
Determining the Possibilities of Reducing Visible Quality Defects in Commercial Elements of Turkey Carcasses Using an Alternative Stunning Device
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Slaughter and Meat Acquisition
- ➢
- ➢
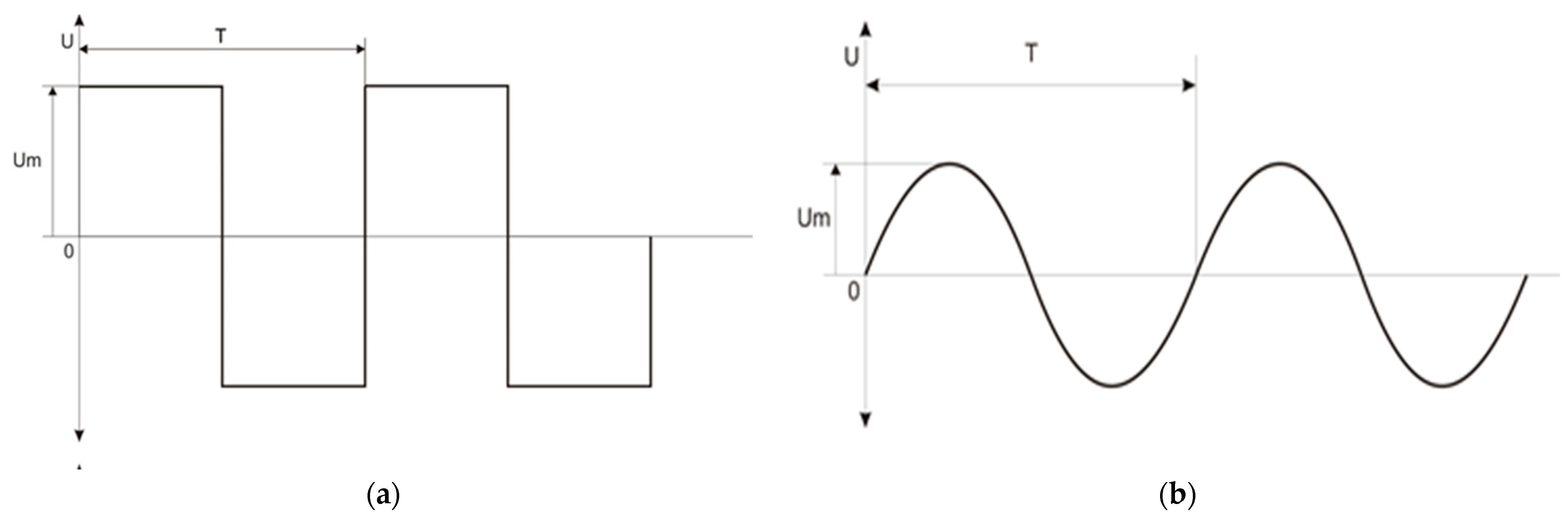
- The conventional device, CD (plant X equipment)—manufactured in The Netherlands: sine wave AC (Figure 1b), f = 50 Hz.
