Ripening of Hard Cheese Produced from Milk Concentrated by Reverse Osmosis

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. RO-Cheese Manufacture and Sampling
2.2. Compositional and Microbiological Analyses of Cheeses
2.3. Analysis of Caseins
2.4. Analysis of Free Amino Acids
2.5. Analysis of Volatiles by SPME-GC-TOF-MS
2.6. Sensory Analysis
3. Results and Discussion
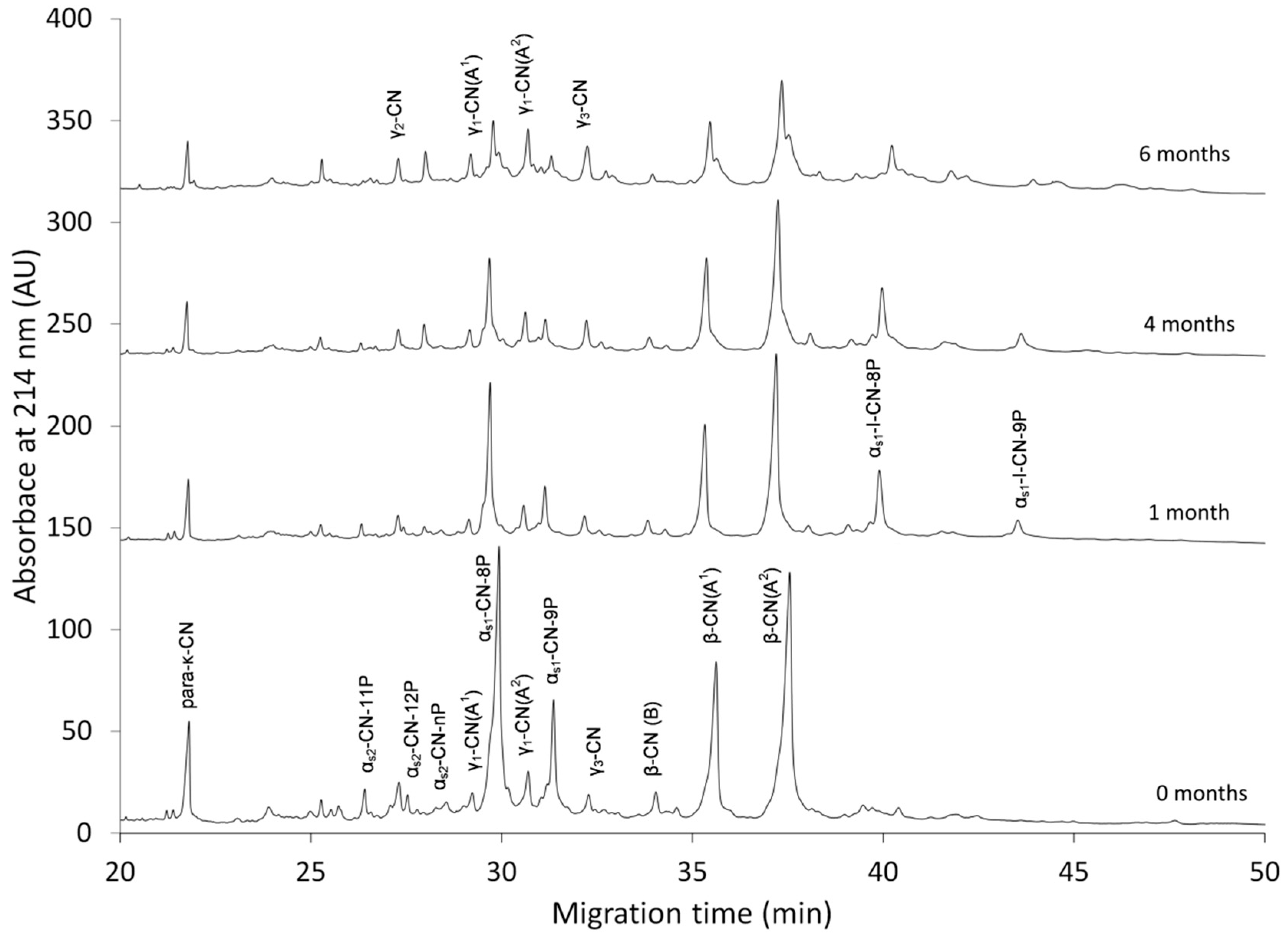
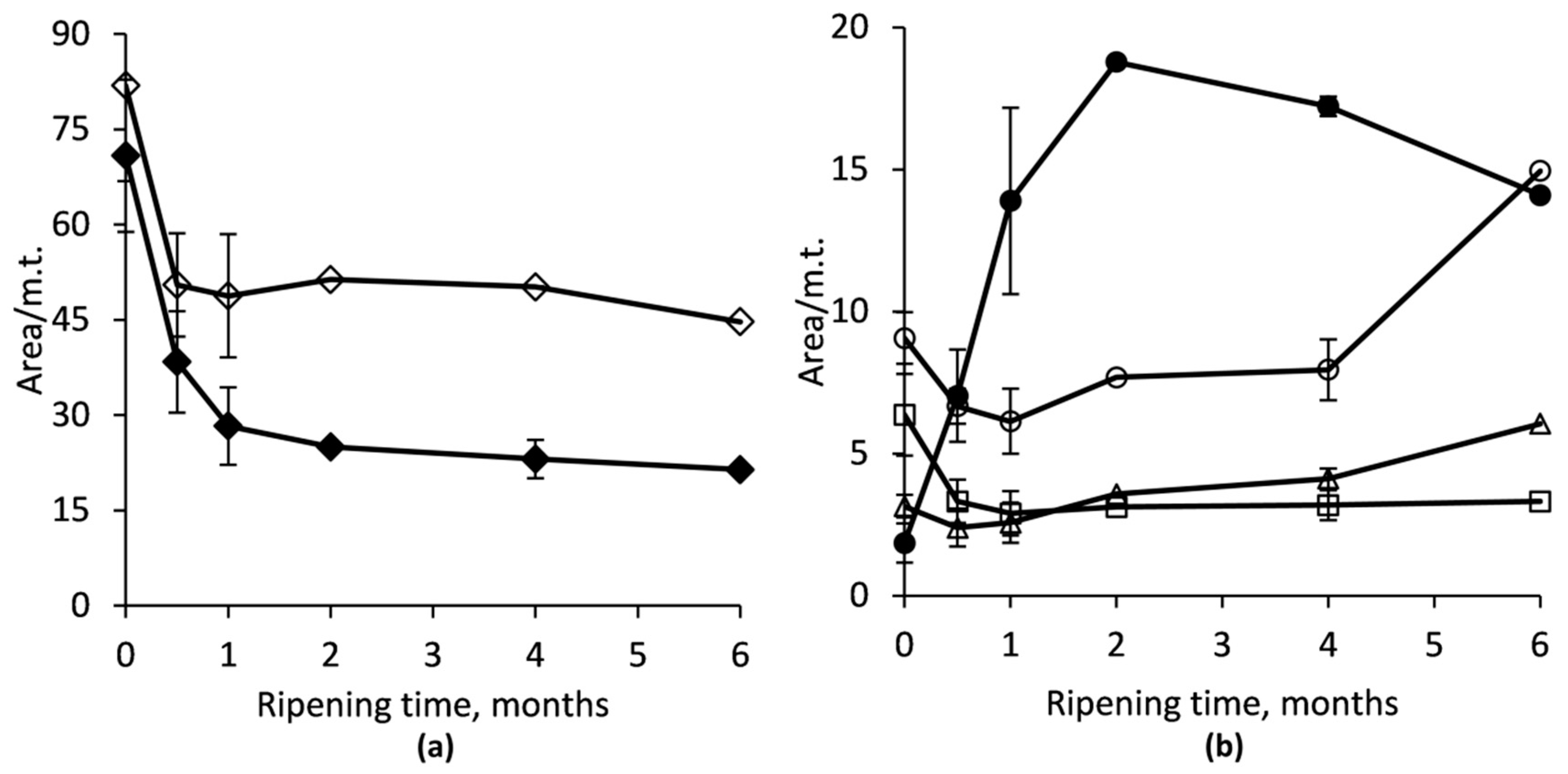
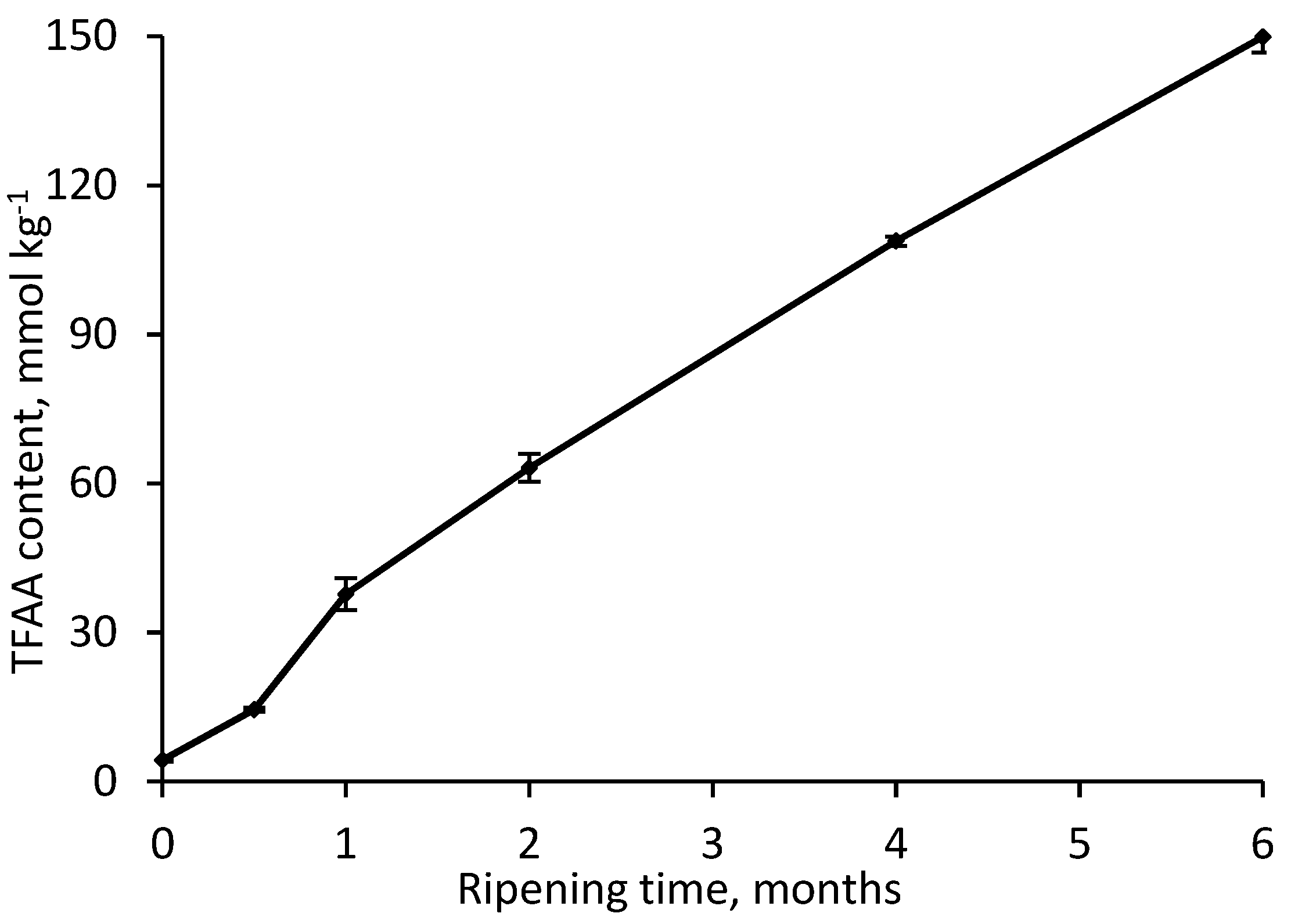
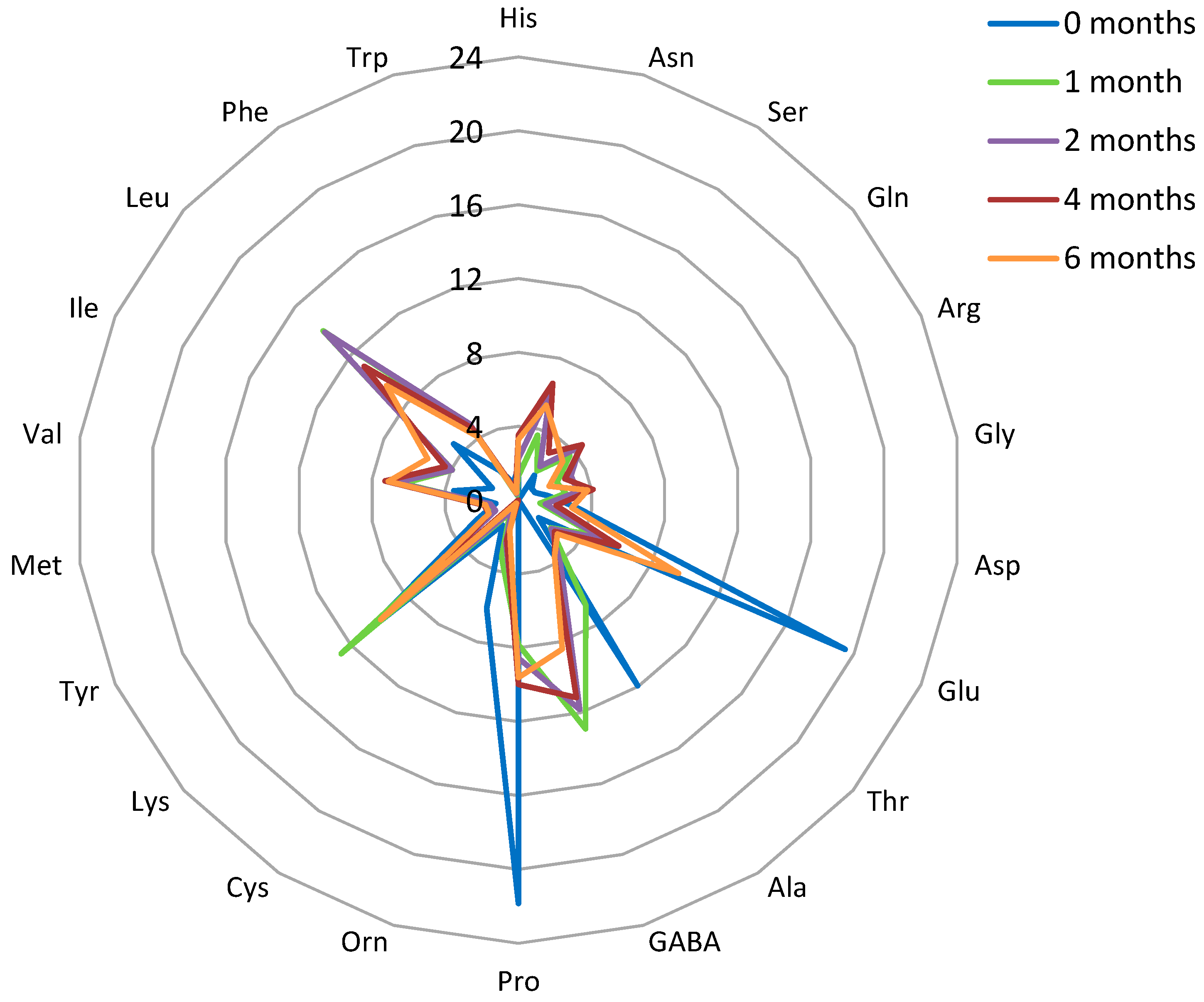
3.1. Proteolysis During RO-Cheese Ripening
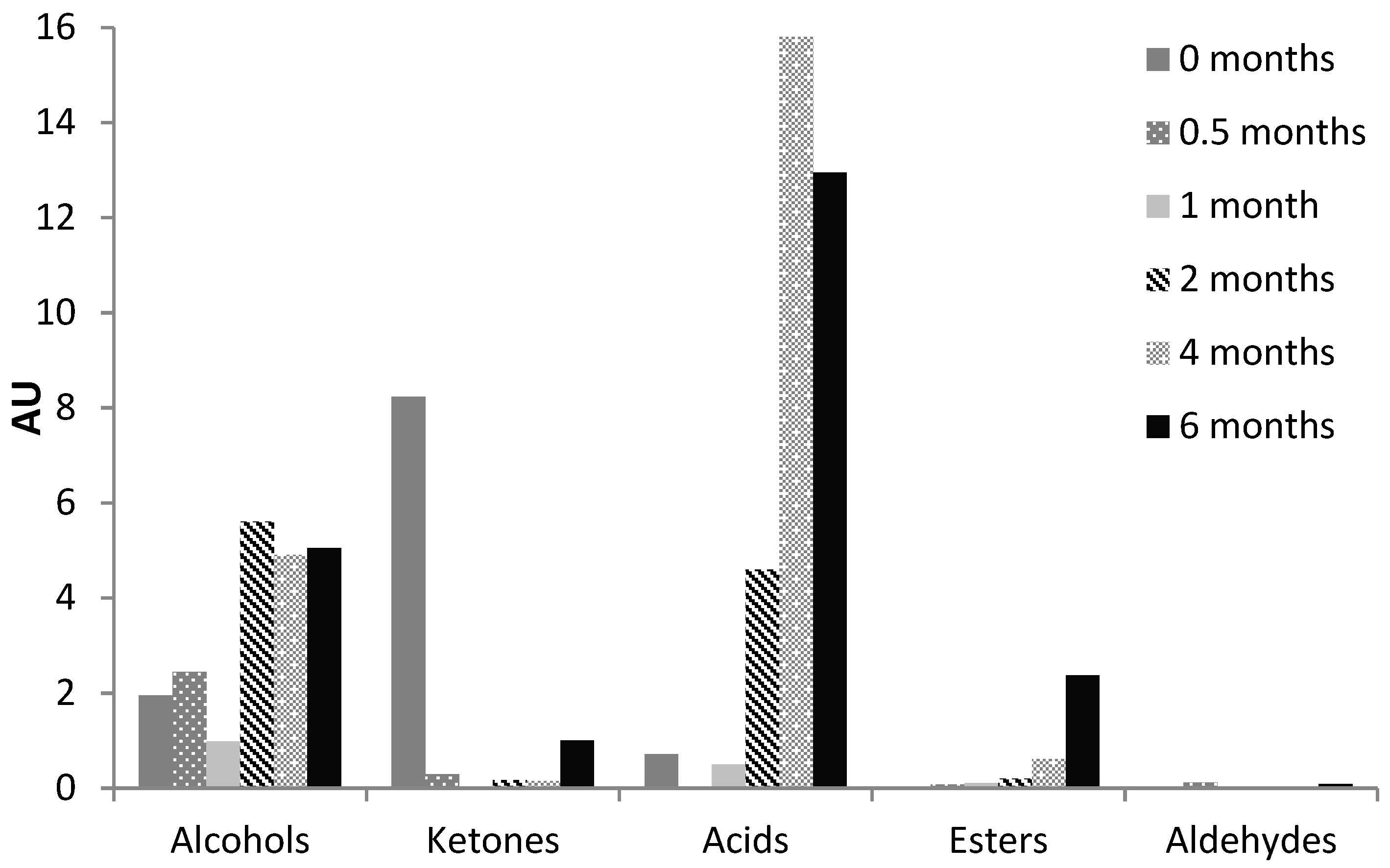
3.2. Volatile Compounds
3.2.1. Carboxylic Acids
3.2.2. Alcohols
3.2.3. Esters
3.2.4. Ketones
3.2.5. Aldehydes
3.2.6. Aromatics and Other Compounds
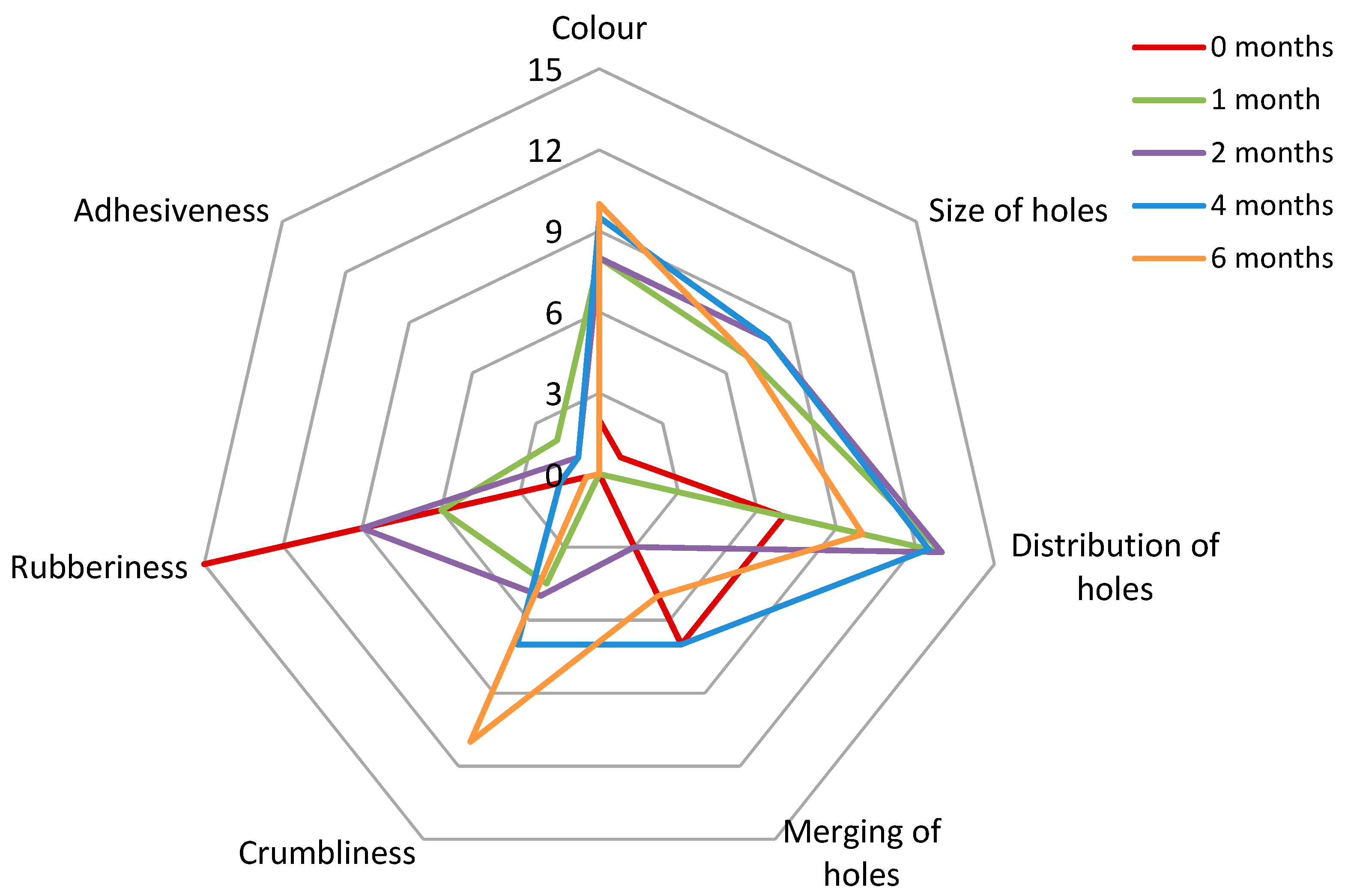
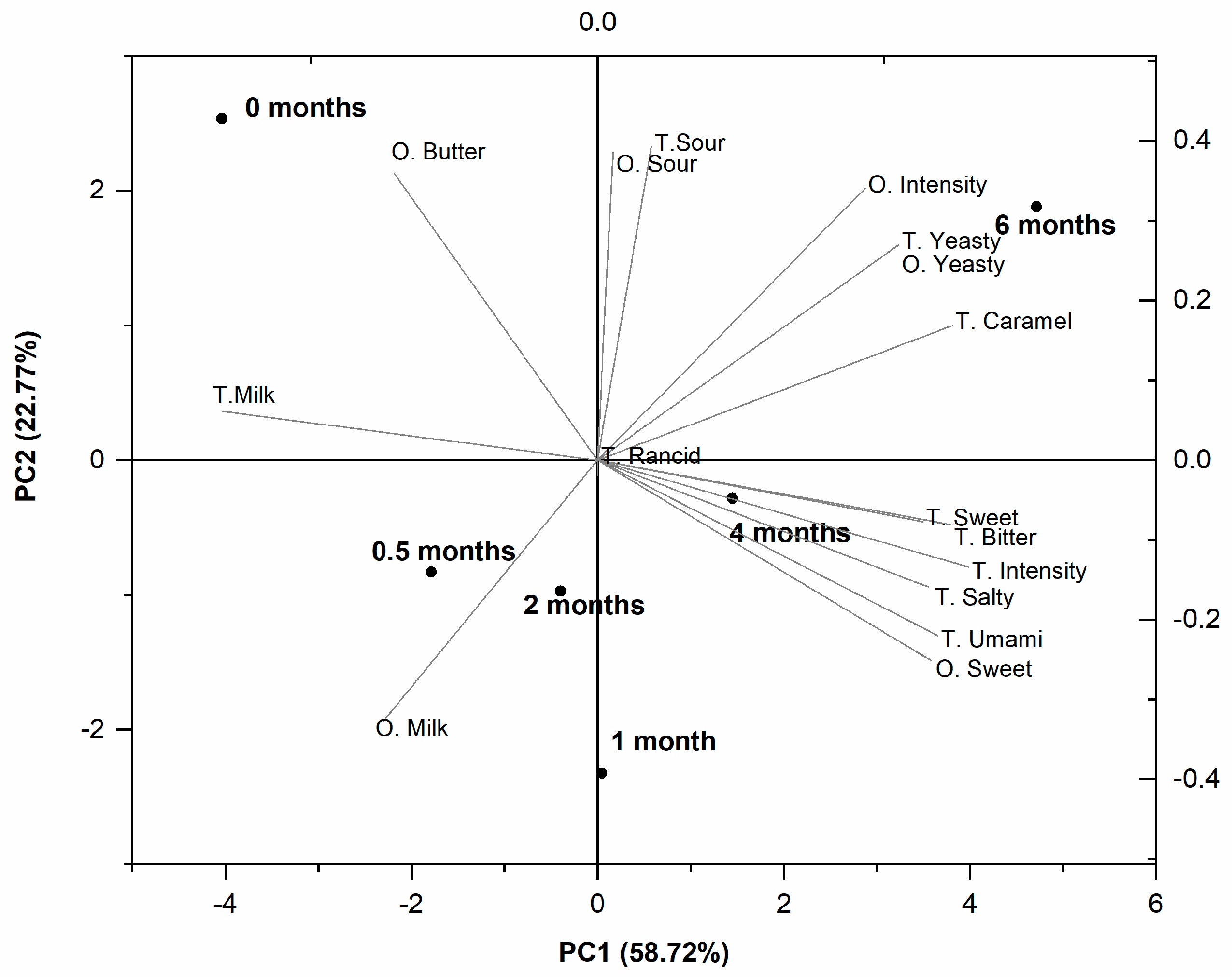
3.3. Sensory Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gosalvitr, P.; Franca, R.C.; Smith, R.; Azapagic, A. Energy demand and carbon footprint of cheddar cheese with energy recovery from cheese whey. Energy Procedia 2019, 161, 10–16. [Google Scholar] [CrossRef]
- Mistry, V.V.; Maubois, J.-L. Application of membrane separation technology to cheese production. In Cheese: Chemistry, Physics and Microbiology; McSweeney, P.L.H., Fox, P.F., Cotter, P.D., Everett, D.W., Eds.; Elsevier: Oxford, UK, 2017; pp. 677–697. [Google Scholar]
- Guinee, T.P.; O’Kennedy, B.T.; Kelly, P.M. Effect of milk protein standardization using different methods on the composition and yields of Cheddar cheese. J. Dairy Sci. 2006, 89, 468–482. [Google Scholar] [CrossRef]
- Lipnizki, F. Cross-flow membrane applications in the food industry. Membr. Technol. 2010, 3, 1–24. [Google Scholar]
- Delgado, D.; Salazar, G.; García, M. Sequential optimisation of yield and sensory quality of semi-hard cheese manufactured from a mixture of ultrafiltered ewes’ and cows’ milk. Int. Dairy J. 2013, 32, 89–98. [Google Scholar] [CrossRef]
- Karami, M.; Ehsani, M.R.; Mousavi, S.M.; Rezaei, K.; Safari, M. Changes in the rheological properties of Iranian UF-Feta cheese during ripening. Food Chem. 2009, 112, 539–544. [Google Scholar] [CrossRef]
- Karami, M.; Reza Ehsani, M.; Ebrahimzadeh Mousavi, M.; Rezaei, K.; Safari, M. Microstructural changes in fat during the ripening of Iranian ultrafiltered Feta cheese. J. Dairy Sci. 2008, 91, 4147–4154. [Google Scholar] [CrossRef] [PubMed]
- Karami, M. Enhancing the lipolysis of feta-type cheese made from ultrafiltered cow’s milk. LWT-Food Sci. Technol. 2017, 80, 386–393. [Google Scholar] [CrossRef]
- Daufin, G.; Escudier, J.P.; Carrère, H.; Bérot, S.; Fillaudeau, L.; Decloux, M. Recent and emerging applications of membrane processes in the food and dairy industry. Food Bioprod. Process. Trans. Inst. Chem. Eng. Part C 2001, 79, 89–102. [Google Scholar] [CrossRef]
