1. Introduction
Citrus, one of the largest fruit crops planted in China, boasts high yield and economic efficiency [
1]. However, there is still room for improvement in the development of citrus-related industries. Food processing into powder is a common practice in the food industry. The conversion of citrus into fruit powder can address the issues related to non-storage tolerance, vulnerability, and transportation inconvenience while broadening the prospects for extensive application of citrus powder in seasoning, auxiliary additives, solid beverages, and other potential domains [
2]. The processing technique of fruit powder is closely related to the retention of nutrients, appearance quality, and physical characteristics of the fruit. This is essential in meeting consumer demands. Choosing an appropriate production process plays a significant role in guiding factory production [
3].
“Dahongpao” red tangerine (
C. reticulata Blanco cv. Dahongpao) is a high-quality citrus variety that has been cultivated in China for 1800 years. However, with the market becoming more diverse and offering a variety of citrus species,
C. reticulata Blanco cv. Dahongpao have lost some of their appeal due to their sour taste, high seed count, concentrated ripening period, and intolerance to storage [
4]. Unfortunately, during the process of discarding them, valuable nutrients and bioactive substances within the red mandarins, such as polymethoxyflavones, are also lost.
C. reticulata Blanco cv. Dahongpao have a long history of being an important component of traditional Chinese medicine, specifically the rind, which has properties such as regulating energy, invigorating the spleen, drying dampness, and resolving phlegm [
5]. Additionally, seeds can be used as biodiesel feedstock [
6]. By promoting the development of the industry and benefiting fruit farmers, the deep processing of
C. reticulata Blanco cv. Dahongpao can increase their commercial value [
7].
Fruit and vegetable juices are high in sugars, making the production of solid beverages a challenge as they cannot be dried directly to powder [
8]. Therefore, carrier materials such as maltodextrin, gum Arabic, and pectin are added during the drying process. Carrier materials serve to encapsulate bioactive compounds, lower viscosity, and act as drying aids. The encapsulation process is widely used in food, pharmaceutical, nutritional, and cosmetic industries to package and protect active substances from environmental factors like light, air, temperature, and moisture, preserving compound stability [
9]. Drying techniques such as spray drying and freeze drying are commonly used for the encapsulation of bioactive compounds, extending shelf life and allowing for controlled release under specific conditions, resulting in better quality products [
10].
Spray drying is a simple and cost-effective method to produce dry granular or powder. It involves four steps: preparing the liquid with carrier material, homogenization, atomization, and dehydration [
11]. However, high temperatures may cause nutrient loss. By modifying process variables and adding carrier materials, this problem can be reduced [
12]. Handling citrus and mulberries is difficult due to their sugar and organic acid content, but carrier materials can help improve the process [
13].
Freeze drying is a process that removes water from frozen solutions through sublimation at low temperature and pressure [
14]. It involves four steps: preparing the dispersion medium, freezing, sublimation, and evaporation [
15]. Freeze drying preserves nutrients, color, flavor, and texture in powdered products, including vitamin C and volatile substances [
16]. However, it is less efficient and six times more expensive than spray drying, with long production cycles and high instrument costs causing challenges for large-scale industrial production and scale-up applications [
13].
Hot air drying exposes a sample to hot air, causing moisture on the surface to evaporate [
17]. However, if prolonged, it can decrease quality and volume [
18]. Although easy to operate, it is four to eight times more expensive than freeze drying and leads to poor-quality rehydrated products due to high temperatures that degrade heat-sensitive ingredients like bioactive and volatile components [
19]. Additionally, it alters the proportion of volatile organic compounds with fruit aroma.
The main aim of this study was to compare the effects of various drying methods on the quality of C. reticulata Blanco cv. Dahongpao powder and to identify the optimal drying process for large-scale production. Fruit powder properties, active substances, and functions can change during the drying process; therefore, this study focused on using C. reticulata Blanco cv. Dahongpao as the raw material for producing fruit powder. The objectives were (1) to analyze the effects of different drying methods on the amino acid profile, volatile substances, and chemical antioxidant activity of C. reticulata Blanco cv. Dahongpao powder; (2) to evaluate the physicochemical properties of the C. reticulata Blanco cv. Dahongpao powder produced by different drying methods; and (3) to conduct color difference and sensory evaluations of solid drinks made from the fruit powder obtained by each drying method.
2. Materials and Methods
2.1. Citrus Material
Citrus. reticulata Blanco cv. Dahongpao was harvested from Puya Village, Dazhou Town, Wanzhou District, Chongqing, and transported to the Key Laboratory of agricultural biosecurity and green production, ministry of Education, School of Horticulture and landscape architecture, southwest university (Chongqing, China). The fruits were selected to be in good shape and free from pests and diseases; they were washed and dried, and then placed in a −20 °C refrigerator for freezing until use.
