
Techno-Economic and Life Cycle Assessment of a Small-Scale Integrated Biorefinery for Butyric-Acid Production in Chile


Abstract
:1. Introduction
2. Materials and Methods
2.1. Feed Stock Availability and Location
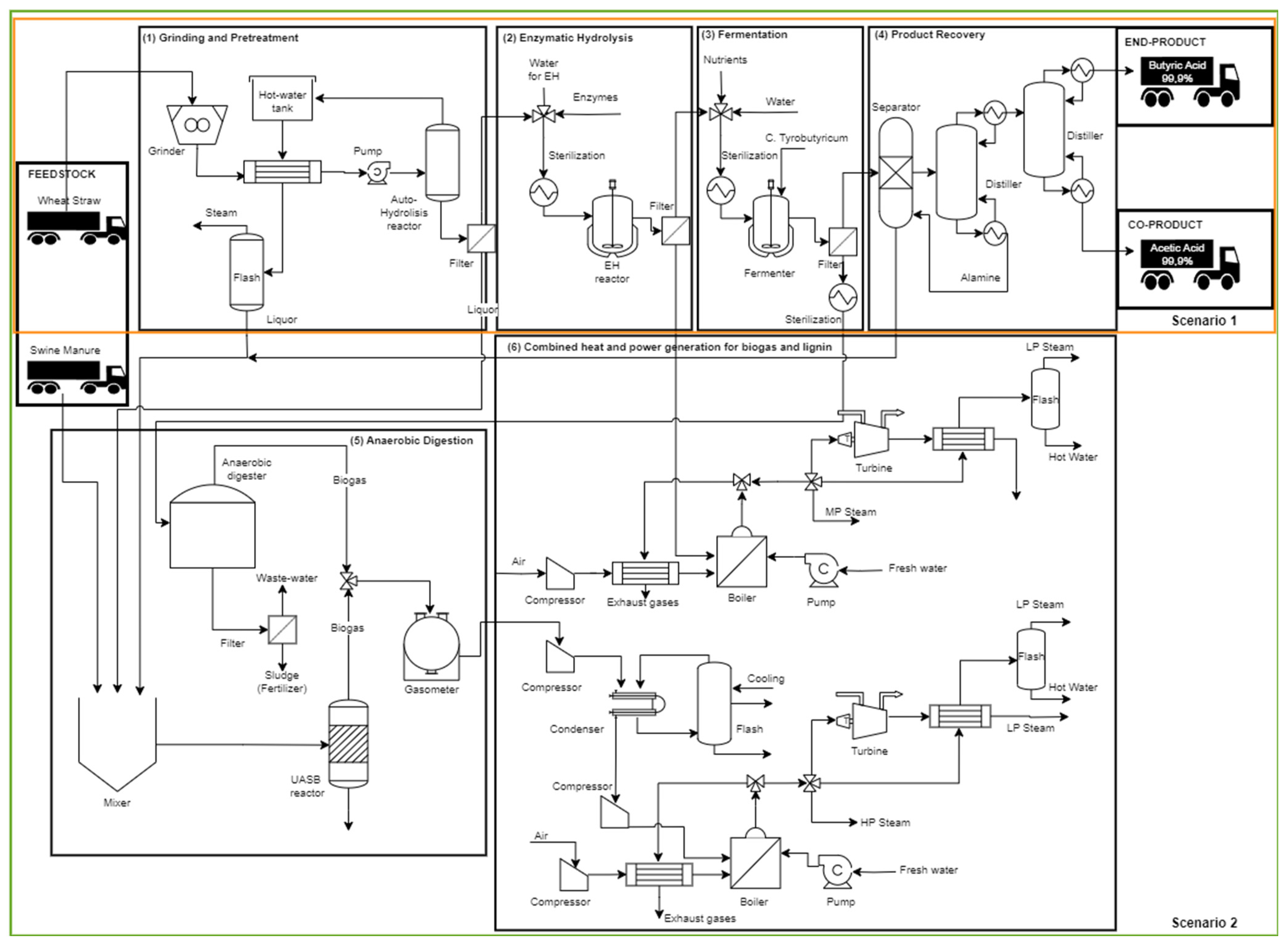
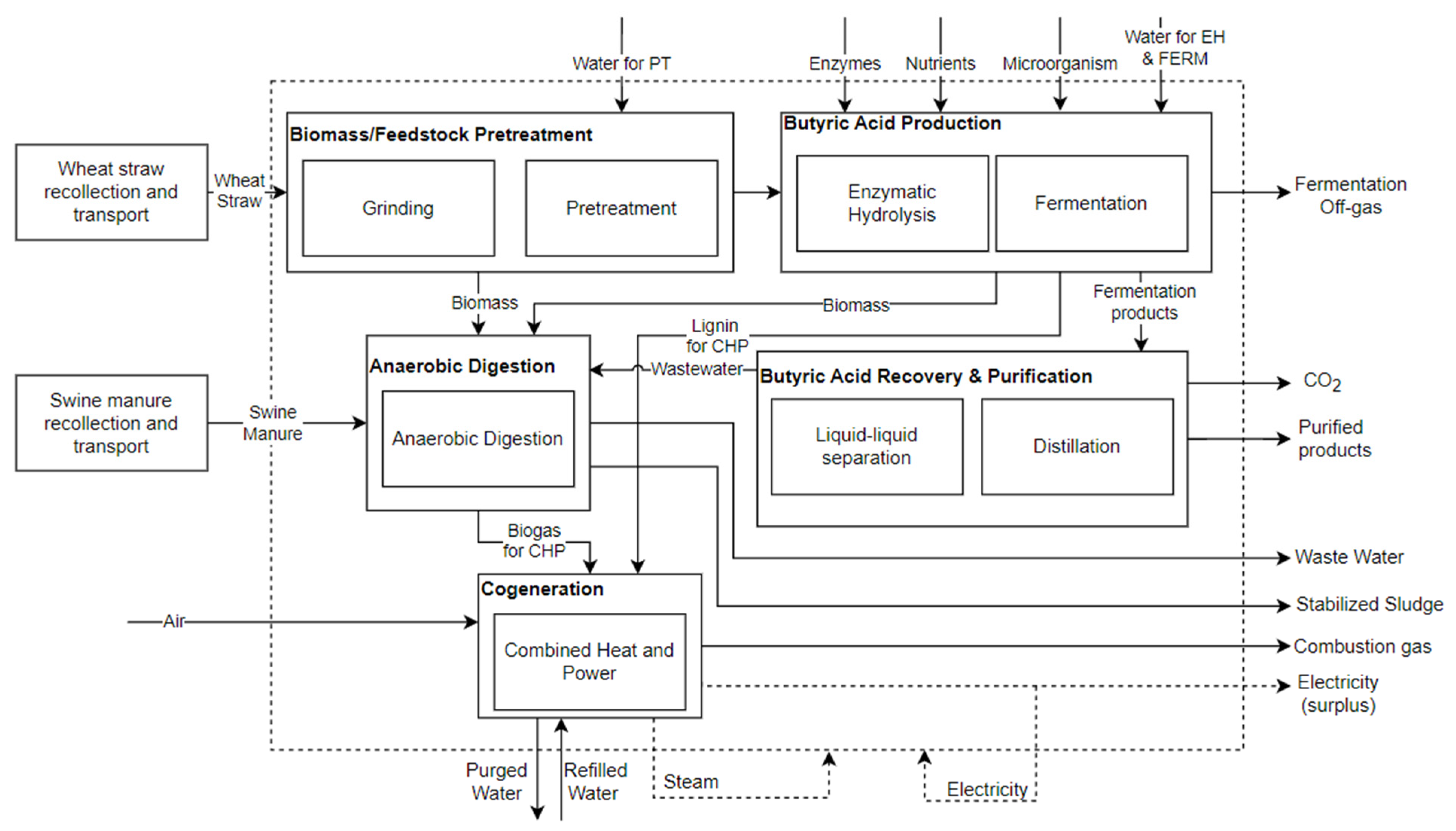
2.2. Process Overview and Design
2.2.1. Grinding and Pre-Treatment
2.2.2. Enzymatic Hydrolysis (EH)
2.2.3. Fermentation
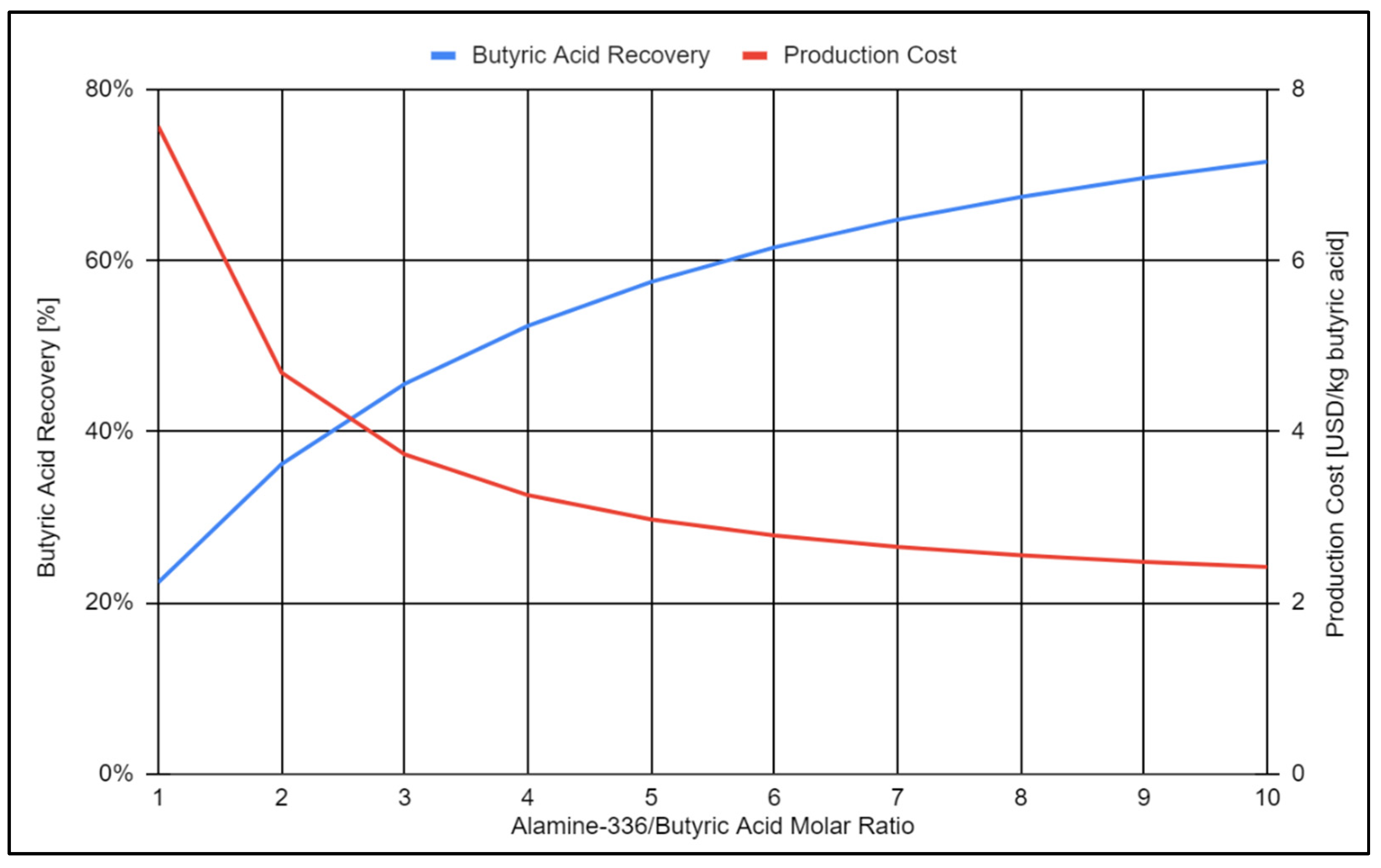
2.2.4. Product Recovery
2.2.5. Wastewater Treatment and Anaerobic Digestion
2.2.6. Combined Heat and Power Generation for Biogas and Lignin
2.3. Process Simulation
2.4. Life-Cycle Assessment (LCA)
3. Results and Discussion
3.1. Process Simulation
3.2. Economic Assessment
3.2.1. Operating Expenditures (OPEX)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input/Product Name | Flows 1 | Price | Price Ref. | ||
|---|---|---|---|---|---|
| Scenario 1 | Scenario 2 | ||||
| Expenses on Raw Material, Supplies, and Utilities | Water | 44.591 ton/h | 62.240 ton/h | 0.73 USD/ton | [36] |
| Electricity | 47.024 kW | - | 29.60 USD/GJ | [37] | |
| Natural Gas 2 | 7.560 MW | - | 5.35 USD/GJ | [38] | |
| Alamine-336 | 1.286 kg/h | 1.286 kg/h | 8.49 USD/kg | [39] | |
| Swine Manure | - | 5.244 ton/h | 29.88 USD/ton | [40] | |
| Corn Liquor | 88.180 kg/h | 88.180 kg/h | 52.10 USD/ton | [2] | |
| CTec3 Enzyme | 12.130 kg/h | 12.130 kg/h | 10.14 USD/kg | [41] | |
| Wheat Straw | 4.167 ton/h | 4.167 ton/h | 35.00 USD/ton | [2] | |
