Oil-Based Fungal Pigment from Scytalidium cuboideum as a Textile Dye

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fungal Growth and Pigment Extraction
2.2. Fabrics Tested
2.3. Mechanical Testing
2.3.1. Tear Strength Test
2.3.2. Tensile Strength Test
2.4. Analysis of Colorfastness
2.4.1. Color Variation Across Fabrics
2.4.2. Laundry Test
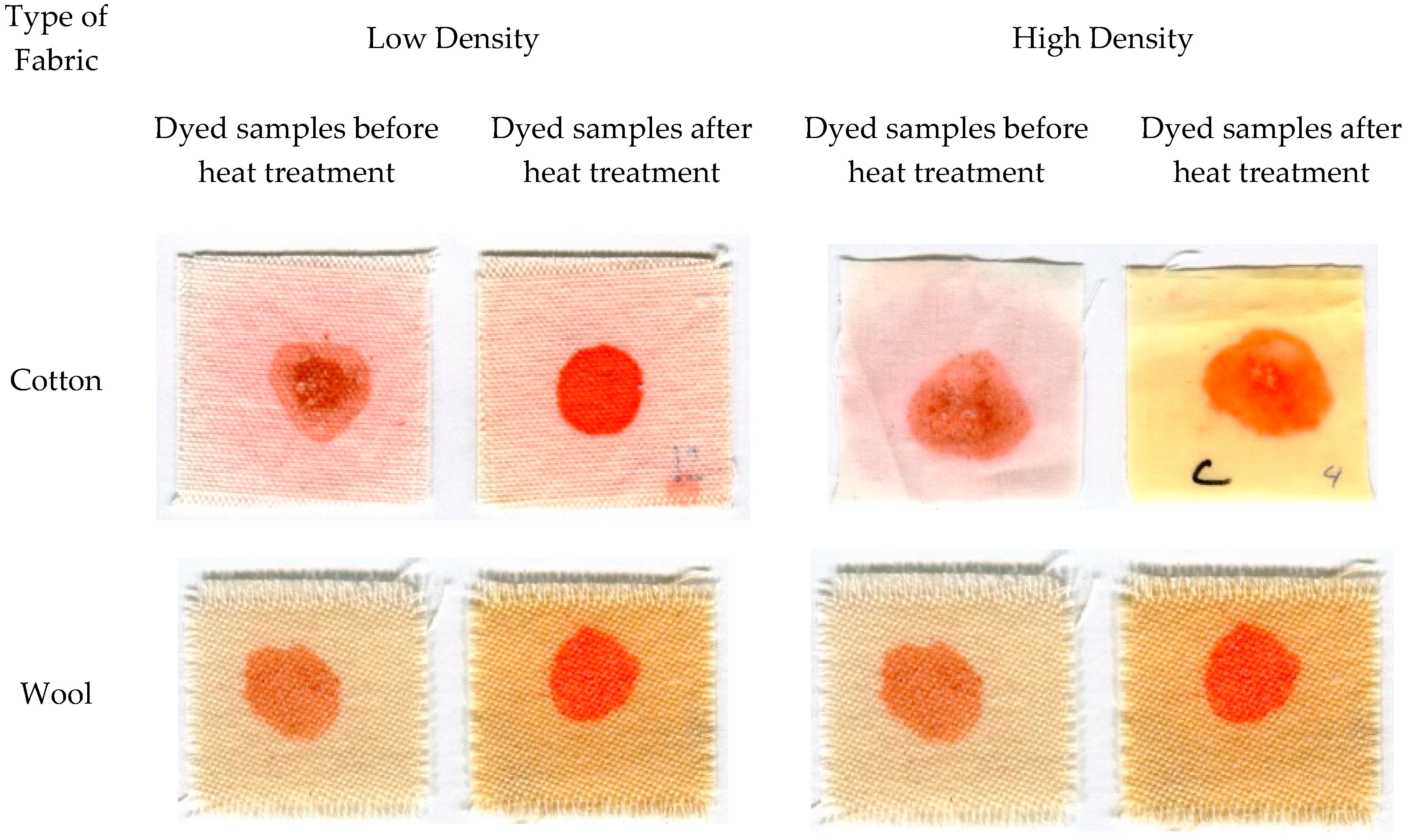
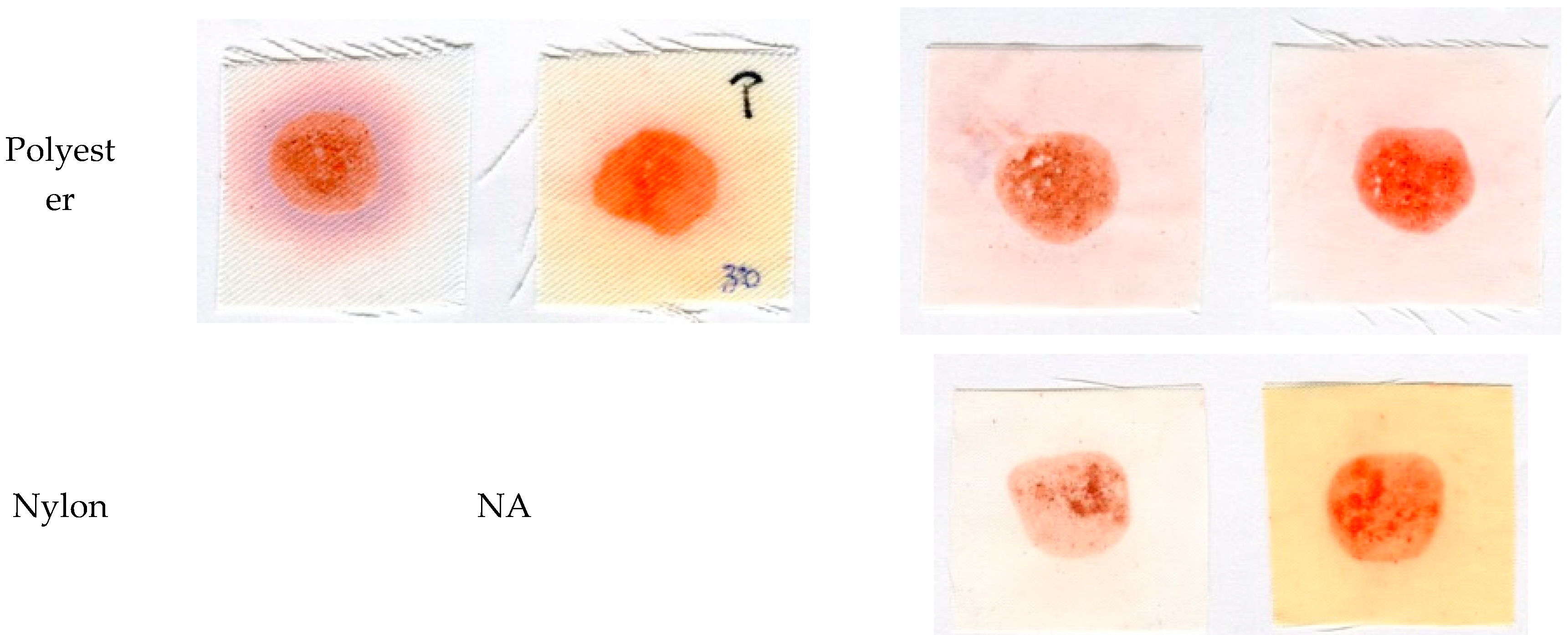
2.4.3. Heat Testing
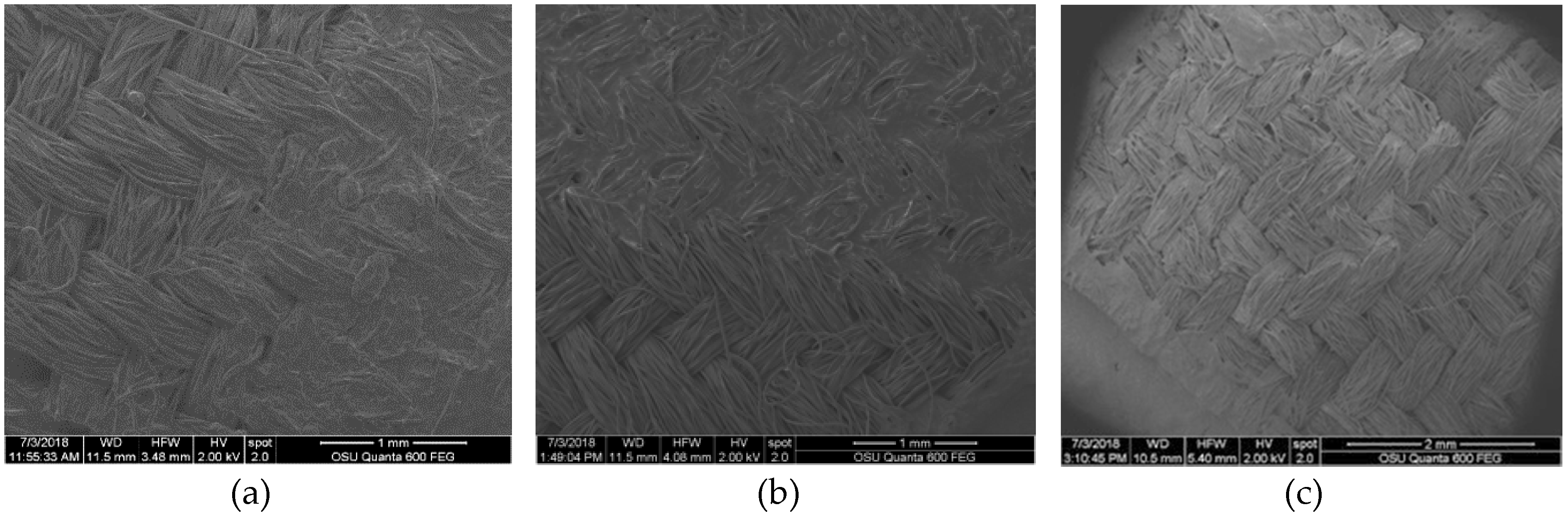
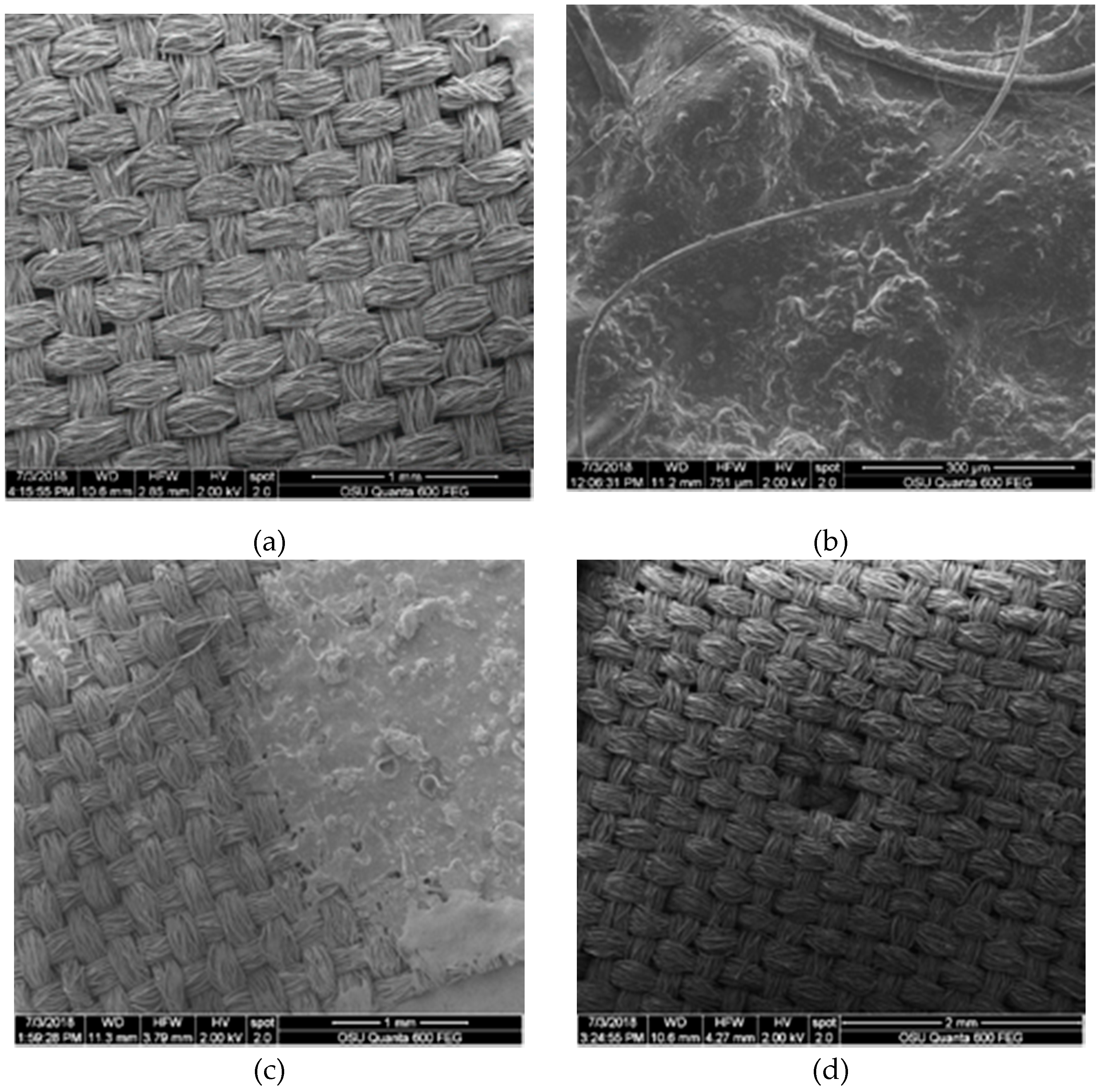
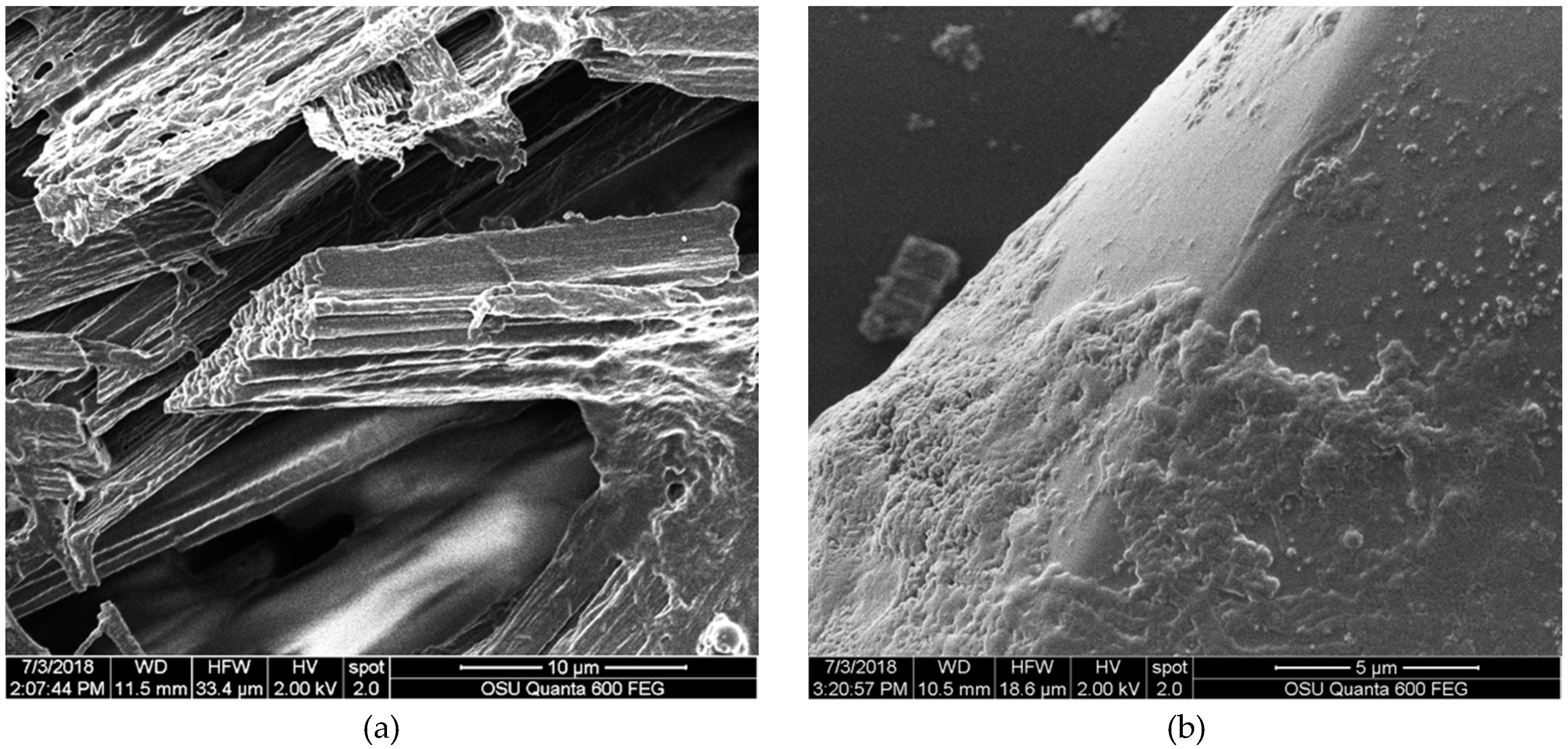
2.4.4. Qualitative Analysis: SEM
3. Results
3.1. Influence of Fabric Type on Coloration of Samples
3.2. Mechanical Testing
3.2.1. Tensile Strength
3.2.2. Tear Strength
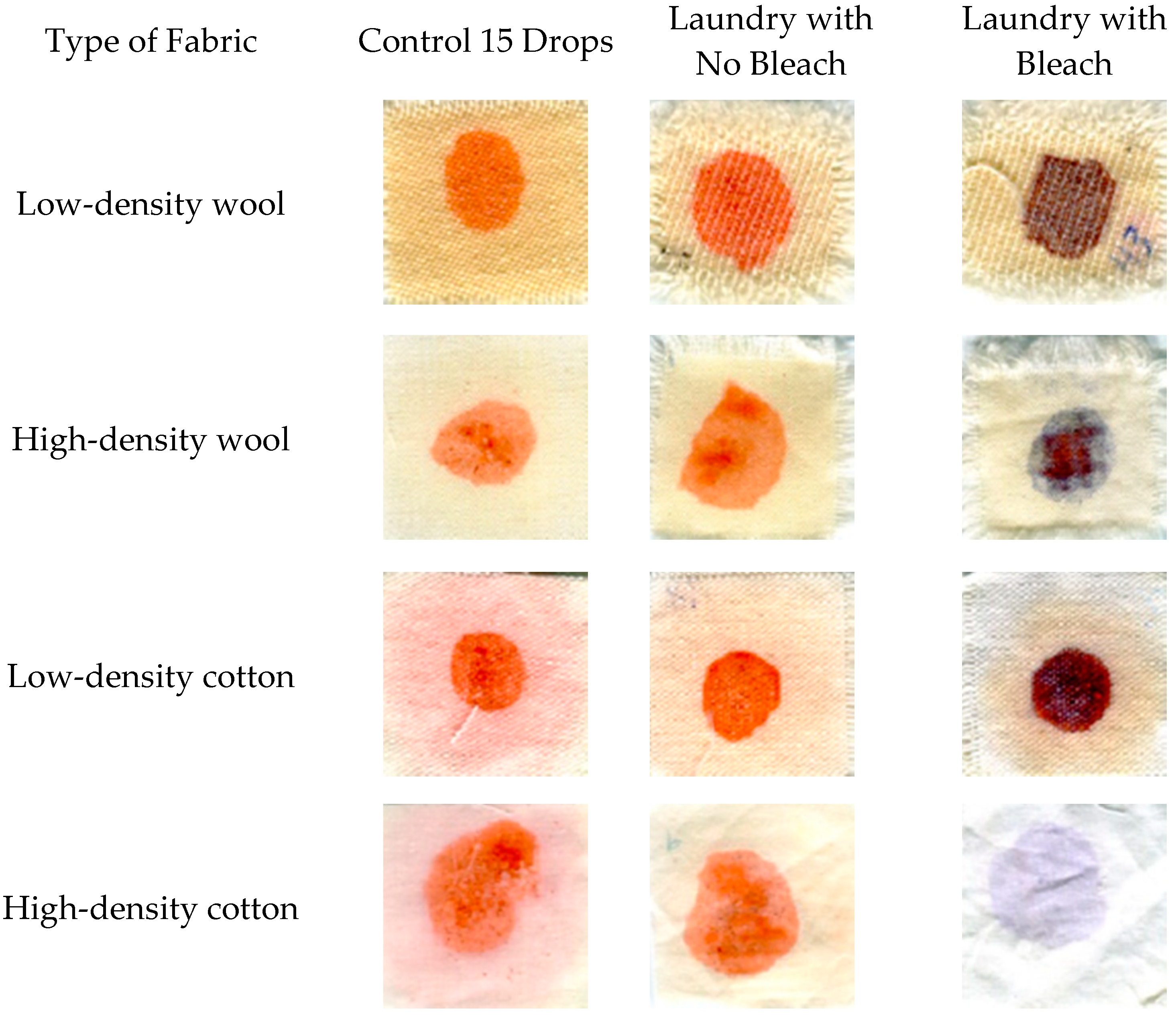
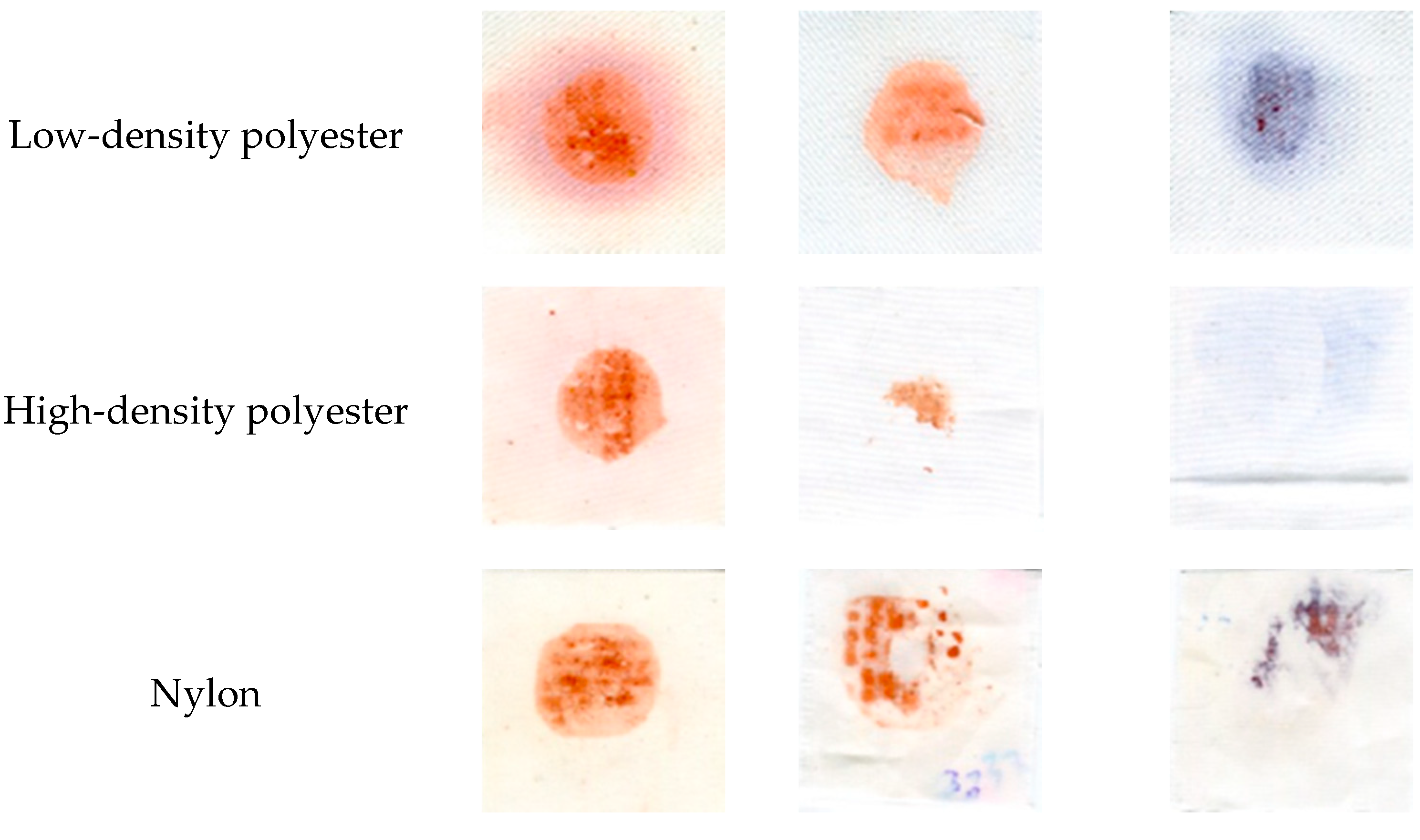
3.3. Laundry and Heat Testing
3.4. Heat Testing
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Räisänen, R.; Nousiainen, P.; Hynninen, P.H. Emodin and dermocybin natural anthraquinones as high-temperature disperse dyes for polyester and polyamide. Text. Res. J. 2001, 71, 922–927. [Google Scholar] [CrossRef]
- Wouters, J.; Rosario-Chirinos, N. Dye analysis of pre-Columbian Peruvian textiles with high-performance liquid chromatography and diode-array detection. J. Am. Inst. Conserv. 1992, 31, 237–255. [Google Scholar] [CrossRef]
