
Green Fractionation Approaches for the Integrated Upgrade of Corn Cobs



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Autohydrolysis
2.3. Organosolv
2.4. Alkaline Treatment
2.5. Analytical Methods
2.5.1. Chemical Characterization of Solid Samples
2.5.2. Chemical Characterization of the Liquors
2.5.3. Enzymatic Hydrolysis
2.6. Empirical Modeling
3. Results
3.1. Raw Material Characterization
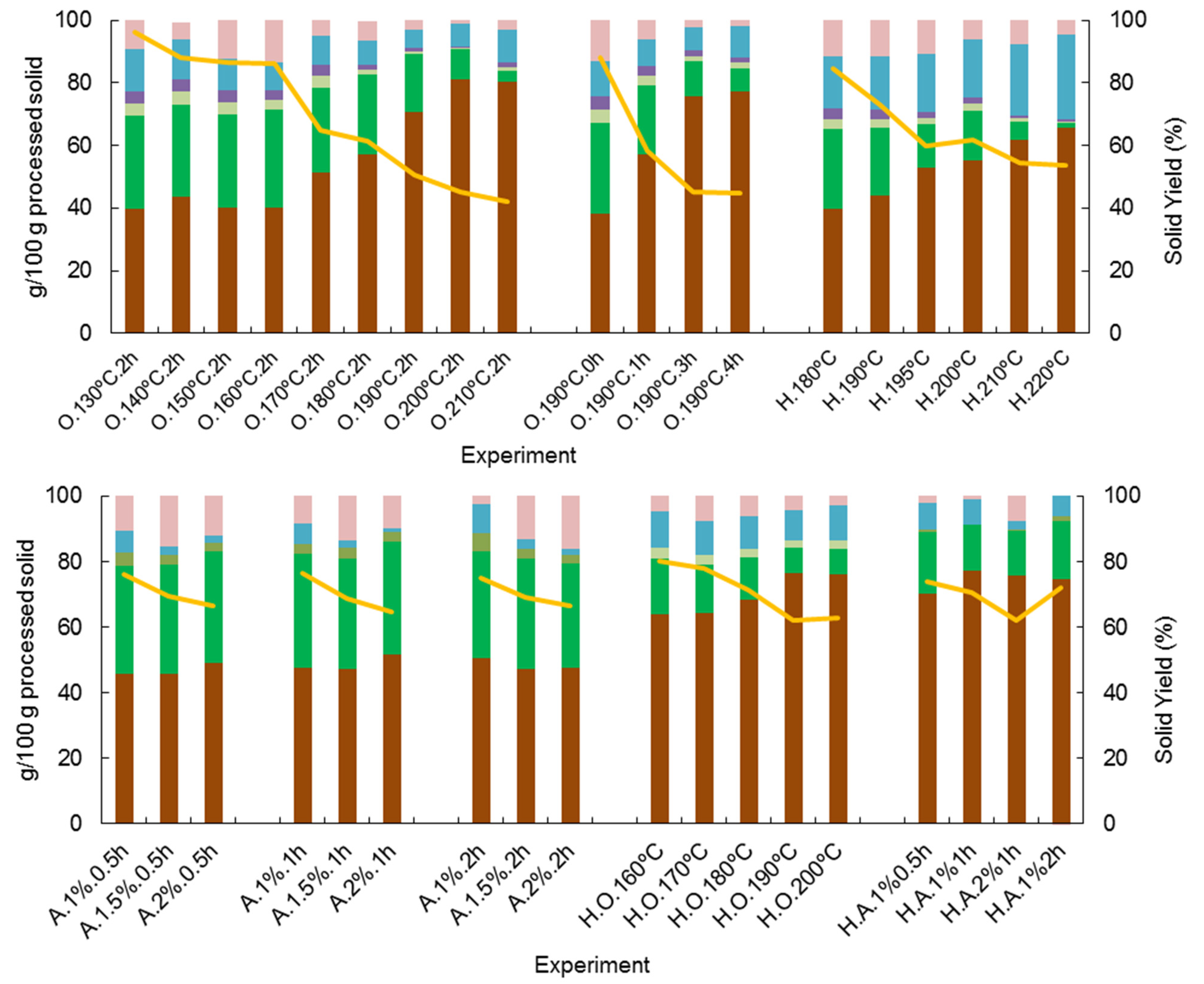
3.2. One-Step Process toward the Delignification of Corn Cobs
3.2.1. Organosolv
3.2.2. Alkaline Treatment
3.3. Autohydrolysis Pretreatment
3.4. Two-Step Process toward the Fractionation of Hemicelluloses and Lignin
3.4.1. Autohydrolysis Followed by Organosolv
3.4.2. Autohydrolysis Followed by Alkaline Treatment
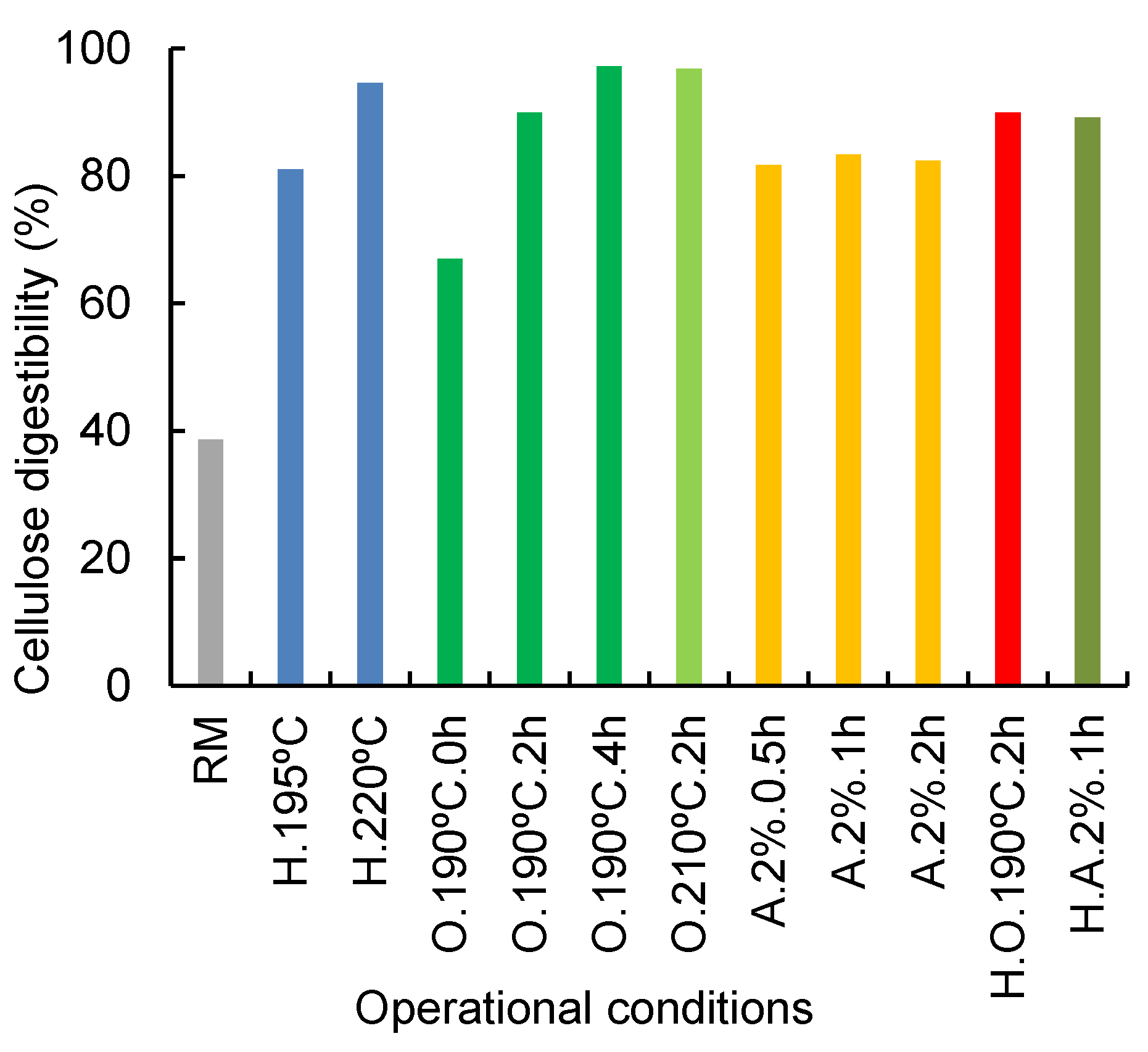
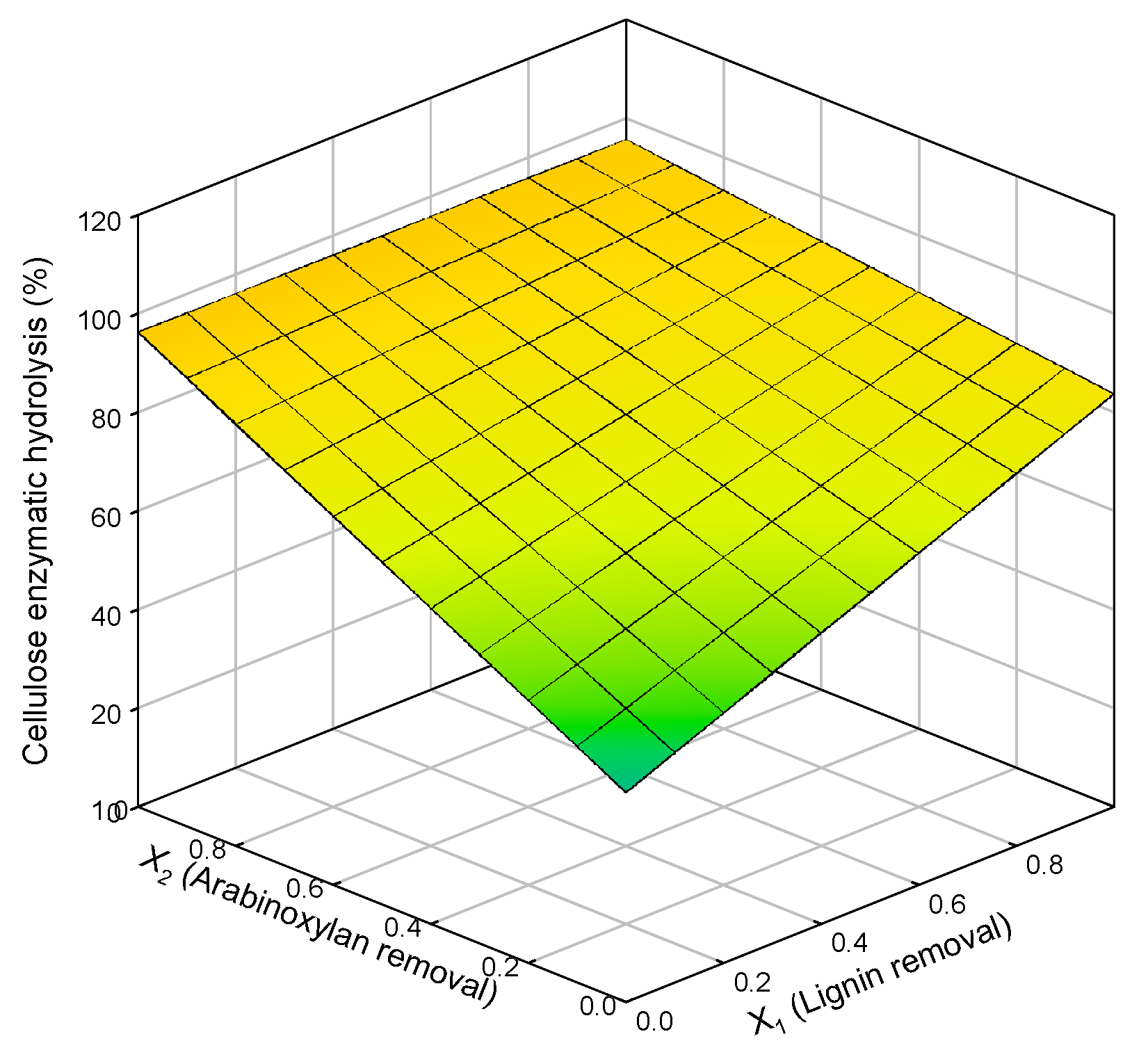
3.5. Enzymatic Hydrolysis
xylan removal (%) − 41.76 × lignin removal (%) × xylan removal (%) (R2 = 0.9585)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Moreira da Silva, J.; Byrne, C.; Rocha, I.; Rodrigues, J.P.; Lemos, P.; Malheiro, S. Combater as alterações climáticas liderar a revolução energética e a economia circular. Policy Paper, PCS. 2023. Available online: https://www.crescimentosustentavel.org/media/PolicyPaperClimaEnergiaCircularidade1_PDFfinal.pdf (accessed on 16 March 2023).
- Cheng, Y.-S.; Mutrakulcharoen, P.; Chuetor, S.; Cheenkachorn, K.; Tantayotai, P.; Panakkal, E.J.; Sriariyanun, M. Recent situation and progress in biorefining process of lignocellulosic biomass: Toward Green Economy. Appl. Sci. Eng. Prog. 2020, 13, 299–311. [Google Scholar] [CrossRef]
- Asia-Pacific Economic Cooperation (APEC). Understanding the Bio-Circular-Green (BCG) Economy Model. 2022. Available online: https://www.apec.org/publications/2022/08/understanding-the-bio-circular-green-(bcg)-economy-model (accessed on 17 March 2023).
- The European Green Deal. Communication from the Commission. 2019. Available online: https://ec.europa.eu/commission/presscorner/detail/en/ip_19_6691 (accessed on 17 March 2023).
- A European Green Deal. Striving to Be the First Climate-Neutral Continent. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal_en (accessed on 17 March 2023).
- The Paris Agreement. United Nations Climate Change. Available online: https://unfccc.int/process-and-meetings/the-paris-agreement (accessed on 17 March 2023).
- Zhao, Y.; Damgaard, A.; Christensen, T.H. Bioethanol from corn stover—A review and technical assessment of alternative biotechnologies. Prog. Energy Combust. Sci 2018, 67, 275–291. [Google Scholar] [CrossRef]
- Carvalheiro, F.; Duarte, L.C.; Girio, F.M. Hemicellulose biorefineries: A review on biomass pretreatments. J. Sci. Ind. Res. 2008, 67, 849–864. [Google Scholar]