| Product Revenues | Electricity | - | 107.754 kW | 29.60 USD/GJ | [37] |
| Butyric Acid | 0.299 ton/h | 0.299 ton/h | 2888.59 USD/ton | [42] | |
| Acetic Acid | 0.027 ton/h | 0.027 ton/h | 617.00 USD/ton | [8] | |
| Stabilized Sludge | - | 1.703 ton/h | 39.00 USD/ton | [43] | |
3.2.2. Capital Expenditures (CAPEX)
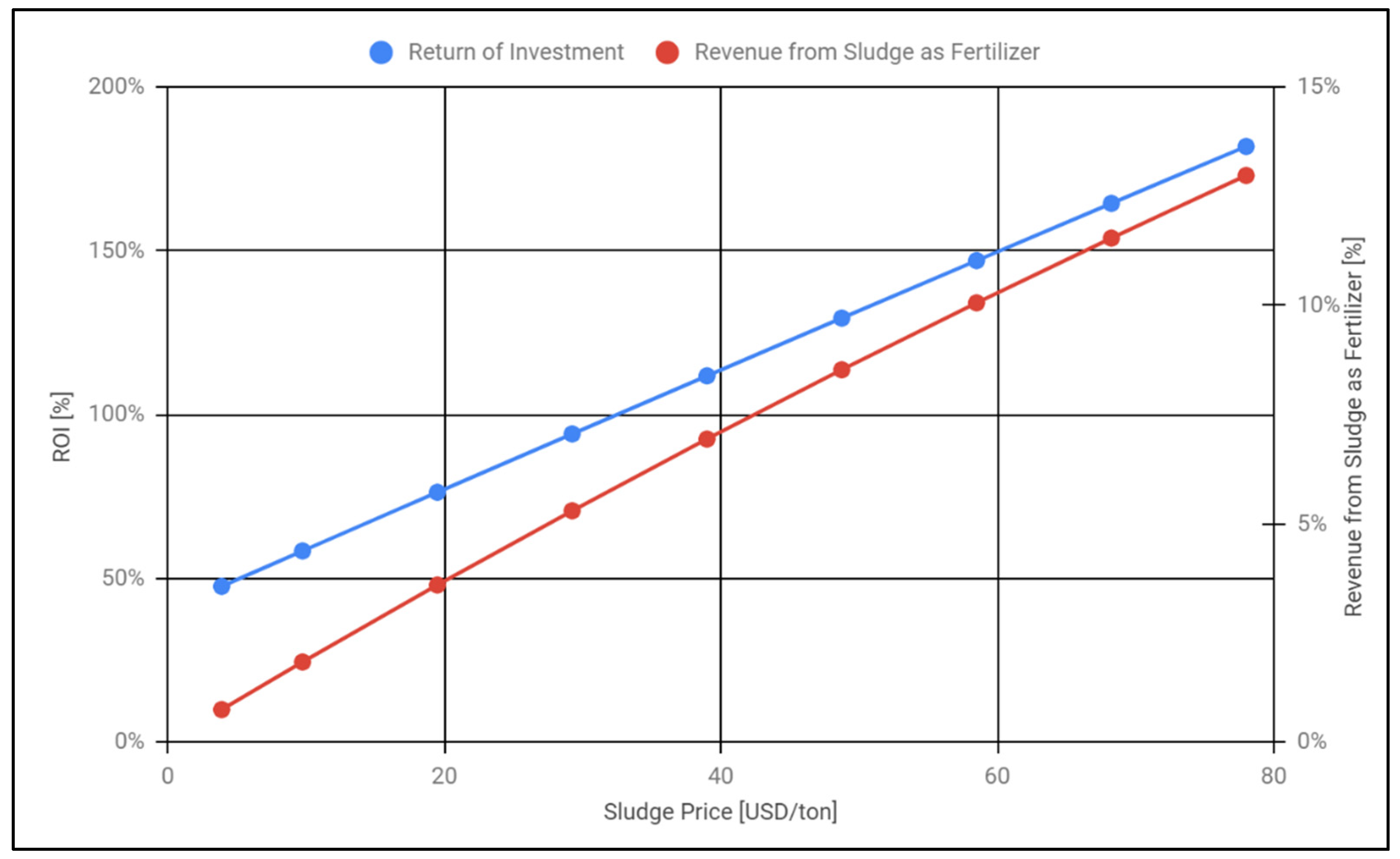
3.2.3. Total Costs and Economic Evaluation
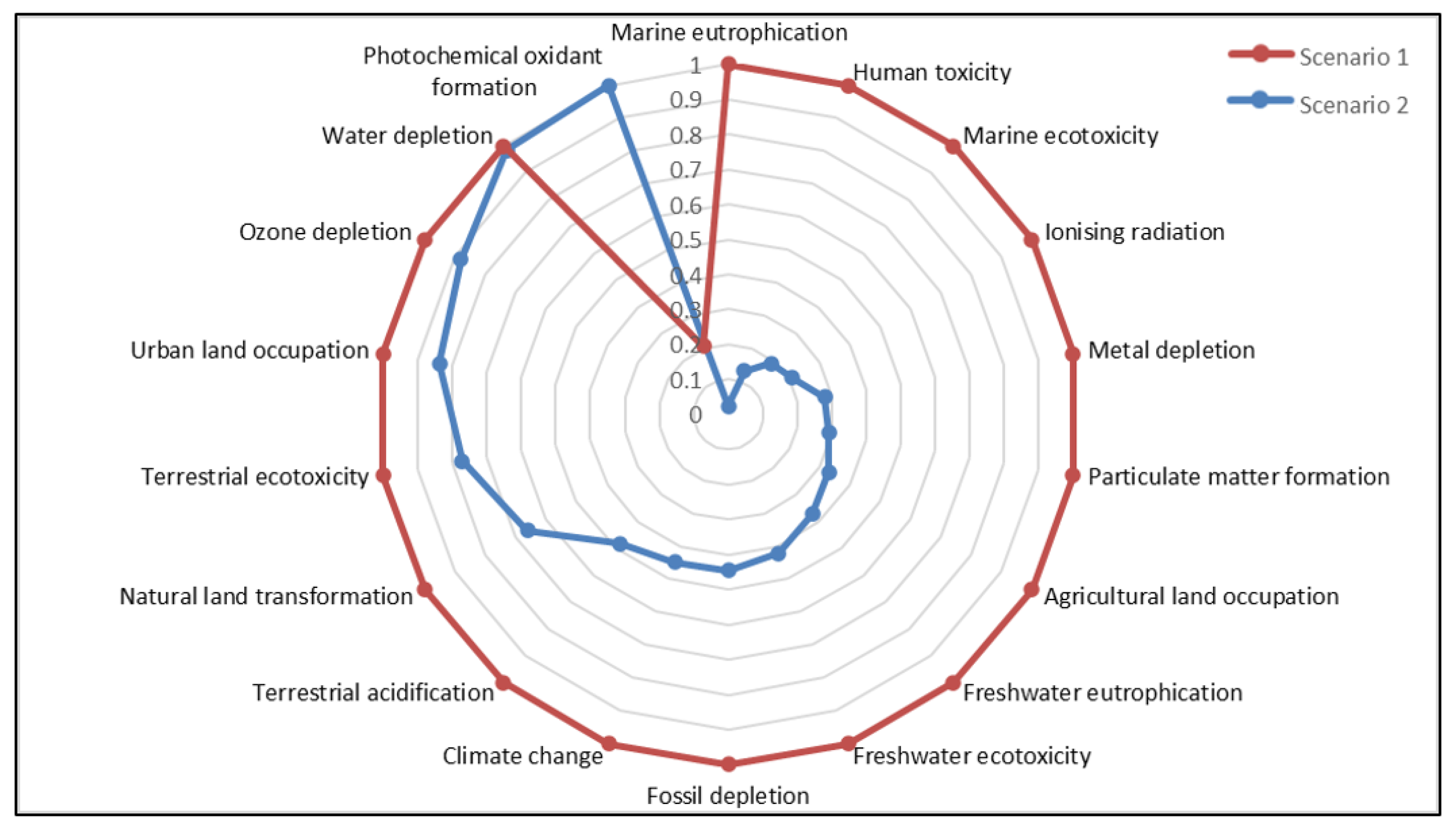
3.3. Life Cycle Impact Assessment (LCIA)
4. Conclusions and Future Works
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- De Visser, C.L.M.; van Ree, R. The Potential Role of Small-Scale Biorefineries to the Dutch Circular BioEconomy. In Small-Scale Biorefining; Wageningen University & Research: Wageningen, The Netherlands, 2016; pp. 1–9. [Google Scholar] [CrossRef]
- Lopes, T.F.; Carvalheiro, F.; Duarte, L.C.; Gírio, F.; Quintero, J.A.; Aroca, G. Techno-Economic and Life-Cycle Assessments of Small-Scale Biorefineries for Isobutene and Xylo-Oligosaccharides Production: A Comparative Study in Portugal and Chile. Biofuels Bioprod. Biorefining 2019, 13, 1321–1332. [Google Scholar] [CrossRef]
- Dwidar, M.; Park, J.Y.; Mitchell, R.J.; Sang, B.I. The Future of Butyric Acid in Industry. Sci. World J. 2012, 2012, 471417. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Yang, H.; Yang, F.; Ma, Y. Current Progress on Butyric Acid Production by Fermentation. Curr. Microbiol. 2009, 59, 656–663. [Google Scholar] [CrossRef]