2.2. Fruit Powder Obtained by Different Drying Methods
The juice was obtained by homogenizing the Citrus. reticulata Blanco cv. Dahongpao samples in a 200-mesh gauze using a wall breaker. The fruit pomace was dried and then crushed before being filtered through a 60-mesh sieve. The resulting pectic acid extract was heated in a water bath with a citric acid solution at pH 2.0 for 2 h at 95 °C, followed by filtration and cooling to room temperature. Pectin was washed 2–3 times using anhydrous ethanol, and then dried at 40 °C in an oven. Finally, pectin powder was obtained by grinding it with a grinder and set aside. The filtered juice was subjected to three drying methods: freeze drying, spray drying, and hot air drying. Before drying, 200 g of the filtrated juice was pretreated by adding 3 g/Kg of Citrus. reticulata Blanco cv. Dahongpao pectin and 10 g/Kg of β-maltodextrin by mass of the juice, heating it at 60 °C, stirring well until dissolved, filtering through a 200-mesh gauze, and allowing the filtrate to dry. For freeze drying, the samples were frozen at −80 °C for 8 h and then dried in a freeze dryer at −60 °C under vacuum at a pressure of less than 20 Pa for 24 h. The dried samples were homogenized by grinding with a rod. For spray drying, the sample was fed into the spray dryer using a peristaltic pump. The drying inlet air temperature was 150 °C, the outlet air temperature was 65–75 °C, the fan was set at 60 Hz, the peristaltic pump was 400 mL/h, and the needle was passed for 2 s. The drying was carried out for 15 min, after which the samples were homogenized by grinding with a rod. For hot air drying, the samples were placed on trays lined with tin foil and greaseproof paper and dried for 72 h in a blast oven at 50 °C. The dried samples were homogenized by grinding with an abrasive rod. All dried and ground samples were packed in sealed bags and stored in a refrigerator at −20 °C for testing.
2.3. Analysis of Nutrient Content
Soluble sugar: The soluble sugar content was determined by referring to the national standard GB 5009.8-2016 “Determination of fructose, glucose, sucrose, maltose and lactose in foodstuffs” with slight modifications. The samples were extracted from 1 mL (liquid) or 0.25 g (solid) in a beaker and fixed with distilled water to 80 mL. The samples were sonicated for 10 min at room temperature and then centrifuged at 4000 rpm for 5 min. The supernatant was filtered through a 0.22 μm aqueous membrane and then detected by HPLC. Organic acid: The organic acid content was detected by referring to the method of Yuan Zhou et al. with slight modifications [
20]. The samples were extracted from 2 mL (liquid) or 0.25 g (solid) in a 200 mL beaker, and the volume was fixed to 160 mL by adding distilled water. The samples were sonicated at room temperature for 10 min and then centrifuged at 4000 rpm for 5 min. The resulting supernatant was filtered through a 0.22 μm aqueous membrane and analyzed by HPLC. Mineral element: Mineral element contents (Ca, Zn, Fe, Cu, Mg, K, Mn, Na) were determined using 10 mL (for liquid samples) or 1 g (for solid samples) of the sample in a conical flask with 30 mL of mixed acid (HNO
3:HClO
4 = 4:1), soaked overnight with a small funnel at the mouth [
21]. Digestion was performed on an adjustable hot plate at 120 °C for 2–3 h until the remaining solution amounted to 1–2 mL. After adding distilled water to make up the volume of 10 mL, FAAS was used to determine K, Ca, Na, Fe, and Zn, while GFAAS was used to determine Cu and Mn. For P determination, 1 g (for solid samples) or 1 mL (for liquid samples) of the sample was weighed in a conical flask with 10 mL of HNO
3, 1 mL of HClO
4, and 2 mL of H
2SO
4. After digestion on an adjustable electric plate and subsequent addition of distilled water to fix the volume at 10 mL, P content was determined using molybdenum blue spectrophotometry with slight modifications based on national standard GB 5009.87-2016
2.4. Analysis of the Amino Acid Content
A total of 2.5 mL (liquid) or 1.25 g (solid) of a sample in an amino acid hydrolysis tube was weighed, 20 mL of a 6 mol/L HCl and 1 mL of 1% phenol was added and shaken well. The vacuum pump was evacuated until there were no air bubbles and then filled with nitrogen until all air was removed and the cap was tightened. The solution was then hydrolyzed in an oven at 110 °C for 24 h. The solution was left at room temperature, cooled, and centrifuged at 4000 rpm for 10 min. The supernatant was spun at 80 °C until nearly dry; 2 mL of distilled water was added, spun again, and repeated twice for a final volume of 6 mL. A total of 1 mL of the volume solution was taken into a test tube together with 500 μL of a phenyl isothiocyanate–acetonitrile solution (0.1 mol/L) and 500 μL of a triethylamine–acetonitrile solution (0.1 mol/L). The solution was mixed well and placed in a water bath at 50 °C for 45 min; then, 2 mL of n-hexane was added. It was then vortexed for 1 min and left to stand. The solution was allowed to delaminate and pass the lower layer through a 0.45 μm organic filter membrane for the determination of amino acids using HPLC.