- Galbe, M.; Wallberg, O. Pretreatment for biorefineries: A review of common methods for efficient utilisation of lignocellulosic materials. Biotechnol. Biofuels 2019, 12, 294. [Google Scholar] [CrossRef]
- Gírio, F.M.; Fonseca, C.; Carvalheiro, F.; Duarte, L.C.; Marques, S.; Bogel-Łukasik, R. Hemicelluloses for fuel ethanol: A review. Bioresour. Technol. 2010, 101, 4775–4800. [Google Scholar] [CrossRef]
- Pu, Y.; Hu, F.; Huang, F.; Davison, B.H.; Ragauskas, A.J. Assessing the molecular structure basis for biomass recalcitrance during dilute acid and hydrothermal pretreatments. Biotechnol. Biofuels 2013, 6, 15. [Google Scholar] [CrossRef]
- Carvalheiro, F.; Duarte, L.C.; Pires, F.; Van-Dúnem, V.; Sanfins, L.; Roseiro, L.B.; Gírio, F. Effective mild ethanol-based organosolv pre-treatment for the selective valorization of polysaccharides and lignin from agricultural and forestry residues. Energies 2022, 15, 5654. [Google Scholar] [CrossRef]
- Jose, D.; Kitiborwornkul, N.; Sriariyanun, M.; Keerthi, K. A Review on chemical pretreatment methods of lignocellulosic biomass: Recent advances and progress. Appl. Sci. Eng. Prog. 2022, 15, 6210. [Google Scholar] [CrossRef]
- Mood, S.H.; Golfeshan, A.H.; Tabatabaei, M.; Jouzani, G.S.; Najafi, G.H.; Gholami, M.; Ardjmand, M. Lignocellulosic biomass to bioethanol, a comprehensive review with a focus on pretreatment. Renew. Sustain. Energy Rev. 2013, 27, 77–93. [Google Scholar] [CrossRef]
- Norrahim, M.N.F.; Ilyas, R.A.; Nurazzi, M.N.; Rani, M.S.A.; Atikah, M.S.N.; Shazleen, S.S. Chemical pretreatment of lignocellulosic biomass for the production of bioproducts: An overview. Appl. Sci. Eng. Prog. 2021, 14, 588–605. [Google Scholar]
- Jönsson, L.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef]
- Romani, A.; Garrote, G.; Lopez, F.; Parajó, J.C. Eucalyptus globulus wood fractionation by autohydrolysis and organosolv delignification. Bioresour. Technol. 2011, 102, 5896–5904. [Google Scholar] [CrossRef] [PubMed]
- Padilla-Rascón, C.; Carvalheiro, F.; Duarte, L.C.; Roseiro, L.B.; Ruiz, E.; Castro, E. An integrated olive stone biorefinery based on a two-step fractionation strategy. Ind. Crops Prod. 2022, 187, 115157. [Google Scholar] [CrossRef]
- Pordesimo, L.O.; Edens, W.C.; Sokhansanj, S. Distribution of aboveground biomass in corn stover. Biomass Bioenerg 2004, 26, 337–343. [Google Scholar] [CrossRef]
- Moniz, P. Processos de fracionamento de resíduos agroindustriais para obtenção de hemiceluloses e lenhina de elevada qualidade para aproveitamento integrado no âmbito de uma biorrefinaria. Ph.D. Thesis, University of Lisboa, Lisboa, Portugal, 2014; p. 197. [Google Scholar]