- Brandsma, R.L.; Rizvi, S.S.H. Depletion of whey proteins and calcium by microfiltration of acidified skim milk prior to cheese making. J. Dairy Sci. 1999, 82, 2063–2069. [Google Scholar] [CrossRef]
- Neocleous, M.; Barbano, D.M.; Rudan, M.A. Impact of low concentration factor microfiltration on the composition and aging of Cheddar cheese. J. Dairy Sci. 2002, 85, 2425–2437. [Google Scholar] [CrossRef]
- Amelia, I.; Drake, M.; Nelson, B.; Barbano, D.M. A new method for the production of low-fat Cheddar cheese. J. Dairy Sci. 2013, 96, 4870–4884. [Google Scholar] [CrossRef] [PubMed]
- Schreier, K.; Schafroth, K.; Thomet, A. Application of cross-flow microfiltration to semi-hard cheese production from milk retentates. Desalination 2010, 250, 1091–1094. [Google Scholar] [CrossRef]
- Heino, A.; Uusi-Rauva, J.; Outinen, M. Pre-treatment methods of Edam cheese milk. Effect on cheese yield and quality. LWT-Food Sci. Technol. 2010, 43, 640–646. [Google Scholar] [CrossRef]
- Henning, D.R.; Baer, R.J.; Hassan, A.N.; Dave, R. Major advances in concentrated and dry milk products, cheese, and milk fat-based spreads. J. Dairy Sci. 2006, 89, 1179–1188. [Google Scholar] [CrossRef]
- Kumar, P.; Sharma, N.; Ranjan, R.; Kumar, S.; Bhat, Z.F.; Jeong, D.K. Perspective of membrane technology in dairy industry: A review. Asian-Australasian J. Anim. Sci. 2013, 26, 1347–1358. [Google Scholar] [CrossRef] [PubMed]
- Yorgun, M.S.; Balcioglu, I.A.; Saygin, O. Performance comparison of ultrafiltration, nanofiltration and reverse osmosis on whey treatment. Desalination 2008, 229, 204–216. [Google Scholar] [CrossRef]
- Marx, M.; Bernauer, S.; Kulozik, U. Manufacturing of reverse osmosis whey concentrates with extended shelf life and high protein nativity. Int. Dairy J. 2018, 86, 57–64. [Google Scholar] [CrossRef]
- Balde, A.; Aïder, M. Effect of cryoconcentration, reverse osmosis and vacuum evaporation as concentration step of skim milk prior to drying on the powder properties. Powder Technol. 2017, 319, 463–471. [Google Scholar] [CrossRef]
- Voutsinas, L.P.; Katsiari, M.C.; Pappas, C.P.; Mallatou, H. Production of yoghurt from sheep ’ s milk which had been concentrated by reverse osmosis and stored frozen. 1. Physicochemical, microbiological and physical stability characteristics of concentrates. Food Res. Int. 1996, 29, 403–409. [Google Scholar] [CrossRef]
- Agbevavi, T.; Rouleau, D.; Mayer, R. Production and quality of Cheddar cheese manufactured from whole milk concentrated by reverse osmosis. J. Food Sci. 1983, 48, 642–643. [Google Scholar] [CrossRef]
- Barbano, D.M.; Bynum, D.G. Whole milk reverse osmosis retentates for Cheddar cheese manufacture: cheese composition and yield. J. Dairy Sci. 1984, 67, 2839–2849. [Google Scholar] [CrossRef]
- Bynum, D.G.; Barbano, D.M. Whole milk reverse osmosis retentates for Cheddar cheese manufacture: chemical changes during aging. J. Dairy Sci. 1985, 68, 1–10. [Google Scholar] [CrossRef]