2.5. Analysis of Bioactive Substances
Total phenolic: The total phenolic content of the
C. reticulata Blanco cv. Dahongpao extract was determined by the Folin–Ciocalteu method described by Singleton et al. with slight modifications [
22]. A total of 120 μL of extract was added to 4 mL of distilled water and 400 μL of the Folin–Ciocalteu reagent. After 5 min in the dark, 2 mL of Na
2CO
3 solution (5%) was added. After 60 min of reaction in the dark, the total phenolic content was measured by spectrophotometer at 765 nm. Total flavonoid: Total flavonoid content was determined by the NaNO
2-Al(NO
3)
3 colorimetric method, i.e., 200 μL of a 5% NaNO
2 and 700 μL of distilled water were added to the sample and reacted for 6 min, followed by 300 μL of a 10% Al(NO
3)
3 and reacted for another 6 min. Finally, 2 mL of NaOH solution (1 mol/L) was added; the volume was made up to 5 mL with distilled water, and the total flavonoid content was measured by spectrophotometer at 500 nm after 15 min of reaction. Carotenoid: Carotenoid content was measured by the method of Delphine Amah et al. with some adjustments [
23]. Samples were extracted using an extraction solution of hexane:acetone:ethanol (2:1:1) containing 0.1% BHT at a ratio of 1:5 (solid: liquid). Extraction was carried out by ultrasonication for 40 min at room temperature and repeated twice, with supernatants combined thereafter. The extract was centrifuged at 6500 rpm for 5 min at 4 °C, and the organic phase was collected after standing and layering. The collected liquid was spin-distilled to near dryness at 40 °C, re-dissolved with MTBE (with 0.1% BHT), and fixed to 2 mL. Saponification was carried out for 12 h by adding 2 mL of a 10% methanol–KOH solution (with 0.1% BHT). Then, 5 mL of distilled water and 2 mL of MTBE were added for extraction. The organic phase was collected, and the extraction was repeated twice with a 2 mL MTBE. The organic phase was combined and dried using 0.25 g of anhydrous Na
2SO
4 for 30 min to 1 h. The organic phase was poured out and nitrogen-blown to dryness, then re-dissolved with MTBE and fixed to 1.5 mL before being filtered through a 0.22 μm organic phase filter membrane and analyzed by HPLC. Vitamin C: The vitamin C content was measured following the national standard GB 5009.86-2016 “National standard for food safety Determination of ascorbic acid in food,” with slight adjustments. Samples were extracted through ultrasonication at room temperature for 5 min, centrifuged at 4000 rpm for 5 min, and the resulting supernatant was filtered through a 0.45 μm aqueous phase membrane and analyzed by HPLC.
2.6. Analysis of Volatile Substances
A solid sample of 1 g was weighed in a 20 mL screw-top headspace flask; then, 5 mL of saturated NaCl solution and 20 μL of hexane (containing 263.6 μg of cyclohexanone) was added. The cap was sealed with a PTFE spacer, quickly screwed down and mixed, and detected using GC-MS. The volatiles were extracted using headspace solid-phase micrography. We characterized the volatiles by comparing their constituent components to those listed in the NIST Chemistry WebBook spectral library (NIST Standard Reference Database No. 69) and selecting only those matches with a similarity score greater than 80%.
2.7. Analysis of the Chemical Antioxidant Activity
In this experiment, three methods were used to determine the antioxidant activity of
C. reticulata Blanco cv. Dahongpao fruit powder under different drying methods: ABTS radical scavenging ability, DPPH radical scavenging ability, and FRAP iron ion reduction ability [
24]. An 80% methanol-dissolved Troloxs reagent was used to make standard curves, and the results are all expressed as TroloxEquivalent (TE) per mL of fresh weight (μmol/mL TE FW). All samples were diluted 5 times with distilled water and left to be measured. For ABTS analysis, 5 mL of an ABTS aqueous solution (7 mmol/L) was mixed with 88 μL of a K
2S
2O
4 solution (140 mmol/L) and protected from light for 12–16 h. The ABTS reaction solution was diluted with anhydrous ethanol to an absorbance value of 0.70 ± 0.02 (734 nm) before use. A total of 40 μL of the sample or Trolox solution was reacted with 3.90 mL of an ABTS reaction solution for 10 min under light-proof conditions and then measured at 734 nm. For DPPH analysis, 100 μL of the sample or Trolox solution was added to 3.80 mL of the DPPH solution (75 μmol/L), protected from light for 30 min, and then measured at 517 nm. For FRAP analysis, acetate buffer (0.3 mol/L, pH = 3.6), a FeCl
3 solution (20 mmol/L), and a TPTZ working solution (10 mmol/L) were prepared using HCl (40 mmol/L), and the above three solutions were mixed in a certain ratio (10:1:1) to obtain the TPTZ solution. The absorbance was measured at 593 nm after the reaction of 100 μL of the sample or Trolox solution with 3.90 mL of the TPTZ solution for 30 min under light-proof conditions.