- Anpromis. Available online: www.anpromis.pt (accessed on 22 February 2023).
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.J.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; NREL/TP-510-42622; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- AOAC. AOAC Official Methods of Analysis; AOAC: Washington, DC, USA, 1975. [Google Scholar]
- Singleton, V.L.; Orthofer, R.; Lamuela-Raventós, R.M. Analysis of total phenols and other oxidation substrates and antioxidants by means of folin-ciocalteu reagent. Methods Enzymol. 1999, 299, 152–178. [Google Scholar]
- Moniz, P.; Lino, J.; Duarte, L.C.; Roseiro, L.B.; Boeriu, C.G.; Pereira, H.; Carvalheiro, F. Fractionation of hemicelluloses and lignin from rice straw by combining autohydrolysis and optimised mild organosolv delignification. BioResources 2015, 10, 2626–2641. [Google Scholar] [CrossRef]
- Selig, M.; Weiss, N.; Ji, Y. Enzymatic Saccharification of Lignocellulosic Biomass; NREL/TP-510-42629; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Overend, R.P.; Chornet, E.; Gascoigne, J.A. Fractionation of Lignocellulosics by steam-aqueous pretreatments. Phil. Trans. R. Soc. Lond. A 1987, 321, 523–536. [Google Scholar]
- Moniz, P.; Pereira, H.; Quilhó, T.; Carvalheiro, F. Characterisation and hydrothermal processing of corn straw towards the selective fractionation of hemicelluloses. Ind. Crops Prod. 2013, 50, 145–153. [Google Scholar] [CrossRef]
- Tada, K.; Horiuchi, J.-I.; Kanno, T.; Kobayashi, M. Microbial xylitol production from corn cobs using Candida magnoliae. J. Biosci. Bioeng. 2004, 98, 228–230. [Google Scholar] [CrossRef]
- Barl, B.; Biliaderis, C.G.; Murray, E.D.; Macgregor, A.W. Combined chemical and enzymic treatments of corn husk lignocellulosics. J. Sci. Food Agric. 1991, 56, 195–214. [Google Scholar] [CrossRef]
- Garrote, G.; Domínguez, H.; Parajó, J.C. Kinetic modelling of corncob autohydrolysis. Process Biochem. 2001, 36, 571–578. [Google Scholar] [CrossRef]
- Moura, P.; Barata, R.; Carvalheiro, F.; Gírio, F.; Loureiro-Dias, M.C.; Esteves, M.P. In vitro fermentation of xylo-oligosaccharides from corn cobs autohydrolysis by Bifidobacterium and Lactobacillus strains. Food Sci. Technol. 2007, 40, 963–972. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Densification characteristics of corn cobs. Fuel Process. Technol. 2010, 91, 559–565. [Google Scholar] [CrossRef]
- Brosse, N.; Hage, R.; Sannigrahi, P.; Ragauskas, A. Dilute sulphuric acid and ethanol organosolv pretreatment of Miscanthus x Giganteus. Cellul. Chem. Technol. 2010, 44, 71–78. [Google Scholar]
- Hallac, B.B.; Sannigrahi, P.; Pu, Y.; Ray, M.; Murphy, R.J.; Ragauskas, A.J. Effect of ethanol organosolv pretreatment on enzymatic hydrolysis of Buddleja davidii stem biomass. Ind. Eng. Chem. Res. 2010, 49, 1467–1472. [Google Scholar] [CrossRef]
