
Sugarcane Straw as a Source of Arabinoxylans: Optimization and Economic Viability of a Two-Step Alkaline Extraction

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
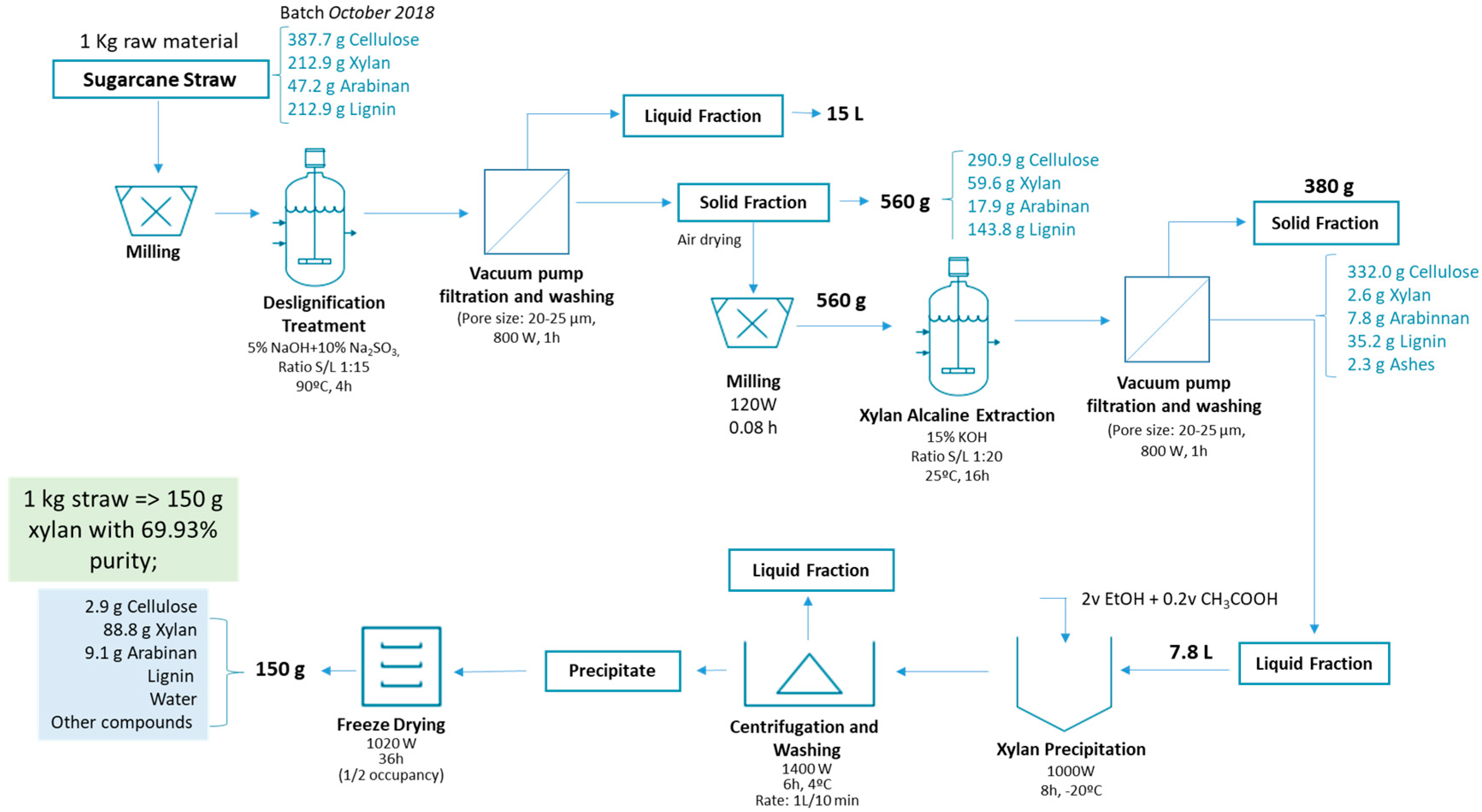
2.2. Fractionation Process of Sugarcane Straw
Experimental Design
2.3. Chemical and Structural Characterization of AXs
2.3.1. Chemical Composition
2.3.2. Evaluation of Molecular Weight (MW)
2.3.3. Differential Scanning Calorimetry
2.3.4. Fourier-Transform Infrared Spectroscopy
2.4. Production Cost Estimation
2.5. Statistical Analysis
3. Results and discussion
3.1. Chemical Composition of Sugarcane Straw Biomass
3.2. Extraction Optimization Responses
3.2.1. Model Adequacy
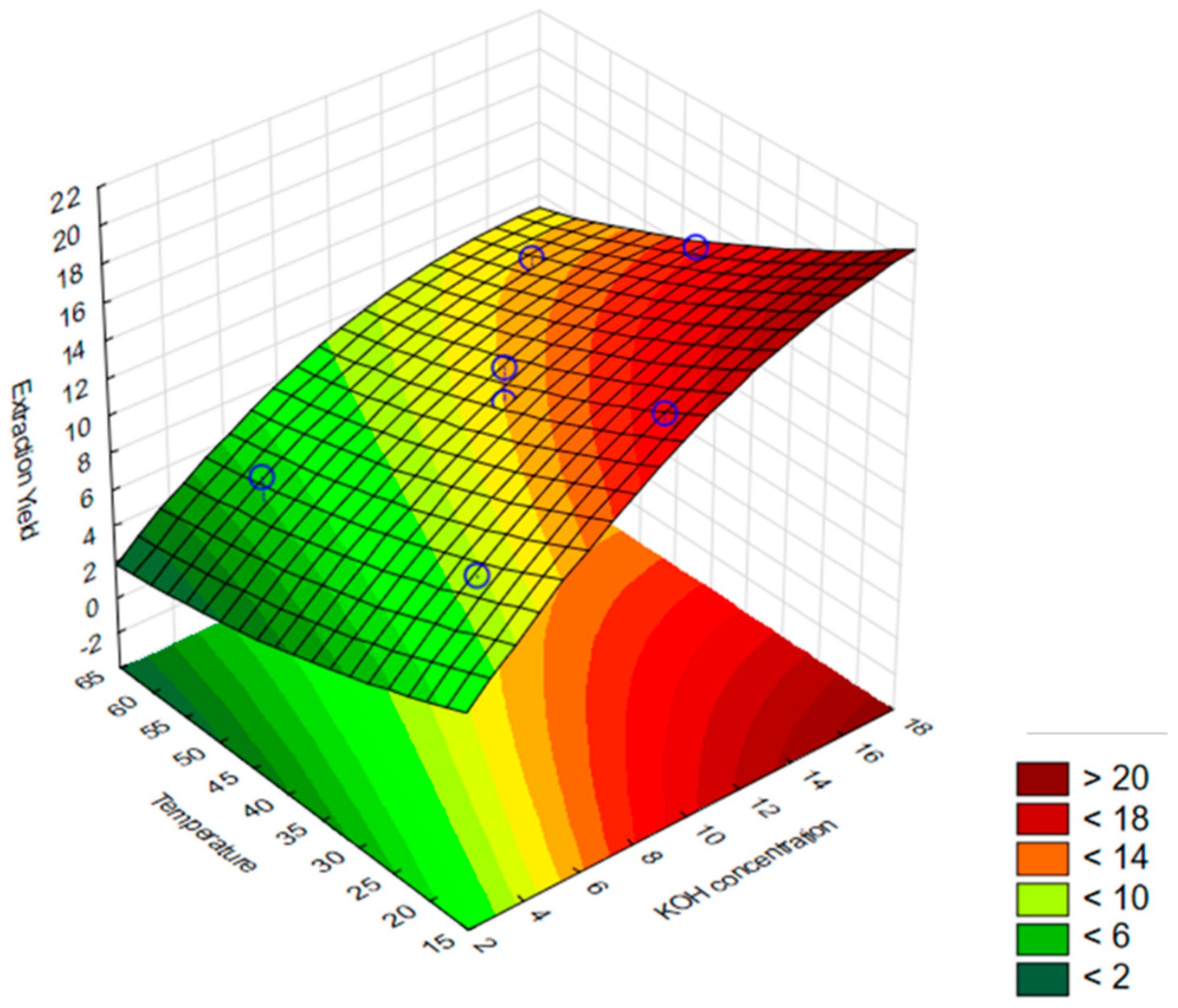
3.2.2. Response Surface Analysis
3.3. Arabinoxylans Properties
3.3.1. Chemical Properties
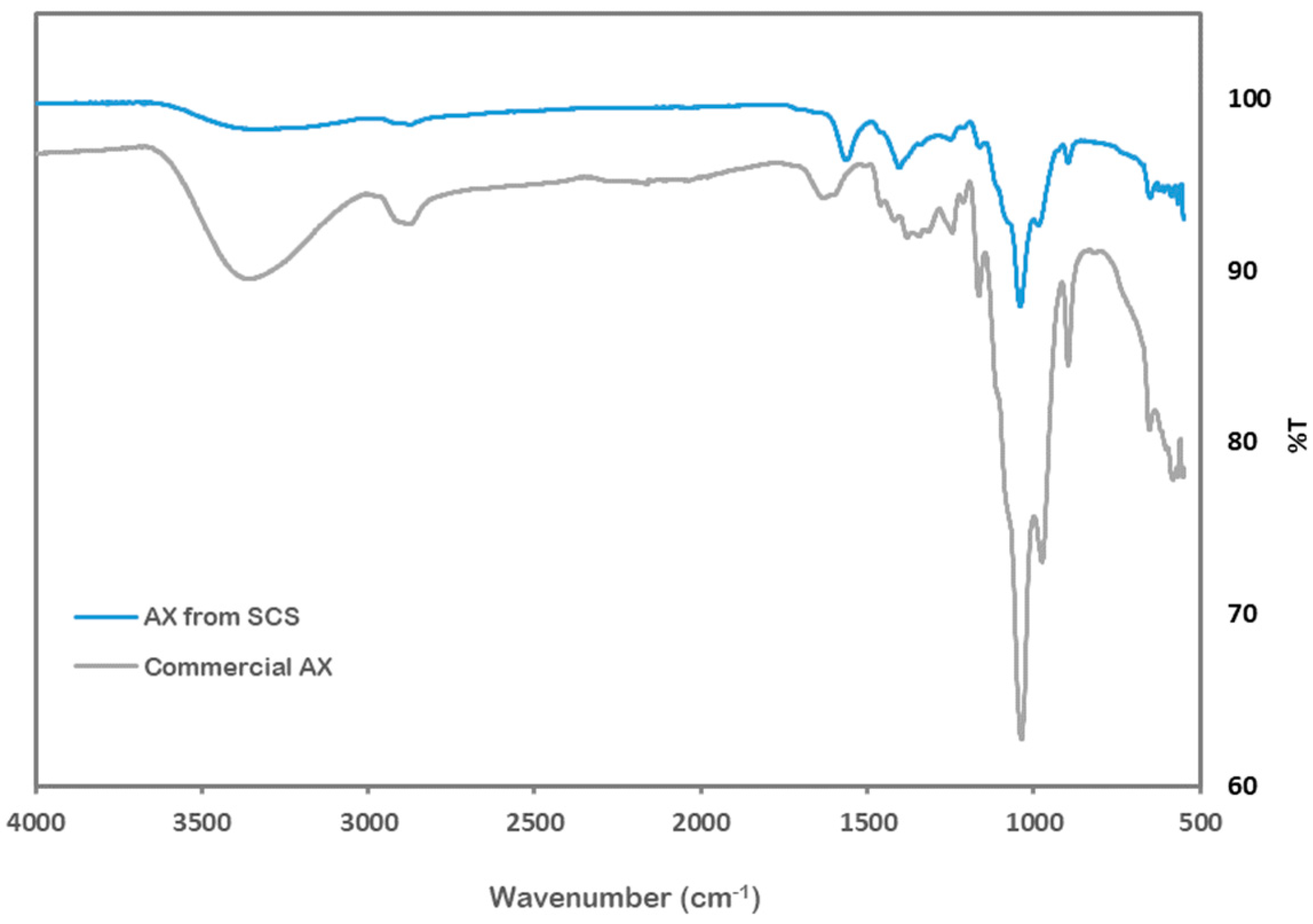
3.3.2. Structural Properties
3.4. Estimation of Production Cost
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, H.-J.; Qiao, J.; Liu, Y.; Guo, Q.; Ou, X.; Wang, X. Isolation, Structural, Functional, and Bioactive Properties of Cereal Arabinoxylan—A Critical Review. J. Agric. Food Chem. 2021, 69, 15437–15457. [Google Scholar] [CrossRef]