2.8. Analysis of the Physicochemical Properties
The solubility and oil absorption were determined via the method of Yoong–Kong How et al. [
25]. The solubility was determined by weighing 1.0 g of fruit powder in a 50 mL centrifuge tube and adding 40 mL of distilled water, then placed in a magnetic stirrer for 5 min and centrifuged at 4000 rpm for 5 min. A total of 10 mL of the resulting supernatant was placed in a glass Petri dish and dried at 105 °C for 3 h. The sample was removed and cooled in a desiccator and the total mass was weighed. The solubility was calculated as follows:
where
X represents the solubility of the sample, %;
m1 represents the total mass of the solid residue and the Petri dish after drying, g;
m2 represents the mass of the Petri dish after drying, g; m3 represents the mass of the fruit powder, g;
V1 represents the volume of distilled water added, 40 mL;
V2 represents the volume of the supernatant taken, 10 mL;
w represents the water content of the fruit powder, %.
The oil absorption was determined by adding 5 mL of rapeseed oil to a 10 mL centrifuge tube. A total of 1.0 g of fruit powder was slowly added to the tube and mixed by vortex shaking while adding. It was allowed to stand for 30 min and centrifuged at 5000 rpm for 20 min; then, the volume of the upper oil layer was measured. The oil absorbency was calculated using the following formula:
where
V1 represents the volume of rapeseed oil added, mL;
V2 represents the volume of the top oil layer after centrifugation, mL;
m represents the mass of fruit powder, g.
Fruit powder yield (%) = mass of fruit powder/mass of dried sample to calculate the yield of C. reticulata Blanco cv. Dahongpao fruit powder for different drying methods.
2.9. Analysis of the Color Difference of Citrus. reticulata Blanco cv. Dahongpao Solid Drinks under Different Drying Methods
A total of 5 g of fruit powder was weighed in a centrifuge tube, distilled water was added to a volume of 10 mL and set aside for measurement. The sample (solid/liquid) was stirred well and six spots were taken with a white paper background. The values of L* (brightness), a* (red–green deviation), b* (blue–yellow deviation), C* (saturation), and h° (hue angle) were measured and recorded using a MINOLTA CR-300 (D65 light source) colorimeter. The color difference composite index was calculated according to the method of Sdiri et al. (2012) with the following equation:
where L*, a*, b* represents the lightness index and color index of the sample in the Lab system.
2.10. Sensory Evaluation of C. reticulata Blanco cv. Dahongpao Solid Drinks under Different Drying Methods
The sensory evaluation was based on the method of Min Zheng et al. [