- Kumar, J.K.; Sinha, A.K. Resurgence of natural colourants: A holistic view. Nat. Prod. Res. 2004, 18, 59–84. [Google Scholar] [CrossRef]
- De Melo, J.; Rondão, R.; Burrows, H.D.; Melo, M.J.; Navaratnam, S.; Edge, R.; Voss, G. Spectral and photophysical studies of substituted indigo derivatives in their keto forms. ChemPhysChem 2006, 7, 2303–2311. [Google Scholar] [CrossRef] [Green Version]
- Bechtold, T.; Mussak, R. Handbook of Natural Colorants; Wiley: Chichester, UK, 2009. [Google Scholar]
- Brigden, K.; Santillo, D.; Johnston, P. Nonylphenol Ethoxylates (NPEs) in Textile Products, and Their Release through Laundering; Greenpeace Research Laboratories Technical Report: Exeter, UK, January 2012. [Google Scholar]
- Luongo, G.; Thorsén, G.; Östman, C. Quinolines in clothing textiles—a source of human exposure and wastewater pollution? Anal. Bioanal. Chem. 2014, 406, 2747–2756. [Google Scholar] [CrossRef]
- Taylor, G. Ancient textile dyes. Chem. Br. 1990, 26, 1155–1158. [Google Scholar]
- Taylor, G. Natural dyes in textile applications. Rev. Prog. Color. Relat. Top. 1986, 16, 53–61. [Google Scholar] [CrossRef]
- Glover, B. Are natural colorants good for your health? Are synthetic ones better? Text. Chem. Color. 1995, 27. [Google Scholar]