- Izydorczyk, M.S. Arabinoxylans. In Handbook of Hydrocolloids; Elsevier: Amsterdam, The Netherlands, 2021; pp. 399–461. [Google Scholar] [CrossRef]
- Zannini, E.; Bravo Núñez, Á.; Sahin, A.W.; Arendt, E.K.; Aiello, F.; Carullo, G.; Zannini, E.; Bravo Núñez, Á.; Sahin, A.W.; Arendt, E.K. Arabinoxylans as Functional Food Ingredients: A Review. Foods 2022, 11, 1026. [Google Scholar] [CrossRef] [PubMed]
- OCDE; FAO. OECD-FAO Agricultural Outlook 2022–2031; FAO: Rome, Italy, 2022. [Google Scholar] [CrossRef]
- Costa, J.R.; Capeto, A.P.; Pereira, C.F.; Pedrosa, S.S.; Mota, I.F.; Burgal, J.d.S.; Pintado, A.I.; Pintado, M.E.; Oliveira, C.S.S.; Costa, P.; et al. Valorization of Sugarcane By-Products through Synthesis of Biogenic Amorphous Silica Microspheres for Sustainable Cosmetics. Nanomaterials 2022, 12, 4201. [Google Scholar] [CrossRef]
- Leal, M.R.L.V.; Galdos, M.V.; Scarpare, F.V.; Seabra, J.E.A.; Walter, A.; Oliveira, C.O.F. Sugarcane Straw Availability, Quality, Recovery and Energy Use: A Literature Review. Biomass Bioenergy 2013, 53, 11–19. [Google Scholar] [CrossRef]