- Huijgen, W.J.J.; Smit, A.T.; Reith, J.H.; den Uil, H. Catalytic organosolv fractionation of willow wood and wheat straw as pretreatment for enzymatic cellulose hydrolysis. J. Chem. Technol. Biotechnol. 2011, 86, 1428–1438. [Google Scholar] [CrossRef]
- Maillard, M.-N.; Berset, C. Evolution of antioxidant activity during kilning: Role of insoluble bound phenolic acids of barley and malt. J. Agric. Food Chem. 1995, 43, 1789–1793. [Google Scholar] [CrossRef]
- Ramos, L.P. The chemistry involved in the steam treatment of lignocellulosic materials. Quim. Nova 2003, 26, 863–871. [Google Scholar] [CrossRef]
- Huijgen, W.J.J.; Reith, J.H.; den Uil, H. Pretreatment and fractionation of wheat straw by an acetone-based organosolv process. Ind. Eng. Chem. Res. 2010, 49, 10132–10140. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, S. Efficient sugar release by acetic acid ethanol-based organosolv pretreatment and enzymatic saccharification. J. Agric. Food Chem. 2014, 62, 11681–11687. [Google Scholar] [CrossRef]
- Ekwe, N.B. The effect of delignification on the saccharification on of abakaliki rice husk. Adv. Appl. Sci. Res. 2012, 3, 3902–3908. [Google Scholar]
- Alves-Ferreira, J.; Lourenço, A.; Morgado, F.; Duarte, L.C.; Roseiro, L.B.; Fernandes, M.C.; Pereira, H.; Carvalheiro, F. Delignification of Cistus ladanifer biomass by organosolv and alkali processes. Energies 2021, 14, 1127. [Google Scholar] [CrossRef]
- Mafa, M.S.; Malgas, S.; Bhattacharya, A.; Rashamuse, K.; Pletschke, B.I. The effects of alkaline pretreatment on agricultural biomasses (corn cob and sweet sorghum bagasse) and their hydrolysis by a termite-derived enzyme cocktail. Agronomy 2020, 10, 1211. [Google Scholar] [CrossRef]
- He, X.; Miao, Y.; Jiang, X. Enhancing the enzymatic hydrolysis of corn stover by an integrated wet-milling and alkali pretreatment. Appl. Biochem. Biotechnol. 2010, 160, 2449–2457. [Google Scholar] [CrossRef]
- Silva-Fernandes, T.; Duarte, L.C.; Carvalheiro, F.; Marques, S.; Loureiro-Dias, M.C.; Fonseca, C.; Gírio, F. Biorefining strategy for maximal monosaccharide recovery from three different feedstocks: Eucalyptus residues, wheat straw and olive tree pruning. Bioresour. Technol. 2015, 183, 203–212. [Google Scholar] [CrossRef]
- Moniz, P.; Pereira, H.; Duarte, L.C.; Carvalheiro, F. Hydrothermal production and gel filtration purification of xylo-oligosaccharides from rice straw. Ind. Crops Prod. 2014, 62, 460–465. [Google Scholar] [CrossRef]
- Carvalheiro, F.; Silva-Fernandes, T.; Duarte, L.C.; Girio, F.M. Wheat straw autohydrolysis: Process optimization and products characterization. Appl. Biochem. Biotechnol. 2009, 153, 84–93. [Google Scholar] [CrossRef]