- Woolf, J.A. Methods for Improving the Adhesion and/or Colorfastness of ink jet inks with Respect to Substrates Applied Thereto, and Compositions Useful Therefor. U.S. Patent 5,897,694, 27 April 1999. [Google Scholar]
- Bhatti, I.A.; Adeel, S.; Jamal, M.A.; Safdar, M.; Abbas, M. Influence of gamma radiation on the colour strength and fastness properties of fabric using turmeric (Curcuma longa L.) as natural dye. Radiat. Phys. Chem. 2010, 79, 622–625. [Google Scholar] [CrossRef]
- Batool, F.; Adeel, S.; Azeem, M.; Khan, A.A.; Bhatti, I.A.; Ghaffar, A.; Iqbal, N. Gamma radiations induced improvement in dyeing properties and colorfastness of cotton fabrics dyed with chicken gizzard leaves extracts. Radiat. Phys. Chem. 2013, 89, 33–37. [Google Scholar] [CrossRef]
- Carr, C. Chemistry of the Textiles Industry; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1995. [Google Scholar]
- Yang, Y.; Huda, S. Comparison of disperse dye exhaustion, color yield, and colorfastness between polylactide and poly (ethylene terephthalate). J. Appl. Polym. Sci. 2003, 90, 3285–3290. [Google Scholar] [CrossRef]
- Kadolph. Textiles, 11 ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2010; p. 581. [Google Scholar]