- Rocha, G.J.M.; Nascimento, V.M.; Gonçalves, A.R.; Silva, V.F.N.; Martín, C. Influence of Mixed Sugarcane Bagasse Samples Evaluated by Elemental and Physical-Chemical Composition. Ind. Crops Prod. 2015, 64, 52–58. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Batra, V.S. Valorization of Solid Waste in Sugar Factories with Possible Applications in India: A Review. J. Environ. Manag. 2011, 92, 2886–2891. [Google Scholar] [CrossRef]
- Robledo-Ortíz, J.R.; Martín Del Campo, A.S.; Blackaller, J.A.; González-López, M.E.; Pérez Fonseca, A.A. Valorization of Sugarcane Straw for the Development of Sustainable Biopolymer-Based Composites. Polymers 2021, 13, 3335. [Google Scholar] [CrossRef]
- Sporck, D.; Reinoso, F.A.M.; Rencoret, J.; Gutiérrez, A.; Del Rio, J.C.; Ferraz, A.; Milagres, A.M.F. Xylan Extraction from Pretreated Sugarcane Bagasse Using Alkaline and Enzymatic Approaches. Biotechnol. Biofuels 2017, 10, 296. [Google Scholar] [CrossRef] [Green Version]
- Campbell, G.M.; Čukelj Mustač, N.; Alyassin, M.; Gomez, L.D.; Simister, R.; Flint, J.; Philips, D.J.; Gronnow, M.J.; Westwood, N.J. Integrated Processing of Sugarcane Bagasse: Arabinoxylan Extraction Integrated with Ethanol Production. Biochem. Eng. J. 2019, 146, 31–40. [Google Scholar] [CrossRef] [Green Version]
