
The Potential of Using Istrian Albumin Cheese Whey in the Production of Whey Distillate

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Whey Analysis before and during Fermentation
2.2. Analysis of Whey Distillates
3. Results and Discussion
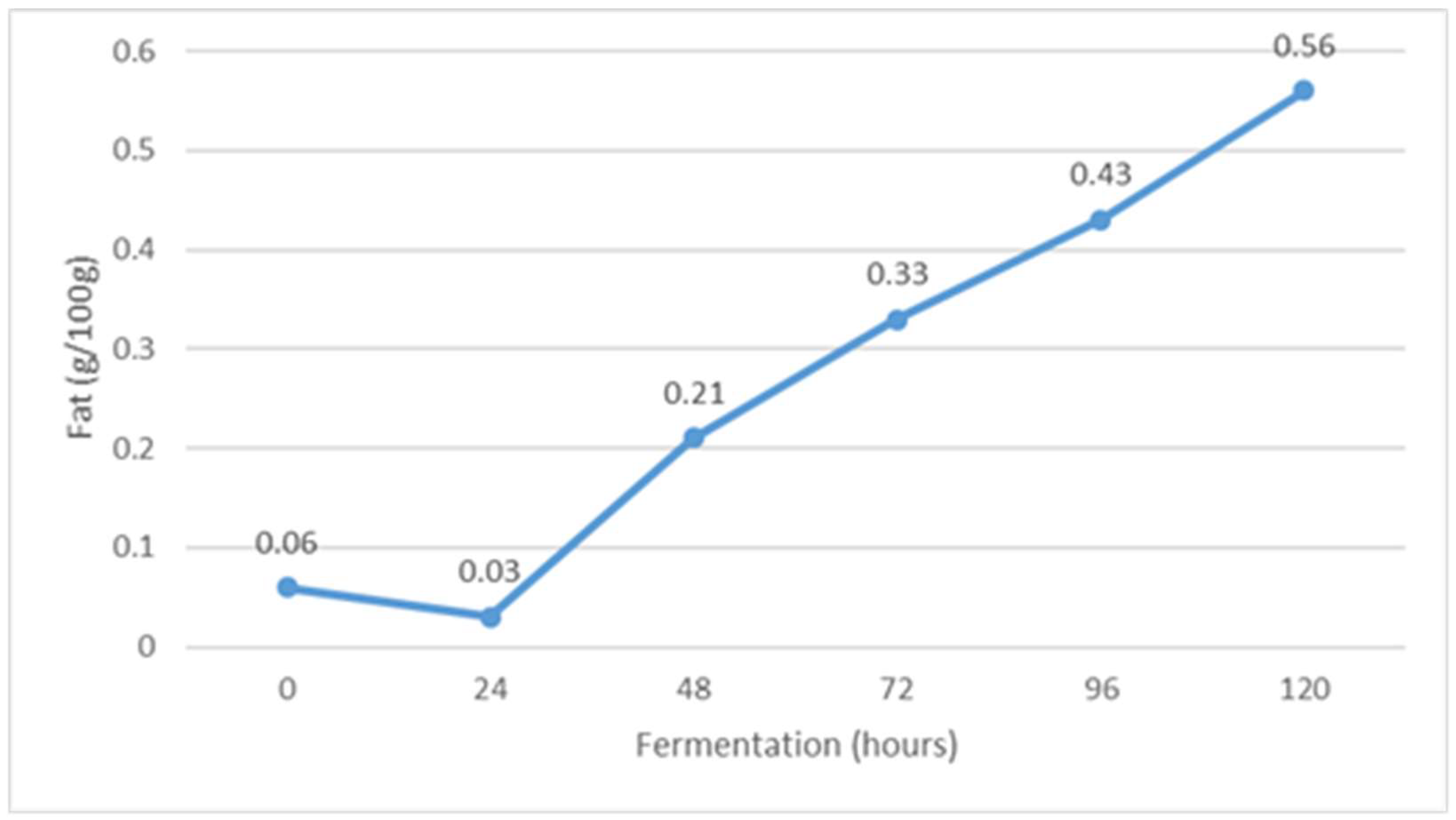
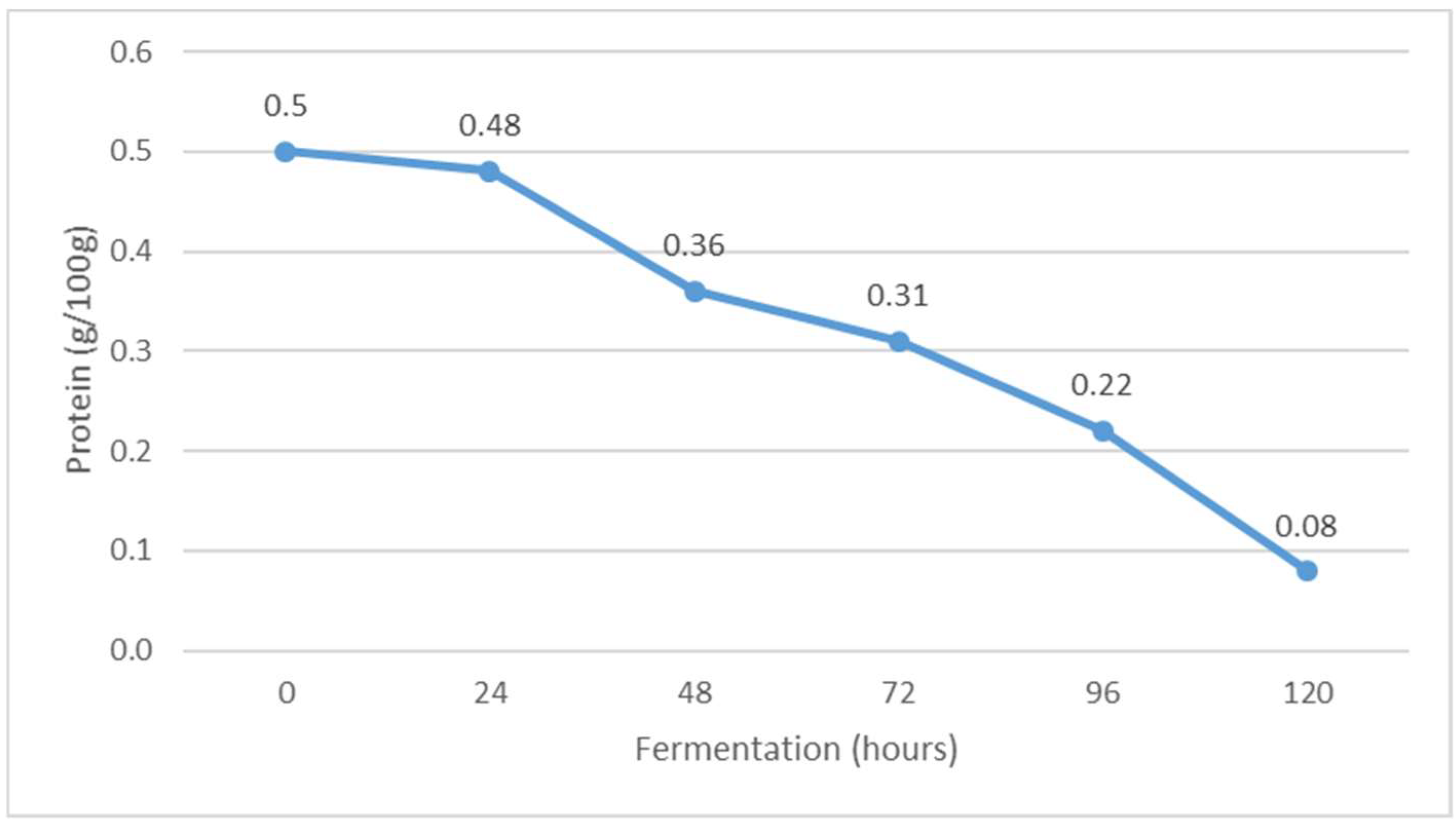
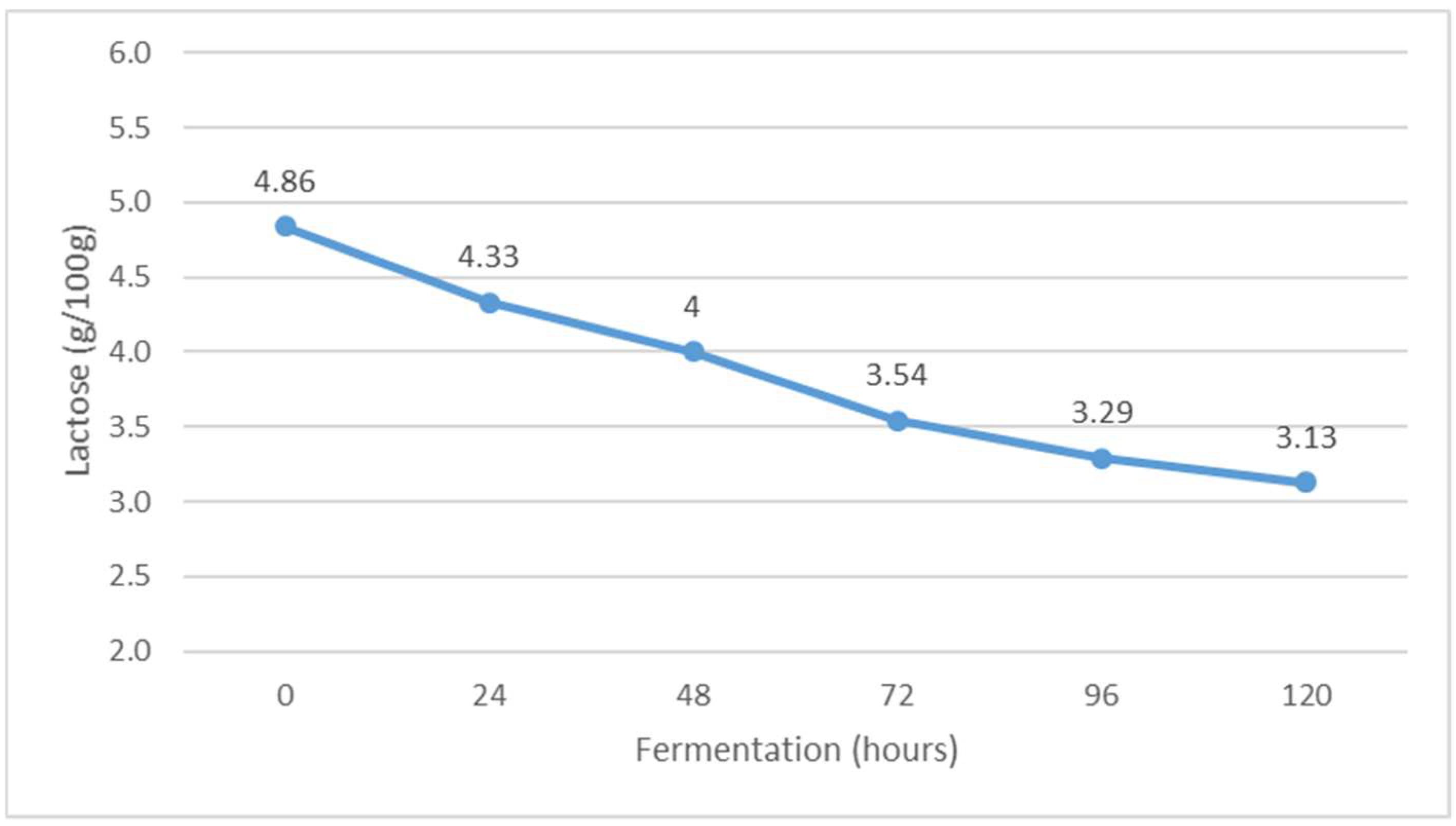
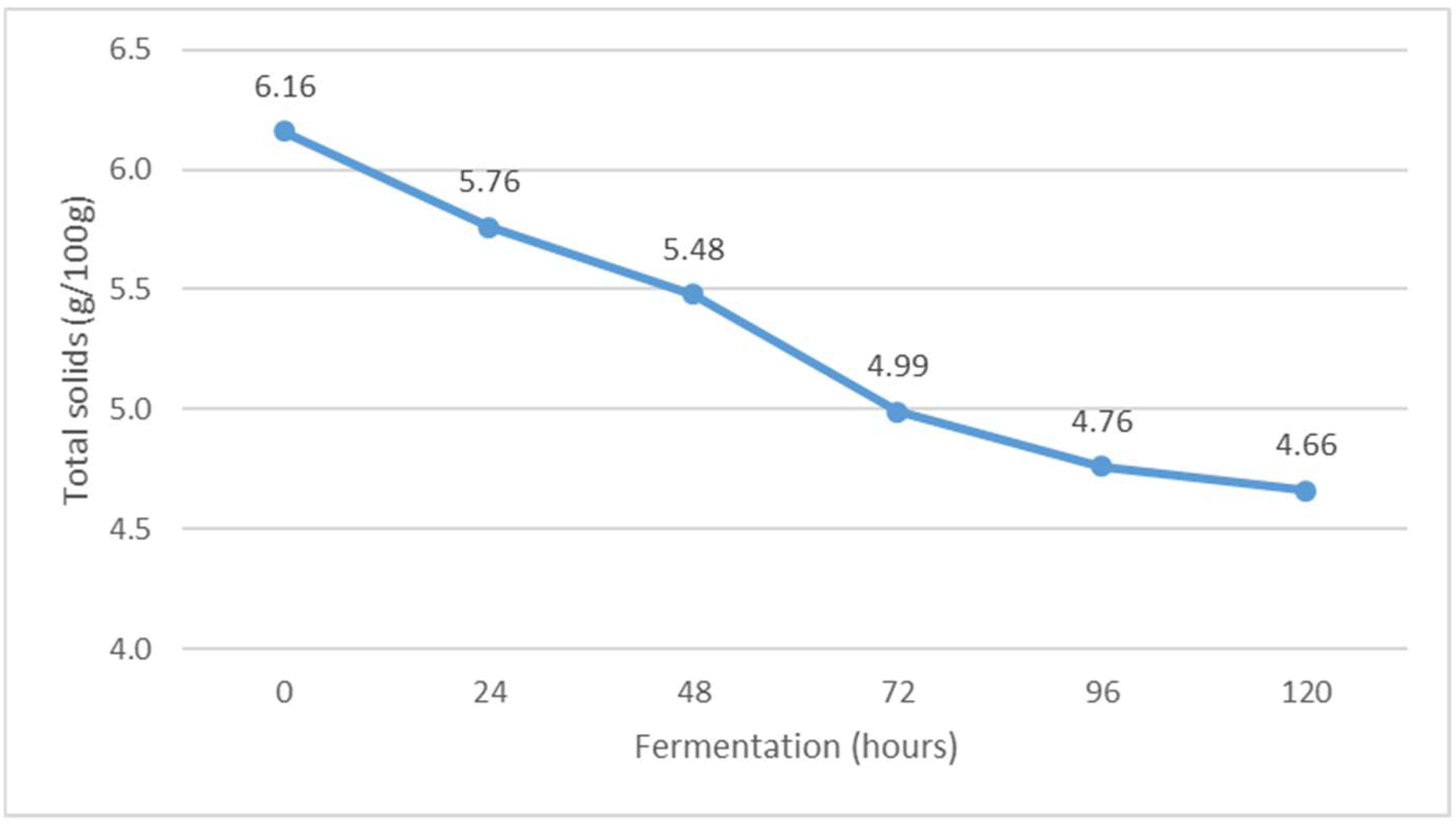
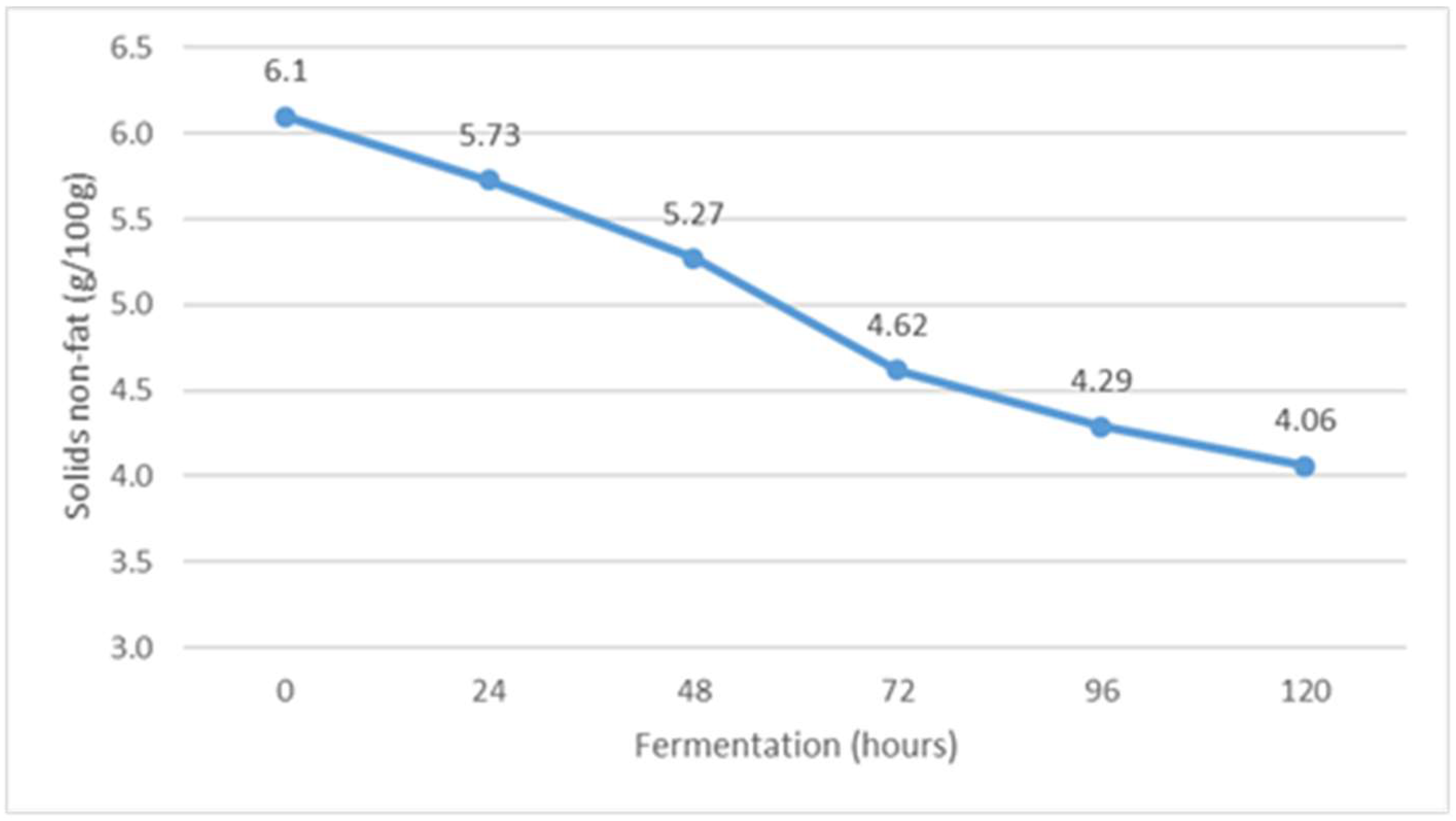
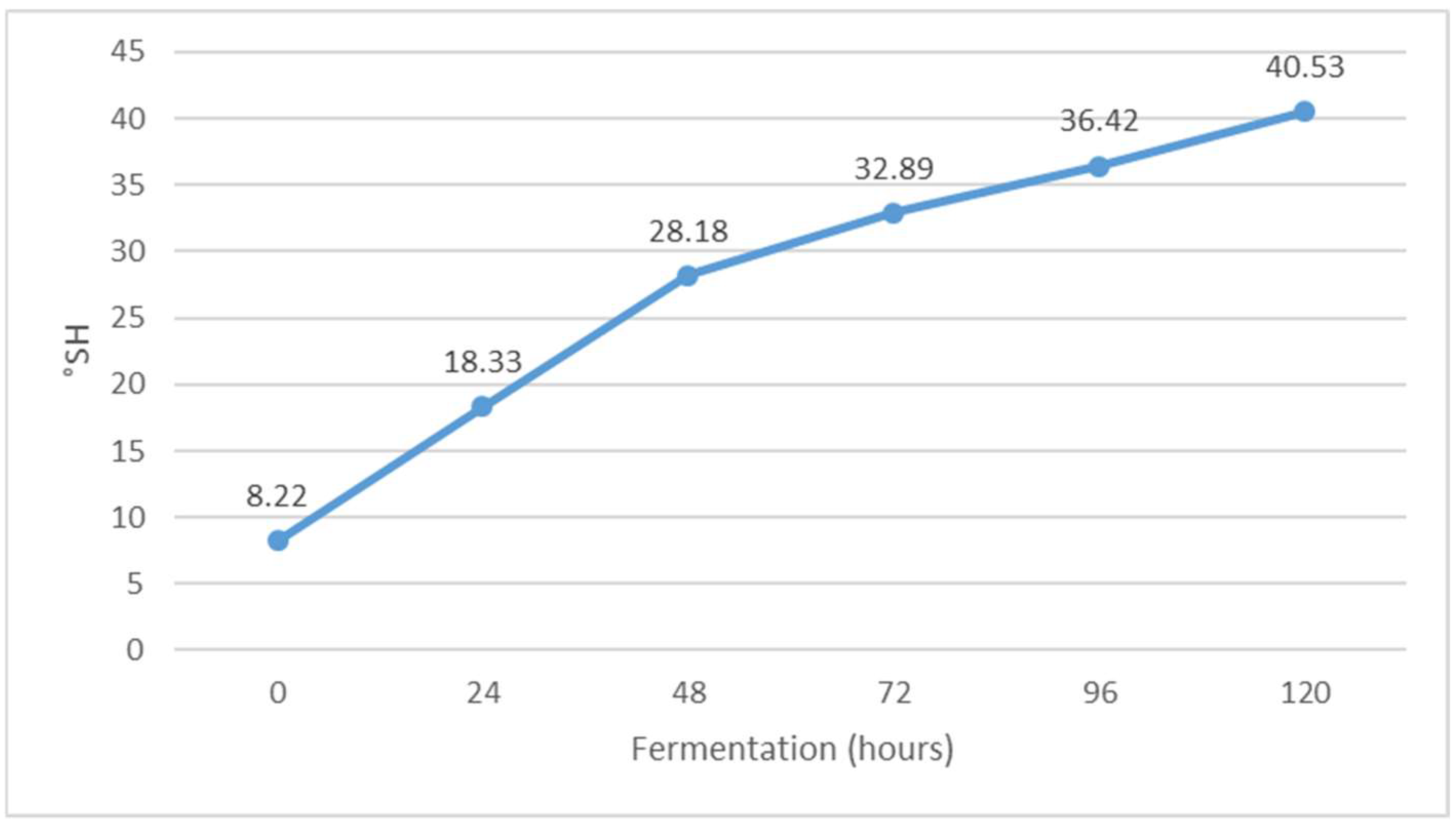
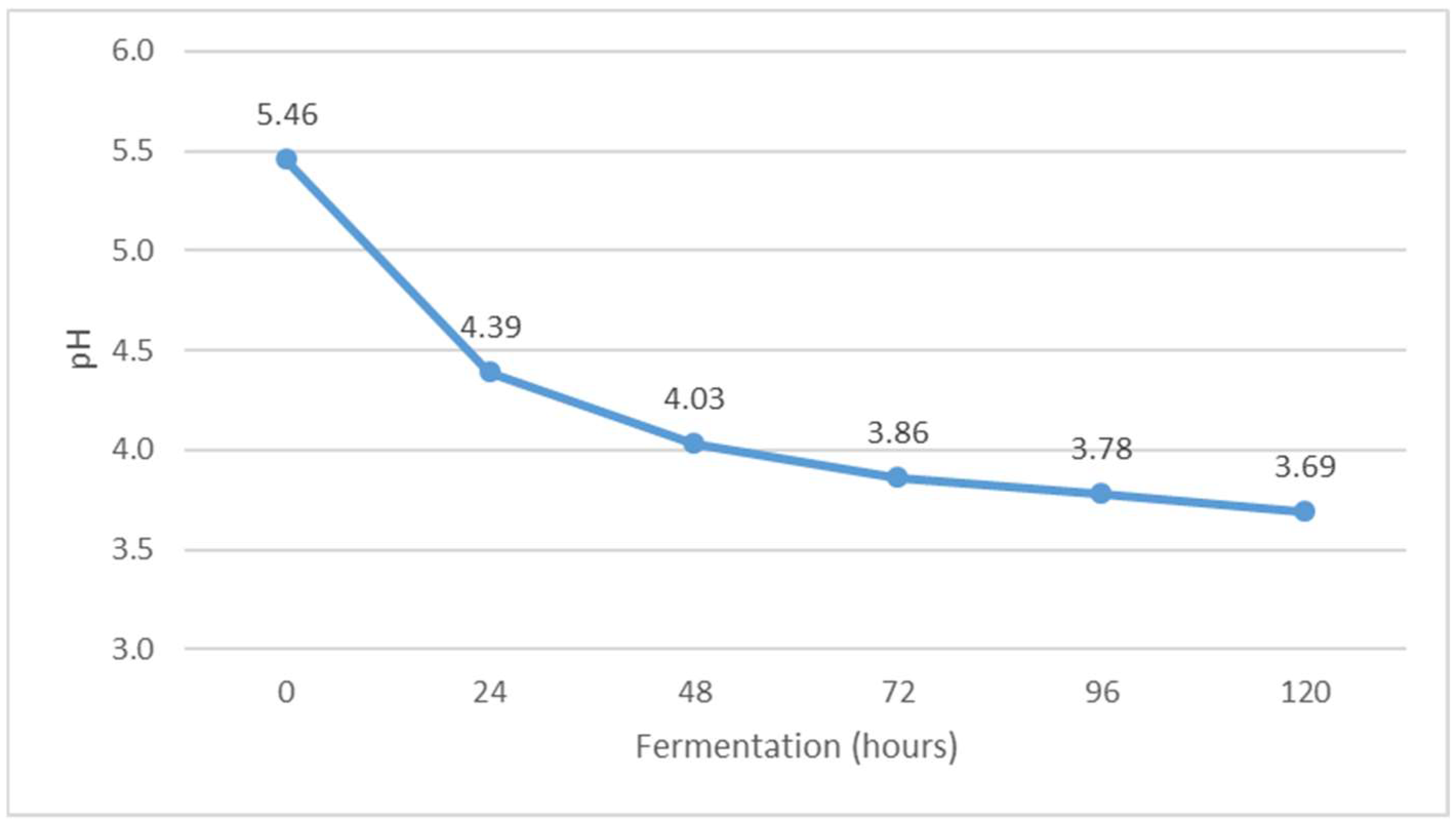