- Weber, G.; Chen, H.-L.; Hinsch, E.; Freitas, S.; Robinson, S. Pigments extracted from the wood-staining fungi Chlorociboria aeruginosa, Scytalidium cuboideum, and S. ganodermophthorum show potential for use as textile dyes. Color. Technol. 2014, 130, 445–452. [Google Scholar] [CrossRef]
- Hinsch, E.M.; Weber, G.; Chen, H.-L.; Robinson, S.C. Colorfastness of Extracted Wood-staining Fungal Pigments on Fabrics: A new potential for textile dyes. J. Text. Appar. Technol. Manag. 2015, 9, 1–11. [Google Scholar]
- Hinsch, E.M. A Comparative Analysis of Extracted Fungal Pigments and Commercially Available Dyes for Colorizing Textiles. Master’s Thesis, Oregon State University, Corvallis, OR, USA, 2015. [Google Scholar]
- Sherratt, P.J.; Williams, S.; Foster, J.; Kernohan, N.; Green, T.; Hayes, J.D. Direct comparison of the nature of mouse and human GST T1-1 and the implications on dichloromethane carcinogenicity. Toxicol. Appl. Pharmacol. 2002, 179, 89–97. [Google Scholar] [CrossRef] [PubMed]
- Slater, K. Environmental Impact of Textiles: Production, Processes and Protection; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2003; Volume 27. [Google Scholar]
