
Properties of Paperboard Coated with Natural Polymers and Polymer Blends: Effect of the Number of Coating Layers
 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Production of Coated Papers
2.3. Coated Paperboard Characterization
2.3.1. Thickness
2.3.2. Visual Aspects
2.3.3. Coating Homogeneity
2.3.4. Scanning Electron Microscopy
2.3.5. Color
2.3.6. Grammage
2.3.7. Water Vapor Permeability (WVP)
2.3.8. Mechanical Properties
2.3.9. Water Absorption Capacity (WACCobb)
2.3.10. Contact Angle
2.3.11. Grease Resistance
2.4. Statistical Analysis
3. Results and Discussion
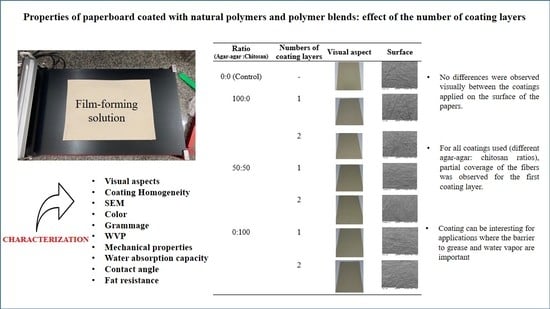
3.1. Visual Aspect and Coating Homogeneity
3.2. Scanning Electron Microscopy
3.3. Color
3.4. Thickness and Grammage
3.5. Water Vapor Permeability (WVP)
3.6. Water Absorption Capacity (WACCobb)
3.7. Grease Resistance (GR)
3.8. Contact Angle
3.9. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bideau, B.; Loranger, E.; Daneault, C. Nanocellulose-Polypyrrole-Coated Paperboard for Food Packaging Application. Prog. Org. Coat. 2018, 123, 128–133. [Google Scholar] [CrossRef]
- Rhim, J.W.; Park, H.M.; Ha, C.S. Bio-Nanocomposites for Food Packaging Applications. Prog. Polym. Sci. 2013, 38, 1629–1652. [Google Scholar] [CrossRef]
- Arun, R.; Shruthy, R.; Preetha, R.; Sreejit, V. Biodegradable Nano Composite Reinforced with Cellulose Nano Fiber from Coconut Industry Waste for Replacing Synthetic Plastic Food Packaging. Chemosphere 2022, 291, 132786. [Google Scholar] [CrossRef] [PubMed]
- Priyadarshi, R.; Rhim, J.W. Chitosan-Based Biodegradable Functional Films for Food Packaging Applications. Innov. Food Sci. Emerg. Technol. 2020, 62, 102346. [Google Scholar] [CrossRef]
- Zharkevich, V.; Melekhavets, N.; Savitskaya, T.; Hrynshpan, D. Enhancement of Barrier Properties Regarding Contaminants from Recycled Paperboard by Coating Packaging Materials with Starch and Sodium Alginate Blends. Sustain. Chem. Pharm. 2023, 32, 101001. [Google Scholar] [CrossRef]
- El-Wakil, N.A.; Hassan, E.A.; Abou-Zeid, R.E.; Dufresne, A. Development of Wheat Gluten/Nanocellulose/Titanium Dioxide Nanocomposites for Active Food Packaging. Carbohydr. Polym. 2015, 124, 337–346. [Google Scholar] [CrossRef] [PubMed]
- Cheng, H.; Xu, H.; Julian McClements, D.; Chen, L.; Jiao, A.; Tian, Y.; Miao, M.; Jin, Z. Recent Advances in Intelligent Food Packaging Materials: Principles, Preparation and Applications. Food Chem. 2022, 375, 131738. [Google Scholar] [CrossRef] [PubMed]
- Ong, H.T.; Samsudin, H.; Soto-Valdez, H. Migration of Endocrine-Disrupting Chemicals into Food from Plastic Packaging Materials: An Overview of Chemical Risk Assessment, Techniques to Monitor Migration, and International Regulations. Crit. Rev. Food Sci. Nutr. 2022, 62, 957–979. [Google Scholar] [CrossRef] [PubMed]
- De Feo, G.; Ferrara, C.; Minichini, F. Comparison between the Perceived and Actual Environmental Sustainability of Beverage Packagings in Glass, Plastic, and Aluminium. J. Clean. Prod. 2022, 333, 130158. [Google Scholar] [CrossRef]
- Mujtaba, M.; Morsi, R.E.; Kerch, G.; Elsabee, M.Z.; Kaya, M.; Labidi, J.; Khawar, K.M. Current Advancements in Chitosan-Based Film Production for Food Technology; A Review. Int. J. Biol. Macromol. 2019, 121, 889–904. [Google Scholar] [CrossRef] [PubMed]
- Peng, Y.; Wu, Y.; Li, Y. Development of Tea Extracts and Chitosan Composite Films for Active Packaging Materials. Int. J. Biol. Macromol. 2013, 59, 282–289. [Google Scholar] [CrossRef] [PubMed]
- Gal, M.R.; Rahmaninia, M.; Hubbe, M.A. A Comprehensive Review of Chitosan Applications in Paper Science and Technologies. Carbohydr. Polym. 2023, 309, 120665. [Google Scholar] [CrossRef] [PubMed]
- Mayachiew, P.; Devahastin, S. Effects of Drying Methods and Conditions on Release Characteristics of Edible Chitosan Films Enriched with Indian Gooseberry Extract. Food Chem. 2010, 118, 594–601. [Google Scholar] [CrossRef]