3.1. Whey Composition before and during Fermentation
3.2. Composition of Whey Distillate
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Božanić, R.; Barukčić, I.; Jakopović, K.L.; Tratnik, L. Possibilities of Whey Utilisation. Austin J. Nutr. Food Sci. 2014, 2, 1036. [Google Scholar]
- Blažić, M.; Zavladav, S.; Kralj, E.; Šarić, G. Production of whey protein as nutritional valuable foods. Croat. J. Food Sci. Technol. 2018, 10, 255–260. [Google Scholar] [CrossRef]
- Tsermoula, P.; Khakimov, B.; Nielsen, H.J.; Engelsen, B.S. Whey—The waste-stream that became more valuable than the food product. Trends Food Sci. Technol. 2021, 118, 230–241. [Google Scholar] [CrossRef]
- Havranek, J.; Kalit, S.; Antunac, N.; Samaržija, D. Sirarstvo; Hrvatska Mljekarska Udruga: Zagreb, Croatia, 2014; pp. 63–106. [Google Scholar]
- European Dairy Association, Economic Report 2016/17. Available online: http://eda.euromilk.org/fileadmin/user_upload/Public_Documents/Facts_and_Figures/EDA_EWPA_Economic_Report_2016.pdf (accessed on 12 January 2023).
- Çelik, K.; Yuksel, Z. Whey Every Aspect. Sonçağ Matbaacılık. 2016. Istanbul Cadedesi, Istanbul. Available online: https://www.researchgate.net/profile/Zerrin-Yuksel/publication/320979714_Whey_Every_Aspect/links/5a40b4a2458515f6b0498e10/Whey-Every-Aspect.pdf (accessed on 30 September 2022).
- Tratnik, L.J. Uloga sirutke u Proizvodnji Funkcionalne Mliječne Hrane. Mljekarstvo 2003, 53, 325–352. [Google Scholar]
- Cristiani-Urbina, E.; Netzahuatl-Munoz, A.R.; Manriquez-Rojas, F.J.; Juarez-Ramirez, C.; Ruiz-Ordaz, N.; Galindez-Mayer, J. Batch and fed-batch cultures for the treatment of whey with mixed cultures. Process Biochem. 2000, 35, 649–657. [Google Scholar] [CrossRef]
- Lappa, I.K.; Papadaki, A.; Kachrimanidou, V.; Terpou, A.; Koulougliotis, D.; Eriotou, E.; Kopsahelis, N. Cheese Whey Processing: Integrated Biorefinery Concepts and Emerging Food Applications. Foods 2019, 8, 347. [Google Scholar] [CrossRef] [Green Version]
- Matijević, B. Mogućnosti Iskorištavanja i Upotrebe Sirutke. In Proceedings of the 1st International Conference “The Holistic Approach to Environment”, Sisak, Croatia, 13–14 September 2018. [Google Scholar]
- Ling, K.C. Whey to Ethanol: A Biofuel Role for Dairy Cooperatives? Research Report; Rural Business and Cooperative Programs: Washington, DC, USA, 2008; p. 214. [Google Scholar]
- Hamilton, R.; Wansbrough, H. The Manufacture of Ethanol from Whey, New Zealand Institute of Chemistry. 2017. Available online: https://www.bioenergy.org.nz/documents/resource/Reports/Manufacture-of-Ethanol-from-Whey-3H.pdf (accessed on 30 September 2022).
