
An Industrial Control System for Cement Sulfates Content Using a Feedforward and Feedback Mechanism
Abstract
:1. Introduction
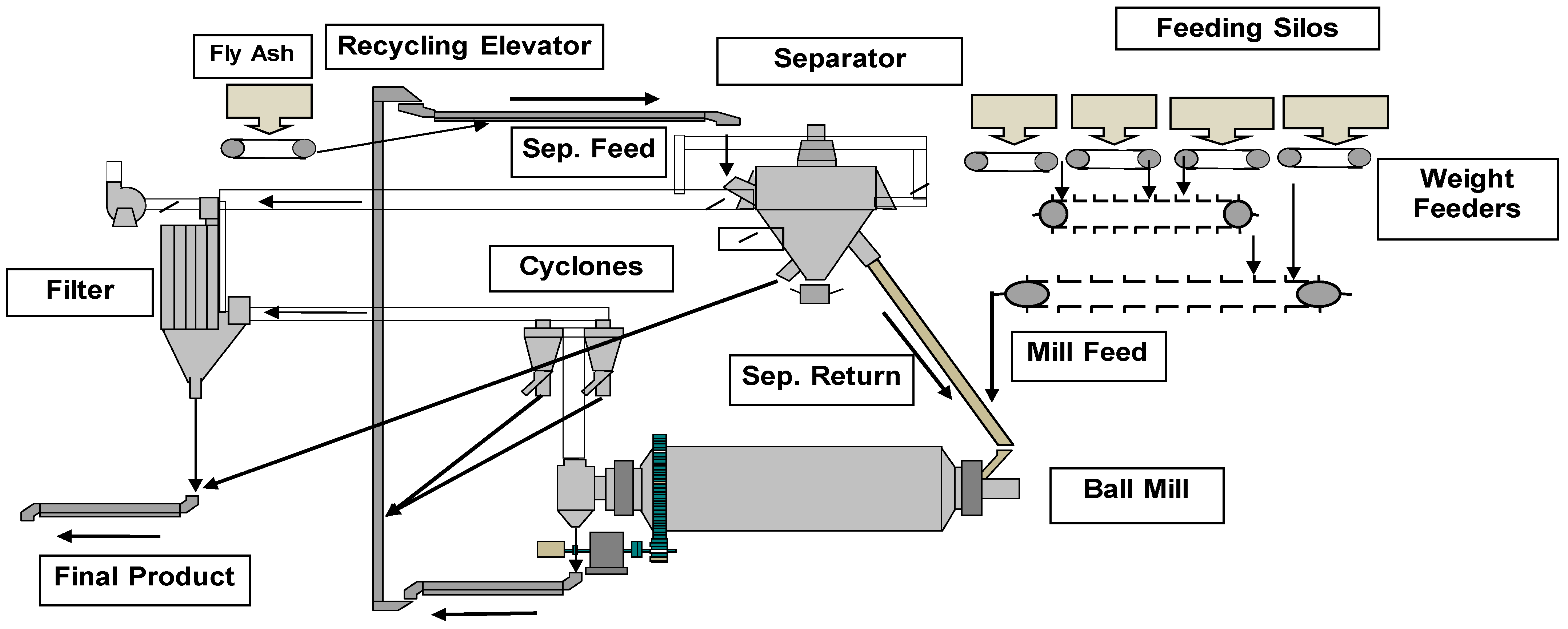
2. Process Description and Control Technique
2.1. Process Description and Materials Analysis
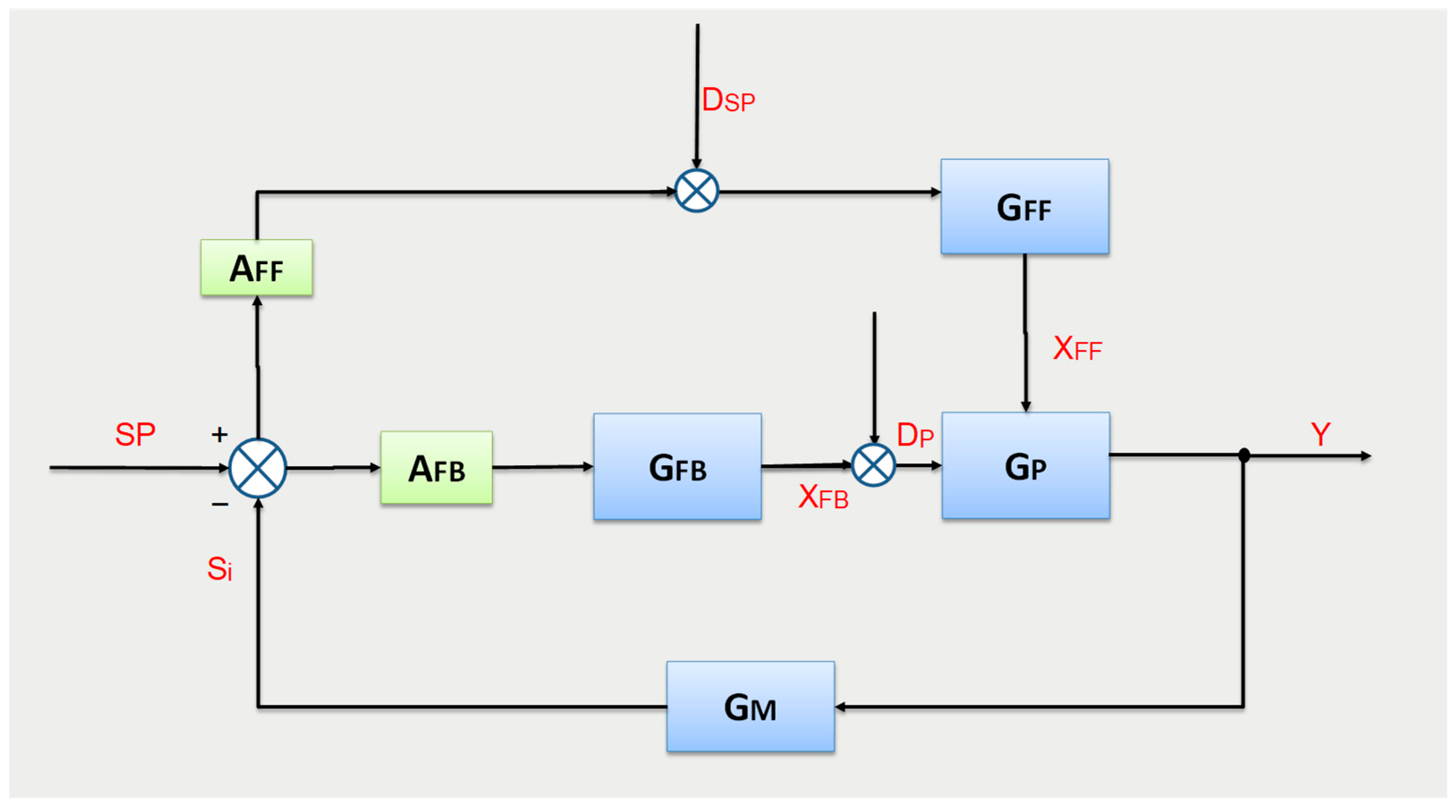
2.2. Controller Design
2.3. Digital Implementation
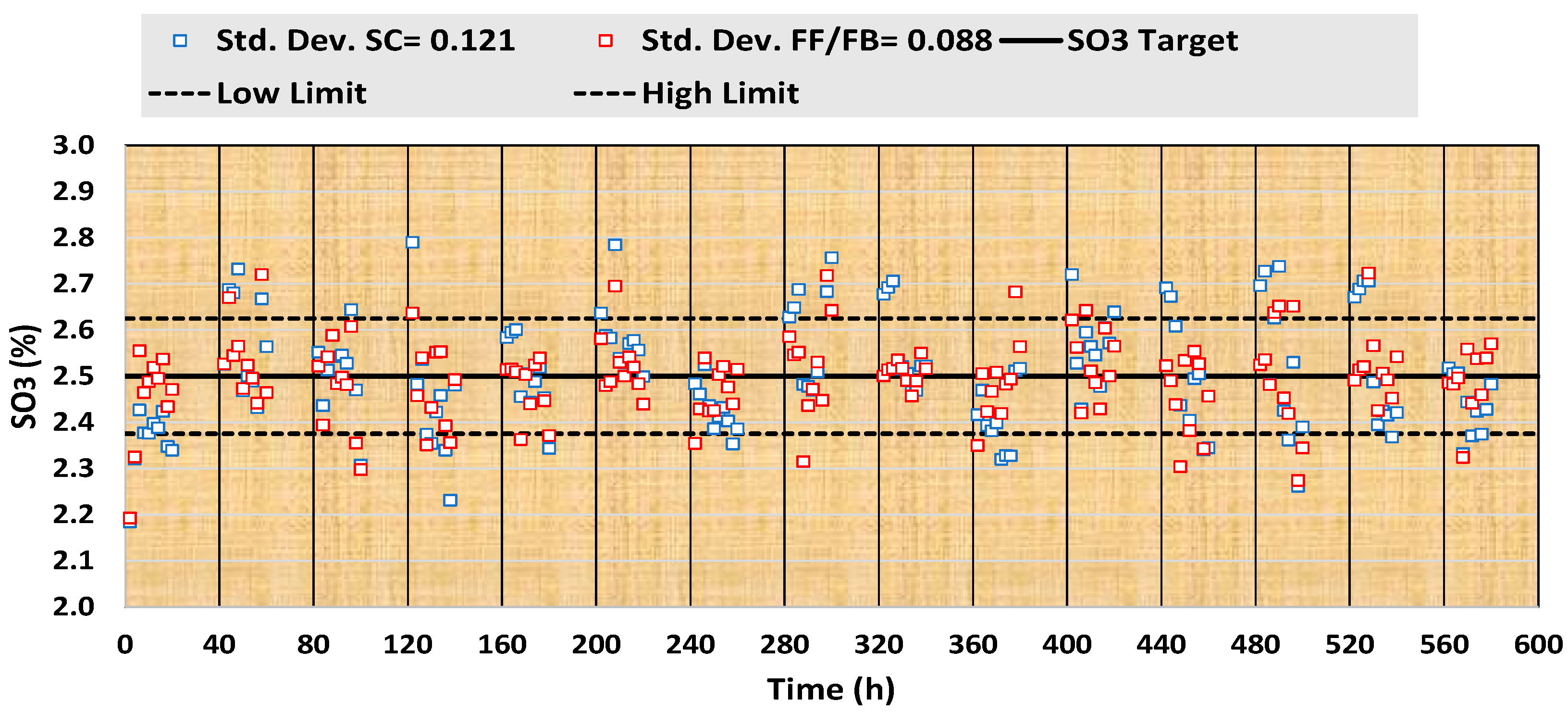
2.4. Comparisons Using a Process Simulator
3. Long-Term Results and Analysis
3.1. Shewhart Control Charts and Nonparametric Analysis
3.2. Assessing Controllers’ Quality by Combining Standard Uncertainties
4. Conclusions
- (1)
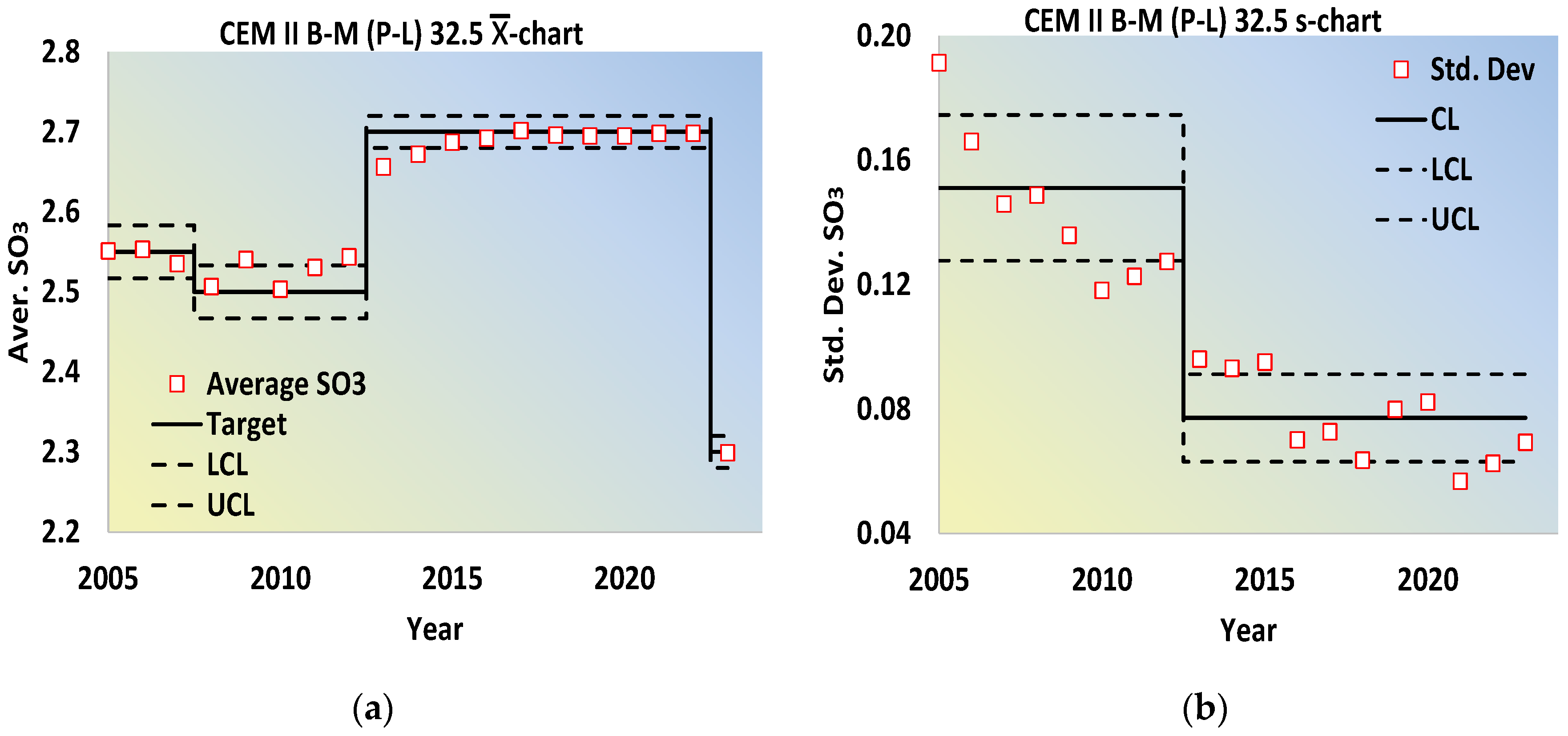
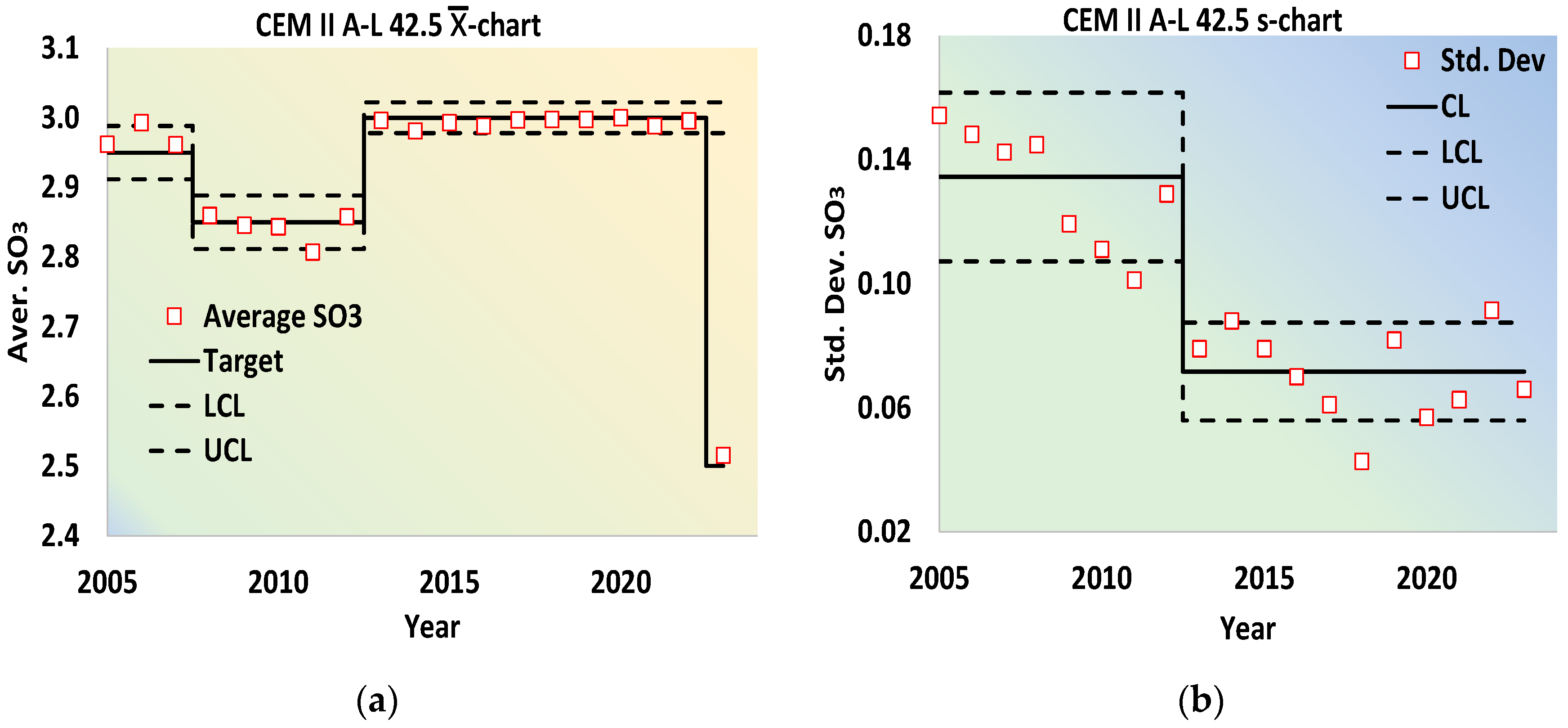
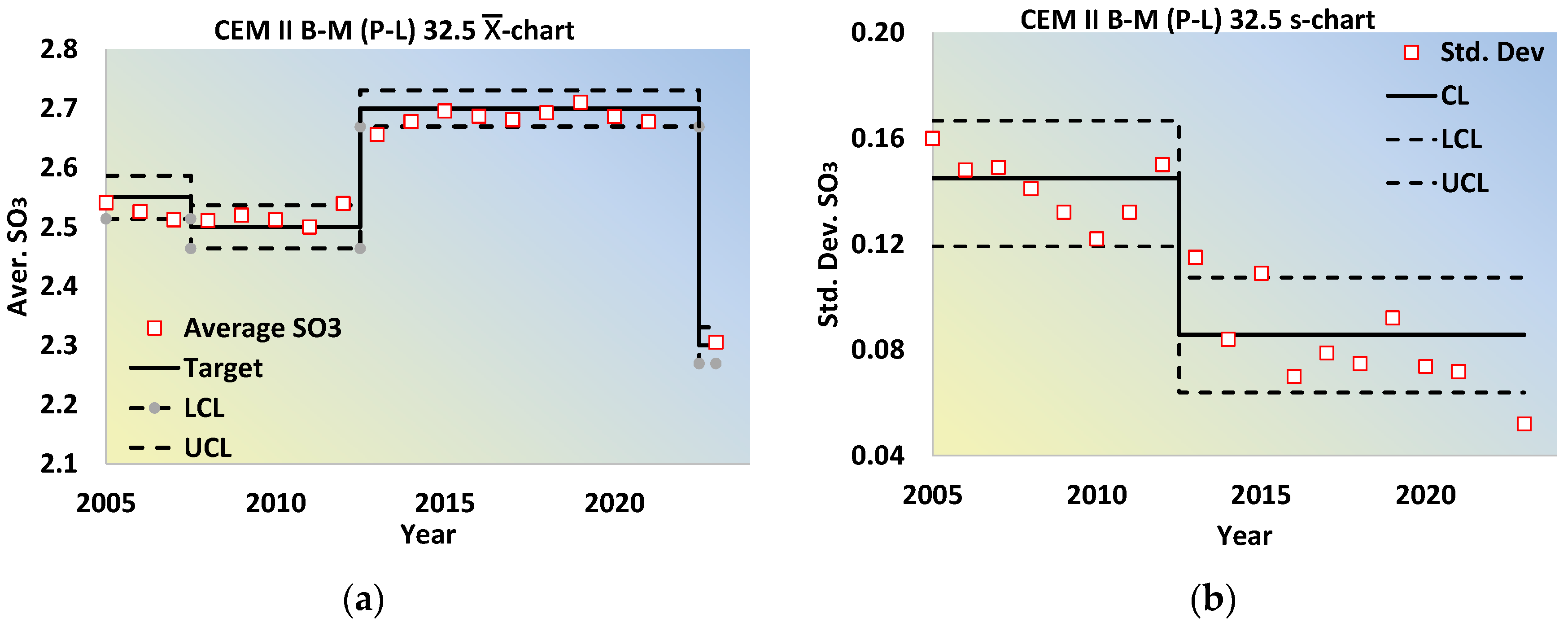
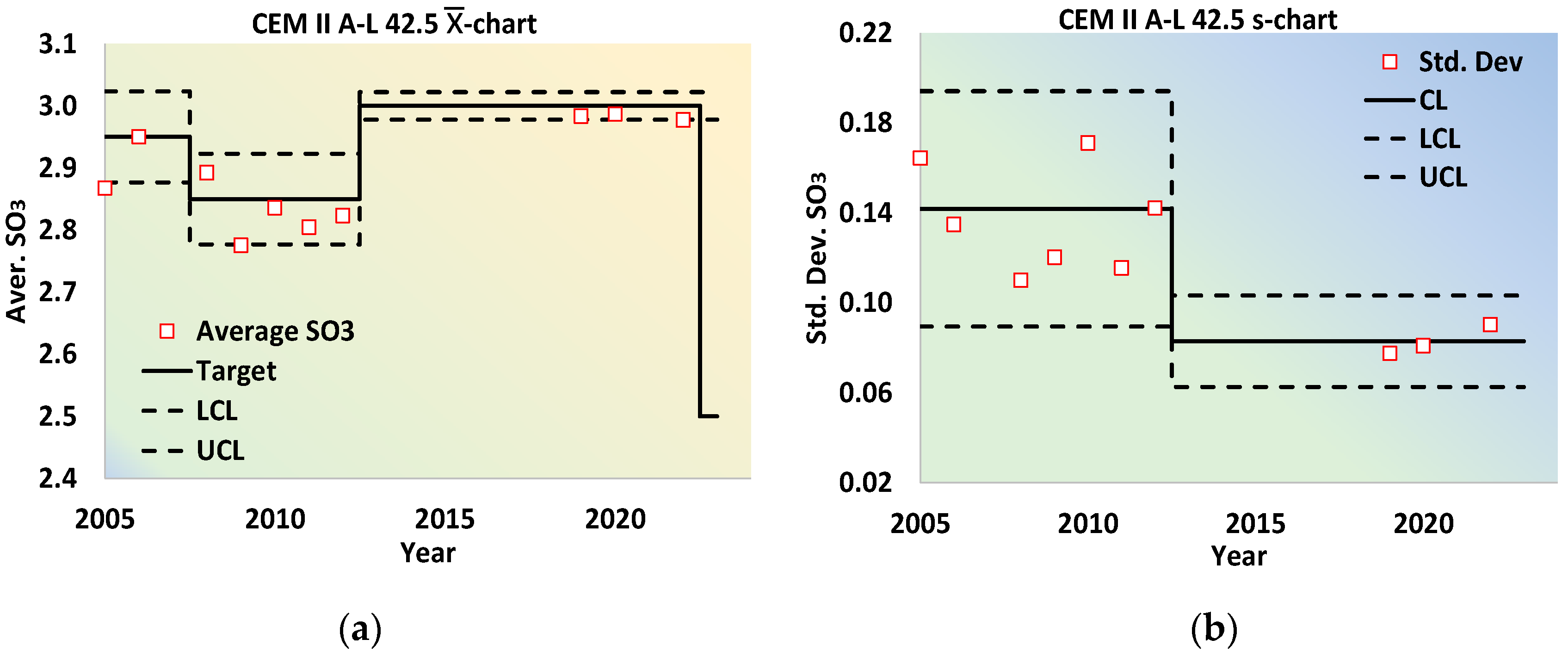
- The Shewhart -charts of the annual SO3 mean values and the nonparametric Mann–Whitney statistical test prove that using the FF–FB controller, the mean values approach better the SO3 target than the SC controller in two out of the three CEM types produced continuously for eighteen years;
- (2)
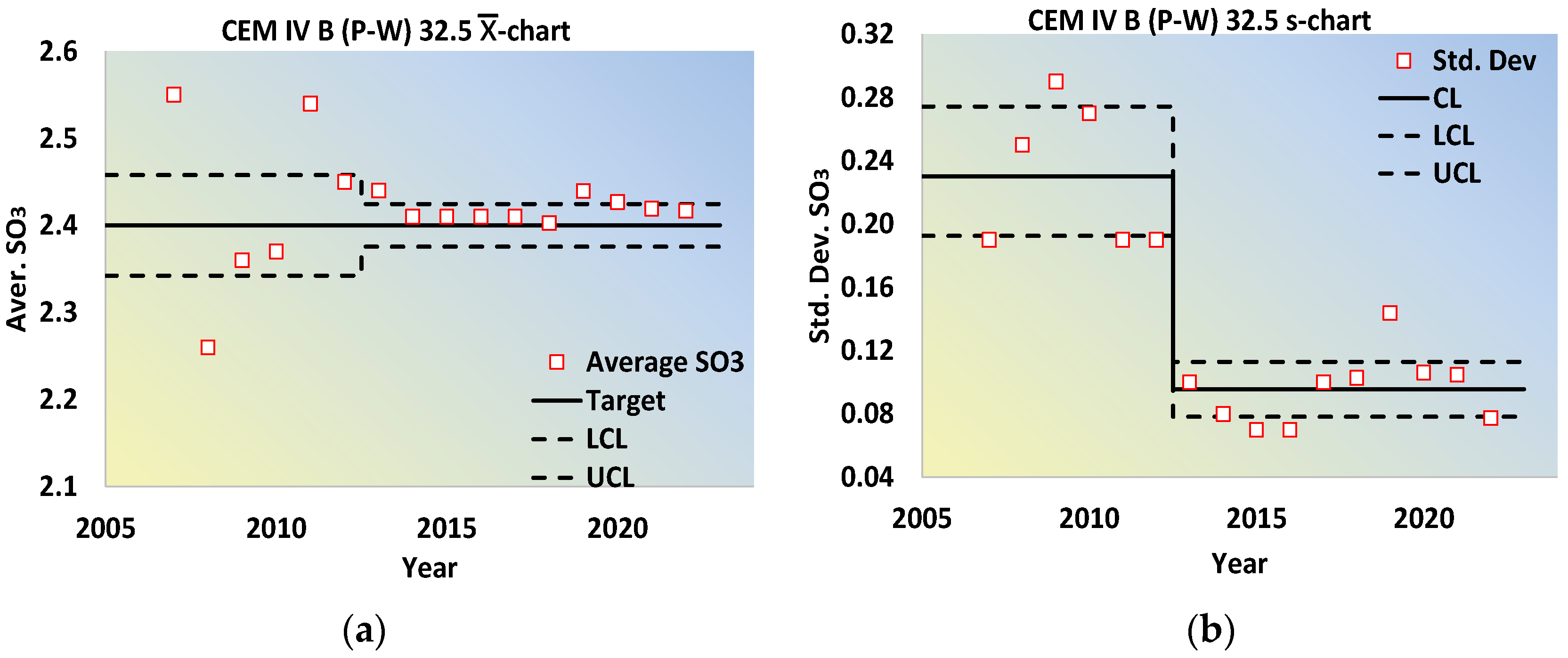
