
Enhancing Recovery Yield of Vegetable Oil Methyl Ester for Bioresin Production: A Comparison Study Using Acid Neutralization
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methyl Ester Production
2.3. Neutralization Experiment Using Three Different Oils
2.4. Experimental Design to Optimize Product Yield of Corn Oil Methyl Ester
2.5. Statistical Analysis
2.6. Analytical Methods
3. Results and Discussion
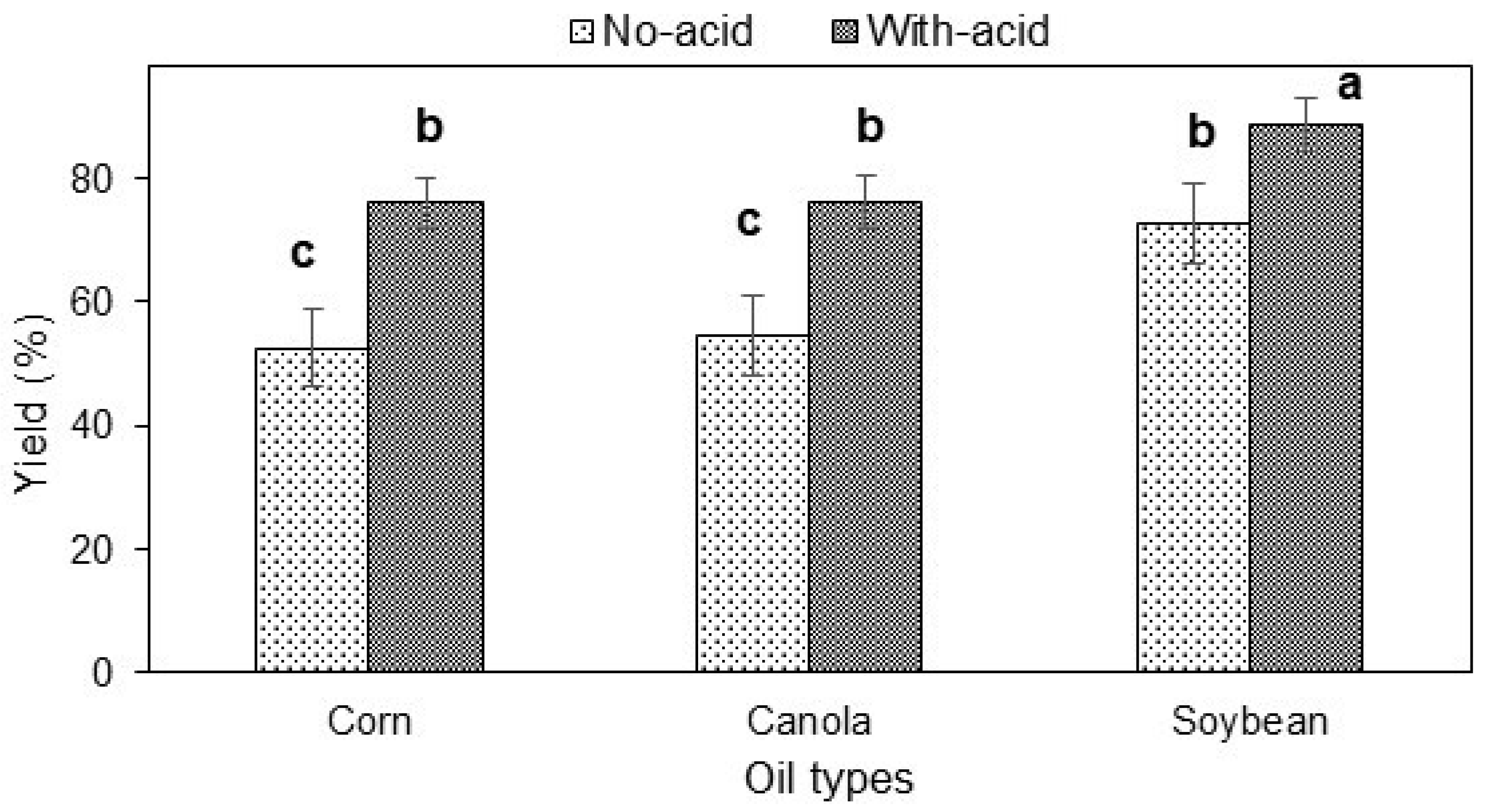
3.1. Effect of Neutralization on Recovered Yield of Methyl Ester from Three Different Oils
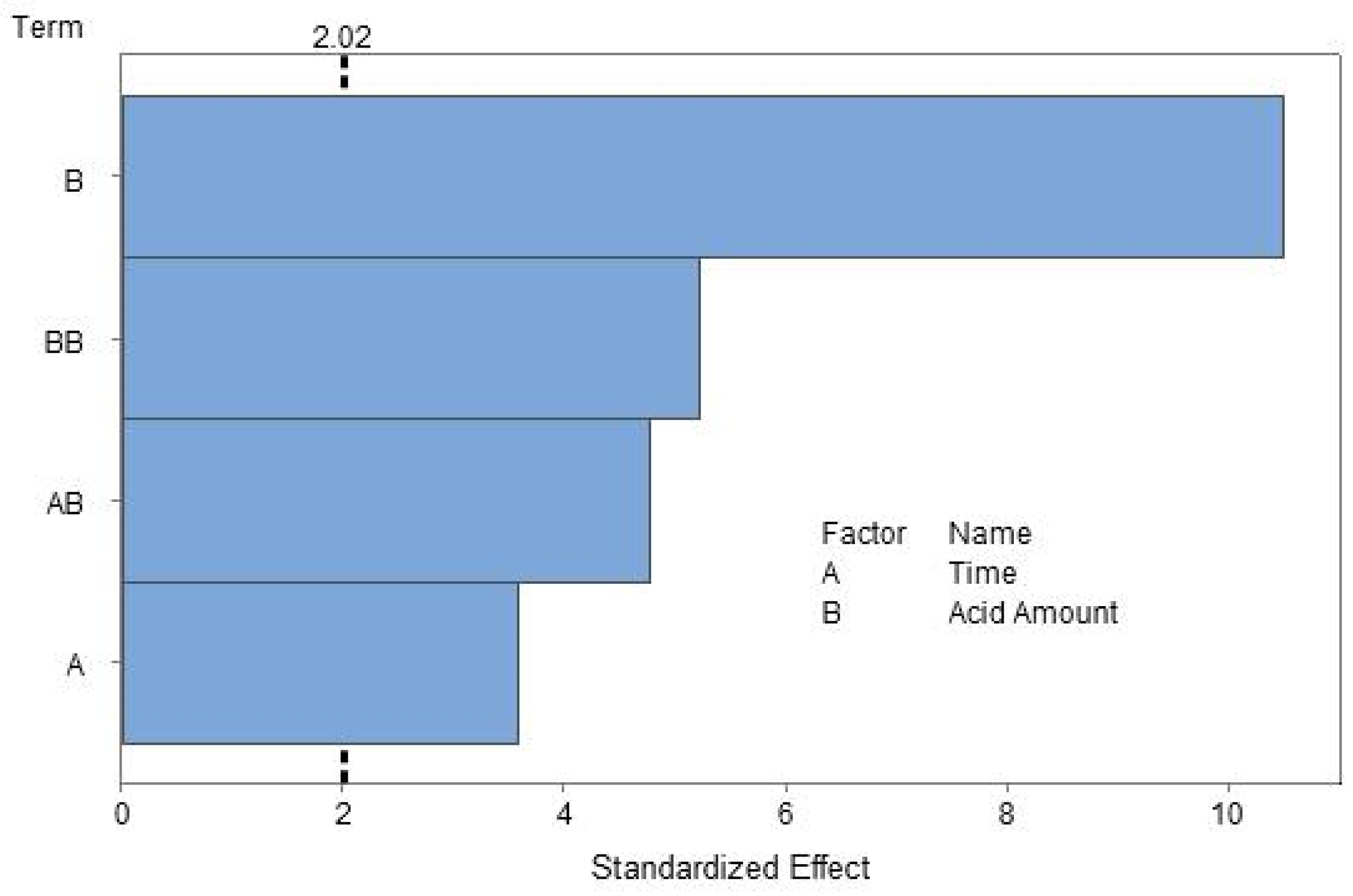
3.2. Modeling the Factors Influencing the Recovery Yield of Corn Oil Methyl Ester
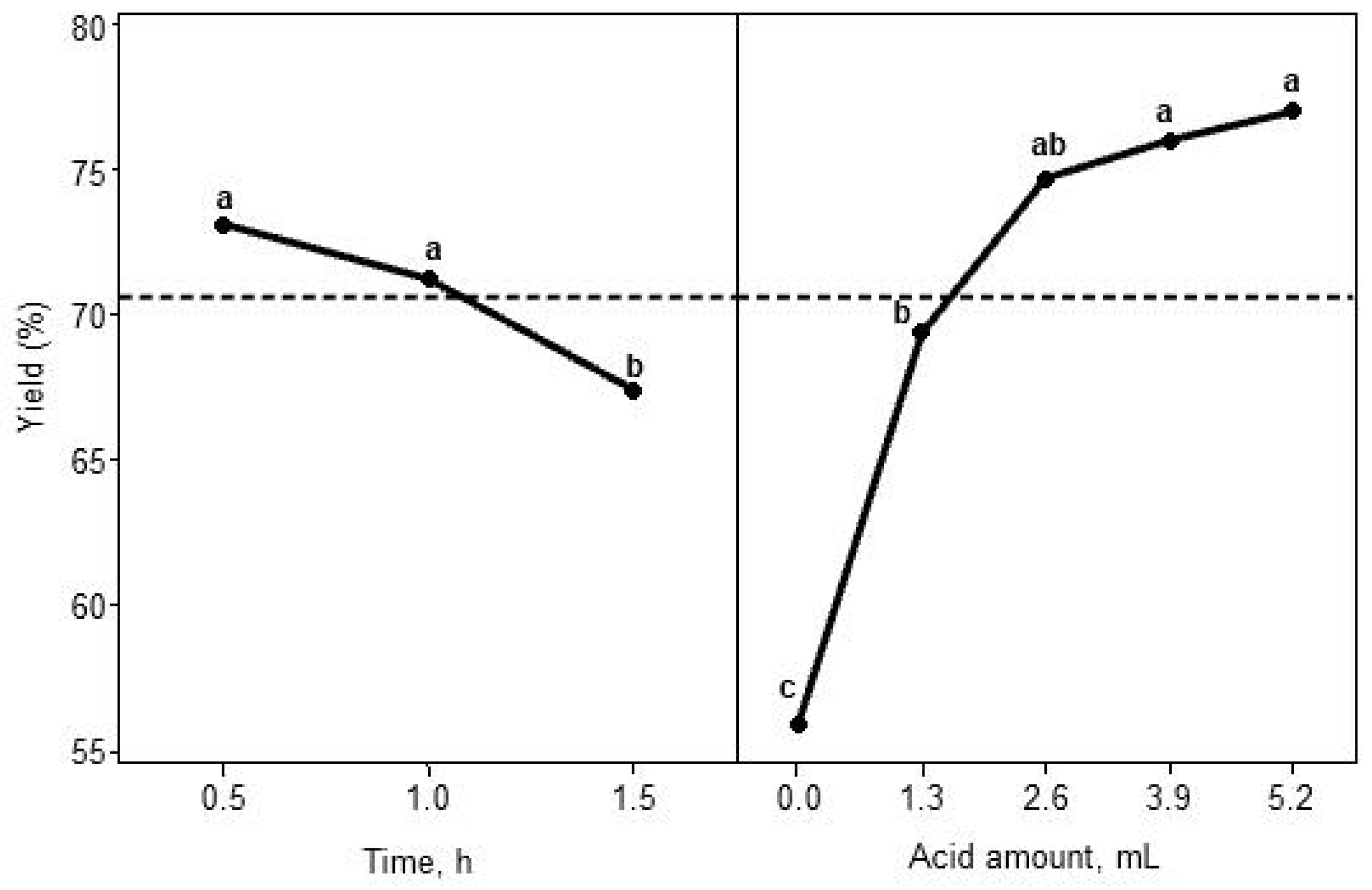
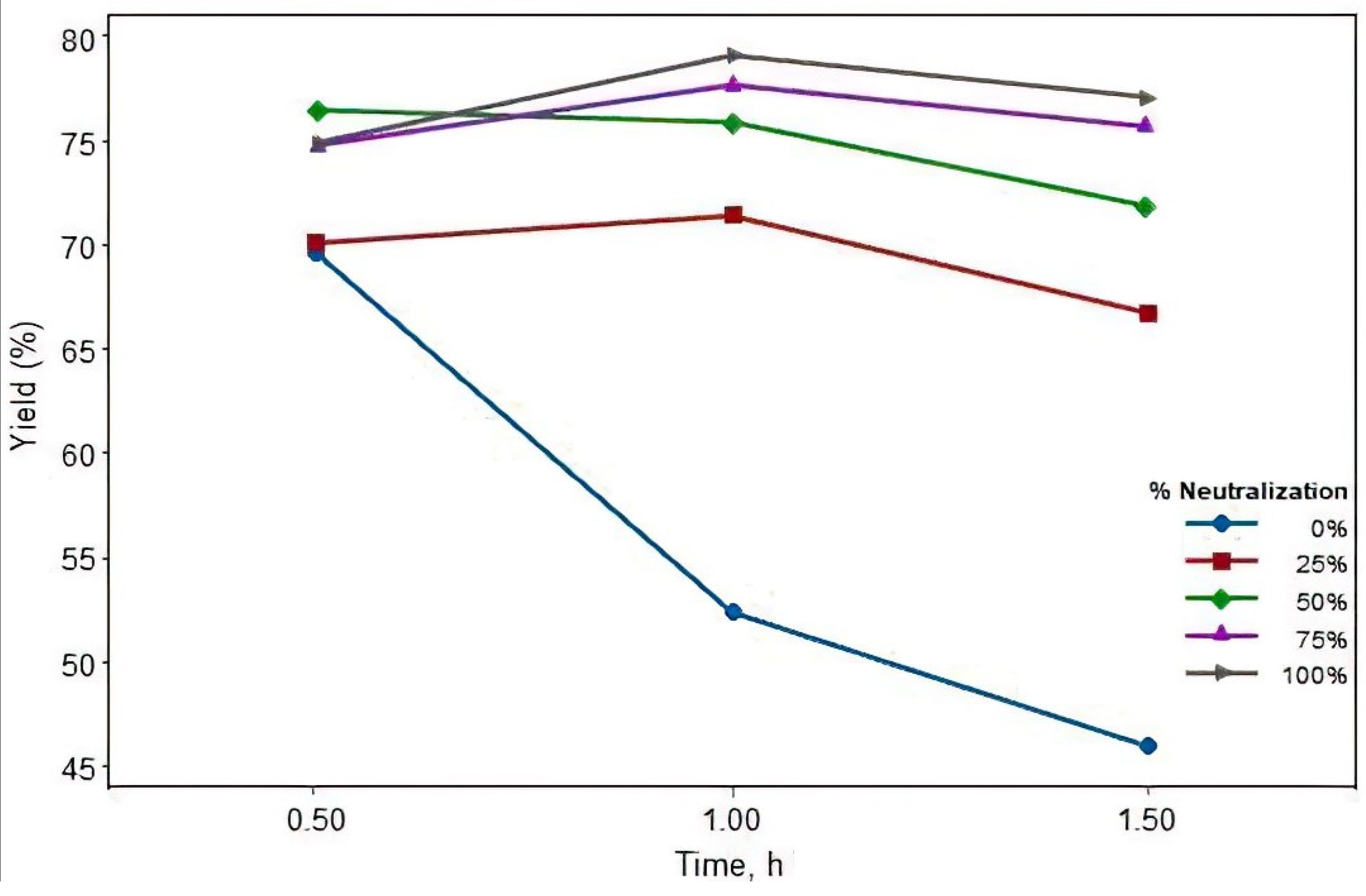
3.3. Main Effect and Interaction Effect on Corn Oil Methyl Ester Yield
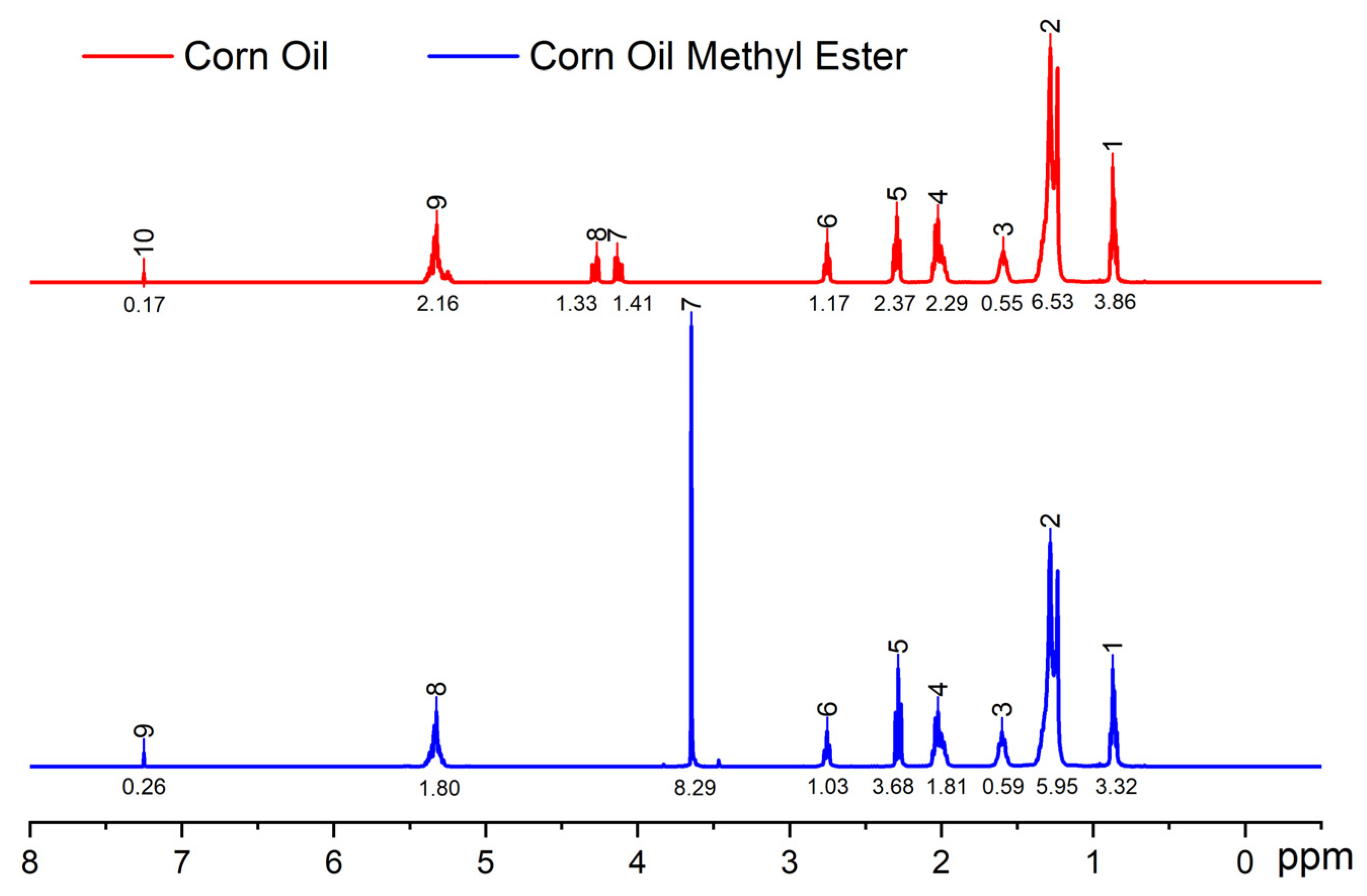
3.4. Quality of Corn Oil Methyl Ester
4. Conclusions and Future Directions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alam, M.; Akram, D.; Sharmin, E.; Zafar, F.; Ahmad, S. Vegetable oil based eco-friendly coating materials: A review article. Arabian J. Chem. 2014, 7, 469–479. [Google Scholar] [CrossRef]
- Karis, D.; Cain, R.; Young, K.; Shand, A.; Holm, T.; Springer, E. Non-fuel uses for fatty acid methyl esters. Biofuels Biopro. Bioref. 2022, 16, 1893–1908. [Google Scholar] [CrossRef]
- Peters, M.A.; Alves, C.T.; Wang, J.; Onwudili, J.A. Subcritical Water Hydrolysis of Fresh and Waste Cooking Oils to Fatty Acids Followed by Esterification to Fatty Acid Methyl Esters: Detailed Characterization of Feedstocks and Products. ACS Omega 2022, 7, 46870–46883. [Google Scholar] [CrossRef] [PubMed]