21], and the weighted scoring method was used to determine the percentage of scores for different sensory characteristics by weighting coefficients to make a comprehensive evaluation of the fruit powders with slight modifications. The brewing was carried out according to the recommended brewing ratio and method for solid drinks in the market, specifically the fruit powder was brewed in a transparent container with warm water (80 ± 1) °C at a ratio of 1:60 (g/mL), pending evaluation. A 10-member evaluation team was set up to evaluate the 4 indicators of color, taste, odor, and stability of the fruit powder. We calculated the weight of each indicator using the forced decision method, as described in the literature. To obtain the final trial score, we multiplied the score of each indicator by its corresponding weight, summed these products, and then divided by the number of evaluators. The specific sensory evaluation table (
Table 1) is shown below.
2.11. Statistical Analysis
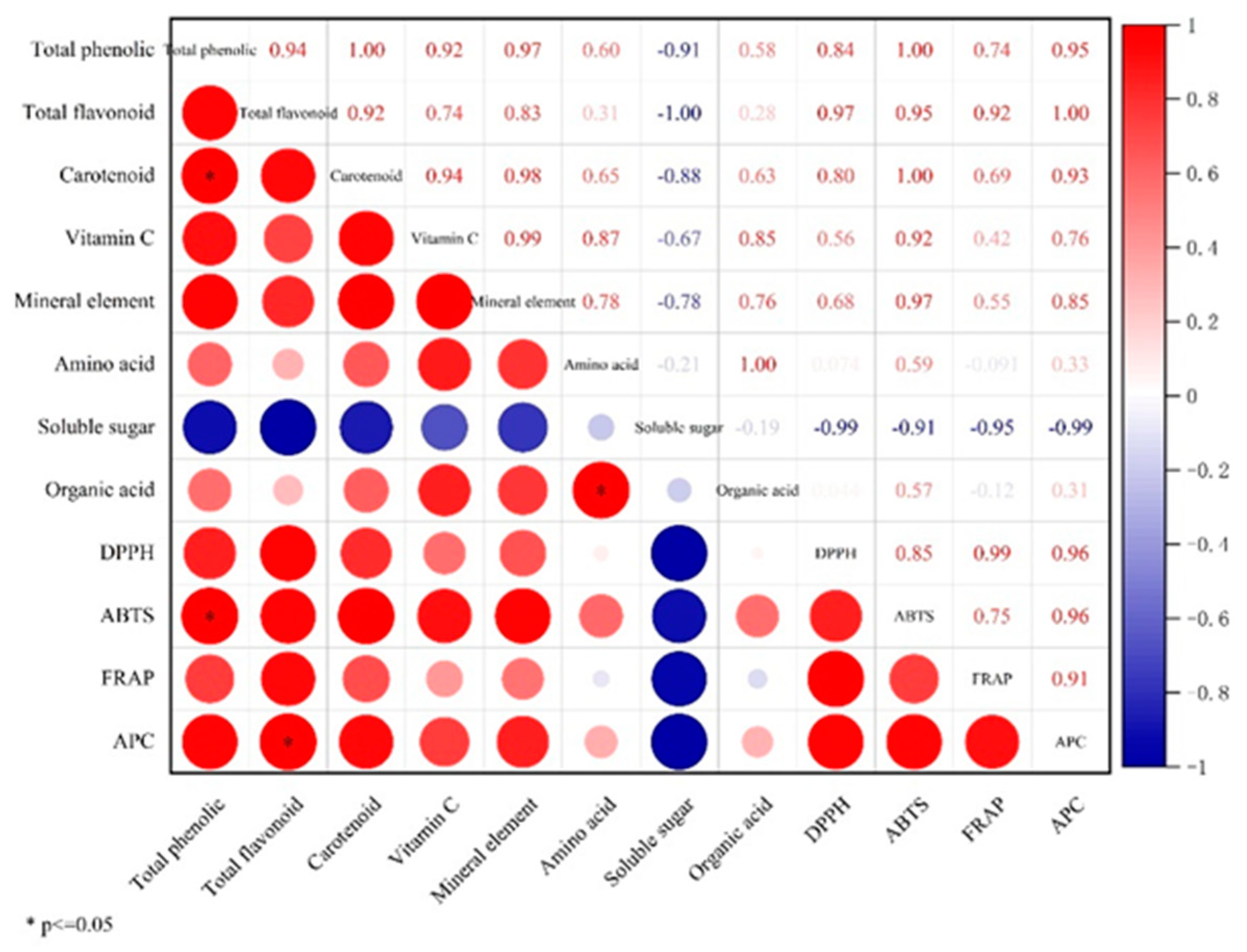
All data collected were processed using Excel 2018, analyzed, and plotted using Prism 9.0, and significant differences between samples were assessed by one-way ANOVA and Duncan’s multiple tests, with differences considered significant when p < 0.05. Pearson correlation analysis was performed using Origin Pro 2021 software. All experiments were repeated three times and data results were expressed as mean ± standard deviation (SD).
4. Discussion
Solid beverages are currently popular in the market due to their small size, portability, ease of transport, and resistance to spoilage. The traditional drying methods used in the production of solid beverages include freeze drying, spray drying, and hot air drying. Freeze drying is considered one of the most effective drying methods for preserving heat-sensitive substances because it utilizes low temperature and low pressure [
33]. In this study, the improved processing conditions afforded by freeze drying were observed to result in higher levels of soluble sugars and volatile compounds in the fruit powders. This may be attributed to the gentle drying process that freeze drying employs. In contrast, hot air drying and spray drying led to the thermal decomposition of volatiles due to higher temperatures involved. The high content of low molecular sugars and organic acids can pose difficulties during drying, such as sticky wall problems, which can lead to reduced yields and handling issues [
34]. Thus, to overcome these issues, a carrier material was added to the process, with
C. reticulata Blanco cv. Dahongpao pomace used for pectin extraction to reduce waste of raw materials throughout the entire process. Additionally, β-maltodextrin was added to reduce stickiness. These findings shed light on the importance of selecting the right drying method and optimizing processing conditions for producing high-quality fruit powders suitable for use in solid beverage production.