- Hydamakai, A.W.; Wilbey, R.A.; Lewis, M.J. Manufacture of direct acidified cheese from ultrafiltration and reverse osmosis retentates. Int. J. Dairy Technol. 2000, 53, 120–124. [Google Scholar] [CrossRef]
- ISO (International Organisation for Standardisation). Cheese and Processed Cheese—Determination of the Total Solids Content. Multiple; ISO 5534. 2004; American National Standards Institute (ANSI): Washington, DC, USA, 2007. [Google Scholar]
- Association of Official Analytical Chemists—AOAC. Official method 933.05. Fat in cheese. In Official Methods of Analysis, 19th ed.; AOAC International: Gaithersburg, MD, USA, 2012. [Google Scholar]
- Ardö, Y.; Polychroniadou, A. Analysis of caseins. In Laboratory Manual for Chemical Analysis of Cheese; Office for Official Publications of the European Communities: Luxembourg, 1999; pp. 50–53. [Google Scholar]
- Taivosalo, A.; Kriščiunaite, T.; Seiman, A.; Part, N.; Stulova, I.; Vilu, R. Comprehensive analysis of proteolysis during 8 months of ripening of high-cooked Old Saare cheese. J. Dairy Sci. 2018, 101, 944–967. [Google Scholar] [CrossRef] [PubMed]
- Otte, J.; Zakora, M.; Kristiansen, K.R.; Qvist, K.B. Analysis of bovine caseins and primary hydrolysis products in cheese by capillary zone electrophoresis. Lait 1997, 77, 241–257. [Google Scholar] [CrossRef]
- Miralles, B.; Ramos, M.; Amigo, L. Influence of proteolysis of milk on the whey protein to total protein ratio as determined by capillary electrophoresis. J. Dairy Sci. 2003, 86, 2813–2817. [Google Scholar] [CrossRef]
- Albillos, S.M.; Busto, M.D.; Perez-Mateos, M.; Ortega, N. Analysis by capillary electrophoresis of the proteolytic activity of a Bacillus subtilis neutral protease on bovine caseins. Int. Dairy J. 2007, 17, 1195–1200. [Google Scholar] [CrossRef]
- Heck, J.M.L.; Olieman, C.; Schennink, A.; van Valenberg, H.J.F.; Visker, M.H.P.W.; Meuldijk, R.C.R.; van Hooijdonk, A.C.M. Estimation of variation in concentration, phosphorylation and genetic polymorphism of milk proteins using capillary zone electrophoresis. Int. Dairy J. 2008, 18, 548–555. [Google Scholar] [CrossRef]
- Bezerra, T.K.A.; Araújo, A.R.R.; de Oliveira Arcanjo, N.M.; da Silva, F.L.H.; do Egypto Queiroga, R.d.C.R.; Madruga, M.S. Optimization of the HS-SPME-GC/MS technique for the analysis of volatile compounds in caprine Coalho cheese using response surface methodology. Food Sci. Technol. 2016, 36, 103–110. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.H.; Diono, R.; Kim, G.Y.; Min, D.B. Optimization of solid phase microextraction analysis for the headspace volatile compounds of Parmesan cheese. J. Agric. Food Chem. 2003, 51, 1136–1140. [Google Scholar] [CrossRef] [PubMed]
- ISO (International Organisation for Standardisation). Sensory Analysis - General Guidance for the Design of Test Rooms; ISO 8589. 2007; ISO: Geneva, Switzerland, 2007. [Google Scholar]
- Rehn, U.; Petersen, M.A.; Saedén, K.H.; Ardö, Y. Ripening of extra-hard cheese made with mesophilic DL-starter. Int. Dairy J. 2010, 20, 844–851. [Google Scholar] [CrossRef]