- El Boulifi, N.; Bouaid, A.; Martinez, M.; Aracil, J. Process optimization for biodiesel production from corn oil and its oxidative stability. Int. J. Chem. Eng. 2010, 2010, 518070. [Google Scholar] [CrossRef]
- Velázquez, J.M. Conversion of Corn Oil to Alkyl Esters. Master’s Thesis, Iowa State University, City of Ames, IA, USA, 2007. [Google Scholar]
- Khan, N.; Dessouky, H. Biodiesel production from corn oil by transesterification process. Nucleus 2009, 46, 241–252. [Google Scholar]
- Okwundu, O.S.; El-Shazly, A.H.; Elkady, M. Comparative effect of reaction time on biodiesel production from low free fatty acid beef tallow: A definition of product yield. SN Appl. Sci. 2019, 1, 140. [Google Scholar] [CrossRef]
- Leung, D.Y.; Wu, X.; Leung, M. A review on biodiesel production using catalyzed transesterification. Appl. Energy 2010, 87, 1083–1095. [Google Scholar] [CrossRef]
- Bangar, S.P.; Purewal, S.S.; Trif, M.; Maqsood, S.; Kumar, M.; Manjunatha, V.; Rusu, A.V. Functionality and applicability of starch-based films: An eco-friendly approach. Foods 2021, 10, 2181. [Google Scholar] [CrossRef]
- Vicente, G.; Martınez, M.; Aracil, J. Integrated biodiesel production: A comparison of different homogeneous catalysts systems. Bioresour. Technol. 2004, 92, 297–305. [Google Scholar] [CrossRef]
- Anuar, M.R.; Abdullah, A.Z. Challenges in biodiesel industry with regards to feedstock, environmental, social and sustainability issues: A critical review. Renew. Sustain. Energy Rev. 2016, 58, 208–223. [Google Scholar] [CrossRef]
- Elsayed, M.; Eraky, M.; Osman, A.I.; Wang, J.; Farghali, M.; Rashwan, A.K.; Yacoub, I.H.; Hanelt, D.; Abomohra, A. Sustainable valorization of waste glycerol into bioethanol and biodiesel through biocircular approaches: A review. Environ. Chem. Lett. 2023, 1–26. [Google Scholar] [CrossRef]