- FF–FB is better than SC in target approximation with a probability of 95% (a = 0.05) in CEM II A-L 42.5. The two controllers do not show distinguishable performance for the same test level a in CEM II B-M 32.5. This resulted from the second CEM type reduced clinker content and the consequent milder variance of clinker SO3 within the cement composition. In contrast, the ability of FF–FB to regulate gypsum is better than SC so the SO3 values are closer to the target and appear in CEM II A-L 42.5. Compared with CEM II B-M 32.5, this cement has a higher clinker content, which causes a higher variation in SO3 within the composition. The enhanced performance of FF–FB is more distinct in the pozzolanic cement, where clinker and fly ash are the two independent sources of sulfate disturbances because the test rejects the null hypothesis of equivalence with a probability of 99%;
- (3)
- The Shewhart s-charts of the annual standard deviation per CEM type and CM show that the FF–FB controller performs substantially better than the SC. The of the former is always lower than the LCL of the latter. The ratio of the central lines of FF–FB to SC ranges from 0.51 to 0.59 for the Portland CEM types. This ratio is further reduced to 0.39 in pozzolanic cement CEM IV B (P-W) 32.5, where SO3 disturbances originate from fly ash and clinker;
- (4)
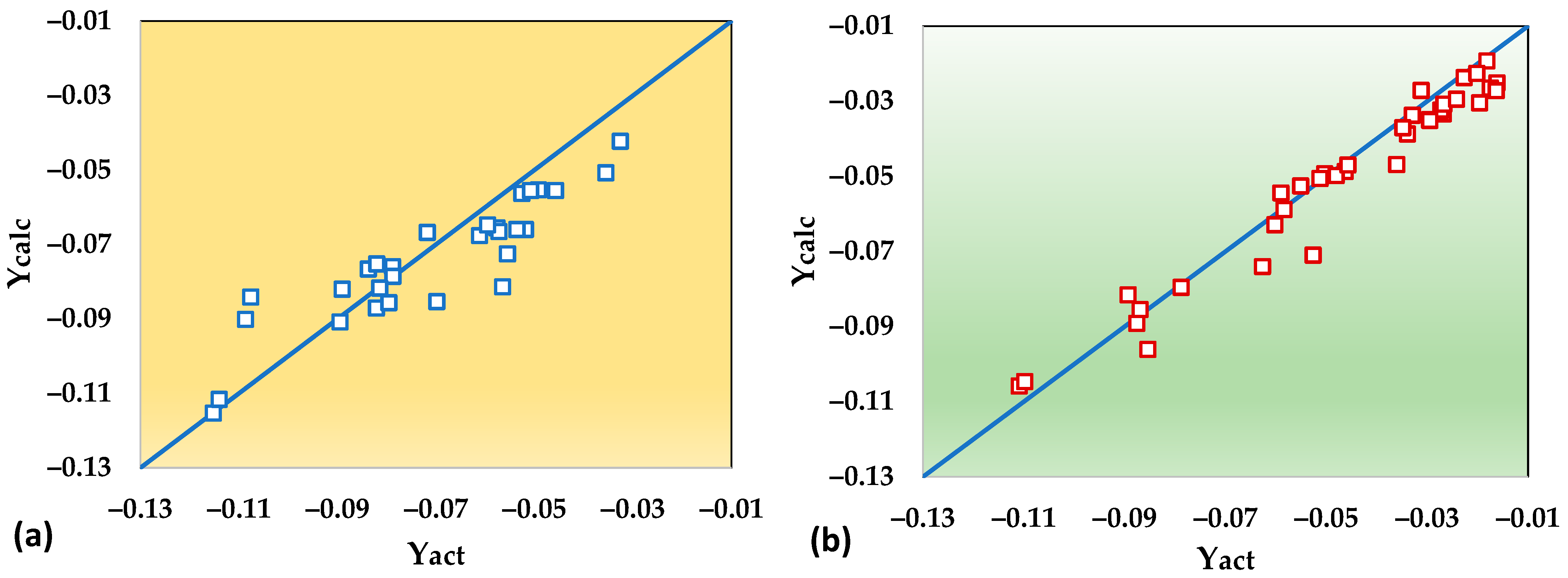
- Our analysis illustrates that the error propagation method is appropriate for comparing controller performance. If a controller regulates the cement sulfates by changing the gypsum, the SO3 contained in the gypsum and clinker are negatively correlated. The same occurs for SO3 in gypsum and fly ash. The larger the absolute value of correlation coefficients, the more robustly the controller regulates the gypsum content to compensate for clinker or fly-ash sulfate disturbances or changes in cement composition. The coefficients r(CL, G) and r(FA, G) are 0.876 and 0.006, respectively, using the SC controller. In the FF–FB case, the values are essentially higher, 0.962 and 0.647, respectively. The above clearly explains the higher performance of the feedforward–feedback system compared with SC.
Supplementary Materials
Funding
Data Availability Statement
Conflicts of Interest
References
- EN 197-1:2011; Cement—Part 1: Composition, Specifications and Conformity Criteria for common Cements. CEN/TC 51; CEN: Brussels, Belgium, 2011; pp. 10–15.