- Baroi, G.N.; Baumann, I.; Westermann, P.; Gavala, H.N. Butyric Acid Fermentation from Pretreated and Hydrolysed Wheat Straw by an Adapted Clostridium Tyrobutyricum Strain. Microb. Biotechnol. 2015, 8, 874–882. [Google Scholar] [CrossRef]
- Heidor, R.; Ortega, J.F.; de Conti, A.; Ong, T.P.; Moreno, F.S. Anticarcinogenic Actions of Tributyrin, a Butyric Acid Prodrug. Curr. Drug Targets 2012, 13, 1720–1729. [Google Scholar] [CrossRef]
- Zigová, J.; Šturdík, E. Advances in Biotechnological Production of Butyric Acid. J. Ind. Microbiol. Biotechnol. 2000, 24, 153–160. [Google Scholar] [CrossRef]
- E4tech; Re-Cord; WUR. From the Sugar Platform to Biofuels and Biochemicals. In Final Report for the European Commission Directorate-General Energy; European Comission: London, UK, 2015; p. 183. [Google Scholar]
- Jha, A.K.; Li, J.; Yuan, Y.; Baral, N.; Ai, B. A Review on Bio-Butyric Acid Production and Its Optimization. Int. J. Agric. Biol. 2014, 16, 1019–1024. [Google Scholar]
- Sewsynker-Sukai, Y.; David, A.N.; Rorke, D.C.S.; Sanusi, I.A.; Aruwajoye, G.S.; Meyer, E.L.; Gueguim Kana, E.B. 13—Integrated Biorefineries: The Path Forward. In Advances in Lignocellulosic Biofuel Production Systems; Moodley, P., Ray, R.C., Gueguim Kana, E.B., Eds.; Applied Biotechnology Reviews; Woodhead Publishing: Sawston, UK, 2023; pp. 267–304. ISBN 978-0-323-91192-4. [Google Scholar]
- ODEPA. Boletín de Cereales. Available online: https://www.odepa.gob.cl/publicaciones/boletin-de-cereales-diciembre-de-2018 (accessed on 19 September 2023).