- Walstra, P.; Noomen, A.; Geurts, T.J. Dutch-type varieties. In Cheese: Chemistry, Physics and Microbiology. Major Cheese Groups; Fox, P.F., Ed.; Chapman and Hall: London, UK, 1999; pp. 39–82. [Google Scholar]
- Van den Berg, G.; Meijer, W.C.; Düsterhöft, E.M.; Smit, G. Gouda and related cheeses. In Cheese: Chemistry, Physics and Microbiology; Fox, P.F., McSweeney, P.L.H., Coagan, T.M., Guinee, T., Eds.; Elsevier: Oxford, UK, 2004; Volume 2, pp. 103–140. [Google Scholar]
- Upadhyay, V.K.; McSweeney, P.L.H.; Magboul, A.A.A.; Fox, P.F. Proteolysis in cheese during ripening. Cheese Chem. Phys. Microbiol. 2004, 1, 37–41. [Google Scholar]
- Hayes, M.G.; Oliveira, J.C.; McSweeney, P.L.H.; Kelly, A.L. Thermal inactivation of chymosin during cheese manufacture. J. Dairy Res. 2002, 69, 269–279. [Google Scholar] [CrossRef] [PubMed]
- Sheehan, J.J.; Oliveira, J.C.; Kelly, A.L.; Mc Sweeney, P.L.H. Effect of cook temperature on primary proteolysis and predicted residual chymosin activity of a semi-hard cheese manufactured using thermophilic cultures. Int. Dairy J. 2007, 17, 826–834. [Google Scholar] [CrossRef]
- Sousa, M.; Ardö, Y.; McSweeney, P.L.H. Advances in the study of proteolysis during cheese ripening. Int. Dairy J. 2001, 11, 327–345. [Google Scholar] [CrossRef]
- Nielsen, S.S. Plasmin system and microbial proteases in milk: Characteristics, roles, and relationship. J. Agric. Food Chem. 2002, 50, 6628–6634. [Google Scholar] [CrossRef]
- McSweeney, P.L.H.; Sousa, M.J. Biochemical pathways for the production of flavour compounds in cheeses during ripening: A review. Lait 2000, 80, 293–324. [Google Scholar] [CrossRef] [Green Version]
- Fox, P.F.; Wallace, J.M. Formation of flavor compounds in cheese. Adv. Appl. Microbiol. 1997, 45, 17–85. [Google Scholar]
- Ardö, Y.; Thage, B.V.; Madsen, J.S. Dynamics of free amino acid composition in cheese ripening. Aust. J. Dairy Technol 2002, 57, 109–115. [Google Scholar]
- Ardö, Y. Flavour formation by amino acid catabolism. Biotechnol. Adv. 2006, 24, 238–242. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Cao, Y. Lactic acid bacterial cell factories for gamma-aminobutyric acid. Amino Acids 2010, 39, 1107–1116. [Google Scholar] [CrossRef] [PubMed]
- Yvon, M.; Rijnen, L. Cheese flavour formation by amino acid catabolism. Int. Dairy J. 2001, 11, 185–201. [Google Scholar] [CrossRef]
- Jo, Y.; Benoist, D.M.; Ameerally, A.; Drake, M.A. Sensory and chemical properties of Gouda cheese. J. Dairy Sci. 2017, 1–23. [Google Scholar] [CrossRef]
- Van Leuven, I.; Van Caelenberg, T.; Dirinck, P. Aroma characterisation of Gouda-type cheeses. Int. Dairy J. 2008, 18, 790–800. [Google Scholar] [CrossRef]
- Frank, D.C.; Owen, C.M.; Patterson, J. Solid phase microextraction (SPME) combined with gas-chromatography and olfactometry-mass spectrometry for characterization of cheese aroma compounds. LWT-Food Sci. Technol. 2004, 37, 139–154. [Google Scholar] [CrossRef]