- ✓
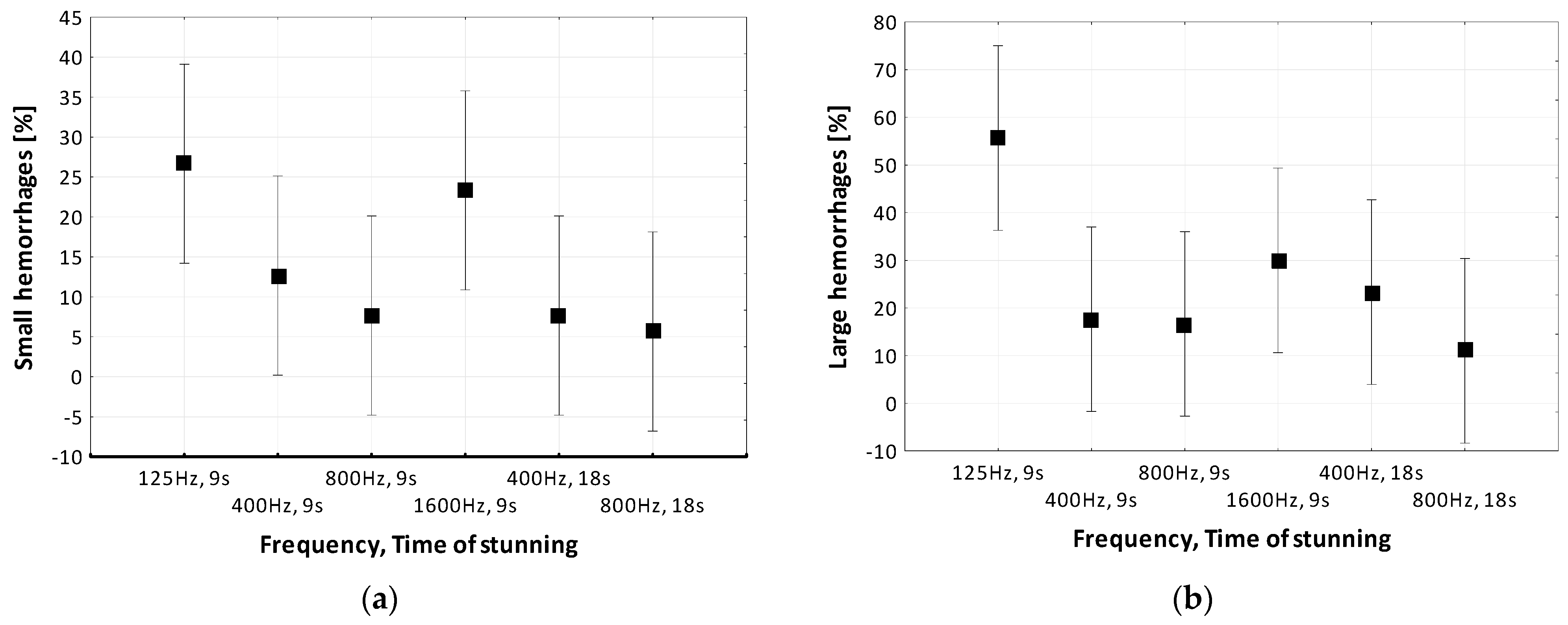
- Stage I, optimization of stun parameters using an alternative device: frequency (f)—125, 400, 800, and 1600 Hz for 9 and 18 s. Raw material was from supplier 1 (good quality).
- ✓
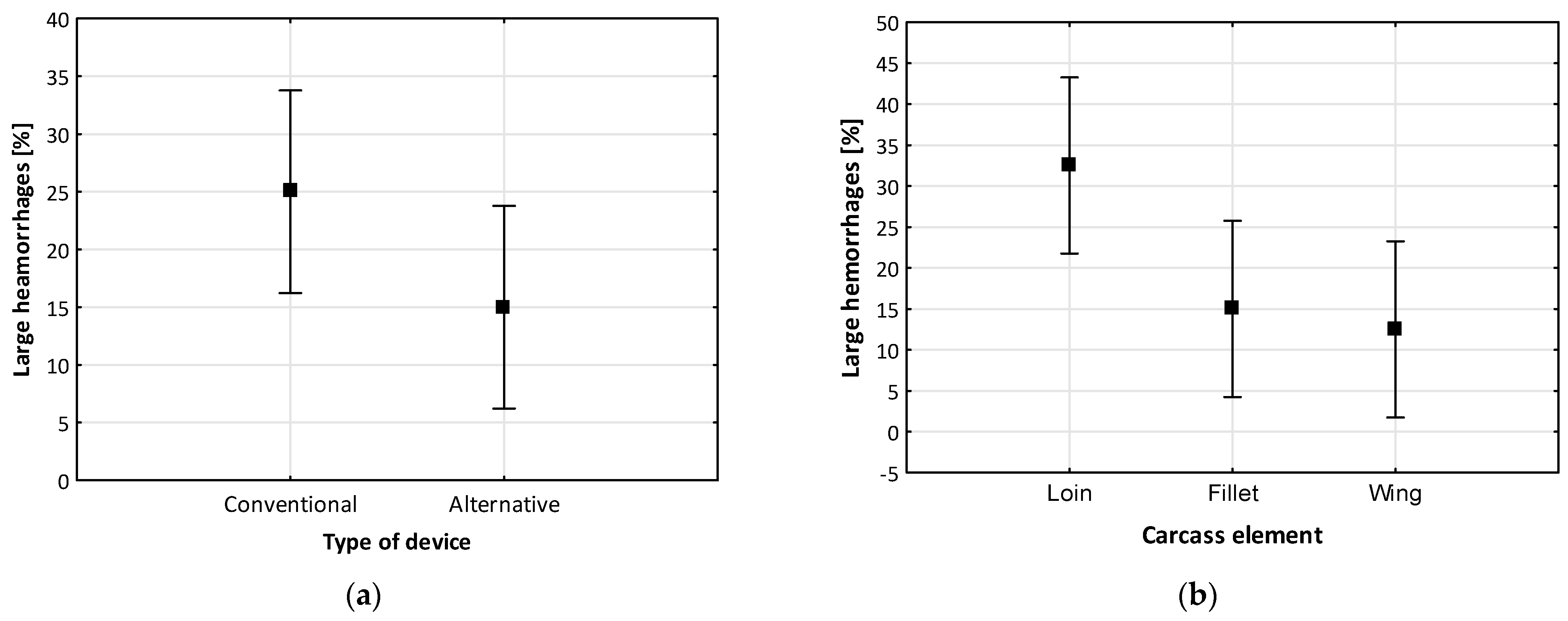
- Stage II, comparison of stunning using two devices: alternative device (the most effective parameters from stage I, f = 800 Hz) and conventional device, f = 50 Hz. Raw material came from supplier 2 (low quality).
2.2. Evaluation of Visible Quality Defects of Carcass Elements
2.3. Data Analysis Methods
3. Results and Discussion
3.1. Stage I—Optimization of Stunning Parameters by Alternative Device
3.2. StageII—Effectiveness Comparison: Alternative and Conventional Devices
4. Conclusions and Applications
- The greatest reduction of severe and minor meat defects and improvement of its visual quality was obtained for the alternative device at f = 800 Hz and t = 9 s—considered optimal for specific industrial conditions.
- The double elongation of turkey stunning procedure time had a positive effect on the percentage of quality defects observed in the evaluated elements; however, the use of such a long time in the stunning process in practice is strictly connected with the lower efficiency of the plant’s slaughter line.
- A comparative analysis of the results of the impact of the frequency of the electric current used in the alternative and conventional device on the improvement of meat quality showed a justified need to commercialize the research results and replace the device currently used in the plant with an alternative one.