- Benbrahim-Tallaa, L.; Lauby-Secretan, B.; Loomis, D.; Guyton, K.Z.; Grosse, Y.; El Ghissassi, F.; Bouvard, V.; Guha, N.; Mattock, H.; Straif, K. Carcinogenicity of perfluorooctanoic acid, tetrafluoroethylene, dichloromethane, 1, 2-dichloropropane, and 1, 3-propane sultone. Lancet Oncol. 2014, 15, 924–925. [Google Scholar] [CrossRef]
- Robinson, S.C.; Hinsch, E.; Weber, G.; Freitas, S. Method of extraction and resolubilisation of pigments from Chlorociboria aeruginosa and Scytalidium cuboideum, two prolific spalting fungi. Color. Technol. 2014, 130, 221–225. [Google Scholar] [CrossRef]
- Robinson, S.C.; Vega Gutierrez, S.; Garcia, R.A.C.; Iroume, N.; Vorland, N.R.; McClelland, A.; Huber, M.; Stanton, S. Potential for carrying dyes derived from spalting fungi in natural oils. J. Coat. Technol. Res. 2017, 14, 1107–1113. [Google Scholar] [CrossRef]
- Palomino Agurto, E.M.; Vega Gutierrez, M.S.; Chen, H.-L.; Robinson, C.S. Wood-Rotting Fungal Pigments as Colorant Coatings on Oil-Based Textile Dyes. Coatings 2017, 7, 152. [Google Scholar] [CrossRef] [Green Version]
- Hussain, T.; Ali, R. Comparison of properties of cotton fabric dyed with pigment and reactive dye. J. Text. Inst. 2009, 100, 95–98. [Google Scholar] [CrossRef]
- Punrattanasin, N.; Nakpathom, M.; Somboon, B.; Narumol, N.; Rungruangkitkrai, N.; Mongkholrattanasit, R. Silk fabric dyeing with natural dye from mangrove bark (Rhizophora apiculata Blume) extract. Ind. Crops Prod. 2013, 49, 122–129. [Google Scholar] [CrossRef]
