
Influence of Infill Level and Post-Processing on Physical Parameters and Betaine Content of Enriched 3D-Printed Sweet Snacks
 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Dough Preparation
2.2.2. Dough Rheology Measurements
2.2.3. Experimental Plan, 3D Printing and Post-Processing
2.2.4. Moisture Content Determination
2.2.5. Betaine Determination
2.2.6. Texture Analysis
2.2.7. Sensory Analysis
2.2.8. Image Analysis
2.2.9. Data Analysis
3. Results and Discussion
3.1. Physical Properties and Printing Quality of Dough
3.2. Physico-Chemical Properties of Post-Processed Snacks
3.2.1. Moisture and Betaine Content of Snacks
3.2.2. Dimensional Stability of Post-Processed 3D Snacks
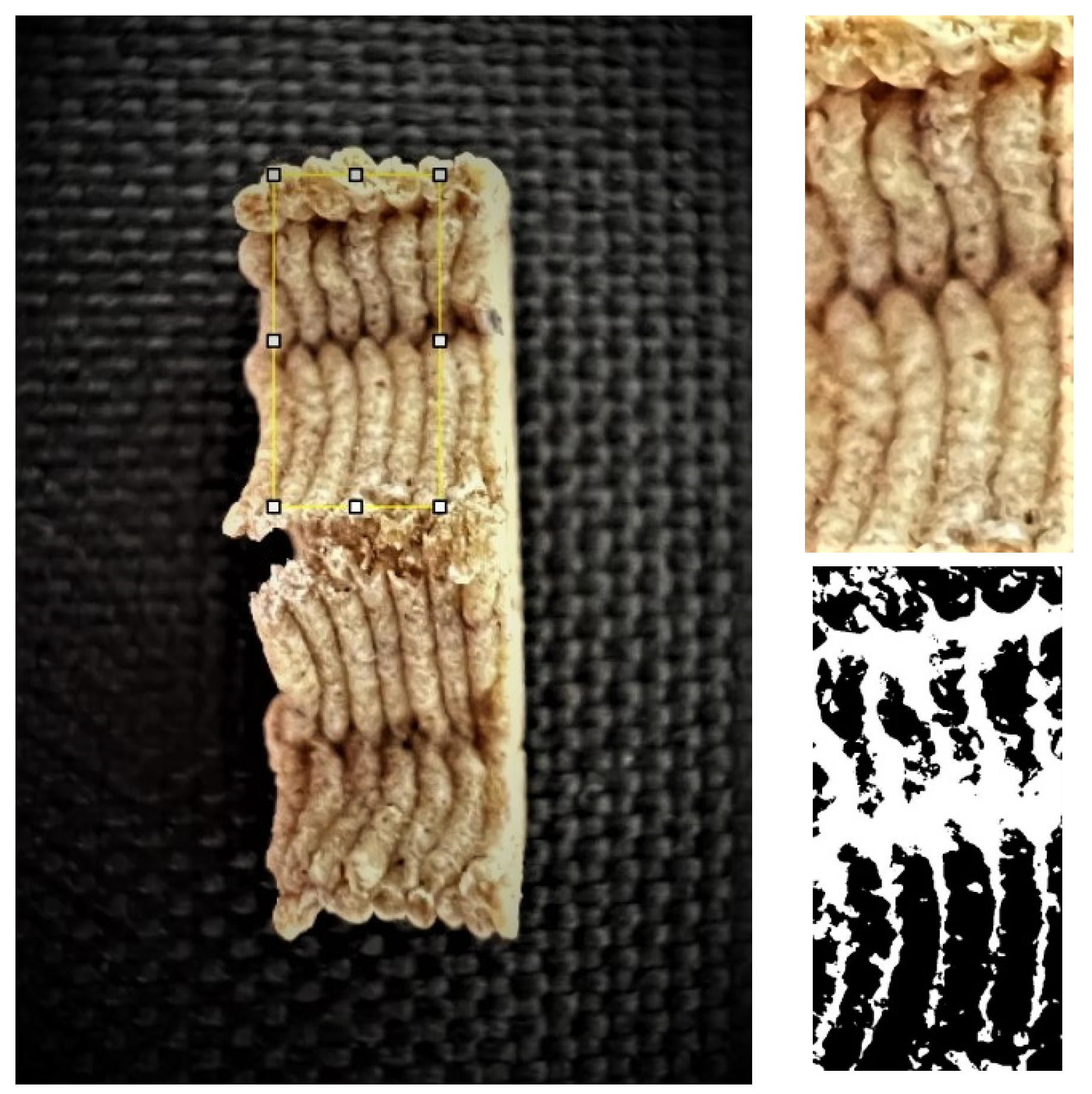