- Khaleghipour, L.; Linares-Pastén, J.A.; Rashedi, H.; Omid, S.; Siadat, R.; Jasilionis, A.; Al-Hamimi, S.; Sardari, R.R.R.; Karlsson, E.N. Extraction of Sugarcane Bagasse Arabinoxylan, Integrated with Enzymatic Production of Xylo-Oligosaccharides and Separation of Cellulose. Biotechnol. Biofuels 2021, 14, 153. [Google Scholar] [CrossRef]
- Rocha, G.J.M.; Gonçalves, A.R.; Oliveira, B.R.; Olivares, E.G.; Rossell, C.E.V. Steam Explosion Pretreatment Reproduction and Alkaline Delignification Reactions Performed on a Pilot Scale with Sugarcane Bagasse for Bioethanol Production. Ind. Crops Prod. 2012, 35, 274–279. [Google Scholar] [CrossRef]
- Szczerbowski, D.; Pitarelo, A.P.; Zandoná Filho, A.; Ramos, L.P. Sugarcane Biomass for Biorefineries: Comparative Composition of Carbohydrate and Non-Carbohydrate Components of Bagasse and Straw. Carbohydr. Polym. 2014, 114, 95–101. [Google Scholar] [CrossRef] [PubMed]
- Costa, J.R.; Tonon, R.V.; Cabral, L.; Gottschalk, L.; Pastrana, L.; Pintado, M.E. Valorization of Agricultural Lignocellulosic Plant Byproducts through Enzymatic and Enzyme-Assisted Extraction of High-Value-Added Compounds: A Review. ACS Sustain. Chem. Eng. 2020, 8, 13112–13125. [Google Scholar] [CrossRef]