- Kamm, B.; Kamm, M.; Gruber, P.R.; Kromus, S. Biorefinery Systems—An Overview. In Biorefineries-Industrial Processes and Products; Wiley: Weinheim, Germany, 2005; pp. 1–40. [Google Scholar]
- Venegas, A.; Carrasco, J.; Aguirre, C. Manejo de Rastrojos Del Cultivo de Maiz. In Rastrojos del cultivo del Maíz: Elementos a Considerar Para su Manejo; Instituto de Investigaciones Agropecuarias: Rengo, Chile, 2018; Volume Boletin Inia N° 385, pp. 1–66. [Google Scholar]
- EPA. Compilation of Air Pollutant Emission Factors. Volume I, Chapter 2: Solid Waste Disposal, Open Burning; Environmental Protection Agency: Washington, DC, USA, 1995.
- Montero, G.; Coronado, M.A.; García, C.; Campbell, H.E.; Montes, D.G.; Torres, R.; Pérez, L.; León, J.A.; Ayala, J.R. Wheat Straw Open Burning: Emissions and Impact on Climate Change. In Global Wheat Production; InTechOpen: Rijeka, Croatia, 2018. [Google Scholar]
- Fuentealba, C.; Berg, A.; Salazar, J. Valorización de La Paja de Trigo Para La Obtención de Componentes Químicos de Uso Industrial. In Fondef Project D08i1100; Universidad de Concepción: Concepción, Chile, 2017. [Google Scholar]
- ODEPA. Existencias de Porcinos. Available online: https://www.odepa.gob.cl/estadisticas-del-sector/estadisticas-productivas (accessed on 19 September 2023).
- Varnero, M.T. Manual de Biogás; FAO: Santiago, Chile, 2011; ISBN 978-95-306892-0.