- Soares, T.R.P.; Reis, A.F.; dos Santos, J.W.S.; Chagas, E.G.L.; Venturini, A.C.; Santiago, R.G.; Bastos-Neto, M.; Vieira, R.S.; Carvalho, R.A.; da Silva, C.F. NaY-Ag Zeolite Chitosan Coating Kraft Paper Applied as Ethylene Scavenger Packaging. Food Bioproc. Technol. 2023, 16, 1101–1115. [Google Scholar] [CrossRef]
- Zhang, W.; Xiao, H.; Qian, L. Enhanced Water Vapour Barrier and Grease Resistance of Paper Bilayer-Coated with Chitosan and Beeswax. Carbohydr. Polym. 2014, 101, 401–406. [Google Scholar] [CrossRef]
- Boonmahitthisud, A.; Booranapunpong, C.; Pattaradechakul, C.; Tanpichai, S. Development of Water-Resistant Paper Using Chitosan and Plant-Based Wax Extracted from Banana Leaves. Int. J. Biol. Macromol. 2023, 240, 124412. [Google Scholar] [CrossRef] [PubMed]
- Bordenave, N.; Grelier, S.; Pichavant, F.; Coma, V. Water and Moisture Susceptibility of Chitosan and Paper-Based Materials: Structure-Property Relationships. J. Agric. Food Chem. 2007, 55, 9479–9488. [Google Scholar] [CrossRef]
- Fernandes, S.C.M.; Freire, C.S.R.; Silvestre, A.J.D.; Desbrières, J.; Gandini, A.; Neto, C.P. Production of Coated Papers with Improved Properties by Using a Water-Soluble Chitosan Derivative. Ind. Eng. Chem. Res. 2010, 49, 6432–6438. [Google Scholar] [CrossRef]
- Le Goué, E.; Ham-Pichavant, F.; Grelier, S.; Remy, J.; Coma, V. Functional Chitosan–Calcium Carbonate Coatings for Enhancing Water and Fungal Resistance of Paper Materials. Molecules 2022, 27, 8886. [Google Scholar] [CrossRef]
- Tanpichai, S.; Srimarut, Y.; Woraprayote, W.; Malila, Y. Chitosan Coating for the Preparation of Multilayer Coated Paper for Food-Contact Packaging: Wettability, Mechanical Properties, and Overall Migration. Int. J. Biol. Macromol. 2022, 213, 534–545. [Google Scholar] [CrossRef] [PubMed]
- Martins, N.C.T.; Fateixa, S.; Trindade, T. Chitosan Coated Papers as Sustainable Platforms for the Development of Surface-Enhanced Raman Scattering Hydrophobic Substrates. J. Mol. Liq. 2023, 375, 121388. [Google Scholar] [CrossRef]
- De Moraes, J.O.; Scheibe, A.S.; Sereno, A.; Laurindo, J.B. Scale-up of the Production of Cassava Starch Based Films Using Tape-Casting. J. Food Eng. 2013, 119, 800–808. [Google Scholar] [CrossRef] [Green Version]
- Davidović, S.; Lazić, V.; Miljković, M.; Gordić, M.; Sekulić, M.; Marinović-Cincović, M.; Ratnayake, I.S.; Ahrenkiel, S.P.; Nedeljković, J.M. Antibacterial Ability of Immobilized Silver Nanoparticles in Agar-Agar Films Co-Doped with Magnesium Ions. Carbohydr. Polym. 2019, 224, 115187. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Boro, J.C.; Ray, D.; Mukherjee, A.; Dutta, J. Bionanocomposite Films of Agar Incorporated with ZnO Nanoparticles as an Active Packaging Material for Shelf Life Extension of Green Grape. Heliyon 2019, 5, 01867. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Rabnawaz, M. Oil- And Water-Resistant Coatings for Porous Cellulosic Substrates. ACS Appl. Polym. Mater. 2019, 1, 103–111. [Google Scholar] [CrossRef]
- Kopacic, S.; Walzl, A.; Zankel, A.; Leitner, E.; Bauer, W. Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials. Coatings 2018, 8, 8070235. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Wang, L.; Zhang, X.; Ma, S.; Zhao, Z. Enhancement of Oil Resistance of Cellulose Packaging Paper for Food Application by Coating with Materials Derived from Natural Polymers. J. Food Eng. 2022, 332, 111039. [Google Scholar] [CrossRef]
- Yoshida, C.M.P.; Oliveira, E.N.; Franco, T.T. Chitosan Tailor-Made Films: The Effects of Additives on Barrier and Mechanical Properties. Packag. Technol. Sci. 2009, 22, 161–170. [Google Scholar] [CrossRef]
- ASTM D685-93; Standard Practice for Conditioning Paper and Paper Products for Testing. ASTM International: West Conshohocken, PA, USA, 2007.