- Zhang, Z.; Smith, C.; Li, W. Extraction and Modification Technology of Arabinoxylans from Cereal By-Products: A Critical Review. Food Res. Int. 2014, 65, 423–436. [Google Scholar] [CrossRef]
- Sharma, P.; Bhandari, C.; Kumar, S.; Sharma, B.; Bhadwal, P.; Agnohotri, N. Dietary Fibers: A Way to a Healthy. In Diet, Microbiome and Health—Handbook of Food Bioengineering; Holban, A.M., Grumezescu, A.M., Eds.; Academic Press: London, UK, 2018; Volume 11, pp. 299–344. [Google Scholar]
- Chen, Z.; Li, S.; Fu, Y.; Li, C.; Chen, D.; Chen, H. Arabinoxylan Structural Characteristics, Interaction with Gut Microbiota and Potential Health Functions. J. Funct. Foods 2019, 54, 536–551. [Google Scholar] [CrossRef]
- Brienzo, M.; Siqueira, A.F.; Milagres, A.M.F. Search for Optimum Conditions of Sugarcane Bagasse Hemicellulose Extraction. Biochem. Eng. J. 2009, 46, 199–204. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass: Laboratory Analytical Procedure (LAP) (Revised July 2011). 2008. Available online: http://www.nrel.gov/biomass/analytical_procedures.html (accessed on 10 November 2022).