- Rajendran, R.; Selvi, B.T. Natural Dyeing of Cotton Fabrics with Pigment Extracted from Roseomonas Fauriae. Univers. J. Environ. Res. Technol. 2014, 4, 54–59. [Google Scholar]
- Hinsch, E.; Robinson, S. Comparing Colorfastness to Light of Wood-Staining Fungal Pigments and Commercial Dyes: An Alternative Light Test Method for Color Fastness. Coatings 2018, 8, 189. [Google Scholar] [CrossRef] [Green Version]
- Hernández, V.A.; Machuca, Á.; Saavedra, I.; Chavez, D.; Astuya, A.; Barriga, C. Talaromyces australis and Penicillium murcianum pigment production in optimized liquid cultures and evaluation of their cytotoxicity in textile applications. World J. Microbiol. Biotechnol. 2019, 35, 160. [Google Scholar] [CrossRef] [PubMed]
- Bajpai, D. Laundry detergents: An overview. J. Oleo Sci. 2007, 56, 327–340. [Google Scholar] [CrossRef] [PubMed] [Green Version]
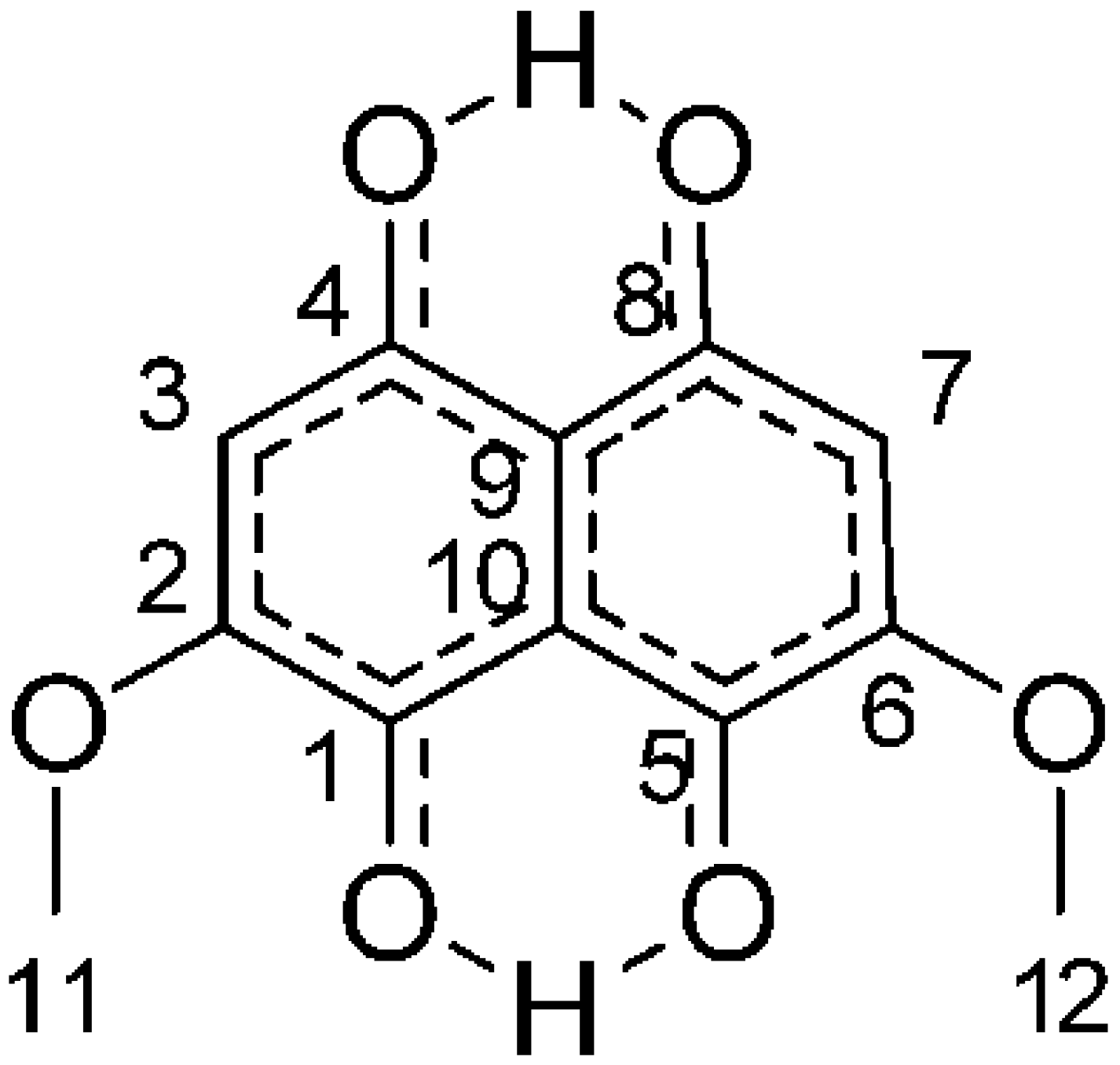
- Golinski, P.; Krick, T.P.; Blanchette, R.A.; Mirocha, C.J. Chemical characterization of a red pigment (5, 8-dihydroxy-2, 7-dimethoxy-1, 4-naphthalenedione) produced by Arthrographis cuboidea in pink stained wood. Holzforsch.-Int. J. Biol. Chem. Phys. Technol. Wood 1995, 49, 407–410. [Google Scholar]