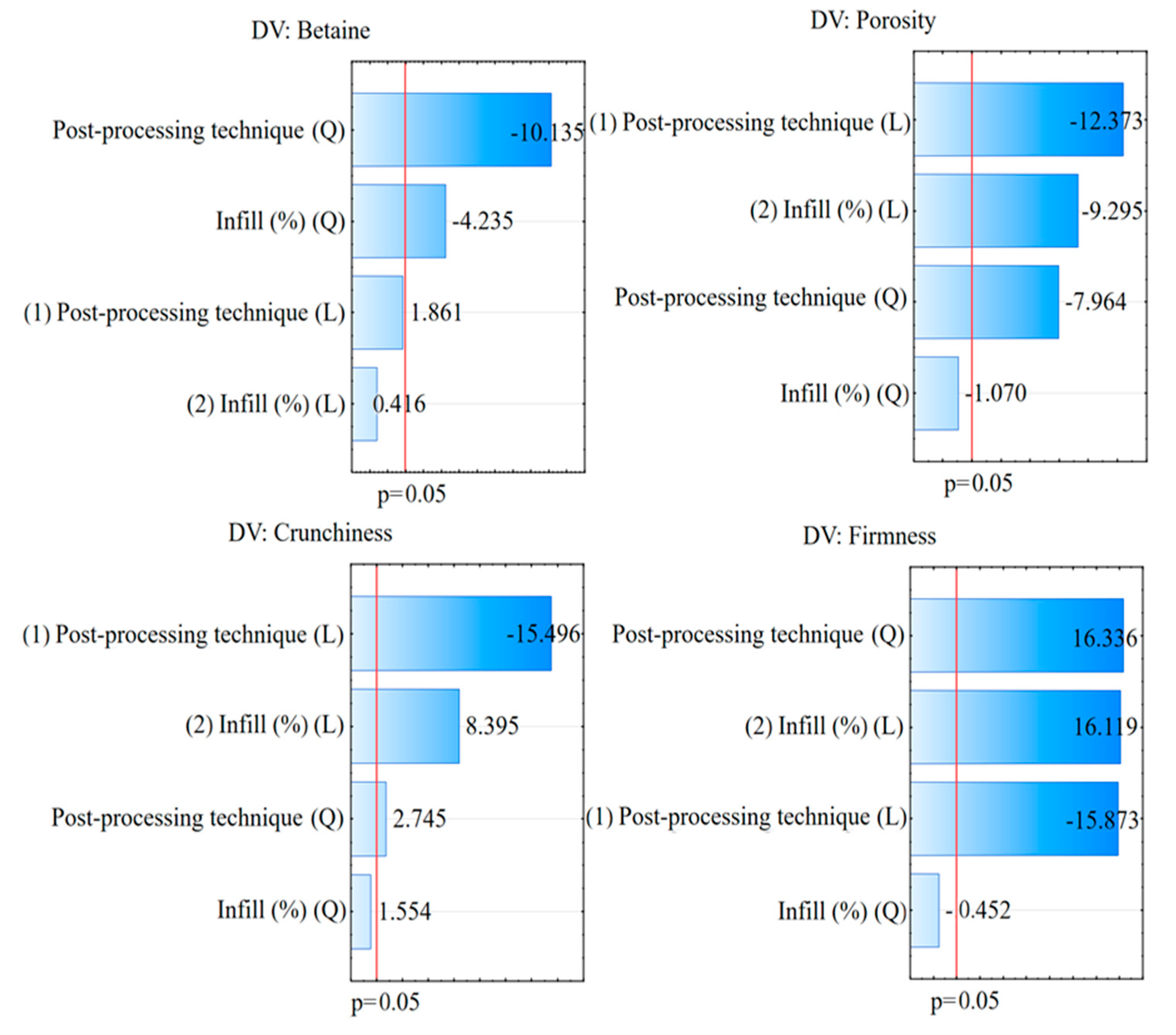
3.2.3. 3D Snack Porosity and Texture
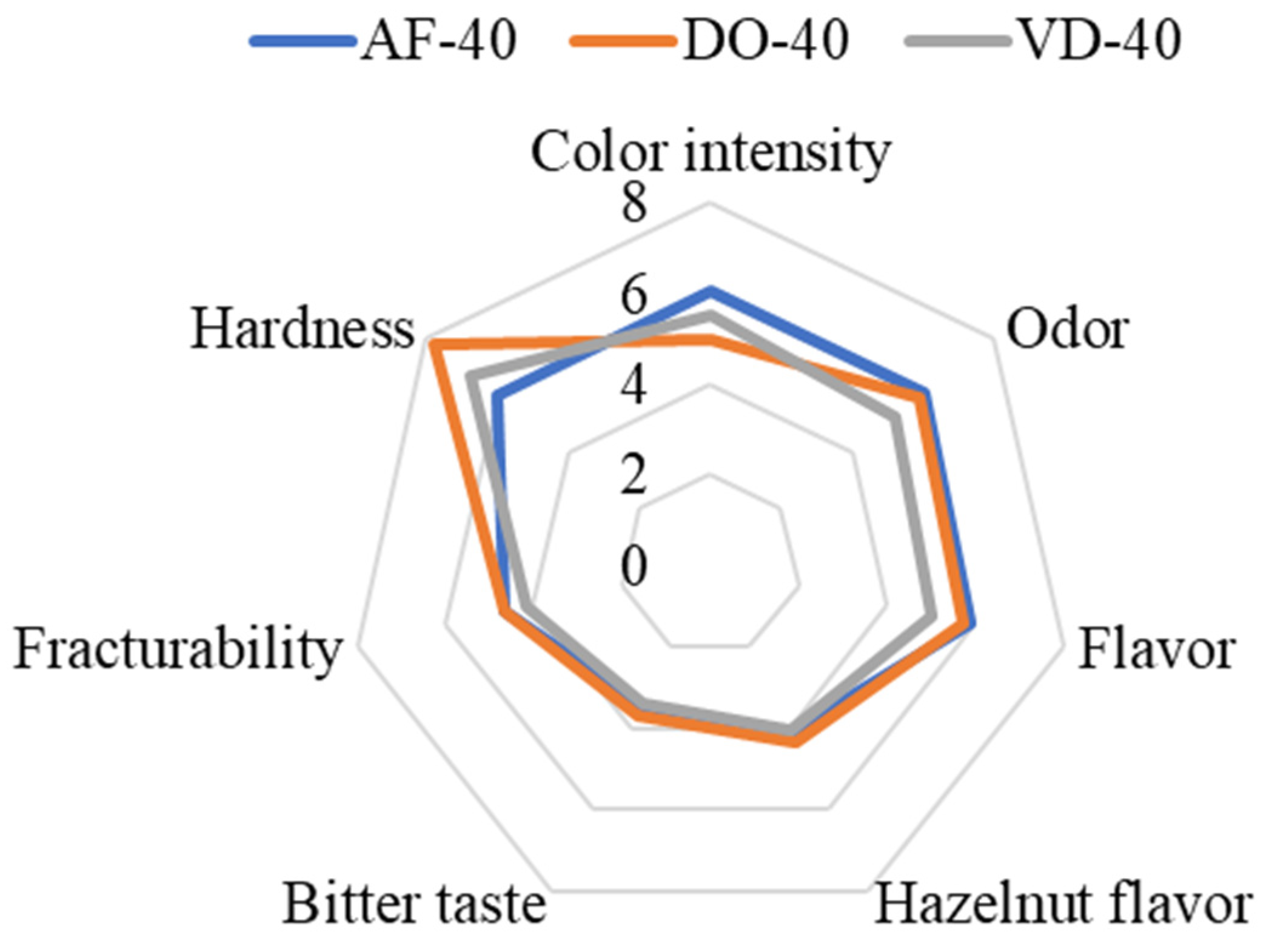
3.3. Sensory Profile of 3D-Printed Snacks
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- WHO. Healthy Diet. 2023. Available online: https://www.who.int/news-room/fact-sheets/detail/healthy-diet (accessed on 30 September 2023).