- Oriez, V.; Beyerle, M.; Pontalier, P.Y.; Peydecastaing, J. Sugarcane Bagasse Mild Alkaline Fractionation and Production of Purified Fractions by Pulse Chromatography with Water. Ind. Crops Prod. 2018, 125, 370–378. [Google Scholar] [CrossRef] [Green Version]
- Höije, A.; Gröndahl, M.; Tømmeraas, K.; Gatenholm, P. Isolation and Characterization of Physicochemical and Material Properties of Arabinoxylans from Barley Husks. Carbohydr. Polym. 2005, 61, 266–275. [Google Scholar] [CrossRef]
- Clarke, M.A.; Roberts, E.; Godshall, M.A.; Parrish, F.W. Non-Starch, Soluble Polysaccharides of Sugar Cane; Sugar Processing Research, Inc.: New Orleans, LA, USA, 1986. [Google Scholar]
- Pagliuso, D.; Grandis, A.; de Sousa, C.R.; de Souza, A.P.; Driemeier, C.; Buckeridge, M.S. The Effect of Sugarcane Straw Aging in the Field on Cell Wall Composition. Front. Plant Sci. 2021, 12, 819. [Google Scholar] [CrossRef]
- De Aguiar, J.; Bondancia, T.J.; Claro, P.I.C.; Mattoso, L.H.C.; Farinas, C.S.; Marconcini, J.M. Enzymatic Deconstruction of Sugarcane Bagasse and Straw to Obtain Cellulose Nanomaterials. ACS Sustain. Chem. Eng. 2020, 8, 2287–2299. [Google Scholar] [CrossRef]
- Costa, S.M.; Mazzola, P.G.; Silva, J.C.A.R.; Pahl, R.; Pessoa, A.; Costa, S.A. Use of Sugar Cane Straw as a Source of Cellulose for Textile Fiber Production. Ind. Crops Prod. 2013, 42, 189–194. [Google Scholar] [CrossRef]
- Döring, C.; Jekle, M.; Becker, T. Technological and Analytical Methods for Arabinoxylan Quantification from Cereals. Crit. Rev. Food Sci. Nutr. 2016, 56, 999–1011. [Google Scholar] [CrossRef]
- Jayapal, N.; Samanta, A.K.; Kolte, A.P.; Senani, S.; Sridhar, M.; Suresh, K.P.; Sampath, K.T. Value Addition to Sugarcane Bagasse: Xylan Extraction and Its Process Optimization for Xylooligosaccharides Production. Ind. Crops Prod. 2013, 42, 14–24. [Google Scholar] [CrossRef]
- Morais de Carvalho, D.; Abad, A.M.; Evtuguin, D.V.; Colodette, J.L.; Lindström, M.E.; Vilaplana, F.; Sevastyanova, O. Isolation and Characterization of Acetylated Glucuronoarabinoxylan from Sugarcane Bagasse and Straw. Carbohydr. Polym. 2017, 156, 223–234. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, G.L.; Chen, C.; Yang, Q.; Luo, X.M.; Wang, Z.B.; Wu, A.M.; Feng, J.X. A Combination of Mild Chemical Pre-Treatment and Enzymatic Hydrolysis Efficiently Produces Xylooligosaccharides from Sugarcane Bagasse. J. Clean Prod. 2021, 291, 125972. [Google Scholar] [CrossRef]
- Peng, F.; Ren, J.L.; Xu, F.; Bian, J.; Peng, P.; Sun, R.C. Comparative Study of Hemicelluloses Obtained by Graded Ethanol Precipitation from Sugarcane Bagasse. J. Agric. Food Chem. 2009, 57, 6305–6317. [Google Scholar] [CrossRef]
- Puițel, A.C.; Suditu, G.D.; Danu, M.; Ailiesei, G.L.; Nechita, M.T. An Experimental Study on the Hot Alkali Extraction of Xylan-Based Hemicelluloses from Wheat Straw and Corn Stalks and Optimization Methods. Polymers 2022, 14, 1662. [Google Scholar] [CrossRef]