- Bellesia, F.; Pinetti, A.; Pagnoni, U.M.; Rinaldi, R.; Zucchi, C.; Caglioti, L.; Palyi, G. Volatile components of Grana Parmigiano-Reggiano type hard cheese. Food Chem. 2003, 83, 55–61. [Google Scholar] [CrossRef]
- Tansman, G.F.; Kindstedt, P.S.; Hughes, J.M. Crystal fingerprinting: elucidating the crystals of Cheddar, Parmigiano-Reggiano, Gouda, and soft washed-rind cheeses using powder x-ray diffractometry. Dairy Sci. Technol. 2015, 95, 651–664. [Google Scholar] [CrossRef] [PubMed] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensory Attributes | Attribute Definition | Reference | |
|---|---|---|---|
| Commercial 6-Month-Old Old Saare Cheese | Commercial 8-Month-old Gouda Cheese | ||
| Appearance | |||
| Color | Indicates overall color hue of the sample. The highest score on the scale implies deep orange hue of the sample; the lowest score – off-white hue of the sample | 8 | 15 |
| Hole size | Indicates the average size of holes. The attribute is assessed from the cross-section of a cheese wheel The highest score on the scale implies the presence of large holes in the cross-section; the lowest score—no holes are present in the cross-section of a cheese wheel | 0 | 5 |
| Hole shape | Indicates uniformity and roundness of holes. The attribute is assessed from the cross-section of a cheese wheel. The highest score on the scale implies that the holes (if present) are all round and even; the lowest score—the holes (if present) and misshapen and uneven | 0 | 15 |
| Hole distribution | Indicates the degree of evenness of hole distribution. The attribute is assessed throughout the cross-section of a cheese wheel. The highest score on the scale implies that there is an even distribution of the holes (if present); the lowest score – uneven distribution of the holes (if present) | 0 | 15 |
| Hole merging | Indicates the degree of hole merging (webbing). The attribute is assessed throughout the cross-section of a cheese wheel. The highest score on the scale implies that there is a sever merging of holes; the lowest score—the absence of visible merging | 0 | 0 |
| Odor * | |||
| Intensity | Indicates the strength of the overall perceived odor | 8 | 12 |
| Milk | Indicates overall strength of odor characteristic to milk-based products | 8 | 5 |
| Sour | Indicates overall strength of all sour odors | 6 | 3 |
| Sweet | Indicates overall strength of all sweet odors | 5 | 10 |
| Buttery | Indicates the strength of odor sensation characteristic to butter | 5 | 2 |
| Animalic | Indicates the strength of odor sensation characteristic to musky civet and castoreum 1 | 1 | 0 |
| Sulfur | Indicates the strength of odor sensation characteristic to rotten eggs 1 | 0 | 0 |
| Animal feed | Indicates the strength of odor sensation characteristic to cattle feed yards 1 | 0 | 0 |
| Rancid | Indicates the strength of odor sensation characteristic to products of oxidation 1 | 0 | 0 |