- Hetz, H.E.; de la Cerda, A.J.; López, R.M. Disponibilidad de Paja En Los Rastrojos de Trigo En Tres Provincias de Chile. Agric. Técnica 2006, 66, 393–401. [Google Scholar] [CrossRef]
- Anwar, Z.; Gulfraz, M.; Irshad, M. Agro-Industrial Lignocellulosic Biomass a Key to Unlock the Future Bio-Energy: A Brief Review. J. Radiat. Res. Appl. Sci. 2014, 7, 163–173. [Google Scholar] [CrossRef]
- Pardo, C.; Tudela, L. Evaluación Técnico-Económica de La Integración de Biogás a Partir de Purines En La Producción de Butanol e Isobutileno a Partir de Biomasa. Bachelor’s Thesis, Pontificia Universidad Católica de Valparaíso, Valparaíso, Chile, 2017. [Google Scholar]
- Ballesteros, I.; Negro, M.J.; Oliva, J.M.; Cabanas, A.; Manzanares, P.; Ballesteros, M. Ethanol Production From Steam-Explosion Pretreated Wheat Straw. Appl. Biochem. Biotechnol. 2006, 130, 496–508. [Google Scholar] [CrossRef]
- Cautin Castro, S.; Roberts Cruz, B. Evaluación Técnico Económica de Una Planta Productora de Butanol a Partir de Material Lignocelulósico y Su Conversión En Biocombustible de Aviación. Bachelor’s Thesis, Pontificia Universidad Católica de Valparaíso, Valparaíso, Chile, 2014. [Google Scholar]
- Humbird, D.; Davis, R.; Tao, L.; Kinchin, C.; Hsu, D.; Aden, A.; Schoen, P.; Lukas, J.; Olthof, B.; Worley, M.; et al. Process Design and Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol: Dilute-Acid Pretreatment and Enzymatic Hydrolysis of Corn Stover; National Renewable Energy Lab.: Golden, CO, USA, 2011.