- Vávra, A.; Hájek, M.; Skopal, F. The removal of free fatty acids from methyl ester. Renew. Energy 2017, 103, 695–700. [Google Scholar] [CrossRef]
- Hájek, M.; Skopal, F.; Černoch, M. Effect of phase separation temperature on ester yields from ethanolysis of rapeseed oil in the presence of NaOH and KOH as catalysts. Bioresour. Technol. 2012, 110, 288–291. [Google Scholar] [CrossRef] [PubMed]
- Vávra, A.; Hájek, M.; Kocián, D. The influence of vegetable oils composition on separation of transesterification products, especially quality of glycerol. Renew. Energy 2021, 176, 262–268. [Google Scholar] [CrossRef]
- Georgogianni, K.; Katsoulidis, A.; Pomonis, P.; Manos, G.; Kontominas, M. Transesterification of rapeseed oil for the production of biodiesel using homogeneous and heterogeneous catalysis. Fuel Process. Technol. 2009, 90, 1016–1022. [Google Scholar] [CrossRef]
- Savaliya, M.L.; Dhorajiya, B.D.; Dholakiya, B.Z. Current trends in separation and purification of fatty acid methyl ester. Separ. Purif. Rev. 2015, 44, 28–40. [Google Scholar] [CrossRef]
- Akgün, N.; İşcan, E. Effects of process variables for biodiesel production by transesterification. Eur. J. Lipid Sci. Technol. 2007, 109, 486–492. [Google Scholar] [CrossRef]
- Hájek, M.; Skopal, F.; Vávra, A.; Kocík, J. Transesterification of rapeseed oil by butanol and separation of butyl ester. J. Clean. Prod. 2017, 155, 28–33. [Google Scholar] [CrossRef]
- Vávra, A.; Hájek, M.; Skopal, F. Acceleration and simplification of separation by addition of inorganic acid in biodiesel production. J. Clean. Prod. 2018, 192, 390–395. [Google Scholar] [CrossRef]