Spray drying is a popular choice due to its low operating costs and flexibility compared to freeze drying [
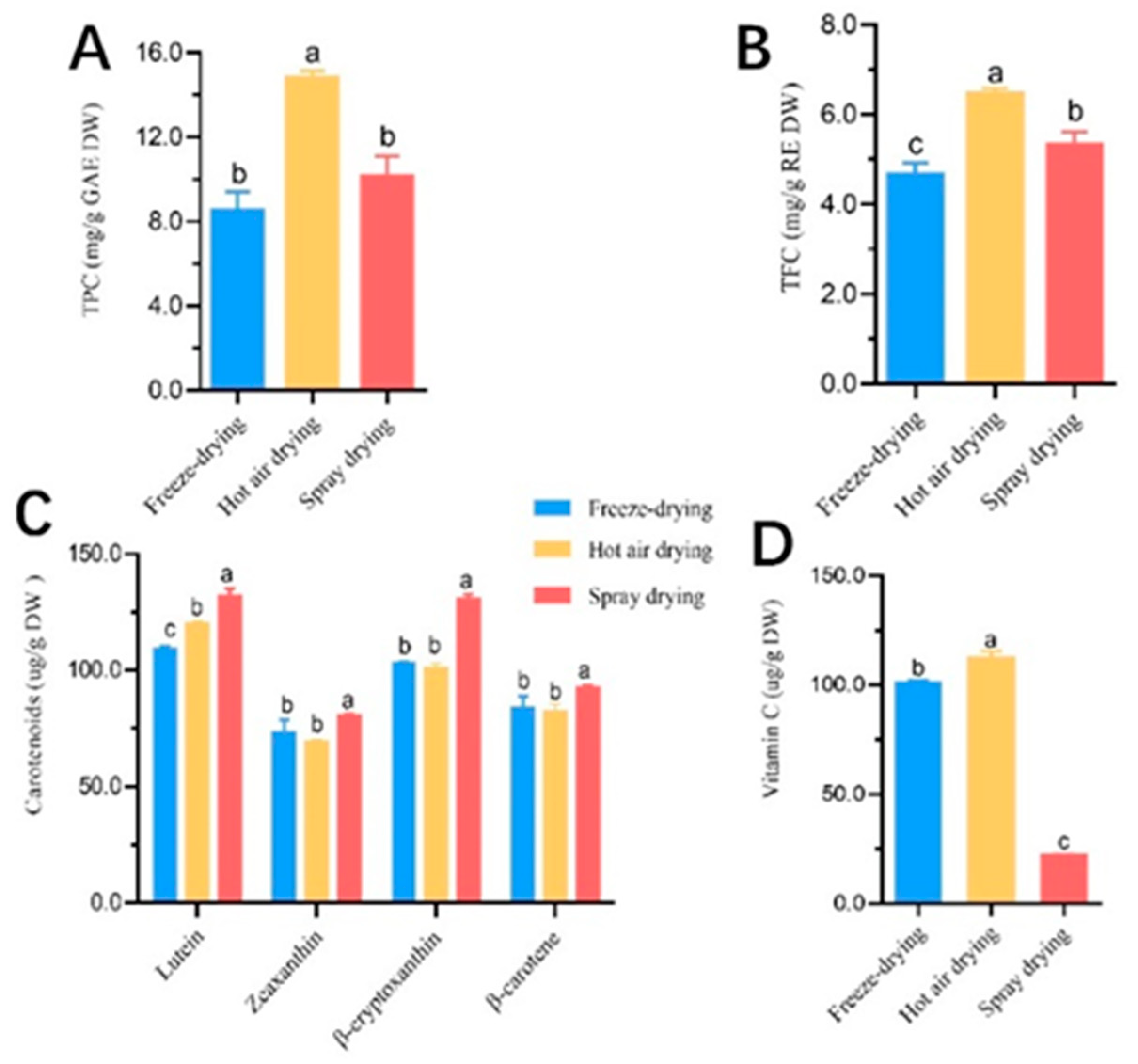
35]. However, the very high temperature employed in spray drying can result in greater losses. samples For example, Kong et al. (2011) reported a decline in vitamin C content due to thermal decomposition, which was observed when samples were produced via spray drying. In this study, the vitamin C content of the spray-dried samples was notably lower than that of samples produced via freeze drying and hot air drying [
11,
36]. Furthermore, Luo concluded that intermittent changes in temperature or air circulation help enhance vitamin C retention when fruits are exposed to them [
37]. Interestingly, our study found that hot air drying resulted in the highest vitamin C content of all three methods, likely due to the mild drying conditions employed. Hot air drying also produced fruit powder without any browning reaction, while prolonged oven drying in other methods caused carotenoid loss through decomposition, changing the color from orange to brown [
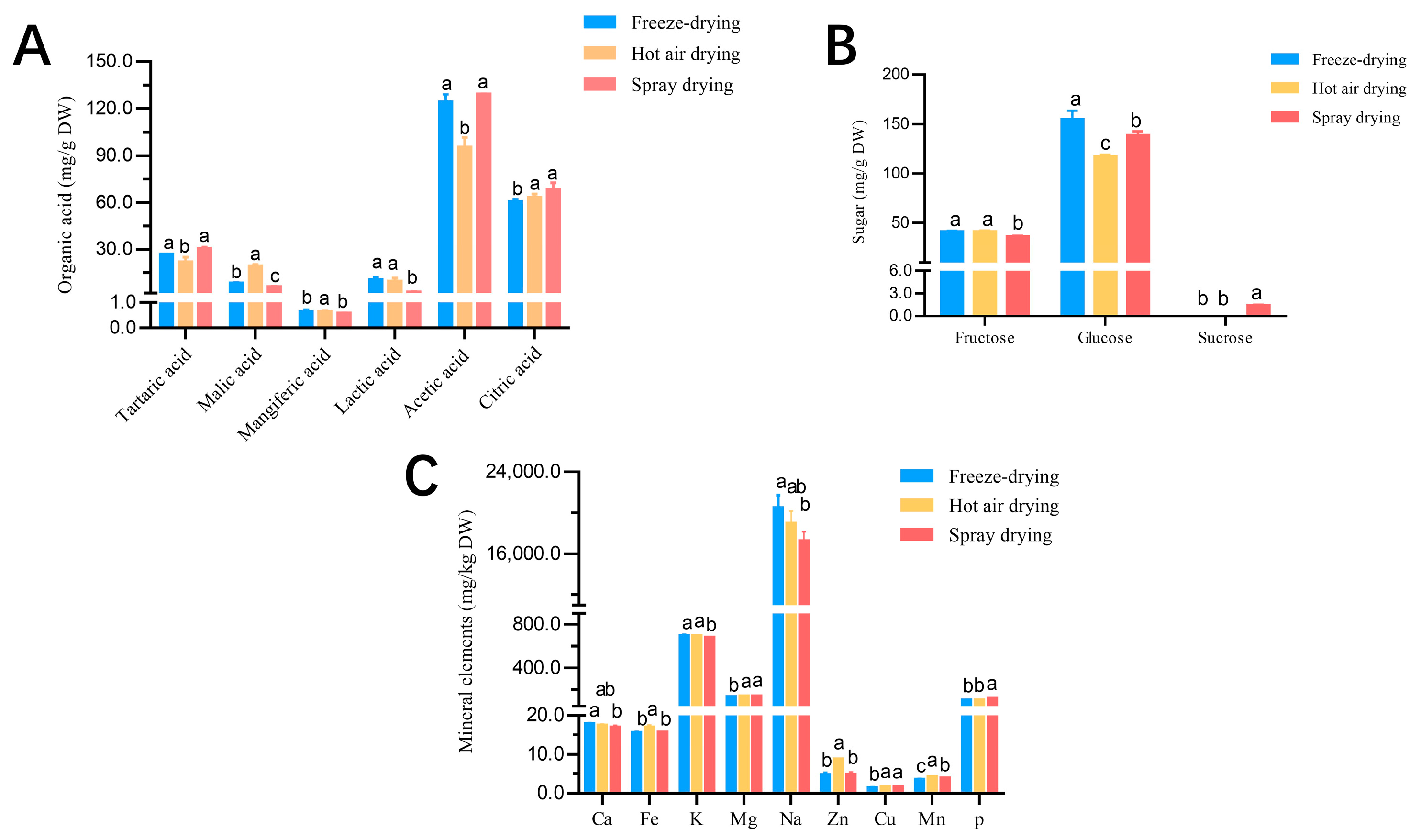
38]. While spray drying requires less time and typically retains sensitive substances such as color and nutrition, our study found that it resulted in the highest carotenoid content, likely due to the short drying time and protective effect of the carrier material. Few studies have explored the impact of various drying methods on mineral elements, and our findings indicate that drying has little effect on the content of seven mineral elements except for sodium and zinc [
39].
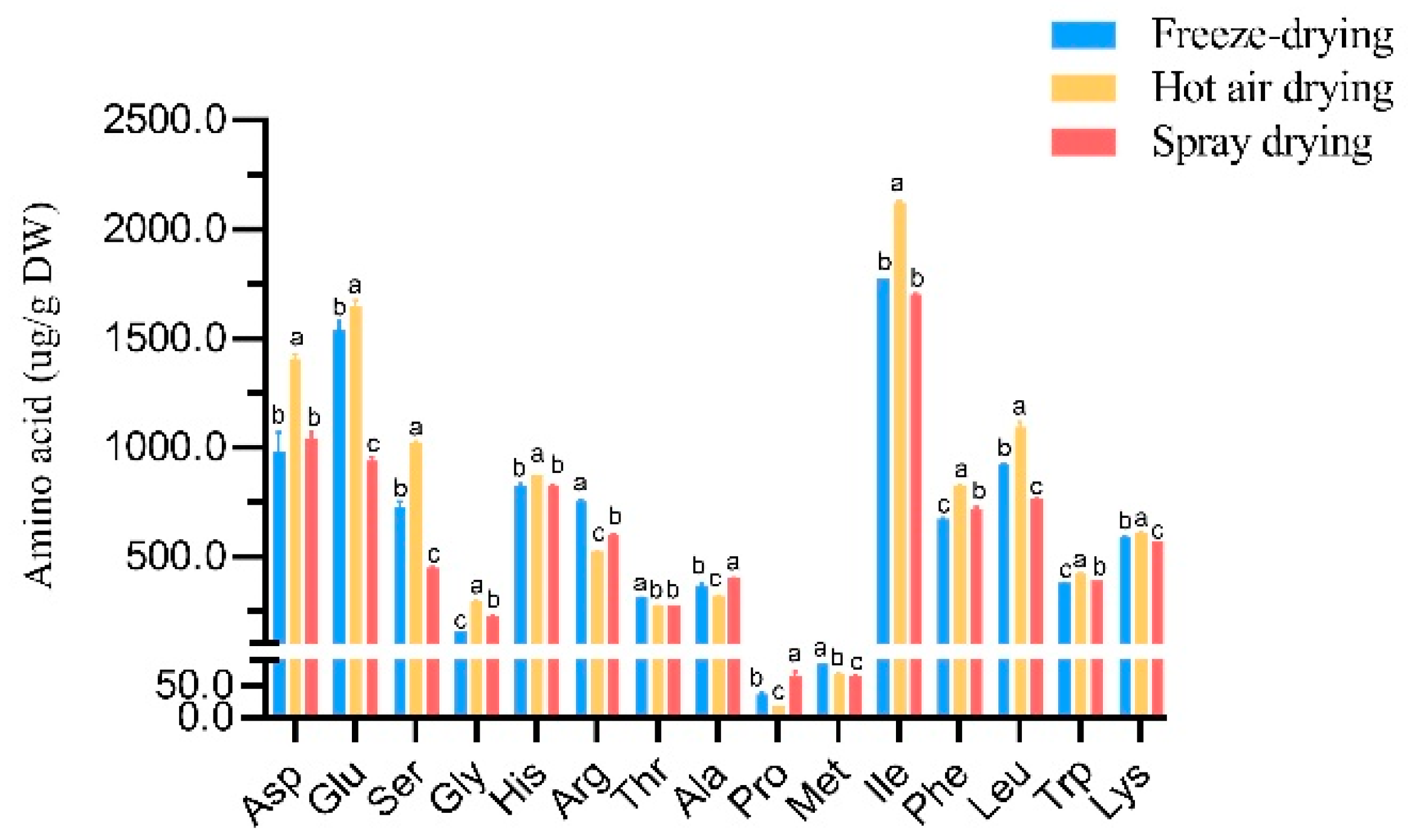
This study found that certain amino acid contents were lower after spray drying at 150 °C, suggesting a possible reaction with glucose [
40]. However, it has been discovered that free amino acids generated by proteins can exceed the amount lost due to Maillard reaction when temperature ranges between 40 °C and 60 °C, leading to a higher final free amino acid content [