- The implementation of an alternative device will allow manufacturers to take preventive measures and will also indirectly improve its technological features (shelf-life, color), economic indicators (quality costs, production efficiency), and the natural environment (waste).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- EFSA. Scientific Opinion on the electrical requirements for waterbath stunning equipment applicable for poultry. EFSA J. 2012, 10, 2757. [Google Scholar] [CrossRef]
- EFSA. Scientific opinion on Slaughter of animals: Poultry. EFSA J. 2019, 17, 5849. [Google Scholar] [CrossRef]
- Lambooij, E.; Reimert, H.G.M.; Hindle, V.A. Evaluation of head-only stunning for practical application: Assessment of neural and meat quality parameters. Poult. Sci. 2010, 89, 2551–2558. [Google Scholar] [CrossRef]
- Parteca, S.; Tonial, I.B.; do Prado, N.V.; da Trindade Alfaro, A. Electrical stunning parameters: Impact on the quality of turkey meat (Meleagris gallopavo). J. Food Sci. Technol. 2020, 57, 2612–2618. [Google Scholar] [CrossRef]
- Smaldone, G.; Capezzuto, S.; Ambrosio, R.L.; Peruzy, M.F.; Marrone, R.; Pere, G.; Anastasio, A. The Influence of Broilers’ Body Weight on the Efficiency of Electrical Stunning and Meat Quality under Field Conditions. Animals 2021, 11, 1362. [Google Scholar] [CrossRef]
- Lines, J.A.; Wotton, S.B.; Barker, R.; Spence, J.; Wilkins, L.; Knowles, T.G. Broiler carcass quality using head-only electrical stunning in a waterbath. Br. Poult. Sci. 2011, 52, 439–445. [Google Scholar] [CrossRef]
- Lambooij, E.; Reimert, H.G.M.; Van de Vis, J.W.; Gerritzen, M.A. Head-to-cloaca electrical stunning of broilers. Poult. Sci. 2008, 87, 2160–2165. [Google Scholar] [CrossRef]
- Wilkins, L.J.; Gregory, N.G.; Wotton, S.B. Effectiveness of different electrical stunning regimens for turkeys and consequences for carcasses quality. Br. Poult. Sci. 1999, 40, 478–484. [Google Scholar] [CrossRef] [PubMed]
- Wilkins, L.J.; Wotton, S.B. Effect of frequency of the stunning current waveform on carcass and meat quality of turkeys processed in a commercial plant in the UK. Br. Poult. Sci. 2002, 43, 231–237. [Google Scholar] [CrossRef]
- Sante, V.; Le Pottier, G.; Astruc, T.; Mouchoniere, M.; Fernandez, X. Effect of stunning current frequency on carcass downgrading and meat quality of turkey. Poult. Sci. 2000, 79, 1208–1214. [Google Scholar] [CrossRef]
- Girasole, M.; Marrone, R.; Anastasio, A.; Chianese, A.; Mercogliano, R.; Cortesi, M.L. Effect of electrical water bath stunning on physical reflexes of broilers: Evaluation of stunning efficacy under field conditions. Poult. Sci. 2016, 95, 1205–1210. [Google Scholar] [CrossRef]
- The Council of the European Union. Council Regulation (EC) No. 1099/2009 of 24 September 2009 on the protection of animals at the time of killing. Off. J. Eur. Union 2009, 7, 1–30. [Google Scholar]
- Savenije, B.; Lambooij, E.; Gerritzen, M.A.; Korf, J. Development of brain damage as measured by brain impedance recording and changes in heart rate and blood pressure induced by different stunning and killing methods. Poult. Sci. 2002, 81, 572–578. [Google Scholar] [CrossRef]
- Bourassa, D.V.; Bowker, B.C.; Zhuang, H.; Wilson, K.M.; Harris, C.E.; Buhr, R.J. Impact of alternative electrical stunning parameters on the ability of broilers to recover consciousness and meat quality. Poult. Sci. 2017, 96, 3495–3501. [Google Scholar] [CrossRef]