- Veljković, V.B.; Biberdžić, M.O.; Banković-Ilić, I.B.; Djalović, I.G.; Tasić, M.B.; Nježić, Z.B.; Stamenković, O.S. Biodiesel production from corn oil: A review. Renew. Sustain. Energy Rev. 2018, 91, 531–548. [Google Scholar] [CrossRef]
- Trirahayu, D.A.; Abidin, A.Z.; Putra, R.P.; Hidayat, A.S.; Safitri, E.; Perdana, M.I. Process Simulation and Design Considerations for Biodiesel Production from Rubber Seed Oil. Fuels 2022, 3, 563–579. [Google Scholar] [CrossRef]
- Firestone, D. (Ed.) Official Methods and Recommended Practices, 7th ed.; American Oil Chemists’ Society: Champaign, IL, USA, 2017. [Google Scholar]
- ASTM. Standards for Petroleum Products, Lubricants, and Fossil Fuels; ASTM International: West Conshohocken, PA, USA, 2023. [Google Scholar]
- Tuntiwiwattanapun, N.; Monono, E.; Wiesenborn, D.; Tongcumpou, C. In-situ transesterification process for biodiesel production using spent coffee grounds from the instant coffee industry. Ind. Crop. Prod. 2017, 102, 23–31. [Google Scholar] [CrossRef]
- Neupane, D. Biofuels from Renewable Sources, a Potential Option for Biodiesel Production. Bioengineering 2022, 10, 29. [Google Scholar] [CrossRef] [PubMed]
- Han, K.; Willams, K.J.; Goldberg, A.C. Plant-Based Oils. In Prevention and Treatment of Cardiovascular Disease: Nutritional and Dietary Approaches; Wilkinson, M.J., Garshick, M.S., Taub, P.R., Eds.; Humana: Cham, Switzerland, 2021; pp. 115–127. [Google Scholar] [CrossRef]
- Folayan, A.J.; Anawe, P.A.L.; Aladejare, A.E.; Ayeni, A.O. Experimental investigation of the effect of fatty acids configuration, chain length, branching and degree of unsaturation on biodiesel fuel properties obtained from lauric oils, high-oleic and high-linoleic vegetable oil biomass. Energy Rep. 2019, 5, 793–806. [Google Scholar] [CrossRef]