- Baroi, G.N.; Skiadas, I.V.; Westermann, P.; Gavala, H.N. Continuous Fermentation of Wheat Straw Hydrolysate by Clostridium Tyrobutyricum with In-Situ Acids Removal. Waste Biomass Valorization 2015, 6, 317–326. [Google Scholar] [CrossRef]
- Fu, H.; Wang, X.; Sun, Y.; Yan, L.; Shen, J.; Wang, J.; Yang, S.T.; Xiu, Z. Effects of Salting-out and Salting-out Extraction on the Separation of Butyric Acid. Sep. Purif. Technol. 2017, 180, 44–50. [Google Scholar] [CrossRef]
- Kang, S.Y.; Park, C.H.; Cho, I.H.; Park, S.R.; Song, J.H.; Lee, S.H.; Sang, B.I.; Suh, Y.W.; Um, Y.S.; Lee, M. Method of Extracting Butyric Acid from a Fermented Liquid and Chemically Converting Butyric Acid into Biofuel. U.S. Patent Application US20110294176A1, 1 December 2011. [Google Scholar]
- Yang, S.T.; White, S.A.; Hsu, S.T. Extraction of Carboxylic Acids with Tertiary and Quaternary Amines: Effect of PH. Ind. Eng. Chem. Res. 1991, 30, 1335–1342. [Google Scholar] [CrossRef]
- Angelidaki, I.; Ellegaard, L.; Ahring, B.K. A Comprehensive Model of Anaerobic Bioconversion of Complex Substrates to Biogas. Biotechnol. Bioeng. 1999, 63, 363–372. [Google Scholar] [CrossRef]
- Wooley, R.J.; Putsche, V. Development of an ASPEN PLUS Physical Property Database for Biofuels Components; National Renewable Energy Lab.: Golden, CO, USA, 1996.
- Couper, J.R.; Penney, W.R.; Fair, J.R.; Walas, S.M. Chemical Process Equipment—Selection and Design, 3rd ed.; Elsevier: Oxford, UK, 2012; ISBN 978-0-12-396959-0. [Google Scholar]
- Peters, M.S.; Timmerhaus, K.D.; West, R.E. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw-Hill: Boston, MA, USA, 2002; ISBN 0-07-239266-5. [Google Scholar]
- Banco Central de Chile. Informe de Política Monetaria. Available online: https://www.bcentral.cl/contenido/-/detalle/banco-central-publico-informe-de-politica-monetaria-ipom-de-diciembre-de-2018-6 (accessed on 19 September 2023).
- Ozgun, H.; Cicekalan, B.; Akdag, Y.; Koyuncu, I.; Ozturk, I. Comparative Evaluation of Cost for Preliminary and Tertiary Municipal Wastewater Treatment Plants in Istanbul. Sci. Total Environ. 2021, 778, 146258. [Google Scholar] [CrossRef] [PubMed]
- Abbasi, N.; Ahmadi, M.; Naseri, M. Quality and Cost Analysis of a Wastewater Treatment Plant Using GPS-X and CapdetWorks Simulation Programs. J. Environ. Manag. 2021, 284, 111993. [Google Scholar] [CrossRef]
- Aguas Araucanía, S.A. Valores de Nuevas Tarifas Aguas Araucania Septiembre. 2022. Available online: https://www.aguasaraucania.cl/recursos-ara/Tarifas/G1-092022.pdf (accessed on 20 September 2023).
- FRONTEL, S.A. Tarifas de Suministro Eléctrico. Available online: https://www.gruposaesa.cl/distribuidoras/descargar-archivos/6281/ (accessed on 20 September 2023).
- Abastible, S.A. Precio Lista Gas Licuado. Available online: https://abastible.cl/wp-content/uploads/2023/04/Excel-Editable-Precios-de-Abastible.cl-27-de-Abril-2023-al-05-de-Mayo-2023-FORMATO-NUEVO.pdf (accessed on 19 September 2023).
- Kohler, A.; Seames, W.; Shaffer, C.; Bjerke, C.; Dahl, J. Techno-Economic Analysis of a Process for the Aqueous Conversion of Corn Stover into Lactic and Levulinic Acid through Sn-Beta Catalysis. Processes 2021, 9, 436. [Google Scholar] [CrossRef]
- Myers, G.M.; Andersen, D.S.; Martens, B.J.; Raman, D.R. Cost Assessment of Centralizing Swine Manure and Corn Stover Co-Digestion Systems. Energies 2023, 16, 4315. [Google Scholar] [CrossRef]
- Klein-Marcuschamer, D.; Oleskowicz-Popiel, P.; Simmons, B.A.; Blanch, H.W. The Challenge of Enzyme Cost in the Production of Lignocellulosic Biofuels. Biotechnol. Bioeng. 2012, 109, 1083–1087. [Google Scholar] [CrossRef]
- Markets and Markets Butyric Acid Market by Application, Type & by Geography. Available online: https://www.marketsandmarkets.com/Market-Reports/butyric-acid-market-76962011.html (accessed on 19 September 2023).