- Obama, P.; Ricochon, G.; Muniglia, L.; Brosse, N. Combination of enzymatic hydrolysis and ethanol organosolv pretreatments: Effect on lignin structures, delignification yields and cellulose-to-glucose conversion. Bioresour. Technol. 2012, 112, 156–163. [Google Scholar] [CrossRef]
- Romero, I.; López-Linares, J.C.; Delgado, Y.; Cara, C.; Castro, E. Ethanol production from rape straw by a two-stage pretreatment under mild conditions. Bioprocess Biosyst. Eng. 2015, 38, 1469–1478. [Google Scholar] [CrossRef]
- Liu, Z.; Padmanabhan, S.; Cheng, K.; Xie, H.; Gokhale, A.; Afzal, W.; Na, H.; Pauly, M.; Bell, A.T.; Prausnitz, J.M. Two-step delignification of Miscanthus to enhance enzymatic hydrolysis: Aqueous ammonia followed by sodium hydroxide and oxidants. Energ Fuels 2014, 28, 542–548. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, G. Wood Chemistry, Ultraestructure, Reactions; Walter de Gruyter: Berlin, Germany; New York, NY, USA, 1984. [Google Scholar]
- Kim, S.; Holtzapple, M.T. Effect of structural features on enzyme digestibility of corn stover. Bioresour. Technol. 2006, 97, 583–591. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.; Xia, L.; Xue, P. Enzymatic hydrolysis of corncob and ethanol production from cellulosic hydrolysate. Int. Biodeterior. Biodegrad. 2007, 59, 85–89. [Google Scholar] [CrossRef]
- Pires, F.; Van-Dunem, V.; Sanfins, L.; Duarte, L.C.; Gírio, F.; Carvalheiro, F. Optimization of a mild organosolv ethanol-based process for the selective fraction of Eucalyptus globulus residues. In Proceedings of the 28th European Biomass Conference & Exhibition, (EUBCE Proceedings, 2020), Marseille, France, 6–9 July 2020. [Google Scholar]
- Mussatto, S.I.; Fernandes, M.; Milagres, A.M.F.; Roberto, I.C. Effect of hemicellulose and lignin on enzymatic hydrolysis of cellulose from brewer’s spent grain. Enzyme Microb. Technol. 2008, 43, 124–129. [Google Scholar] [CrossRef]
- Yoshida, M.; Liu, Y.; Uchida, S.; Kawarada, K.; Ukagami, Y.; Ichinose, H.; Kaneko, S.; Fukuda, K. Effects of cellulose crystallinity, hemicellulose, and lignin on the enzymatic hydrolysis of Miscanthus sinensis to monosaccharides. Biosci. Biotechnol. Biochem. 2008, 72, 805–810. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
| Component | % of Dry Weight |
|---|---|
| Cellulose (as glucan) | 35.74 |
| Hemicelluloses | 33.34 |
| Xylan | 25.82 |
| Arabinan | 3.68 |
| Acetyl groups | 3.83 |
| Acid insoluble lignin | 14.57 |
| Protein | 3.30 |
| Ash | 1.33 |
| Extractives | 11.19 |
| Dichloromethane | 1.14 |
| Ethanol | 3.54 |
| Water | 6.51 |