- Giakoumis, E.G. A statistical investigation of biodiesel physical and chemical properties, and their correlation with the degree of unsaturation. Renew. Energy 2013, 50, 858–878. [Google Scholar] [CrossRef]
- Anwar, M. Biodiesel feedstocks selection strategies based on economic, technical, and sustainable aspects. Fuel 2021, 283, 119204. [Google Scholar] [CrossRef]
- Ramírez-Verduzco, L.F.; Rodríguez-Rodríguez, J.E.; del Rayo Jaramillo-Jacob, A. Predicting cetane number, kinematic viscosity, density and higher heating value of biodiesel from its fatty acid methyl ester composition. Fuel 2012, 91, 102–111. [Google Scholar] [CrossRef]
- Jahirul, M.; Rasul, M.; Brown, R.; Senadeera, W.; Hosen, M.; Haque, R.; Saha, S.; Mahlia, T. Investigation of correlation between chemical composition and properties of biodiesel using principal component analysis (PCA) and artificial neural network (ANN). Renew. Energy 2021, 168, 632–646. [Google Scholar] [CrossRef]
- Efe, Ş.; Ceviz, M.A.; Temur, H. Comparative engine characteristics of biodiesels from hazelnut, corn, soybean, canola and sunflower oils on DI diesel engine. Renew. Energy 2018, 119, 142–151. [Google Scholar] [CrossRef]
- Ramos, M.J.; Fernández, C.M.; Casas, A.; Rodríguez, L.; Pérez, Á. Influence of fatty acid composition of raw materials on biodiesel properties. Bioresour. Technol. 2009, 100, 261–268. [Google Scholar] [CrossRef]
- Karademir, C.; Karademir, E. Efficiency of Biodiesel Production from Soybean, Corn, and Canola Oil. In Proceedings of the International Mesopotamia Agriculture Congress, Diyarbakir, Turkey, 22–25 September 2015. [Google Scholar] [CrossRef]