- C150/C150M-22; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2022.
- Mindess, S.; Young, J.F.; Darwin, D. Concrete, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2003; Volume 31, pp. 60–62. [Google Scholar]
- Niemuth, M. Effect of Fly Ash on the Optimum Sulfate of Portland Cement. Ph.D. Dissertation, Purdue University, West Lafayette, IN, USA, December 2012; p. 68. Available online: https://www.researchgate.net/publication/266077758_Effect_of_Fly_Ash_on_Optimum_Sulfate_of_Portland_Cement (accessed on 23 November 2023).
- Evans, K.A. The Optimum Sulphate Content in Portland Cement. p. 3. Available online: https://tspace.library.utoronto.ca/bitstream/1807/11621/1/MQ29389.pdf (accessed on 7 April 2023).
- Lerch, W. The Influence of Gypsum on the Hydration and Properties of Portland Cement Pastes. In Proceedings of the American Society for Testing Materials; American Concrete Institute (ACI): Farmington Hills, MI, USA, 1946; Volume 46, pp. 1252–1291. [Google Scholar]
- Bentur, A. Effect of Gypsum on the Hydration and Strength of C3S Pastes. J. Am. Ceram. Soc. 1976, 59, 210–213. [Google Scholar] [CrossRef]
- Soroka, I.; Abayneh, M. Effect of gypsum on properties and internal structure of PC paste. Cem. Concr. Res. 1986, 16, 495–504. [Google Scholar] [CrossRef]
- Sersale, R.; Cioffi, R.; Frigione, G.; Zenone, F. Relationship between gypsum content, porosity and strength in cement. I. Effect of SO3 on the physical microstructure of Portland cement mortars. Cem. Concr. Res. 1991, 21, 120–126. [Google Scholar] [CrossRef]
- Gunay, S.A.A. Influence of Aluminates Phases Hydration in Presence of Calcium Sulfate on Silicates Phases Hydration: Consequences on Cement Optimum Sulfate. Ph.D. Thesis, University of Bourgogne, Bourgogne, France, 2012. Available online: https://theses.hal.science/tel-00767768 (accessed on 7 April 2023).
- Zunino, F.; Scrivener, K. The influence of sulfate addition on hydration kinetics and C-S-H morphology of C3S and C3S/C3A systems. Cem. Concr. Res. 2022, 160, 106930. [Google Scholar] [CrossRef]
- Andrade Neto, J.S.; de Matos, P.R.; De la Torre, A.G.; Campos, C.E.M.; Torres, S.M.; Monteiro, P.J.M.; Kirchheim, A.P. Hydration and interactions between pure and doped C3S and C3A in the presence of different calcium sulfates. Cem. Concr. Res. 2022, 159, 106893. [Google Scholar] [CrossRef]
- Mohammed, S.; Safiullah, O. Optimization of the SO3 content of an Algerian Portland cement: Study on the effect of various amounts of gypsum on cement properties. Constr. Build. Mater. 2018, 164, 262–370. [Google Scholar] [CrossRef]
- Adu-Amankwah, S.; Black, L.; Skocek, J.; Ben Haha, M.; Zajac, M. Effect of sulfate additions on hydration and performance of ternary slag-limestone composite cements. Constr. Build. Mater. 2018, 164, 451–462. [Google Scholar] [CrossRef]
- Han, F.; Zhou, Y.; Zhang, Z. Effect of gypsum on the properties of composite binder containing high- volume slag and iron tailing powder. Constr. Build. Mater. 2020, 252, 119023. [Google Scholar] [CrossRef]
- Yamashita, H.; Yamada, K.; Hirao, H.; Hoshino, S. Influence of Limestone Powder on the Optimum Gypsum Content for Portland Cement with Different Alumina Content. Available online: https://www.researchgate.net/publication/285554157_Influence_of_Limestone_Powder_on_the_Optimum_Gypsum_Content_for_Portland_Cement_with_Different_Alumina_Content (accessed on 23 November 2023).