| Experiment a | g/100 g Initial Lignin | g/100 g Initial Xylan | g/100 g Initial Glucan | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Lignin | Xylan | XOS | Xylose | Fur | Glucan | GlcOS | Glucose | HMF | ||
| I | O.130 °C.2 h | 88.6 | 108.3 | 1.3 | 0.6 | 0.0 | 107.2 | 1.2 | 0.5 | 0.0 |
| O.140 °C.2 h | 78.3 | 102.0 | 3.7 | 1.8 | 0.2 | 107.6 | 1.7 | 1.1 | 0.0 | |
| O.150 °C.2 h | 58.8 | 97.3 | 8.0 | 2.2 | 0.1 | 97.7 | 2.0 | 0.9 | 0.0 | |
| O.160 °C.2 h | 53.3 | 98.7 | 8.6 | 1.8 | 0.1 | 97.2 | 1.5 | 0.5 | 0.1 | |
| O.170 °C.2 h | 40.6 | 63.0 | 38.7 | 2.5 | 1.2 | 93.5 | 2.4 | 0.4 | 0.2 | |
| O.180 °C.2 h | 31.3 | 56.8 | 40.4 | 2.0 | 0.8 | 97.9 | 3.7 | 0.1 | 0.2 | |
| O.190 °C.2 h | 21.2 | 32.4 | 41.2 | 2.8 | 5.1 | 99.6 | 3.0 | 0.2 | 0.4 | |
| O.200 °C.2 h | 22.9 | 14.8 | 14.5 | 3.4 | 10.6 | 102.5 | 2.4 | 0.4 | 0.9 | |
| O.210 °C.2 h | 30.3 | 5.3 | 4.6 | 0.9 | 10.9 | 89.5 | 1.6 | 0.2 | 1.6 | |
| O.190 °C.0 h | 65.5 | 92.7 | 7.4 | 1.8 | 0.0 | 94.5 | 1.7 | 0.7 | 0.0 | |
| O.190 °C.1 h | 33.9 | 44.0 | 34.3 | 2.8 | 2.6 | 93.1 | 1.8 | 0.1 | 0.3 | |
| O.190 °C.3 h | 22.2 | 17.1 | 22.6 | 4.9 | 9.7 | 95.6 | 2.6 | 0.5 | 1.0 | |
| O.190 °C.4 h | 30.2 | 11.3 | 9.9 | 3.4 | 11.2 | 97.0 | 2.4 | 0.5 | 1.5 | |
| II | A.1%.0.5 h | 35.0 | 95.4 | n.d. | 2.8 | 0 | 97.6 | n.d. | 0.3 | 0 |
| A.1.5%.0.5 h | 11.8 | 85.5 | n.d. | 0.6 | 0 | 88.9 | n.d. | 0.6 | 0 | |
| A.2%.0.5 h | 9.9 | 82.5 | n.d. | 0.2 | 0 | 91.8 | n.d. | 0 | 0 | |
| A.1%.1 h | 32.0 | 98.1 | n.d. | 0 | 0 | 101.8 | n.d. | 0 | 0 | |
| A.1.5%.1 h | 10.4 | 85.5 | n.d. | 0.7 | 0 | 91.0 | n.d. | 0.5 | 0 | |
| A.2%.1 h | 5.6 | 81.7 | n.d. | 1.22 | 0 | 93.8 | n.d. | 0.4 | 0 | |
| A.1%.2 h | 44.3 | 96.9 | n.d. | 0.3 | 0 | 106.1 | n.d. | 0 | 0 | |
| A.1.5%.2 h | 12.8 | 85.9 | n.d. | 5.6 | 0 | 91.1 | n.d. | 0.3 | 0 | |
| A.2%.2 h | 8.5 | 77.7 | n.d. | 1.8 | 0 | 88.8 | n.d. | 0.4 | 0 | |
| III b | H.180 °C | 95.7 | 77.8 | 22.1 | 4.8 | 1.1 | 94.3 | 2.3 | 2.1 | 0.1 |
| H.190 °C | 84.6 | 56.1 | 44.3 | 6.0 | 1.7 | 90.4 | 2.6 | 2.2 | 0.2 | |
| H.195 °C | 77.1 | 28.7 | 67.3 | 8.7 | 3.8 | 88.7 | 3.6 | 1.9 | 0.3 | |
| H.200 °C | 78.3 | 29.5 | 64.7 | 10.1 | 2.1 | 95.0 | 2.3 | 3.6 | 0.2 | |
| H.210 °C | 84.2 | 10.3 | 50.7 | 26.5 | 11.5 | 94.6 | 3.0 | 3.3 | 0.6 | |
| H.220 °C | 100.3 | 2.3 | 11.1 | 42.7 | 23.3 | 99.0 | 2.2 | 3.9 | 1.2 | |
| IV b | H.O.160 °C | 52.8 | 67.0 | 30.1 | 1.2 | 0.4 | 101.0 | 0.5 | 0.1 | 0.0 |
| H.O.170 °C | 47.9 | 56.8 | 31.2 | 1.6 | 1.2 | 99.5 | 0.4 | 0.1 | 0.0 | |
| H.O.180 °C | 42.3 | 44.4 | 36.7 | 4.0 | 2.7 | 96.4 | 0.5 | 0.1 | 0.1 | |
| H.O.190 °C | 34.6 | 23.4 | 34.9 | 8.9 | 3.8 | 94.1 | 0.7 | 0.1 | 0.3 | |
| H.O.200 °C | 40.7 | 24.2 | 13.1 | 9.9 | 11.6 | 94.7 | 1.2 | 0.2 | 0.6 | |
| V | H.A.1%.0.5 h | 35.3 | 71.1 | n.d. | 0 | 0 | 102.5 | n.d. | 0 | 0 |