41]. Moreover, Liu et al. noted that Asp content increased considerably during heating and drying [
30]. Hot air drying utilizes lower temperatures compared to spray drying, thus preserving the amino acid content while maintaining other beneficial properties of fruit powders. In contrast, freeze drying partially prevents protein degradation to free amino acids through its sublimation process [
42]. Nevertheless, pore formation in the particles caused by water sublimation during the freeze drying process can lead to the degradation of bioactive substances, resulting in lower freeze-dried amino acid content, total phenol, and total flavonoid content. To conclude, these findings highlight the advantages of hot air drying for preserving amino acid content and other beneficial properties of fruit powders [
43].
The water content of freeze-dried fruit powders was observed to be higher than those of spray-dried ones in various studies [
31,
44]. Nevertheless, all three drying methods produced fruit powders with a moisture content greater than 7%, which does not meet the requirements for moisture content of solid beverages in the national standard GB/T 29602-2013 Solid Beverages. The solution state of the fruit powders obtained from all three drying methods was turbid after brewing, but this is desirable in fruit juices like citrus, white grape juice, and apple juice that require clarification through filtration and centrifugation [
34]. While freeze drying retains aroma and flavor better, resulting in the best sensory evaluation of fruit powders [
33], hot air drying preserves amino acid content and other beneficial properties of fruit powders while maintaining their quality.