| Yeasty | Indicates the strength of odor sensation characteristic to active yeast 1 | 0 | 0 |
| Metallic | Indicates the strength of odor sensation characteristic to metal or steel 1 | 0 | 0 |
| Flavor * | |||
| Intensity | Indicates the overall strength of perceived flavor (basic taste + retronasal olfaction) | 10 | 13 |
| Sweet | Indicates the strength of overall sweet sensation (basic taste + retronasal olfaction) | 12 | 8 |
| Caramel | Indicates the strength of retronasal olfaction sensation characteristic to caramel, which is formed as a result of cheese maturation | 0 | 5 |
| Sour | Indicates the strength of overall sour sensation (basic taste + retronasal olfaction) characteristic to acids formed as a result of fermentation | 4 | 6 |
| Bitter | Indicates the strength of bitter taste characteristic to small peptides in cheese (basic taste) | 2 | 3 |
| Salty | Indicates the strength of salty taste characteristic to table salt (basic taste) | 5 | 8 |
| Umami | Indicates the strength of savory taste characteristic to monosodium glutamate (basic taste) | 8 | 6 |
| Milk | Indicates the strength of retronasal olfaction characteristic to milk-based products | 8 | 4 |
| Animalic | Indicates the strength of retronasal olfaction sensation characteristic to musky civet and castoreum 2 | 2 | 0 |
| Sulfur | Indicates the strength of retronasal olfaction sensation characteristic to rotten eggs 2 | 0 | 0 |
| Animal feed | Indicates the strength of retronasal olfaction sensation characteristic to cattle feed yards 2 | 0 | 0 |
| Rancid | Indicates the strength of retronasal olfaction sensation characteristic to products of oxidation 2 | 0 | 0 |
| Yeasty | Indicates the strength of retronasal olfaction sensation characteristic to active yeast 2 | 0 | 0 |
| Metallic | Indicates the strength of sensation in the mouth characteristic to metal or steel 2 | 0 | 0 |
| Texture | |||
| Crumbliness | Indicates the number of particles released when breaking the sample in half. The highest score on the scale implies that no particles were released when breaking the sample in half (the sample does not crumble); the lowest score implies a significant release of particles (the sample crumbles) | 3 | 1 |
| Hardness | Indicates the force required to bite through the sample. The highest score on the scale implies that a lot of force is required to make an initial bite through the sample (the samples is hard); the lowest—barely any force is required to bite through the sample (the samples is soft) | 5 | 10 |
| Rubbery | Indicates the rubbery texture characteristic to squeaky cheeses. The highest score on the scale implies that the sample texture is the least similar to that of squeaky cheeses (the samples is not rubbery); the lowest score on the scale implies that the sample texture is similar to that of squeaky cheeses (the samples is rubbery) | 3 | 7 |