- Knothe, G. Analyzing biodiesel: Standards and other methods. JAOCS J. Am. Oil Chem. Soc. 2006, 83, 823–833. [Google Scholar] [CrossRef]
- Mata, T.M.; Sousa, I.R.; Vieira, S.S.; Caetano, N.S. Biodiesel production from corn oil via enzymatic catalysis with ethanol. Energy Fuels 2012, 26, 3034–3041. [Google Scholar] [CrossRef]
- Moser, B.R.; Vaughn, S.F. Biodiesel from corn distillers dried grains with solubles: Preparation, evaluation, and properties. Bioenrg. Res. 2012, 5, 439–449. [Google Scholar] [CrossRef]
- Saini, P.; Gupta, C.; Shankar, R. Characterization of corn oil biodiesel and its application in diesel engine. Energy Sources Part A Recovery Util. Environ. Eff. 2023, 45, 9498–9512. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Factors | Yield of Corn Oil Methyl Ester (%) | ||||
|---|---|---|---|---|---|---|
| Reaction Time (h) | Acid Amount (mL) | Neutralization (%) | Experimental * | Predicted | Relative Error (%) ** | |
| 01 | 0.5 | 0 | 69.6 ± 1.5 ab | 65.1 | 6.5 | |
| 02 | 1 | 0 | 0 | 52.3 ± 4.6 c | 56.7 | 8.3 |
| 03 | 1.5 | 0 | 45.9 ± 5.1 c | 48.3 | 5.2 | |
| 04 | 0.5 | 1.3 | 70.1 ± 3.2 ab | 73.5 | 4.8 | |
| 05 | 1 | 1.3 | 25 | 71.4 ± 6.1 ab | 67.8 | 5.0 |
| 06 | 1.5 | 1.3 | 66.7 ± 2.9 b | 62.2 | 6.8 | |
| 07 | 0.5 | 2.6 | 75.9 ± 6.1 ab | 77.8 | 2.4 | |
| 08 | 1 | 2.6 | 50 | 75.9 ± 4.9 ab | 74.8 | 1.4 |
| 09 | 1.5 | 2.6 | 71.9 ± 3.2 ab | 71.9 | 0.1 | |
| 10 | 0.5 | 3.9 | 75.9 ± 2.5 ab | 77.8 | 2.5 | |
| 11 | 1 | 3.9 | 75 | 77.7 ± 2.8 ab | 77.6 | 0.1 |
| 12 | 1.5 | 3.9 | 75.7 ± 0.8 ab | 77.5 | 2.4 | |
| 13 | 0.5 | 5.2 | 74.9 ± 1.7 ab | 73.8 | 1.5 | |