- Liu, F.; Lan, M.Z. Effects of Gypsum on Cementitious Systems with Different Mineral Mixtures. Available online: https://www.researchgate.net/publication/269647645_Effects_of_Gypsum_on_Cementitious_Systems_with_Different_Mineral_Mixtures (accessed on 23 November 2023).
- Fincan, M. Sulfate Optimization in the Cement-Slag Blended System Based on Calorimetry and Strength Studies. Ph.D. Thesis, University of South Florida, Tampa, FL, USA, 2021; p. 2. Available online: https://digitalcommons.usf.edu/cgi/viewcontent.cgi?article=9967&context=etd (accessed on 23 November 2023).
- Tsamatsoulis, D.C.; Korologos, C.A.; Tsiftsoglou, D.V. Optimizing the Sulfates Content of Cement Using Neural Networks and Uncertainty Analysis. ChemEngineering 2023, 7, 58. [Google Scholar] [CrossRef]
- Andrade Neto, J.S.; De la Torre, A.G.; Kirchheim, A.P. Effects of sulfates on the hydration of Portland cement—A review. Constr. Build. Mater. 2021, 279, 122428. [Google Scholar] [CrossRef]
- Tsamatsoulis, D. Simulation of Cement Grinding Process for Optimal Control of SO3 Content. Chem. Biochem. Eng. Q. 2014, 28, 13–25. Available online: http://silverstripe.fkit.hr/cabeq/past-issues/article/27 (accessed on 23 November 2023).
- Ko, Y.R.; Kim, T.H. Feedforward Plus Feedback Control of an Electro-Hydraulic Valve System Using a Proportional Control Valve. Actuators 2020, 9, 45. [Google Scholar] [CrossRef]
- Wang, X.; Li, J.; Lu, X. Design and Control of a Trapezoidal Piezoelectric Bimorph Actuator for Optical Fiber Alignment. Materials 2023, 16, 5811. [Google Scholar] [CrossRef] [PubMed]
- Araque, J.G.; Angel, L.; Viola, J.; Chen, Y. Design and Implementation of a Recursive Feedforward-Based Virtual Reference Feedback Tuning (VRFT) Controller for Temperature Uniformity Control Applications. Machines 2023, 11, 975. [Google Scholar] [CrossRef]
- Tsamatsoulis, D.C. Optimizing the Control System of Cement Milling: Process Modeling and Controller Tuning Based on Loop Shaping Procedures and Process Simulations. Braz. J. Chem. Eng. 2014, 31, 155. [Google Scholar] [CrossRef]
- Astrom, K.; Hagglund, T. Advanced PID Control; Instrumentation, Systems and Automatic Society: Research Triangle Park, NJ, USA, 2006; pp. 414–418. [Google Scholar]
- ISO 7870-2:2013; Control Charts—Part 2: Shewhart Control Charts. ISO/TC 69; ISO: Geneva, Switzerland, 2013; pp. 8–9.
- Joint Committee for Guides in Metrology/Working Group 1 (JCGM/WG 1) Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement. pp. 18–23. Available online: https://www.bipm.org/documents/20126/2071204/JCGM_100_2008_E.pdf/cb0ef43f-baa5-11cf-3f85-4dcd86f77bd6 (accessed on 23 November 2023).
- NIST/SEMATECH Engineering Statistics Handbook. Available online: https://www.itl.nist.gov/div898/handbook/pmc/section3/pmc321.htm (accessed on 9 November 2023).
- ISO 2854:1976; Statistical Interpretation of Data—Techniques of Estimation and Tests Relating to Means and Variances. ISO/TC 69; ISO: Geneva, Switzerland, 1976; pp. 18–19.
- Mann, H.B.; Whitney, D.R. On a Test of Whether one of Two Random Variables is Stochastically Larger than the Other. Ann. Math. Statist. 1947, 18, 50–60. [Google Scholar] [CrossRef]
- Jar, J.H. Biostatistical Analyis, 5th ed.; Pearson Education. Inc.: Upper Saddle River, NJ, USA, 2010; pp. 163–172. [Google Scholar]
- Deshpande, J.V.; Naik-Nimbalkar, U.; Dewan, I. Nonparametric Statistics; World Scientific Publishing Co. Pte. Ltd.: Hackensack, NJ, USA, 2017; pp. 114–143. Available online: https://lccn.loc.gov/2017029415 (accessed on 23 November 2023).
- Corder, G.W.; Foreman, D.I. Nonparametric Statistics: A Step-by-Step Approach, 2nd ed.; Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 69–80. [Google Scholar]
- Nachar, N. The Mann-Whitney U: A Test for Assessing Whether Two Independent Samples Come from the Same Distribution. Tutor. Quant. Methods Psychol. 2008, 4, 13–20. Available online: https://www.researchgate.net/publication/49619432_The_Mann-Whitney_U_A_Test_for_Assessing_Whether_Two_Independent_Samples_Come_from_the_Same_Distribution (accessed on 23 November 2023). [CrossRef]
- García-Marín, A.P.; Estévez, J.; Morbidelli, R.; Saltalippi, C.; Ayuso-Muñoz, J.L.; Flammini, A. Assessing Inhomogeneities in Extreme Annual Rainfall Data Series by Multifractal Approach. Water 2020, 12, 1030. [Google Scholar] [CrossRef]
- Rubarth, K.; Sattler, P.; Zimmermann, H.G.; Konietschke, F. Estimation and Testing of Wilcoxon–Mann–Whitney Effects in Factorial Clustered Data Designs. Symmetry 2022, 14, 244. [Google Scholar] [CrossRef]
- Wahyudi, R.D.; Singgih, M.L.; Suef, M. Investigation of Product–Service System Components as Control Points for Value Creation and Development Process. Sustainability 2022, 14, 16216. [Google Scholar] [CrossRef]
- Real Statistics Using Excel. Mann–Whitney Table. Available online: https://real-statistics.com/statistics-tables/mann-whitney-table/ (accessed on 23 November 2023).