- Instituto Superior de Medio Ambiente. El Potencial Fertilizante y Económico de Los Lodos de Depuradora Para Los Cultivos Agrícolas. Available online: https://www.ismedioambiente.com/el-potencial-fertilizante-y-economico-de-los-lodos-de-depuradora-para-los-cultivos-agricolas/ (accessed on 19 September 2023).
- Baroi, G.N.; Gavala, H.N.; Westermann, P.; Skiadas, I.V. Fermentative Production of Butyric Acid from Wheat Straw: Economic Evaluation. Ind. Crops Prod. 2017, 104, 68–80. [Google Scholar] [CrossRef]
- Xiao, Z.; Cheng, C.; Bao, T.; Liu, L.; Wang, B.; Tao, W.; Pei, X.; Yang, S.T.; Wang, M. Production of Butyric Acid from Acid Hydrolysate of Corn Husk in Fermentation by Clostridium Tyrobutyricum: Kinetics and Process Economic Analysis. Biotechnol. Biofuels 2018, 11, 164. [Google Scholar] [CrossRef] [PubMed]
- Tribe, M.A.; Alpine, R.L.W. Scale Economies and the “0.6 Rule”. Eng. Costs Prod. Econ. 1986, 10, 271–278. [Google Scholar] [CrossRef]
- World Bank Group. Commodity Markets Outlook: Lower Prices, Little, April 2023; International Bank for Reconstruction and Development/World Bank: Washington, DC, USA, 2023. [Google Scholar]
- Ang, A.F.; Ashaari, Z.; Lee, S.H.; Md Tahir, P.; Halis, R. Lignin-Based Copolymer Adhesives for Composite Wood Panels—A Review. Int. J. Adhes. Adhes. 2019, 95, 102408. [Google Scholar] [CrossRef]
- Toniolo, S.; Tosato, R.C.; Gambaro, F.; Ren, J. Life Cycle Thinking Tools: Life Cycle Assessment, Life Cycle Costing and Social Life Cycle Assessment. In Life Cycle Sustainability Assessment for Decision-Making: Methodologies and Case Studies; Elsevier: Amsterdam, The Netherlands, 2019; pp. 39–56. ISBN 9780128183557. [Google Scholar]
- Câmara-Salim, I.; González-García, S.; Feijoo, G.; Moreira, M.T. Screening the Environmental Sustainability of Microbial Production of Butyric Acid Produced from Lignocellulosic Waste Streams. Ind. Crops Prod. 2021, 162, 113280. [Google Scholar] [CrossRef]
- Curran, M.A. Strengths and Limitations of Life Cycle Assessment. In Background and Future Prospects in Life Cycle Assessment; Springer Science & Business Media: Berlin, Germany, 2014; pp. 189–206. [Google Scholar]
- Balanay, R.; Halog, A. Tools for Circular Economy: Review and Some Potential Applications for the Philippine Textile Industry. In Circular Economy in Textiles and Apparel: Processing, Manufacturing, and Design; Elsevier: Amsterdam, The Netherlands, 2018; pp. 49–75. ISBN 9780081026304. [Google Scholar]





| Compounds | Cellulose | Hemicellulose | Lignin | Extractives | Ashes | Proteins |
|---|---|---|---|---|---|---|
| % w/w | 36.8 | 25.9 | 17.1 | 14.5 | 4.7 | 1.0 |
| Reaction Type | Stoichiometry | Fractional Conversion |
|---|---|---|
| Autohydrolysis [22] | Cellulose + H2O → Glucose | 0.11 |
| Cellulose → HMF + 2 H2O | 0.01 | |
| Xylan + H2O → Xylose | 0.88 | |
| Xylan → Furfural + 2 H2O | 0.11 | |
| Arabinan + H2O → Arabinose | 1.00 | |
| Galactan + H2O → Galactose | 1.00 | |
| Acetate → Acetic Acid | 1.00 | |
| Enzymatic Hydrolysis [23] | Cellulose + H2O → Glucose | 0.99 |
| Cellulose + 0.5 H2O → 0.5 Cellobiose | 0.01 | |
| Cellobiose + H2O → 2 Glucose | 1.00 | |
| Xylan + H2O → Xylose | 0.86 | |
| Fermentation [5] | 0.175 Glucose + 0.2 NH4+ → Biomass + 0.05 CO2 + 0.45 H2O | 0.15 |
| Glucose → Butyric Acid + 2 CO2 + 2 H2 | 0.7 | |
| Glucose → 3 Acetic Acid | 0.15 | |
| 0.21 Xylose + 0.2 NH4+ → Biomass + 0.05 CO2 + 0.45 H2O | 0.15 | |
| 3 Xylose → 2.5 Butyric Acid + 5 CO2 + 5 H2 | 0.7 | |
| 2 Xylose → 5 Acetic Acid | 0.15 |
| Area | Electric Balance (kW) | Heat Balance (MW) |
|---|---|---|
| (1) Grinding and Pretreatment | 44.8 | 3.93 |
| (2) Enzymatic Hydrolysis | 1.1 | 0.41 |
| (3) Fermentation | 0.9 | 1.91 |
| (4) Product Recovery | 0.2 | 1.33 |
| (5) Anaerobic Digestion | 14.2 | 0.42 |
| (6) Combined Heat and Power | −169.0 | −12.73 |
| Net Balance (Scenario 1) | 47.0 | 7.56 |
| Net Balance (Scenario 2) | −107.8 | −4.75 |
| Cost | Scenario 1 | Scenario 2 | Unit |
|---|---|---|---|