This study provides reliable guidance for processing and developing C. reticulata Blanco cv. Dahongpao. It explores the ways in which different drying methods affect their nutritional composition, taste quality, physical and chemical properties, providing valuable information for their application. The study also offers ideas for improving the production process and product quality of C. reticulata Blanco cv. Dahongpao and serves as a reference for future research on similar materials. Although three different drying methods were compared to produce fruit powders, the issue of nutrient loss at high temperatures still requires attention. Additionally, as a food product, its shelf life, the use of preservatives, costs calculation, microorganism testing, counting of active lactic acid bacteria, and basic food indicators such as protein, capacity, fat, and dietary fiber have not yet been evaluated.
5. Conclusions
In conclusion, hot air drying, spray drying and freeze drying have their respective advantages and disadvantages. Hot air drying produced fruit powder with the highest content of amino acids, vitamin C, total phenols, total flavonoids, organic acids, antioxidant activity capacity, Zn yield, carotenoids, and soluble sugars. It had low water content, high solubility, and a brown color for both fruit powder and juice. On the other hand, spray-dried fruit powder had the highest mineral elements and soluble sugar content but lower total phenol and total flavonoid content, resulting in the lowest antioxidant activity capacity. Freeze-dried fruit powder had a higher carotenoid content but lower mineral elements, amino acids, and vitamin C content. It had high water content, low solubility, low oil absorption, bright orange color, stable texture, and good aroma and flavor when brewed. Based on its high nutritional value and antioxidant activity, the hot air drying method is preferable for the production of fruit powder. However, further studies can be performed to improve its sensory quality. In summary, three methods have their own characteristics that can be utilized depending on the specific requirements for the product.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}