- Żywica, R.; Banach, J.K. Układ do Oszałamiania Indyków (System for Stunning Turkeys). Patent of the Polish Republic No. 211078, 14 February 2007. (In Polish). [Google Scholar]
- Żywica, R.; Banach, J.K. Sposób Oszałamiania Drobiu (The Way of Stunning the Poultry). Patent of the Polish Republic No. P. 390449, 15 February 2010. (In Polish). [Google Scholar]
- Banach, J.K.; Przybyłowicz, K.; Modzelewska-Kapituła, M.; Żywica, R. Perception of the quality of poultry meat vs. consumer choices. Ann. Nutr. Metab. 2015, 67 (Suppl. S1), 492–493. [Google Scholar]
- Barbut, S.; Leishman, E.M. Quality and Processability of Modern Poultry Meat. Animals 2022, 12, 2766. [Google Scholar] [CrossRef]
- Banach, J.K.; Żywica, R. Wpływ parametrów prądu elektrycznego w procesie oszałamiania kurczaków na jakość mięsa (Influence of electric current parameters on meat quality in the chicken stunning process). Rocz. Inst. Przemysłu Mięsnego I Tłuszczowego 2009, XLVII, 83–89. (In Polish) [Google Scholar]
- Banach, J.K. Method for Complex Improvement of the Quality of Culinary Turkey Meat in the Aspect of the National System QAFP; Dissertation and Monographs 186 Edition; University of Warmia and Mazury in Olsztyn: Olsztyn, Poland, 2013; pp. 9–141. [Google Scholar]
- Pinto da Rosa, P.; Pio Ávila, B.; Damé Veber Angelo, I.; Chesini, R.G.; Fernandes, T.A.; da Silva Camacho, J.; Bugoni, M.; Roll, V.F.B.; Gularte, M.A. Impact of different chicken meat production systems on consumers’ purchase perception. Br. Poult. Sci. 2021, 62, 387–395. [Google Scholar] [CrossRef]
- Schütt-Abraham, I.; Wormuth, H.J. Anforderungen an eine tierschutzgerechte elektrische betaubung von schlachtegefl ugel. Rundeschau fur Fleischhygiene und Lebensmitteluberwachung. Hannover 1991, 43, 7–8. [Google Scholar]
- Hindle, V.A.; Lambooij, E.; Reimert, H.G.M.; Workel, L.D.; Gerritzen, M.A. An evaluation of the present situation in Dutch slaughterhouses and alternative electrical stunning methods. In Electrical Waterbath Stunning of Poultry; Animal Sciences Group: Wageningen, The Netherlands, 2009. [Google Scholar]
- Girasole, M.; Chirollo, C.; Ceruso, M.; Vollano, L.; Chianese, A.; Cortesi, M.L. Optimization of Stunning Electrical Parameters to Improve Animal Welfare in a Poultry Slaughterhouse. Ital. J. Food Saf. 2015, 4, 4576. [Google Scholar] [CrossRef]
- Mouchoniere, M.; Le Pottier, G.; Fernandez, X. The effect of current frequency during waterbath stunning on the physical recovery and rate and extent of bleed out in turkeys. Poult. Sci. 1999, 78, 485–489. [Google Scholar] [CrossRef] [PubMed]
- Mouchoniere, M.; Le Pottier, G.; Fernandez, X. Effect of current frequency during electrical stunning in a water bath on somatosensory evoked responses in turkey’s brain. Res. Vet. Sci. 2000, 69, 53–55. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.C.; Huang, M.; Yang, J.; Wang, P.; Xu, X.L.; Zhou, G.H. The effects of electrical stunning methods on broiler meat quality: Effect on stress, glycolysis, water distribution, and myofibrillar ultrastructures. Poult. Sci. 2014, 93, 2087–2095. [Google Scholar] [CrossRef] [PubMed]
- Sabow, A.B.; Nakyinsige, K.; Adeyemi, K.D.; Sazili, A.Q.; Johnson, C.B.; Webster, J.; Farouk, M.M. High frequency pre-slaughter electrical stunning in ruminants and poultry for halal meat production: A review. Livest. Sci. 2017, 202, 124–134. [Google Scholar] [CrossRef]