- Grand View Research Healthy Snacks Market Size & Share Analysis Report. Available online: https://www.grandviewresearch.com/industry-analysis/healthy-snack-market (accessed on 11 October 2023).
- van Kleef, E.; Shimizu, M.; Wansink, B. Just a bite: Considerably smaller snack portions satisfy delayed hunger and craving. Food Qual. Prefer. 2013, 27, 96–100. [Google Scholar] [CrossRef]
- Monteiro Cordeiro de Azeredo, H.; Carvalho de Matos, M.; Madazio Niro, C. Something to chew on: Technological aspects for novel snacks. J. Sci. Food Agric. 2022, 102, 2191–2198. [Google Scholar] [CrossRef]
- Dobrijević, D.; Pastor, K.; Nastić, N.; Özogul, F.; Krulj, J.; Kokić, B.; Bartkiene, E.; Rocha, J.M.; Kojić, J. Betaine as a Functional Ingredient: Metabolism, Health-Promoting Attributes, Food Sources, Applications and Analysis Methods. Molecules 2023, 28, 4824. [Google Scholar] [CrossRef] [PubMed]
- Mohammadzadeh, M.; Honarvar, M.; Zarei, A.R.; Boojar, M.M.A.; Bakhoda, H. A new approach for separation and recovery of betaine from beet molasses based on cloud point extraction technique. J. Food Sci. Technol. 2018, 55, 1215–1223. [Google Scholar] [CrossRef]
- Xu, K.; Xu, P. Betaine and Beet Molasses Enhance L-Lactic Acid Production by Bacillus coagulans. PLoS ONE 2014, 9, e0100731. [Google Scholar] [CrossRef]
- EFSA. Safety of Betaine as a Novel Food Pursuant to Regulation (EC) No 258/97. 2017. Available online: https://www.efsa.europa.eu/en/efsajournal/pub/5057 (accessed on 11 October 2023).
- Sun, J.; Peng, Z.; Zhou, W.; Fuh, J.Y.; Hong, G.S.; Chiu, A. A review on 3D printing for customized food fabrication. Procedia Manuf. 2015, 1, 308–319. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Bhandari, B.; Wang, Y. 3D printing: Printing precision and application in food sector. Trends Food Sci. Technol. 2017, 69, 83–94. [Google Scholar] [CrossRef]
- Derossi, A.; Caporizzi, R.; Azzollini, D.; Severini, C. Application of 3D printing for customized food. A case on the development of a fruit-based snack for children. J. Food Eng. 2018, 220, 65–75. [Google Scholar] [CrossRef]
- Guo, J.; Lovegrove, J.A.; Givens, D.I. Food fortification and biofortification as potential strategies for prevention of vitamin D deficiency. Nutr. Bull. 2019, 44, 36–42. [Google Scholar] [CrossRef]
- Piovesan, A.; Vancauwenberghe, V.; Aregawi, W.; Delele, M.A.; Bongaers, E.; de Schipper, M.; van Bommel, K.; Noort, M.; Verboven, P.; Nicolai, B. Designing Mechanical Properties of 3D Printed Cookies through Computer Aided Engineering. Foods 2020, 9, 1804. [Google Scholar] [CrossRef]
- Derossi, A.; Corradini, M.G.; Caporizzi, R.; Oral, M.O.; Severini, C. Accelerating the process development of innovative food products by prototyping through 3D printing technology. Food Biosci. 2023, 52, 102417. [Google Scholar] [CrossRef]
- Keerthana, K.; Anukiruthika, T.; Moses, J.A.; Anandharamakrishnan, C. Development of fiber-enriched 3D printed snacks from alternative foods: A study on button mushroom. J. Food Eng. 2020, 287, 110116. [Google Scholar] [CrossRef]