| H.A.1%.1 h | 32.0 | 48.9 | n.d. | 0 | 0 | 107.6 | n.d. | 0 | 0 | |
| H.A.2%.1 h | 10.4 | 42.4 | n.d. | 0.2 | 0 | 92.8 | n.d. | 0 | 0 | |
| H.A.1%.2 h | 34.0 | 67.7 | n.d. | 0.1 | 0 | 106.3 | n.d. | 0 | 0 | |
| Experiment a | pH b | Sugars (g/L) | Others (g/L) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Oligomeric | Monomeric | ||||||||||||||
| Xyl | Glc | AcO | Xyl | Ara | Glc | Furf | HMF | Ac | GlyOH | Lactic | Form | TPC | |||
| I | O.130 °C.2 h | 5.46 | 0.56 | 0.60 | 0 | 0.22 | 0.08 | 0.28 | 0 | 0.02 | 0.38 | n.d. | n.d. | 0 | 0.97 |
| O.140 °C.2 h | 5.12 | 1.54 | 0.84 | 0.12 | 0.57 | 0.26 | 0.60 | 0.05 | 0.02 | 0.62 | n.d. | n.d. | 0 | 4.85 | |
| O.150 °C.2 h | 5.14 | 3.25 | 0.99 | 0 | 0.55 | 0.47 | 0.49 | 0.03 | 0.02 | 0.92 | n.d. | n.d. | 0 | 2.05 | |
| O.160 °C.2 h | 5.13 | 3.56 | 0.76 | 0.10 | 0.41 | 0.45 | 0.27 | 0.03 | 0.03 | 1.26 | n.d. | n.d. | 0 | 2.04 | |
| O.170 °C.2 h | 4.68 | 15.52 | 1.19 | 0.80 | 0.51 | 0.64 | 0.21 | 0.34 | 0.08 | 1.89 | n.d. | n.d. | 0.12 | 3.35 | |
| O.180 °C.2 h | 4.70 | 16.16 | 1.80 | 0.75 | 0.42 | 0.48 | 0.07 | 0.23 | 0.06 | 2.32 | n.d. | n.d. | 0.20 | 3.48 | |
| O.190 °C.2 h | 4.52 | 16.23 | 1.45 | 0 | 1.08 | 0.19 | 0.13 | 1.45 | 0.16 | 3.38 | n.d. | n.d. | 0.60 | 5.72 | |
| O.200 °C.2 h | 4.24 | 5.67 | 1.14 | 0 | 1.04 | 0.46 | 0.22 | 3.01 | 0.34 | 4.38 | n.d. | n.d. | 1.00 | 8.00 | |
| O.210 °C.2 h | 4.22 | 1.79 | 0.78 | 0 | 0.32 | 0.06 | 0.11 | 3.10 | 0.60 | 5.02 | n.d. | n.d. | 1.32 | 14.53 | |
| O.190 °C.0 h | 5.07 | 3.05 | 0.86 | 0 | 0.56 | 0.30 | 0.36 | 0.01 | 0.01 | 1.02 | n.d. | n.d. | 0 | n.d. | |
| O.190 °C.1 h | 4.76 | 13.67 | 0.88 | 0 | 0.79 | 0.45 | 0.08 | 0.76 | 0.11 | 2.50 | n.d. | n.d. | 0.24 | 7.33 | |
| O.190 °C.3 h | 4.31 | 8.84 | 1.23 | 0 | 1.76 | 0.41 | 0.24 | 2.76 | 0.36 | 4.41 | n.d. | n.d. | 0.77 | 11.76 | |
| O.190 °C.4 h | 4.07 | 3.85 | 1.14 | 0 | 1.30 | 0.21 | 0.24 | 3.19 | 0.56 | 4.77 | n.d. | n.d. | 0.81 | 10.58 | |
| II | A.1%.0.5 h | 10.0 | n.d. | n.d. | n.d. | 0.17 | 0.73 | 0.19 | 0 | 0 | 5.83 | 1.50 | 0 | 0.31 | n.d. |
| A.1.5%.0.5 h | 12.02 | n.d. | n.d. | n.d. | 0.17 | 0.08 | 0.31 | 0 | 0 | 6.31 | 2.22 | 0.85 | 1.07 | n.d. | |
| A.2%.0.5 h | 13.37 | n.d. | n.d. | n.d. | 0.04 | 0.04 | 0 | 0 | 0 | 6.35 | 2.03 | 1.22 | 1.27 | n.d. | |
| A.1%.1 h | 9.74 | n.d. | n.d. | n.d. | 0 | 0 | 0 | 0 | 0 | 6.15 | 1.02 | 0.02 | 0.05 | n.d. | |
| A.1.5%.1 h | 11.11 | n.d. | n.d. | n.d. | 0 | 0.07 | 0.27 | 0 | 0 | 6.17 | 2.03 | 0.76 | 1.05 | n.d. | |
| A.2%.1 h | 13.15 | n.d. | n.d. | n.d. | 0 | 0.24 | 0.19 | 0 | 0 | 6.21 | 2.11 | 1.37 | 1.59 | n.d. | |
| A.1%.2 h | 9.58 | n.d. | n.d. | n.d. | 0.08 | 0.03 | 0 | 0 | 0 | 5.42 | 1.72 | 0.38 | 0.10 | n.d. | |