- Marcy, J.E. Integrity Testing and Biotest Procedures for Heat-Sealed Containers. In Plastic Package Integrity Testing: Assuring Seal Quality; Blakstone, B., Ed.; Institute of Packaging Professionals: Herndon, VA, USA, 1995; p. 17. [Google Scholar]
- ASTM D2244-05; Standard Practice for Calculation of Color Tolerances and Color Differences from Instrumentally Measured Color Coordinates. ASTM International: West Conshohocken, PA, USA, 2005.
- ASTM D 646-96; Standard Test Method for Grammage of Paper and Paperboard (Mass Per Unit Area). ASTM International: West Conshohocken, PA, USA, 2001.
- ASTM E96/E96M; Standard Test Methods for Water Vapor Transmission of Materials. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D828-16e1; Standard Test Method for Tensile Properties of Paper and Paperboard Using Constant-Rate-of-Elongation Apparatus 1. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM D3285-93; Standard Test Method for Water Absorptiveness of Nonbibulous Paper and Paperboard (Cobb Test). ASTM International: West Conshohocken, PA, USA, 2005.
- TAPPI T559; Grease Resistance Test for Paper and Cardpaper. Technical Association of the Pulp and Paper Industry: Peachtree Corners, GA, USA, 1996.
- Gatto, M.; Ochi, D.; Yoshida, C.M.P.; da Silva, C.F. Study of Chitosan with Different Degrees of Acetylation as Cardboard Paper Coating. Carbohydr Polym. 2019, 210, 56–63. [Google Scholar] [CrossRef]
- Reis, A.B.; Yoshida, C.M.P.; Reis, A.P.C.; Franco, T.T. Application of Chitosan Emulsion as a Coating on Kraft. Paper. Polym. Int. 2011, 60, 963–969. [Google Scholar] [CrossRef]
- Feiz, E.; Mahyari, M.; Ghaieni, H.R.; Tavangar, S. Copper on Chitosan-Modified Cellulose Filter Paper as an Efficient Dip Catalyst for ATRP of MMA. Sci. Rep. 2021, 11, 8257. [Google Scholar] [CrossRef]
- Adekunte, A.O.; Tiwari, B.K.; Cullen, P.J.; Scannell, A.G.M.; O’Donnell, C.P. Effect of Sonication on Colour, Ascorbic Acid and Yeast Inactivation in Tomato Juice. Food Chem. 2010, 122, 500–507. [Google Scholar] [CrossRef]
- El-Hefian, E.A.; Nasef, M.M.; Yahaya, A.H. Preparation and Characterization of Chitosan/Agar Blended Films: Part 2. Therm. Mech. Surf. Prop. 2012, 9, 510–516. [Google Scholar]
- de Fátima Silva, M.; Maciel, V.B.V.; Noletto, A.P.R.; Venturini, A.C.; de Carvalho, R.A.; Yoshida, C.M.P. Chitosan Active Coating on Paperboard Surface Forming an Anti-Insect Grain-Based Food Packaging. Packag. Technol. Sci. 2022, 35, 361–372. [Google Scholar] [CrossRef]
- Shen, Z.; Rajabi-Abhari, A.; Oh, K.; Yang, G.; Youn, H.J.; Lee, H.L. Improving the Barrier Properties of Packaging Paper by Polyvinyl Alcohol Based Polymer Coating—Effect of the Base Paper and Nanoclay. Polymers 2021, 13, 1334. [Google Scholar] [CrossRef]
- Shankar, S.; Rhim, J.W. Antimicrobial Wrapping Paper Coated with a Ternary Blend of Carbohydrates (Alginate, Carboxymethyl Cellulose, Carrageenan) and Grapefruit Seed Extract. Carbohydr. Polym. 2018, 196, 92–101. [Google Scholar] [CrossRef] [PubMed]