| Raw Materials and Utilities | 4.00 | 3.73 | USD million/year |
| Maintenance | 1.25 | 1.89 | USD million/year |
| Labor, Management, and Administrative | 0.55 | 0.74 | USD million/year |
| Capital depreciation 1 | 0.27 | 0.46 | USD million/year |
| Total | 6.08 | 6.83 | USD million/year |
| Butyric acid production cost (excluding co-products) | 2.65 | 2.97 | USD/kg |
| Item | Scenario 1 (USD Million) | Scenario 2 (USD Million) |
|---|---|---|
| Equipment Purchase Cost | 5.40 | 9.16 |
| Inside Battery Limits Plant Cost | 9.26 | 11.33 |
| Additional Direct Cost | 1.62 | 1.98 |
| Installed Equipment Cost | 10.31 | 16.06 |
| Total Direct Cost (TDC) | 11.93 | 18.04 |
| Total Indirect Cost (TIC) | 8.95 | 13.53 |
| Total Investment Cost (TIC + TDC) | 20.88 | 31.57 |
| Scenario 1 | Scenario 2 | Unit | |
|---|---|---|---|
| Total Capital Investment | 20.88 | 31.57 | USD million |
| Credit Annualized Value (60% external financing) | 0.99 | 1.49 | USD million/year |
| Operating Expenditures (OPEX) | 5.80 | 6.37 | USD million/year |
| Product Revenues | 6.76 | 7.35 | USD million/year |
| Payback Period | 8.61 | 10.60 | years |
| IRR (After Taxes) | 16.40 | 12.80 | % |
| Net Present Value (NPV) | 24.69 | 24.92 | USD million |
| Return of Investment (ROI) | 176 | 112 | % |
| Per kg of Butyric Acid Produced | Per kg of Wheat Straw Processed | ||||
|---|---|---|---|---|---|
| Impact Category | Unit | Scenario 1 | Scenario 2 | Scenario 1 | Scenario 2 |
| Human toxicity | kg 1.4-DB eq | 3.194 × 10−1 | 4.192 × 10−2 | 2.29 × 10−2 | 3.01 × 10−3 |
| Ionizing radiation | kBq U235 eq | 1.187 × 10−2 | 2.500 × 10−3 | 8.52 × 10−4 | 1.79 × 10−4 |
| Particulate matter formation | kg PM10 eq | 3.228 × 10−3 | 9.368 × 10−4 | 2.32 × 10−4 | 6.72 × 10−5 |
| Freshwater eutrophication | kg P eq | 3.777 × 10−4 | 1.405 × 10−4 | 2.71 × 10−5 | 1.01 × 10−5 |
| Fossil depletion | kg oil eq | 2.350 × 10−1 | 1.049 × 10−1 | 1.69 × 10−2 | 7.52 × 10−3 |
| Terrestrial acidification | kg SO2 eq | 7.638 × 10−3 | 3.679 × 10−3 | 5.48 × 10−4 | 2.64 × 10−4 |
| Terrestrial ecotoxicity | kg 1.4-DB eq | 9.151 × 10−5 | 7.069 × 10−5 | 6.56 × 10−6 | 5.07 × 10−6 |
| Ozone depletion | kg CFC-11 eq | 8.490 × 10−8 | 7.492 × 10−8 | 6.09 × 10−9 | 5.37 × 10−9 |
| Photochemical oxidant formation | kg NMVOC | 3.863 × 10−3 | 1.874 × 10−2 | 2.77 × 10−4 | 1.34 × 10−3 |
| Water depletion | m3 | 2.116 × 10−1 | 2.084 × 10−1 | 1.52 × 10−2 | 1.50 × 10−2 |
| Urban land occupation | m2a | 1.326 × 10−2 | 1.111 × 10−2 | 9.51 × 10−4 | 7.97 × 10−4 |
| Natural land transformation | m2 | 9.909 × 10−5 | 6.569 × 10−5 | 7.11 × 10−6 | 4.71 × 10−6 |
| Climate change | kg CO2 eq | 7.270 × 10−1 | 3.272 × 10−1 | 5.21 × 10−2 | 2.35 × 10−2 |
| Freshwater ecotoxicity | kg 1.4-DB eq | 9.260 × 10−3 | 3.899 × 10−3 | 6.64 × 10−4 | 2.80 × 10−4 |
| Agricultural land occupation | m2a | 3.978 × 10−3 | 1.317 × 10−3 | 2.85 × 10−4 | 9.45 × 10−5 |
| Metal depletion | kg Fe eq | 3.188 × 10−2 | 8.925 × 10−3 | 2.29 × 10−3 | 6.40 × 10−4 |
| Marine ecotoxicity | kg 1.4-DB eq | 8.702 × 10−3 | 1.648 × 10−3 | 6.24 × 10−4 | 1.18 × 10−4 |
| Marine eutrophication | kg N eq | 3.190 × 10−3 | 7.502 × 10−5 | 2.29 × 10−4 | 5.38 × 10−6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suazo, A.; Tapia, F.; Aroca, G.; Quintero, J. Techno-Economic and Life Cycle Assessment of a Small-Scale Integrated Biorefinery for Butyric-Acid Production in Chile. Fermentation 2024, 10, 1. https://doi.org/10.3390/fermentation10010001
Suazo A, Tapia F, Aroca G, Quintero J. Techno-Economic and Life Cycle Assessment of a Small-Scale Integrated Biorefinery for Butyric-Acid Production in Chile. Fermentation. 2024; 10(1):1. https://doi.org/10.3390/fermentation10010001
Chicago/Turabian StyleSuazo, Andrés, Fidel Tapia, Germán Aroca, and Julián Quintero. 2024. "Techno-Economic and Life Cycle Assessment of a Small-Scale Integrated Biorefinery for Butyric-Acid Production in Chile" Fermentation 10, no. 1: 1. https://doi.org/10.3390/fermentation10010001