| Adhesiveness | Indicates the amount of sample particles that remain on the teeth after chewing the sample for 5 times. For the adhesiveness assessment, a bite of approx. 1 cm × 1 cm piece should be taken. The highest score on the scale implies that the sample leaves behind a significant residue on the teeth after chewing and swallowing (the samples is adhesive); the lowest—no residue is left behind on the teeth after chewing and swallowing (the sample is not adhesive) | 2 | 8 |
| Compound | RT | RI, Exp | RI, Theor 1 | Odor Description 2 | Ripening Time, Months | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 0.5 | 1 | 2 | 4 | 6 | |||||
| Alcohols | ||||||||||
| Isopropyl Alcohol | 2.15 | 510 | 515 | Woody, musty | − | t | − | − | t | 0.10 |
| 2-Butanol, 3-methyl | 7.92 | 715 | 700 | Musty, vegetable, cheesy | 1.34 | − | − | − | − | − |
| 3-Buten-1-ol, 3-methyl- | 8.33 | 725 | 720 | Fruity | − | 0.04 | − | − | − | − |
| 1-Butanol, 2-methyl- | 8.34 | 726 | 740 | Fruity, whiskey | − | − | − | − | − | 0.04 |
| 1-Butanol, 3-methyl- | 8.80 | 738 | 750 | Fruity, banana, cognac | − | − | − | − | 0.09 | 0.18 |
| 2,3-Butanediol | 10.34 | 778 | 779 | Creamy, buttery | 0.15 | 1.72 | − | 1.73 | t | 0.86 |
| 1,3-Butanediol | 10.96 | 794 | 789 | Odorless | − | − | − | 0.32 | 2.57 | 2.47 |
| 1-Hexanol, 2-ethyl | 18.93 | 1009 | 1025 | Fruity, floral, fatty | 0.02 | 0.03 | − | − | − | 0.03 |
| 1-Undecanol | 26.03 | 1358 | 1370 | Soapy, citrus | − | 0.04 | − | − | − | − |
| Total | 1.51 | 1.85 | 0.00 | 2.05 | 2.66 | 3.69 | ||||
| Aldehydes | ||||||||||
| Butanal, 3-methyl- | 5.49 | 640 | 652 | Fruity, cocoa, nutty | − | − | − | − | − | 0.03 |
| Butanal, 2-methyl- | 5.78 | 650 | 664 | Musty, nutty, fermented | − | − | − | − | − | 0.06 |
| Octanal | 18.49 | 995 | 1000 | Citrus, orange peel, waxy | − | 0.06 | − | − | − | − |
| Nonanal | 20.97 | 1085 | 1099 | Citrus, green, cucumber | 0.01 | 0.03 | 0.01 | − | t | − |
| Decanal | 23.08 | 1183 | 1188 | Citrus, orange peel, waxy | 0.02 | − | − | − | − | − |
| Undecanal | 25.07 | 1295 | 1310 | Soapy, citrus | − | 0.02 | − | − | − | − |
| Total | 0.03 | 0.12 | 0.01 | 0.00 | 0.00 | 0.09 | ||||
| Ketones | ||||||||||
| Acetone | 2.12 | 509 | 509 | Solvent, apple, pear | 0.24 | 0.30 | − | − | − | − |
| 2,3-Butanedione | 3.68 | 577 | 574 | Buttery, creamy, milky | 0.17 | − | − | 0.17 | − | 0.94 |
| 2-Pentanone | 7.26 | 697 | 697 | Fruity, banana, fermented | 7.79 | − | − | − | − | − |
| 2-Butanone, 3-hydroxy | 7.42 | 711 | 706 | Creamy, dairy, butter | − | − | t | − | 0.13 | 0 |
| 2-Heptanone | 14.00 | 873 | 887 | Cheesy, fruity, banana | 0.04 | − | − | − | 0.01 | 0.06 |
| 2-Nonanone | 20.62 | 1072 | 1090 | Fruity, dairy, soapy | t | − | − | − | − | − |
| Total | 8.23 | 0.30 | 0.00 | 0.17 | 0.15 | 1.01 | ||||
| Acids | ||||||||||
| Acetic acid | 5.25 | 633 | 640 | Pungent | 0.71 | t | 0.47 | 4.05 | 14.02 | 12.62 |
| Propanoic acid | 7.11 | 692 | 700 | Pungent, dairy | − | − | − | − | 0.00 | − |