- Sansonetti, S.; Curcio, S.; Calabrò, V.; Iorio, G. Bio-ethanol production by fermentation of ricotta cheese whey as an effective alternative non-vegetable source. Biomass Bioenergy 2009, 33, 1687–1692. [Google Scholar] [CrossRef]
- Duvnjak, Z. Sirutka i njeno korištenje u prehrambenoj i fermentacijskoj industriji. Mljekarstvo 1983, 33, 45–60. [Google Scholar]
- Marcišauskas, S.; Bojang, J.; Nielsen, J. Reconstruction and analysis of a Kluyveromyces marxianus genome-scale metabolic model. BMC Bioinform. 2019, 20, 551. [Google Scholar] [CrossRef] [Green Version]
- Yanase, S. Ethanol production from cellulosic materials using cellulase-expressing yeast. J. Biotechnol. 2010, 5, 449–455. [Google Scholar] [CrossRef] [Green Version]
- Pentjuss, A.; Stalidzans, E.; Liepins, J. Model-based biotechnological potential analysis of Kluyveromyces marxianus central metabolism. J. Ind. Microbiol. Biotechnol. 2017, 44, 1177–1190. [Google Scholar] [CrossRef] [Green Version]
- Zafar, S.; Owais, M. Ethanol production from crude whey by Kluyveromyces marxianus. Biochem. Eng. J. 2006, 27, 295–298. [Google Scholar] [CrossRef]
- Zoppellari, F.; Bardi, L. Production of bioethanol from effluents of the dairy industry by Kluyveromyces marxianus. New Biotechnol. 2013, 30, 607–613. [Google Scholar] [CrossRef]
- Antunac, N.; Hudik, S.; Mikulec, N.; Horvat, I.; Radeljević, B.; Havranek, J. Proizvodnja i kemijski sastav Istarske i Paške skute. Mljekarstvo 2011, 61, 326–335. [Google Scholar]
- ISO 9622; Milk and Liquid Milk Products—Guidelines for the Application of Mid-Infrared Spectrometry. International Organization for Standards: Geneva, Switzerland, 2013.
- ISO/TS 11869 IDF/RM 150; Fermented Milks—Determination of Titratable Acidity—Potentiometric Method. International Organization for Standards: Geneva, Switzerland, 2012.
- Madrera, R.R.; Valles, B.S. Determination of volatile compounds in cider spirits by gas chromatography with direct injection. J. Chromatogr. Sci. 2007, 45, 428–434. [Google Scholar] [CrossRef] [Green Version]
- Tratnik, L.J. Mlijeko—Tehnologija, Biokemija i Mikrobiologija; Hrvatska Mljekarska Udruga: Zagreb, Croatia, 1998. [Google Scholar]
- Risner, D.; Tomasino, E.; Hughes, P.; Meunier-Goddik, L. Volatile aroma composition of distillates produced from fermented sweet and acid whey. J. Dairy Sci. 2019, 102, 202–210. [Google Scholar] [CrossRef] [Green Version]
- Dwyer, D.S.; Bradley, R.J. Chemical properties of alcohols and their protein binding sites. Cell. Mol. Life Sci. CMLS 2020, 57, 265–275. [Google Scholar] [CrossRef]
- Belloch, C.; Querol, A.; Barrio, E. Yeasts and molds. Kluyveromyces spp. In Encyclopedia of Dairy Sciences, 2nd ed.; Roginski, H., Fuquay, J.W., Fox, P.F., Eds.; Elsevier: London, UK, 2011; Volume 4, pp. 754–764. [Google Scholar]
- Christensen, A.D.; Kádár, Z.; Oleskowicz-Popiel, P.; Thomsen, M.H. Production of bioethanol from organic whey using Kluyveromyces marxianus. J. Ind. Microbiol. Biotechnol. 2011, 38, 283–289. [Google Scholar] [CrossRef]
- Dragone, G.; Mussatto, S.I.; Oliveira, J.M.; Teixeira, J.A. Characterisation of volatile compounds in an alcoholic beverage produced by whey fermentation. Food Chem. 2009, 112, 929–935. [Google Scholar] [CrossRef] [Green Version]
- Coote, N.; Kirsop, B.H. Factors responsible for the decrease in pH during beer fermentations. J. Inst. Brew. 1976, 82, 149–153. [Google Scholar] [CrossRef]
- Wilkowska, A.; Kregiel, D.; Guneser, O.; Karagul Yuceer, Y. Growth and by-product profiles of Kluyveromyces marxianus cells immobilized in foamed alginate. Yeast 2015, 32, 217–225. [Google Scholar]
- Morand, M.; Dekkari, A.; Guyomarc’h, F.; Famelart, M. Increasing the hydrophobicity of the heat-induced whey protein complexes improves the acid gelation of skim milk. Int. Dairy J. 2012, 25, 103–111. [Google Scholar] [CrossRef]
- Wardani, A.K.; Egawa, S.; Nagahisa, K.; Shimizu, H.; Shioya, S. Robustness of cascade pH and dissolved oxygen control in symbiotic nisin production process system of Lactococcus lactis and Kluyveromyces marxianus. J. Biosci. Bioeng. 2006, 101, 274–276. [Google Scholar] [CrossRef]
- Plutowska, B.; Wardencki, W. Application of gas chromatography-olfactometry (GC-O) in analysis and quality assessment of alcoholic beverages—A review. Food Chem. 2008, 107, 449–463. [Google Scholar] [CrossRef]
- Wardencki, W.; Sowinski, P.; Curylo, J. Evaluation of headspace solid-phase microextraction for the analysis of volatile carbonyl compounds in spirits and alcoholic beverages. J. Chromatogr. A 2003, 984, 89–96. [Google Scholar] [CrossRef]
- Nikićević, N.; Tešević, V. Proizvodnja Voćnih Rakija Vrhunskog Kvaliteta; NIKPRESS: Belgrade, Serbia, 2010. [Google Scholar]
- Ordinance on Strong Alcoholic Beverages; Official Gazette; Ministry of Agriculture: Zagreb, Croatia, 2009; Volume 61, pp. 1–21.