- Rhim, J.W.; Lee, J.H.; Hong, S.I. Water Resistance and Mechanical Properties of Biopolymer (Alginate and Soy Protein) Coated Paperboards. LWT 2006, 39, 806–813. [Google Scholar] [CrossRef]
- Farris, S.; Introzzi, L.; Biagioni, P.; Holz, T.; Schiraldi, A.; Piergiovanni, L. Wetting of Biopolymer Coatings: Contact Angle Kinetics and Image Analysis Investigation. Langmuir 2011, 27, 7563–7574. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ratio (AA:CHI) | NCL | Visual Aspect | Homogeneity | |
|---|---|---|---|---|
| Control/Coating Side | Uncoated Side | |||
| 0:0 (Control) | - |  |  |  |
| 100:0 | 1 |  |  |  |
| 2 |  |  |  | |
| 50:50 | 1 |  |  |  |
| 2 |  |  |  | |
| 0:100 | 1 |  |  |  |
| 2 |  |  |  | |
| Ratio (AA:CHI) | NCL | Thickness (μm) | Grammage (g/m2) |
|---|---|---|---|
| 0:0 (Control) | - | 427 ± 18 d | 265 ± 4 cd |
| 100:0 | 1 | 457 ± 25 c | 269 ± 3 a |
| 2 | 476 ± 84 b | 268 ± 2 abc | |
| 50:50 | 1 | 439 ± 21 d | 266 ± 2 bcd |
| 2 | 497 ± 75 a | 270 ± 5 a | |
| 0:100 | 1 | 435 ± 18 d | 264 ± 2 d |
| 2 | 493 ± 79 a | 268 ± 2 ab |
| Ratio (AA:CHI) | NCL | WVP (g.mm/.h.m2.kPa) | WACCobb (g/m2) | GR (Kit Number) |
|---|---|---|---|---|
| 0:0 (Control) | - | 0.30 ± 0.03 a | 43.00 ± 1.73 ab | 3 |
| 100:0 | 1 | 0.16 ± 0.02 b | 46.22 ± 4.89 a | 5 |
| 2 | 0.13 ± 0.05 b | 44.44 ± 4.03 ab | 6 | |
| 50:50 | 1 | 0.12 ± 0.05 b | 42.33 ± 2.50 ab | 8 |
| 2 | 0.27 ± 0.17 a | 40.22 ± 5.09 bc | 10 | |
| 0:100 | 1 | 0.16 ± 0.12 b | 36.67 ± 3.97 c | 8 |
| 2 | 0.35 ± 0.04 a | 37.33 ± 5.74 c | 11 |
| AA:CHI | NCL | K (°s−1) | R2 | |
|---|---|---|---|---|
| 00:00 | - | 91.983 | 0.0182 ± 0.0003 | 0.9167 |
| 100:00 | 1 | 63.072 | 0.0667 ± 0.0022 | 0.7580 |
| 2 | 68.520 | 0.0802 ± 0.0026 | 0.7579 | |
| 50:50 | 1 | 88.966 | 0.0265 ± 0.0002 | 0.9678 |
| 2 | 89.485 | 0.0196 ± 0.0001 | 0.7843 | |
| 00:100 | 1 | 85.536 | 0.0256 ± 0.0004 | 0.9217 |
| 2 | 85.148 | 0.0227 ± 0.0001 | 0.9895 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naitzel, T.d.C.; Garcia, V.A.d.S.; Lourenço, C.A.M.; Vanin, F.M.; Yoshida, C.M.P.; Carvalho, R.A.d. Properties of Paperboard Coated with Natural Polymers and Polymer Blends: Effect of the Number of Coating Layers. Foods 2023, 12, 2745. https://doi.org/10.3390/foods12142745
Naitzel TdC, Garcia VAdS, Lourenço CAM, Vanin FM, Yoshida CMP, Carvalho RAd. Properties of Paperboard Coated with Natural Polymers and Polymer Blends: Effect of the Number of Coating Layers. Foods. 2023; 12(14):2745. https://doi.org/10.3390/foods12142745
Chicago/Turabian StyleNaitzel, Thaís de Cássia, Vitor Augusto dos Santos Garcia, Carla Alves Monaco Lourenço, Fernanda Maria Vanin, Cristiana Maria Pedroso Yoshida, and Rosemary Aparecida de Carvalho. 2023. "Properties of Paperboard Coated with Natural Polymers and Polymer Blends: Effect of the Number of Coating Layers" Foods 12, no. 14: 2745. https://doi.org/10.3390/foods12142745