| Propanoic acid, 2-methyl- | 9.15 | 747 | 758 | Acidic, cheesy, dairy | − | − | − | − | 0.05 | 0.04 |
| Butanoic acid | 10.14 | 773 | 790 | Sharp, cheesy | 0.01 | 0.00 | 003 | 0.50 | 1.17 | t |
| Butanoic acid, 3-methyl | 12.35 | 830 | 848 | Cheesy, dairy, fermented, berry | − | − | − | 0.00 | 0.38 | 0.21 |
| Butanoic acid, 2-methyl | 12.74 | 840 | 846 | Fruity, dairy, cheesy | − | − | − | − | 0.05 | 0.09 |
| Hexanoic acid | 17.34 | 963 | 990 | Fatty, cheesy | − | t | − | 0.05 | 0.11 | − |
| Total | 0.72 | t | 0.50 | 4.60 | 15.80 | 12.95 | ||||
| Esters | ||||||||||
| Ethyl Acetate | 4.44 | 607 | 610 | Ethereal, fruity, grape, cherry | − | t | 0.01 | − | t | t |
| Butanoic acid, ethyl ester | 10.91 | 793 | 798 | Fruity, sweet, apple | − | 0.07 | 0.04 | t | 0.55 | 2.03 |
| Butanoic acid, butyl ester | 18.09 | 984 | 994 | Fruity, banana, pineapple | − | − | − | 0.08 | − | 0.02 |
| Hexanoic acid, ethyl ester | 18.23 | 988 | 996 | Fruity, banana, pineapple, green | − | − | 0.06 | 0.13 | 0.06 | 0.23 |
| Octanoic acid, ethyl ester | 23.00 | 1179 | 1190 | Fruity, pineapple, musty | − | − | − | − | t | 0.07 |
| Decanoic acid, ethyl ester | 26.27 | 1373 | 1381 | Fruity, apple | − | − | − | − | t | 0.02 |
| Dodecanoic acid, ethyl ester | 28.97 | 1572 | 1581 | Floral, creamy, dairy, soapy | − | − | − | − | 0.01 | |
| Total | − | 0.07 | 0.11 | 0.20 | 0.61 | 2.37 | ||||
| Aromatics | ||||||||||
| Toluene | 9.43 | 770 | 774 | Sweet, pungent, caramel | t | 0.02 | 0.01 | − | 0.01 | − |
| Benzaldehyde | 16.87 | 950 | 955 | Almond, cherry | 0.06 | 0.06 | 0.02 | − | 0.00 | − |
| Acetophenone | 20.17 | 1055 | 1062 | Almond, cherry, fruity, floral | t | 0.02 | 0.04 | 0.02 | 0.02 | − |
| Indole | 24.84 | 1282 | 1292 | Animal, fecal | t | − | − | − | − | − |
| Total | 0.06 | 0.10 | 0.02 | 0.03 | − | |||||
| Others | ||||||||||
| n-Butyl ether | 14.05 | 883 | 888 | Ethereal | − | t | − | 0.07 | 0.01 | 0.05 |
| Dimethyl sulfone | 14.94 | 897 | 918 | Sulfur | t | 0.06 | − | − | 0.03 | 0.03 |
| Dimethyl sulfide | 2.45 | 523 | 530 | Sulfur, onion, cabbage | t | 0.02 | t | − | − | − |
| Total | t | 0.08 | t | 0.07 | 0.05 | 0.09 | ||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taivosalo, A.; Kriščiunaite, T.; Stulova, I.; Part, N.; Rosend, J.; Sõrmus, A.; Vilu, R. Ripening of Hard Cheese Produced from Milk Concentrated by Reverse Osmosis. Foods 2019, 8, 165. https://doi.org/10.3390/foods8050165
Taivosalo A, Kriščiunaite T, Stulova I, Part N, Rosend J, Sõrmus A, Vilu R. Ripening of Hard Cheese Produced from Milk Concentrated by Reverse Osmosis. Foods. 2019; 8(5):165. https://doi.org/10.3390/foods8050165
Chicago/Turabian StyleTaivosalo, Anastassia, Tiina Kriščiunaite, Irina Stulova, Natalja Part, Julia Rosend, Aavo Sõrmus, and Raivo Vilu. 2019. "Ripening of Hard Cheese Produced from Milk Concentrated by Reverse Osmosis" Foods 8, no. 5: 165. https://doi.org/10.3390/foods8050165