| 14 | 1 | 5.2 | 100 | 79.1 ± 4.8 a | 76.4 | 3.4 |
| 15 | 1.5 | 5.2 | 77.1 ± 2.9 ab | 78.9 | 2.4 | |
| Fatty Acid (%) | Corn | Canola | Soybean |
|---|---|---|---|
| Palmitic (16:0) | 13.16 | 4.52 | 11.46 |
| Stearic (18:0) | 1.58 | 0.23 | 3.65 |
| Oleic (18:1) | 28.22 | 63.06 | 21.03 |
| Linoleic (18:2) | 54.86 | 19.58 | 55.77 |
| Linolenic (18:3) | - | 9.12 | 7.29 |
| Arachidic (20:0) | 0.24 | 1.88 | - |
| Others | 1.90 | 1.60 | 0.70 |
| Components (%) | |||
| Saturated fatty acids (%) | 14.98 | 7.76 | 15.34 |
| Monounsaturated fatty acids (%) | 28.56 | 63.51 | 21.20 |
| Polyunsaturated fatty acids (%) | 54.86 | 28.7 | 63.06 |
| Polyunsaturated/saturated (P/S) index | 3.66 | 3.70 | 4.11 |
| Average chain length | 17.72 | 18.00 | 17.78 |
| Saponification value (mg KOH/g oil) | 193.32 | 188.16 | 189.99 |
| Source of Variation | Degree of Freedom | Adjusted Sum of Squares | Adjusted Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 4 | 3421.9 | 855.5 | 43.2 | <0.0001 |
| Linear | 2 | 2432.9 | 1216.4 | 61.4 | <0.0001 |
| Time (A) | 1 | 253.7 (6.0%) | 253.7 | 12.8 | 0.001 |
| Acid amount (B) | 1 | 2179.2 (51.7%) | 2179.2 | 110.0 | <0.0001 |
| Acid Amount × Acid Amount (B2) | 1 | 539.2 (12.8%) | 539.2 | 27.2 | <0.0001 |
| Interactions (A × B) | 1 | 449.8 (10.7%) | 449.8 | 22.7 | <0.0001 |
| Error | 40 | 792.2 (18.8%) | 19.8 | ||
| Lack-of-Fit | 10 | 339.6 (8.1%) | 34.0 | 2.3 | 0.042 |
| Pure Error | 30 | 452.6 (10.7%) | 15.1 | ||
| Total | 44 | 4214.1 |
| Variable | Regression Coefficient | p-Value |
|---|---|---|
| Constant | 73.45 | 0.000 |
| Time (A) | −16.77 | 0.001 |
| Acid Amount (B) | 0.31 | 0.000 |
| Acid Amount × Acid Amount (B2) | −0.003 | 0.000 |
| Time × Acid Amount (A × B) | 0.22 | 0.000 |