- Uribe-Wandurraga, Z.N.; Zhang, L.; Noort, M.W.; Schutyser, M.A.; García-Segovia, P.; Martínez-Monzó, J. Printability and physicochemical properties of microalgae-enriched 3D-printed snacks. Food Bioproc. Tech. 2020, 13, 2029–2042. [Google Scholar] [CrossRef]
- Letras, P.; Oliveira, S.; Varela, J.; Nunes, M.C.; Raymundo, A. 3D printed gluten-free cereal snack with incorporation of Spirulina (Arthrospira platensis) and/or Chlorella vulgaris. Algal Res. 2022, 68, 102863. [Google Scholar] [CrossRef]
- Habuš, M.; Mykolenko, S.; Iveković, S.; Pastor, K.; Kojić, J.; Drakula, S.; Ćurić, D.; Novotni, D. Bioprocessing of Wheat and Amaranth Bran for the Reduction of Fructan Levels and Application in 3D-Printed Snacks. Foods 2022, 11, 1649. [Google Scholar] [CrossRef]
- Kewuyemi, Y.O.; Kesa, H.; Meijboom, R.; Alimi, O.A.; Adebo, O.A. 3D food printing improves color profile and structural properties of the derived novel whole-grain sourdough and malt biscuits. Sci. Rep. 2022, 12, 12347. [Google Scholar] [CrossRef] [PubMed]
- Kojić, J.; Krulj, J.; Ilić, N.; Lončar, E.; Pezo, L.; Mandić, A.; Bodroža Solarov, M. Analysis of betaine levels in cereals, pseudocereals and their products. J. Funct. Foods 2017, 37, 157–163. [Google Scholar] [CrossRef]
- Kim, H.W.; Lee, I.J.; Park, S.M.; Lee, J.H.; Nguyen, M.H.; Park, H.J. Effect of hydrocolloid addition on dimensional stability in post-processing of 3D printable cookie dough. LWT 2019, 101, 69–75. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M. Texture properties of microwave post-processed 3D printed potato snack with different ingredients and infill structure. Future Foods 2021, 3, 100017. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, M.; Bhandari, B.; Ye, Y. Use of potato processing by-product: Effects on the 3D printing characteristics of the yam and the texture of air-fried yam snacks. LWT 2020, 125, 109265. [Google Scholar] [CrossRef]
- Liu, Z.; Dick, A.; Prakash, S.; Bhandari, B.; Zhang, M. Texture Modification of 3D Printed Air-Fried Potato Snack by Varying Its Internal Structure with the Potential to Reduce Oil Content. Food Bioproc. Technol. 2020, 13, 564–576. [Google Scholar] [CrossRef]
- Liu, L.; Ciftci, O. Effects of high oil compositions and printing parameters on food paste properties and printability in a 3D printing food processing model. J. Food Eng. 2020, 288, 110135. [Google Scholar] [CrossRef]
- Núñez, M.; Sandoval, A.J.; Müller, A.J.; Della Valle, G.; Lourdin, D. Thermal characterization and phase behavior of a ready-to-eat breakfast cereal formulation and its starchy components. Food Biophys. 2009, 4, 291–303. [Google Scholar] [CrossRef]
- Chen, X.H.; Zhang, M.; Teng, X.X.; Mujumdar, A.S. Internal structure design for improved shape fidelity and crispness of 3D printed pumpkin-based snacks after freeze-drying. Food Res. Int. 2022, 157, 111220. [Google Scholar] [CrossRef] [PubMed]
- Thangalakshmi, S.; Arora, V.K.; Kaur, B.P.; Singh, R.; Malakar, S.; Rathi, S.; Tarafdar, A. Effect of Steaming as Postprocessing Method on Rice Flour and Jaggery 3D Printed Construct. J. Food Qual. 2022, 2022, 3531711. [Google Scholar] [CrossRef]
- Huang, M.; Zhang, M.; Bhandari, B. Assessing the 3D Printing Precision and Texture Properties of Brown Rice Induced by Infill Levels and Printing Variables. Food Bioproc. Tech. 2019, 12, 1185–1196. [Google Scholar] [CrossRef]
