; Schmatz, A.A.; de Freitas, C.; Masarin, F.; Brienzo, M. Fruit and Restaurant Waste Polysaccharides Recycling Producing Xylooligosaccharides. Recycling 2023, 8, 16. [Google Scholar] [CrossRef]
- Pereira, B.S.; de Freitas, C.; Contiero, J.; Brienzo, M. Enzymatic Production of Xylooligosaccharides from Xylan Solubilized from Food and Agroindustrial Waste. Bioenerg. Res. 2022, 15, 1195–1203. [Google Scholar] [CrossRef]
- Chiyanzu, I.; Brienzo, M.; García-Aparicio, M.P.; Görgens, J.F. Application of endo-β-1,4,D-mannanase and cellulase for the release of mannooligosaccharides from steam-pretreated spent coffee ground. Appl. Biochem. Biotechnol. 2014, 172, 3538–3557. [Google Scholar] [CrossRef] [PubMed]
- Miléo, P.C.; Oliveira, M.F.; Luz, S.M.; Rocha, G.J.M.; Gonçalves, A.R. Thermal and chemical characterization of sugarcane bagasse cellulose/lignin-reinforced composites. Polym. Bull. 2016, 73, 3163–3174. [Google Scholar] [CrossRef]
- Guilherme, A.D.A.; Dantas, P.V.F.; Padilha, C.E.D.A.; dos Santos, E.S.; de Macedo, G.R. Ethanol production from sugarcane bagasse: Use of different fermentation strategies to enhance an environmental-friendly process. J. Environ. Manag. 2019, 234, 44–51. [Google Scholar] [CrossRef]
- de Carvalho, D.M.; Sevastyanova, O.; Penna, L.S.; da Silva, B.P.; Lindström, M.E.; Colodette, J.L. Assessment of chemical transformations in eucalyptus, sugarcane bagasse and straw during hydrothermal, dilute acid, and alkaline pretreatments. Ind. Crops Prod. 2015, 73, 118–126. [Google Scholar] [CrossRef]
- Batista, G.; Souza, R.B.; Pratto, B.; dos Santos-Rocha, M.S.; Cruz, A.J. Effect of severity factor on the hydrothermal pretreatment of sugarcane straw. Bioresour. Technol. 2019, 275, 321–327. [Google Scholar] [CrossRef]
- Singh, R.; Singh, S.; Trimukhe, K.; Pandare, K.; Bastawade, K.; Gokhale, D.; Varma, A. Lignin–carbohydrate complexes from sugarcane bagasse: Preparation, purification, and characterization. Carbohydr. Polym. 2005, 62, 57–66. [Google Scholar] [CrossRef]
- Wan, G.; Zhang, Q.; Li, M.; Jia, Z.; Guo, C.; Luo, B.; Wang, S.; Min, D. How Pseudo-lignin Is Generated during Dilute Sulfuric Acid Pretreatment. J. Agric. Food Chem. 2019, 67, 10116–10125. [Google Scholar] [CrossRef]
- Yu, N.; Tan, L.; Sun, Z.-Y.; Nishimura, H.; Takei, S.; Tang, Y.-Q.; Kida, K. Bioethanol from sugarcane bagasse: Focused on optimum of lignin content and reduction of enzyme addition. Waste Manag. 2018, 76, 404–413. [Google Scholar] [CrossRef]
- Martins, R.P.; Schmatz, A.A.; de Freita, L.A.; Mutton, M.J.R.; Brienzo, M. Solubilization of hemicellulose and fermentable sugars from bagasse, stalks, and leaves of sweet sorghum. Ind. Crops Prod. 2021, 170, 113813. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Glucose | Xylose | HMF | Furfural | Acid Acetic |
|---|---|---|---|---|---|
| In natura pretreated | 3.35 ± 0.15 | 23.25 ± 1.59 | 1.35 ± 0.53 | 0.07 ± 0.01 | 4.09 ± 0.44 |
| Extractive-free pretreated | 2.57 ± 0.02 | 22.02 ± 0.24 | 0.04 ± 0.01 | 0.08 ± 0.01 | 4.07 ± 0.56 |
| BHT pretreated | 1.24 ± 0.28 | 23.35 ± 0.12 | 0.01 ± 0.01 | 0.01 ± 0.01 | 0.68 ± 0.11 |
| Partially delignified pretreated | 0.74 ± 0.07 | 21.18 ± 2.08 | 0.01 ± 0.01 | 0.10 ± 0.01 | 3.95 ± 0.40 |
| In Natura Bagasse | In Natura (Original) Pretreated | Extractive-Free Pretreated | BHT Pretreated | Partially Delignified Pretreated | |
|---|---|---|---|---|---|
| Cellulose | 37.36 ± 2.30 | 53.64 ± 2.76 | 46.27 ± 1.44 | 51.35 ± 2.72 | 56.73 ± 1.25 |
| Hemicellulose | 25.91 ± 2.58 | 11.59 ± 1.32 | 8.18 ± 0.59 | 10.63 ± 0.10 | 8.35 ± 0.46 |
| Total lignin | 19.45 ± 1.08 | 34.41 ± 3.16 | 33.13 ± 1.32 | 16.81 ± 0.72 | 12.34 ± 1.59 |
| Extractives | 6.63 | - | - | - | - |
| Mass recovery | 100 | 62.94 ± 2.45 | 58.74 ± 0.20 | 68.11 ± 3.85 | 62.20 ± 1.0 |
| Cellulose removal (g 100 g−1) | - | 5.16 | 12.60 | 3.26 | 3.14 |
| Hemicellulose removal (g 100 g−1) | - | 8.32 | 6.66 | 7.66 | 6.67 |
| Lignin removal (g 100 g−1) | - | 0 | 0 | 6.91 | 7.47 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmatz, A.A.; Candido, J.P.; de Angelis, D.d.F.; Brienzo, M. Semi-Simultaneous Saccharification and Fermentation Improved by Lignin and Extractives Removal from Sugarcane Bagasse. Fermentation 2023, 9, 405. https://doi.org/10.3390/fermentation9050405
Schmatz AA, Candido JP, de Angelis DdF, Brienzo M. Semi-Simultaneous Saccharification and Fermentation Improved by Lignin and Extractives Removal from Sugarcane Bagasse. Fermentation. 2023; 9(5):405. https://doi.org/10.3390/fermentation9050405
Chicago/Turabian StyleSchmatz, Alison Andrei, João Paulo Candido, Dejanira de Franceschi de Angelis, and Michel Brienzo. 2023. "Semi-Simultaneous Saccharification and Fermentation Improved by Lignin and Extractives Removal from Sugarcane Bagasse" Fermentation 9, no. 5: 405. https://doi.org/10.3390/fermentation9050405