- Tudor, D.; Robinson, S.C.; Cooper, P.A. The influence of pH on pigment formation by lignicolous fungi. Int. Biodeterior. Biodegrad. 2013, 80, 22–28. [Google Scholar] [CrossRef]
- Dlugogorski, B.Z.; Kennedy, E.M.; Mackie, J.C. Low temperature oxidation of linseed oil: A review. Fire Sci. Rev. 2012, 1, 3. [Google Scholar] [CrossRef] [Green Version]
- Mills, J.; White, R. The Organic Chemistry of Museum Objects; Oddy, A., Ed.; Butterworth-Heinmann Ltd.: Oxford, UK, 1994. [Google Scholar]
- Shashoua, Y.; Skals, I. Development of a conservation strategy for a collection of waterproofed military uniforms. Conservator 2004, 28, 57–65. [Google Scholar] [CrossRef]
- Gast, L.; Schneider, W.J.; Cowan, J. Polyester amides from linseed oil for protective coatings. J. Am. Oil Chem. Soc. 1966, 43, 418–421. [Google Scholar] [CrossRef]
- Gast, L.; Schneider, W.J.; Cowan, J. Polyesteramides from linseed oil for protective coatings low acid-value polymers. J. Am. Oil Chem. Soc. 1968, 45, 534–536. [Google Scholar] [CrossRef]
- Rattee, I. Bonds between dyes and fibres. Sci. Prog. (1933-) 1964, 52, 581–592. [Google Scholar]
- Casselman, K.D. Lichen Dyes: The New Source Book; Courier Corporation: North Chelmsford, MA, USA, 2001. [Google Scholar]