- Toker, O.S.; Karasu, S.; Yilmaz, M.S.; Karaman, S. Three interval thixotropy test (3ITT) in food applications: A novel technique to determine structural regeneration of mayonnaise under different shear conditions. Food Res. Int. 2015, 70, 125–133. [Google Scholar] [CrossRef]
- Agarwal, D.; Wallace, A.; Kim, H.-J.E.; Wadamori, Y.; Feng, L.; Hedderley, D.; Morgenstern, M.P. Rheological, structural and textural characteristics of 3D-printed and conventionally-produced gluten-free snack made with chickpea and lupin flour. Future Foods 2022, 5, 100134. [Google Scholar] [CrossRef]
- Čukelj Mustač, N.; Pastor, K.; Kojić, J.; Voučko, B.; Ćurić, D.; Rocha, J.M.; Novotni, D. Quality assessment of 3D-printed cereal-based products. LWT-Food Sci. Technol. 2023, 184, 115065. [Google Scholar] [CrossRef]
- Pulatsu, E.T.; Su, J.-W.; Lin, J.; Lin, M. Factors affecting 3D printing and post-processing capacity of cookie dough. Innov. Food Sci. Emerg. Technol. 2020, 61, 102316. [Google Scholar] [CrossRef]
- Liu, Z.; Bhandari, B.; Prakash, S.; Zhang, M. Creation of internal structure of mashed potato construct by 3D printing and its textural properties. Food Res. Int. 2018, 111, 534–543. [Google Scholar] [CrossRef]
- Manley, D. Classification of biscuits. In Manley’s Technology of Biscuits, Crackers and Cookies, 4th ed.; Woodhead Publishing Series in Food Science, Technology and Nutrition; Elsevier: Amsterdam, The Netherlands, 2011; pp. 271–278. [Google Scholar] [CrossRef]
- Teruel, M.d.R.; Gordon, M.; Linares, M.B.; Garrido, M.D.; Ahromrit, A.; Niranjan, K. A Comparative Study of the Characteristics of French Fries Produced by Deep Fat Frying and Air Frying. J. Food Sci. 2015, 80, 349–358. [Google Scholar] [CrossRef]
- De Zwart, F.J.; Slow, S.; Payne, R.J.; Lever, M.; George, P.M.; Gerrard, J.A.; Chambers, S.T. Glycine betaine and glycine betaine analogues in common foods. Food Chem. 2003, 83, 197–204. [Google Scholar] [CrossRef]
- Filipčev, B.; Krulj, J.; Brkljača, J.; Šimurina, O.; Jambrec, D.; Bodroža-Solarov, M. Fortification of gluten-free biscuits with betaine. In Proceedings of the 8th International Congress FLOUR-BREAD’15 and 10th Croatian Congress of Cereal Technologists, Faculty of Food Technology Osijek, University of Osijek, Opatija, Croatia, 29–30 October 2015; pp. 92–98. [Google Scholar]
- Filipčev, B.; Šimurina, O.; Brkljača, J.; Krulj, J.; Bodroža-Solarov, M.; Popov, S. Nutritional quality and baking performance of bread enriched with betaine. In Proceedings of the 11th Symposium “Novel Technologies and Economic Development”, Faculty of Technology in Leskovac, University of Niš, Leskovac, Serbia, 23–24 October 2015; pp. 83–88. [Google Scholar]
- European Commission. Commission Regulation (EU) No. 432/2012 of 16 May 2012 Establishing a List of Permitted Health Claims Made on Food, Other than Those Referring to the Reduction of Disease Risk and to Children’s Development and Health. Off. J. Eur. Union 2012, 1, L136. Available online: http://eur-lex.europa.eu/legal-content/EN/ALL/?uri=celex:32012R0432 (accessed on 17 April 2023).