- EN 196-2:2013; Methods of Testing Cement—Part 2: Chemical Analysis of Cement. CEN/TC 51; CEN Management Centre: Brussels, Belgium, 2013.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CEM | Constituent (%) 1 | 28-Day Strength Limits (MPa) | |||||
|---|---|---|---|---|---|---|---|
| Clinker | Limestone (L) | Pozzolan (P) | Fly Ash (W) | Minor | Low | High | |
| CEM I 52.5 N | 95–100 | 0–5 | 52.5 | ||||
| CEM II A-L 42.5 N | 80–94 | <-- 6–20 --> | 0–5 | 42.5 | 62.5 | ||
| CEM II B-M (P-L) 32.5 N | 65–79 | <-------- 21–35 --------> | 0–5 | 32.5 | 52.5 | ||
| CEM IV B(P) 32.5 N-SR | 45–64 | <- 36–55 -> | 0–5 | 32.5 | 52.5 | ||
| CEM IV B(P-W) 32.5 N | 45–64 | <-------- 36–55 -------> | 0–5 | 32.5 | 52.5 | ||
| Clinker | Limestone | Pozzolan | Fly Ash | Gypsum | |
|---|---|---|---|---|---|
| Count | 493 | 103 | 34 | 77 | 19 |
| Average | 0.93 | 0.02 | 0.0 | 2.49 | 42.78 |
| Std. Dev. | 0.33 | 0.02 | 0.0 | 1.43 | 2.88 |
| %CV | 35.5 | 44.8 | 6.7 |
| CEM II B-M (P-L) 32.5 | CEM II A-L 42.5 | |
|---|---|---|
| SO3 target (%) | 2.5 | 3 |
| Clinker content (%) | 65 | 80 |
| SO3 low limit (%) (=0.95 of SO3 target) | 2.375 | 2.85 |
| SO3 high limit (%) (=1.05 of SO3 target) | 2.625 | 3.15 |
| Initial gypsum (%) | 4.0 | |
| Initial SO3 (%) | 2.80 | |
| Sampling period (h) | 2.0 | |
| Clinker mean SO3 (%) | 0.93 | |
| Clinker SO3 standard deviation (%) | 0.20 | |
| Gypsum mean SO3 (%) | 42.78 | |
| Gypsum SO3 standard deviation (%) | 1.0 | |
| CEM | II B-M (P-L) 32.5 | II A-L 42.5 | ||||
|---|---|---|---|---|---|---|
| SC | FF–FB | Ratio | SC | FF–FB | Ratio | |
| Standard deviation, sSC, sFF/FB (%) | 0.134 | 0.109 | 0.146 | 0.125 | ||
| sFF/FB/sSC | 0.812 | 0.854 | ||||
| (%) of population out of [0.95·SSP, 1.05·SSP] PSC, PFF/FB | 32.1 | 15.4 | 27.3 | 14.6 | ||
| PFF/FB/PSC | 0.481 | 0.534 | ||||
| (%) of population out of [0.95·SSP, 1.05·SSP] in CEM type change, CSC, CFF/FB | 38.1 | 9.6 | 36.5 | 5.6 | ||
| CFF/FB/CSC | 0.251 | 0.154 | ||||
| CEM II B-M (P-L) 32.5 | CEM II A-L 42.5 | CEM IV B (P-W) 32.5 | |
|---|---|---|---|
| M1 | 16 | 15 | 6 |
| M2 | 21 | 14 | 10 |
| 140 | 62 | 3 | |
| for a = 0.01 | 92 | 51 | 8 |
| for a = 0.05 | 113 | 66 | 14 |
| CEM | II B-M (P-L) 32.5 | II A-L 42.5 | IV B (P-W) 32.5 | I 52.5 | IV B (P) 32.5 |
|---|---|---|---|---|---|
| CM5 sP1 | 0.145 | 0.142 | 0.241 | ||
| CM5 sP2 | 0.086 | 0.083 | 0.095 | 0.126 | 0.096 |
| CM5 sP2/sP1 | 0.59 | 0.58 | 0.39 | ||
| CM6 sP1 | 0.151 | 0.134 | |||
| CM6 sP2 | 0.078 | 0.072 | |||
| CM6 sP2/sP1 | 0.51 | 0.53 |
| Variable | Type of Quality Data |
|---|---|
| uS,CEM | Annual standard deviation of the SO3 daily data |
| CL, G, FA | Annual average of clinker, gypsum, and fly-ash fractions in CEM composition calculated from daily data chemical analysis |
| uCL, uG, uFA | Annual standard deviation of clinker, gypsum, and fly-ash fractions in CEM composition calculated from daily data chemical analysis |
| SO3,CL, uSO3,CL | Annual average and standard deviation of clinker SO3 calculated from daily data |
| SO3,G, uSO3,G, SO3,FA, uSO3,FA | Annual average and standard deviation of gypsum and fly-ash SO3 calculated from the samples taken in one year |
| Controller | Count | r(CL, G) | r(FA, G) | Standard Error | Standard Deviation | R2 |
|---|---|---|---|---|---|---|
| SC | 37 | 0.876 | 0.006 | 0.01359 | 0.03542 | 0.853 |
| FF–FB | 50 | 0.962 | 0.647 | 0.00833 | 0.03988 | 0.956 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsamatsoulis, D. An Industrial Control System for Cement Sulfates Content Using a Feedforward and Feedback Mechanism. ChemEngineering 2024, 8, 33. https://doi.org/10.3390/chemengineering8020033
Tsamatsoulis D. An Industrial Control System for Cement Sulfates Content Using a Feedforward and Feedback Mechanism. ChemEngineering. 2024; 8(2):33. https://doi.org/10.3390/chemengineering8020033
Chicago/Turabian StyleTsamatsoulis, Dimitris. 2024. "An Industrial Control System for Cement Sulfates Content Using a Feedforward and Feedback Mechanism" ChemEngineering 8, no. 2: 33. https://doi.org/10.3390/chemengineering8020033