- Lewis, D.M.; Vo, L.T. Dyeing cotton with reactive dyes under neutral conditions. Color. Technol. 2007, 123, 306–311. [Google Scholar] [CrossRef]
- Samanta, A.K.; Agarwal, P. Application of Natural Dyes on Textiles; Scientific Research Publishing: Wuhan, China, 2009. [Google Scholar]
- Vega Gutierrez, M.S.; He, Y.; Cao, Y.; Stone, D.; Walsh, Z.; Malhotra, R.; Chen, H.-L.; Chang, C.-H.; Robinson, C.S. Feasibility and Surface Evaluation of the Pigment from Scytalidium cuboideum for Inkjet Printing on Textiles. Coatings 2019, 9, 266. [Google Scholar] [CrossRef] [Green Version]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palomino Agurto, M.E.; Vega Gutierrez, S.M.; Van Court, R.C.; Chen, H.-L.; Robinson, S.C. Oil-Based Fungal Pigment from Scytalidium cuboideum as a Textile Dye. J. Fungi 2020, 6, 53. https://doi.org/10.3390/jof6020053
Palomino Agurto ME, Vega Gutierrez SM, Van Court RC, Chen H-L, Robinson SC. Oil-Based Fungal Pigment from Scytalidium cuboideum as a Textile Dye. Journal of Fungi. 2020; 6(2):53. https://doi.org/10.3390/jof6020053
Chicago/Turabian StylePalomino Agurto, Mardonio E., Sarath M. Vega Gutierrez, R. C. Van Court, Hsiou-Lien Chen, and Seri C. Robinson. 2020. "Oil-Based Fungal Pigment from Scytalidium cuboideum as a Textile Dye" Journal of Fungi 6, no. 2: 53. https://doi.org/10.3390/jof6020053