- Theagarajan, R.; Nimbkar, S.; Moses, J.A.; Anandharamakrishnan, C. Effect of post-processing treatments on the quality of three-dimensional printed rice starch constructs. J. Food Process Eng. 2021, 44, e13772. [Google Scholar] [CrossRef]
- Derossi, A.; Caporizzi, R.; Paolillo, M.; Severini, C. Programmable texture properties of cereal-based snack mediated by 3D printing technology. J. Food Eng. 2021, 289, 110160. [Google Scholar] [CrossRef]
- Severini, C.; Azzollini, D.; Albenzio, M.; Derossi, A. On printability, quality and nutritional properties of 3D printed cereal based snacks enriched with edible insects. Food Res. Int. 2018, 106, 666–676. [Google Scholar] [CrossRef]
- Varghese, C.; Wolodko, J.; Chen, L.; Doschak, M.; Srivastav, P.P.; Roopesh, M.S. Influence of Selected Product and Process Parameters on Microstructure, Rheological, and Textural Properties of 3D Printed Cookies. Foods 2020, 9, 907. [Google Scholar] [CrossRef]
- Maldo, A.P.; Conti-Silva, A.C. Texture profile and correlation between sensory and instrumental analyses on extruded snacks. J. Food Eng. 2014, 121, 9–14. [Google Scholar] [CrossRef]
- Chauvin, M.A.; Younce, F.; Ross, C.; Swanson, B. Standard scales for crispness, crackliness and crunchiness in dry and wet foods: Relationship with acoustical determinations. J. Texture Stud. 2008, 39, 345–368. [Google Scholar] [CrossRef]
- Chen, J.; Karlsson, C.; Povey, M. Acoustic envelope detector for crispness assessment of biscuits. J. Texture Stud. 2005, 36, 139–156. [Google Scholar] [CrossRef]
- Saeleaw, M.; Schleining, G. Effect of frying parameters on crispiness and sound emission of cassava crackers. J. Food Eng. 2011, 103, 229–236. [Google Scholar] [CrossRef]
- Monteiro, R.L.; de Moraes, J.O.; Domingos, J.D.; Carciofi Mattar, B.A.; Laurindo, J.B. Evolution of the physicochemical properties of oil-free sweet potato chips during microwave vacuum drying. Innov. Food Sci. Emerg. Technol. 2020, 63, 102317. [Google Scholar] [CrossRef]
- İçöz, D.; Sumnu, G.; Sahin, S. Color and Texture Development During Microwave and Conventional Baking of Breads. Int. J. Food Prop. 2004, 7, 201–213. [Google Scholar] [CrossRef]
- Lingnert, H. Development of the Maillard reaction during food processing. In The Maillard Reaction in Food Processing, Human Nutrition and Physiology, 1st ed.; Finot, P., Ed.; Birkh ä User Verlag: Berliin, Germany, 1990; pp. 171–185. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Snack Label (Technique—Infill Level) | Infill Level (%) | Post-Processing Technique | Post-Processing Duration (min) |
|---|---|---|---|
| AF-20 | 20 | Air frying | 5 |
| DO-20 | 20 | Oven drying | 20 |
| VD-20 | 20 | Vacuum drying | 60 |
| AF-30 | 30 | Air frying | 7 |
| DO-30 | 30 | Oven drying | 25 |
| VD-30 | 30 | Vacuum drying | 90 |
| AF-40 | 40 | Air frying | 7 |
| DO-40 | 40 | Oven drying | 30 |
| VD-40 | 40 | Vacuum drying | 90 |
| 20% Infill | 30% Infill | 40% Infill | |
|---|---|---|---|
| CAD Models | |||
| Images |  |  |  |
| Width/Length/Height (cm) | 1.70/1.70/0.70 | ||
| Printed Dough Shapes | |||
| Images |  |  |  |
| Weight (g) | 0.92 ± 0.09 a | 0.97 ± 0.09 a | 1.21 ± 0.09 b |