| Model Type | Standard Deviation | R2 | R2adj | R2pred |
|---|---|---|---|---|
| Linear | 3.885 | 0.893 | 0.843 | 0.758 |
| Quadratic | 4.484 | 0.814 | 0.793 | 0.751 |
| Reduced quadratic | 4.450 | 0.812 | 0.793 | 0.763 |
| Characteristics | ASTMs D6751 (Limit) | Corn Oil Methyl Ester (Present Study) * | El Boulifi et al. [4] | Mata et al. [37] | Moser and Vaughn [38] |
|---|---|---|---|---|---|
| Water content, ppm | <500 | 242 ± 42 | 323 | 892 | 400 |
| Viscosity, mm2 s−1 | 1.9–6.0 | 4.55 ± 0.18 | 4.33 | 4.55 | 4.14 |
| Total glycerin, % | <0.24 | 0.05 ± 0.01 | 0.18 | nd | nd |
| Acid value, mg KOH g−1 | <0.5 | 0.49 ± 0.08 | 0.04 | 0.25 | 0.49 |
| Cloud point, °C | Report | −2 ± 0.5 | −3.6 | nd | −5 |
| Pour point, °C | Report | −4.5 ± 2 | −6 | nd | −6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huda, M.S.; Odegaard, M.; Chandra Sarker, N.; Webster, D.C.; Monono, E. Enhancing Recovery Yield of Vegetable Oil Methyl Ester for Bioresin Production: A Comparison Study Using Acid Neutralization. ChemEngineering 2024, 8, 16. https://doi.org/10.3390/chemengineering8010016
Huda MS, Odegaard M, Chandra Sarker N, Webster DC, Monono E. Enhancing Recovery Yield of Vegetable Oil Methyl Ester for Bioresin Production: A Comparison Study Using Acid Neutralization. ChemEngineering. 2024; 8(1):16. https://doi.org/10.3390/chemengineering8010016
Chicago/Turabian StyleHuda, Md. Sanaul, Michael Odegaard, Niloy Chandra Sarker, Dean C. Webster, and Ewumbua Monono. 2024. "Enhancing Recovery Yield of Vegetable Oil Methyl Ester for Bioresin Production: A Comparison Study Using Acid Neutralization" ChemEngineering 8, no. 1: 16. https://doi.org/10.3390/chemengineering8010016