- Bostami, A.B.M.R.; Mun, H.-S.; Dilawar, M.A.; Baek, K.-S.; Yang, C.-J. Carcass characteristics, proximate composition, fatty acid profile, and oxidative stability of pectoralis major and flexor cruris medialis muscle of broiler chicken subjected to with or without level of electrical stunning, slaughter, and subsequent bleeding. Animals 2021, 11, 1679. [Google Scholar] [CrossRef] [PubMed]
- Sirri, F.; Petracci, M.; Zampiga, M.; Meluzzi, A. Effect of EU electrical stunning conditions on breast meat quality of broiler chickens. Poult. Sci. 2017, 96, 3000–3004. [Google Scholar] [CrossRef]
- Hall, C.; Sandilands, V. Public attitudes to the welfare of broiler chickens. Anim. Welf. 2007, 16, 499–512. [Google Scholar] [CrossRef]
- Baéza, E.; Guillier, L.; Petracci, M. Production factors affecting poultry carcass and meat quality attributes. Animal 2021, 16, 100331. [Google Scholar] [CrossRef]
- Kuttappan, V.A.; Lee, Y.S.; Erf, G.F.; Meullenet, J.-F.C.; McKee, S.R.; Owens, C.M. Consumer acceptance of visual appearance of broiler breast meat with varying degrees of white striping. Poult. Sci. 2012, 91, 1240–1247. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Quality Defects | f [Hz] | Meat Quality Defects [%] | |||
|---|---|---|---|---|---|
| Total | Wing | Loin | Fillet | ||
| Time of stunning, 9 s | |||||
| MD | 125 | 97 | 73 | 47 | 47 |
| 400 | 47 | 30 | 3 | 20 | |
| 800 | 47 | 33 | 0 | 17 | |
| 1600 | 65 | 15 | 55 | 20 | |
| SD | 125 | 50 | 33 | 17 | 30 |
| 400 | 30 | 23 | 0 | 15 | |
| 800 | 23 | 13 | 0 | 10 | |
| 1600 | 50 | 15 | 40 | 15 | |
| Time of stunning, 18 s | |||||
| MD | 400 | 50 | 40 | 23 | 7 |
| 800 | 33 | 20 | 0 | 13 | |
| SD | 400 | 23 | 20 | 0 | 3 |
| 800 | 17 | 10 | 0 | 7 | |
| Quality Factors | SS | DF | MS | F | p |
|---|---|---|---|---|---|
| Small hemorrhages | |||||
| Stunning parameters | 3852.94 | 5 | 770.59 | 3.40 | 0.05 |
| Carcass elements | 804.11 | 2 | 402.06 | 1.78 | 0.22 |
| Large hemorrhages | |||||
| Stunning parameters | 1196.94 | 5 | 239.39 | 2.55 | 0.10 |
| Carcass elements | 274.11 | 2 | 137.06 | 1.46 | 0.28 |
| Quality Defects | Type of Device | Meat Quality Defects [%] | ||
|---|---|---|---|---|
| Loin (n = 30) | Fillet (n = 30) | Wing (n = 30) | ||
| MD | Conventional | 90 | 25 | 65 |
| Alternative | 50 | 15 | 25 | |
| SD | Conventional | 40 | 20 | 15 |
| Alternative | 25 | 10 | 10 | |
| Qualitative Factor | SS | DF | MS | F | p |
|---|---|---|---|---|---|
| Small hemorrhages | |||||
| Carcass element | 2500.00 | 2 | 1250.00 | 8.33 | 0.11 |
| Type of device | 1350.00 | 1 | 1350.00 | 9.00 | 0.10 |
| Large hemorrhages | |||||
| Carcass element | 475.00 | 2 | 237.50 | 19.00 | 0.05 |
| Type of device | 150.00 | 1 | 150.00 | 12.00 | 0.07 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banach, J.K.; Żywica, R.; Grzywińska-Rąpca, M.; Grzybowska-Brzezińska, M. Determining the Possibilities of Reducing Visible Quality Defects in Commercial Elements of Turkey Carcasses Using an Alternative Stunning Device. Foods 2023, 12, 3141. https://doi.org/10.3390/foods12173141
Banach JK, Żywica R, Grzywińska-Rąpca M, Grzybowska-Brzezińska M. Determining the Possibilities of Reducing Visible Quality Defects in Commercial Elements of Turkey Carcasses Using an Alternative Stunning Device. Foods. 2023; 12(17):3141. https://doi.org/10.3390/foods12173141
Chicago/Turabian StyleBanach, Joanna Katarzyna, Ryszard Żywica, Małgorzata Grzywińska-Rąpca, and Mariola Grzybowska-Brzezińska. 2023. "Determining the Possibilities of Reducing Visible Quality Defects in Commercial Elements of Turkey Carcasses Using an Alternative Stunning Device" Foods 12, no. 17: 3141. https://doi.org/10.3390/foods12173141