| Width/Length/Height (cm) | 1.67 ± 0.03 a/1.69 ± 0.02 a/ 0.61 ± 0.06 a | 1.82 ± 0.05 b/1.82 ± 0.05 b/ 0.64 ± 0.03 a | 1.82 ± 0.04 b/1.82 ± 0.06 b/ 0.62 ± 0.06 a |
| Width deviation (%) | −2.33 ± 0.93 a | 6.95 ± 2.78 b | 7.24 ± 2.47 b |
| Length deviation (%) | −1.05 ± 0.69 a | 6.95 ± 3.06 b | 6.76 ± 3.29 b |
| Height stability (%) | 86.86 ± 9.20 a | 91.45 ± 4.16 a | 89.05 ± 8.00 a |
| Snack Label | AF-20 | AF-30 | AF-40 | DO-20 | DO-30 | DO-40 | VD-20 | VD-30 | VD-40 |
|---|---|---|---|---|---|---|---|---|---|
| Moisture content (%) | 3.83 ± 0.03 b A | 3.76 ± 0.04 b B | 3.18 ± 0.21 a B | 3.89 ± 0.04 c A | 2.86 ± 0.02 b A | 2.15 ± 0.08 a A | 4.49 ± 0.08 b B | 3.71 ± 0.03 a B | 3.82 ± 0.01 a C |
| Betaine (mg/100 g) (Betaine loss) | 1112.38 ± 12.21 a A (40.19%) | 1265.55 ± 10.70 b A (31.95%) | 1338.90 ± 5.04 c A (28.01%) | 1218.41 ± 17.33 c B (34.49%) | 981.61 ± 4.15 b B (47.23%) | 845.03 ± 4.01 a B (54.57%) | 1280.84 ± 6.41 a B (31.14%) | 1340.26 ± 10.28 b C (27.94%) | 1497.39 ± 3.87 c C (19.50%) |
| Height stability (%) * | 93.31 ± 5.38 a A | 92.38 ± 5.46 a A | 93.31 ± 5.38 a A | 96.85 ± 3.84 a A | 101.66 ± 2.61 a B | 99.42 ± 1.48 a A | 91.08 ± 4.76 a A | 93.22 ± 7.01 a A | 99.92 ± 4.65 a A |
| Width deformation (%) * | 10.96 ± 2.25 a B | 10.91 ± 1.69 a A | 10.96 ± 2.25 a A | 7.78 ± 2.52 a A | 10.62 ± 1.18 a A | 11.93 ±1.48 a A | 10.86 ± 1.92 a B | 11.84 ± 1.32 a A | 12.78 ± 1.33 a A |
| Length deformation (%) * | 11.51 ± 1.32 a A | 9.47 ± 1.90 a A | 11.51 ± 1.32 a A | 8.30 ± 2.41 a A | 10.62 ± 1.10 a A | 9.95 ± 1.20 a A | 12.61 ± 1.96 a A | 9.35 ± 1.64 a A | 13.19 ± 1.06 a A |
| Porosity (%) | 44.14 ± 1.06 b C | 43.66 ± 3.83 ab B | 41.23 ± 2.91 a B | 37.58 ± 2.06 b A | 33.42 ± 2.91 a A | 32.30 ± 2.46 a A | 40.37 ± 4.44 c B | 34.05 ± 2.28 b AB | 30.28 ± 0.27 a A |
| Firmness (N) | 27.12 ± 4.49 a A | 40.62 ±8.48 b B | 47.57 ± 10.09 bc B | 33.47 ± 4.70 a B | 45.07 ± 2.31 b B | 58.32 ± 5.53 c B | 17.07 ± 2.35 a C | 18.36 ± 1.65 a A | 26.73 ± 2.85 b A |
| Crunchiness (Nmm) | 22.26 ± 1.82 a B | 47.53 ± 18.47 ab C | 54.12 ± 17.90 b C | 29.66 ± 3.43 a C | 31.34 ± 4.36 a B | 34.63 ± 4.86 a B | 8.37 ± 1.23 a A | 10.67 ± 1.17 a A | 19.16 ± 2.88 b A |
| Brittleness | 2.78 ± 0.71 a A | 2.55 ± 0.51 a A | 2.43 ± 0.21 a A | 3.42 ±b0.20 b B | 3.08 ± 0.22 b B | 2.38 ± 0.56 a A | 2.87 ± 0.27 b AB | 2.47 ± 0.23 a A | 2.63 ± 0.15 b A |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radoš, K.; Pastor, K.; Kojić, J.; Drakula, S.; Dujmić, F.; Novotni, D.; Čukelj Mustač, N. Influence of Infill Level and Post-Processing on Physical Parameters and Betaine Content of Enriched 3D-Printed Sweet Snacks. Foods 2023, 12, 4417. https://doi.org/10.3390/foods12244417
Radoš K, Pastor K, Kojić J, Drakula S, Dujmić F, Novotni D, Čukelj Mustač N. Influence of Infill Level and Post-Processing on Physical Parameters and Betaine Content of Enriched 3D-Printed Sweet Snacks. Foods. 2023; 12(24):4417. https://doi.org/10.3390/foods12244417
Chicago/Turabian StyleRadoš, Kristina, Kristian Pastor, Jovana Kojić, Saša Drakula, Filip Dujmić, Dubravka Novotni, and Nikolina Čukelj Mustač. 2023. "Influence of Infill Level and Post-Processing on Physical Parameters and Betaine Content of Enriched 3D-Printed Sweet Snacks" Foods 12, no. 24: 4417. https://doi.org/10.3390/foods12244417