- Christoph, N.; Bauer-Christoph, C. Flavour of spirit drinks: Raw materials, fermentation, distillation, and ageing. In Flavours and Fragrances; Berger, R.G., Ed.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 219–239. [Google Scholar]
- Ferreira, V.; Hernandez-Orte, P.; Escudero, A.; Lopez, R.; Cacho, J. Semipreparative reversed-phase liquid chromatographic fractionation of aroma extracts from wine and other alcoholic beverages. J. Chromatogr. A 1999, 864, 77–88. [Google Scholar] [CrossRef]
- Boulton, R.B.; Singleton, V.L.; Bisson, L.F.; Kunkee, R.E. Principles and Practices of Winemaking; Chapman & Hall: New York, NY, USA, 1996. [Google Scholar]
- Mingorance-Cazorla, L.; Clemente-Jiménez, J.; Martínez-Rodríguez, S.; Las Heras Vázquez, F.; Rodriguez-Vico, F. Contribution of different natural yeasts to the aroma of two alcoholic beverages. World J. Microbiol. Biotechnol. 2003, 19, 297–304. [Google Scholar] [CrossRef]
- León-Rodríguez, A.; González-Hernández, L.; Barba de la Rosa, A.P.; Escalante-Minakata, P.; López, M.G. Characterization of volatile compounds of Mezcal, an ethnic alcoholic beverage obtained from Agave salmiana. J. Agric. Food Chem. 2006, 54, 1337–1341. [Google Scholar] [CrossRef]
- Apostolopoulou, A.A.; Flouros, A.I.; Demertzis, P.G.; Akrida-Demertzi, K. Differences in concentration of principal volatile constituents in traditional Greek distillates. Food Control 2005, 16, 157–164. [Google Scholar] [CrossRef]
- Lam, H.S.; Proctor, A. Kinetics and mechanism of free fatty acid formation on the surface of milled rice. Agric. Food Chem. 2002, 50, 7161–7163. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fat (g/100 g) | Protein (g/100 g) | Lactose (g/100 g) | Total Solids (g/100 g) | Total Non-Fat Solids (g/100 g) |
|---|---|---|---|---|
| 0.06 | 0.50 | 4.86 | 6.16 | 6.10 |
| mg/L Absolute Alcohol | |||
|---|---|---|---|
| Compound | Sample 1 | Sample 2 | Sample 3 |
| Acetaldehyde | 88.72 | 87.34 | 88.91 |
| Methanol | 128.93 | 125.76 | 124.97 |
| n-propanol | 64.57 | 71.12 | 69.32 |
| i-butanol | 54.29 | 51.79 | 49.77 |
| n-butanol | 0.78 | 1.12 | 0.65 |
| 3-metil-1-ol 2-metilbutan-1-ol | 384.06 | 376.25 | 381.34 |
| Ethyl lactate | 62.97 | 61.78 | 59.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bendelja Ljoljić, D.; Kalit, S.; Kazalac, J.; Dolenčić Špehar, I.; Mihaljević Žulj, M.; Maslov Bandić, L.; Tudor Kalit, M. The Potential of Using Istrian Albumin Cheese Whey in the Production of Whey Distillate. Fermentation 2023, 9, 192. https://doi.org/10.3390/fermentation9020192
Bendelja Ljoljić D, Kalit S, Kazalac J, Dolenčić Špehar I, Mihaljević Žulj M, Maslov Bandić L, Tudor Kalit M. The Potential of Using Istrian Albumin Cheese Whey in the Production of Whey Distillate. Fermentation. 2023; 9(2):192. https://doi.org/10.3390/fermentation9020192
Chicago/Turabian StyleBendelja Ljoljić, Darija, Samir Kalit, Josipa Kazalac, Iva Dolenčić Špehar, Marin Mihaljević Žulj, Luna Maslov Bandić, and Milna Tudor Kalit. 2023. "The Potential of Using Istrian Albumin Cheese Whey in the Production of Whey Distillate" Fermentation 9, no. 2: 192. https://doi.org/10.3390/fermentation9020192