| A.1.5%.2 h | 11.17 | n.d. | n.d. | n.d. | 0.18 | 1.58 | 0.17 | 0 | 0 | 5.99 | 2.04 | 0.90 | 1.16 | n.d. | |
| A.2%.2 h | 12.97 | n.d. | n.d. | n.d. | 0.18 | 0.39 | 0.23 | 0 | 0 | 6.54 | 2.40 | 0.71 | 1.91 | n.d. | |
| III | H.180 °C | 4.28 | 9.11 | 1.14 | 1.18 | 1.35 | 0.91 | 1.15 | 0.32 | 0.05 | 0.45 | n.d. | n.d. | 0.08 | 1.92 |
| H.190 °C | 4.17 | 17.98 | 1.27 | 2.21 | 1.57 | 1.18 | 1.18 | 0.50 | 0.09 | 0.74 | n.d. | n.d. | 0.13 | 4.67 | |
| H.195 °C | 3.89 | 26.82 | 1.73 | 2.92 | 2.41 | 1.51 | 1.03 | 1.10 | 0.12 | 1.24 | n.d. | n.d. | 0.22 | 6.18 | |
| H.200 °C | 3.96 | 25.88 | 1.13 | 2.92 | 2.31 | 2.27 | 1.94 | 0.60 | 0.09 | 1.23 | n.d. | n.d. | 0 | 6.00 | |
| H.210 °C | 3.49 | 20.09 | 1.45 | 2.01 | 8.56 | 3.35 | 1.74 | 3.30 | 0.21 | 3.08 | n.d. | n.d. | 1.41 | 5.90 | |
| H.220 °C | 3.18 | 5.95 | 1.07 | 0 | 14.8 | 4.45 | 2.07 | 6.71 | 0.43 | 4.98 | n.d. | n.d. | 2.23 | 7.20 | |
| IV | H.O.160 °C | 4.57 | 8.50 | 0.34 | 0.76 | 0.24 | 0.14 | 0.08 | 0.09 | 0.02 | 0.33 | n.d. | n.d. | 0 | 4.57 |
| H.O.170 °C | 4.54 | 8.78 | 0.26 | 0.80 | 0.42 | 0.11 | 0.07 | 0.25 | 0.02 | 0.52 | n.d. | n.d. | 0 | 8.46 | |
| H.O.180 °C | 4.50 | 10.24 | 0.32 | 0.61 | 1.12 | 0.14 | 0.08 | 0.56 | 0.05 | 0.90 | n.d. | n.d. | 0 | 7.07 | |
| H.O.190 °C | 4.39 | 9.62 | 0.49 | 0.64 | 2.62 | 0.15 | 0.09 | 0.77 | 0.14 | 1.48 | n.d. | n.d. | 0 | 6.03 | |
| H.O.200 °C | 3.97 | 3.61 | 0.84 | 0.07 | 2.78 | 0.33 | 0.14 | 2.32 | 0.34 | 0.39 | n.d. | n.d. | 0.12 | 7.95 | |
| V | H.A.1%.0.5 h | 8.74 | n.d. | n.d. | n.d. | 0 | 0 | 0 | 0 | 0 | 4.30 | 2.62 | 0 | 3.26 | n.d. |
| H.A.1%.1 h | 8.70 | n.d. | n.d. | n.d. | 0 | 0 | 0 | 0 | 0 | 3.31 | 2.37 | 1.58 | 0.56 | n.d. | |
| H.A.2%.1 h | 10.73 | n.d. | n.d. | n.d. | 0 | 0.18 | 0 | 0 | 0 | 4.17 | 3.76 | 3.27 | 4.92 | n.d. | |
| H.A.1%.2 h | 8.03 | n.d. | n.d. | n.d. | 0 | 0 | 0 | 0 | 0 | 4.10 | 2.50 | 1.90 | 4.68 | n.d. | |
| Process | ||
|---|---|---|
| Autohydrolysis | Organosolv | |
| Log Ro | 3.75 | 4.58 |
| Delignification (%) | 18.2 | 70.1 |
| Xylan removal (%) | 79.3 | 59.2 |
| XOS production (g/L) | 23.8 | 13.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fialho, J.; Moniz, P.; Duarte, L.C.; Carvalheiro, F. Green Fractionation Approaches for the Integrated Upgrade of Corn Cobs. ChemEngineering 2023, 7, 35. https://doi.org/10.3390/chemengineering7020035
Fialho J, Moniz P, Duarte LC, Carvalheiro F. Green Fractionation Approaches for the Integrated Upgrade of Corn Cobs. ChemEngineering. 2023; 7(2):35. https://doi.org/10.3390/chemengineering7020035
Chicago/Turabian StyleFialho, João, Patrícia Moniz, Luís C. Duarte, and Florbela Carvalheiro. 2023. "Green Fractionation Approaches for the Integrated Upgrade of Corn Cobs" ChemEngineering 7, no. 2: 35. https://doi.org/10.3390/chemengineering7020035