- Monteiro, C.R.M.; Rodrigues, L.G.G.; Cesca, K.; Poletto, P. Evaluation of Hydrothermal Sugarcane Bagasse Treatment for the Production of Xylooligosaccharides in Different Pressures. J. Food Process Eng. 2022, 45, e13965. [Google Scholar] [CrossRef]
- Werner, K.; Pommer, L.; Broström, M. Thermal Decomposition of Hemicelluloses. J. Anal. Appl. Pyrolysis 2014, 110, 130–137. [Google Scholar] [CrossRef]
- Egüés, I.; Stepan, A.M.; Eceiza, A.; Toriz, G.; Gatenholm, P.; Labidi, J. Corncob Arabinoxylan for New Materials. Carbohydr. Polym. 2014, 102, 12–20. [Google Scholar] [CrossRef]
- Ahmad, N.; Ahmad, M.M.; Alruwaili, N.K.; Alrowaili, Z.A.; Alomar, F.A.; Akhtar, S.; Alsaidan, O.A.; Alhakamy, N.A.; Zafar, A.; Elmowafy, M.; et al. Antibiotic-Loaded Psyllium Husk Hemicellulose and Gelatin-Based Polymeric Films for Wound Dressing Application. Pharmaceutics 2021, 13, 236. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Variable | Definition and Units | Nomenclature | Value or Range |
|---|---|---|---|
| Fixed | Liquid: solid ratio of extraction (w/w) Time (h) | LSR | 20:1 16 |
| Independent | KOH (%) Temperature (°C) | %KOH TE | 2.93–17.1% 18.8–61.2 °C |
| Dependent | Xylan Yield | XY | Kg xylan/100 kg RM |
| Biomass Composition | |||||
|---|---|---|---|---|---|
| Cellulose (g/100 g) | Xylan (g/100 g) | Arabinan (g/100 g) | Lignin (g/100 g) | Arabinan (g/100 g) | Humidity (g/100 g) |
| 38.77 ± 0.43 | 21.29 ± 0.14 | 4.72 ± 0.18 | 20.22 ± 0.78 | 2.67 ± 0.07 | 6.15 ± 0.28 |
| Biomass Composition | |||||
|---|---|---|---|---|---|
| Cellulose (g/100 g) | Xylan (g/100 g) | Arabinan (g/100 g) | Lignin (g/100 g) | Arabinan (g/100 g) | Humidity (g/100 g) |
| 36.29 ± 1.50 | 21.64 ± 0.99 | 3.19 ± 0.26 | 17.91 ± 0.06 | 1.41 ± 0.06 | 7.14 ± 0.50 |
| Run | KOH (%, w/w) x1 | Temperature (°C) x2 | Ext. Yield (kgAX/100 kg SCS) |
|---|---|---|---|
| 1 | 5 (−1) | 25 (−1) | 9.88 |
| 2 | 5 (−1) | 55 (+1) | 7.20 |
| 3 | 15 (+1) | 25 (−1) | 16.70 |
| 4 | 15 (+1) | 55 (+1) | 12.65 |
| 5 | 2.93 (−1.41) | 40 (0) | 4.23 |
| 6 | 17.1 (+1.41) | 40 (0) | 15.51 |
| 7 | 10 (0) | 18.79 (−1.41) | 16.51 |
| 8 | 10 (0) | 61.21 (+1.41) | 8.37 |
| 9 | 10 (0) | 40 (0) | 11.71 |
| 10 | 10 (0) | 40 (0) | 13.59 |
| 11 | 10 (0) | 40 (0) | 10.91 |
| Coefficient | SCS |
|---|---|
| b0 | 12.0687 a |
| b1 | 7.0551 a |
| b2 | −4.5607 a |
| b11 | −1.9732 |
| b22 | 0.5980 |
| b12 | −0.6850 |
| R2 | 0.945 |
| Significance level (%) | 88.927 |
| Sample | Glucan % (w/w) | Xylan % (w/w) | Arabinan % (w/w) | Lignin % (w/w) | Purity AX % |
|---|---|---|---|---|---|
| AXs | 4.50 ± 0.38 | 59.2 ± 5.60 | 6.07 ± 1.12 | 5.43 ± 0.43 | 65.27 |
| Benchmark | - | 73.05 ± 2.34 | 6.04 ± 0.96 | 5.00 ± 0.50 | 79.06 |
| Xylan | Mp (kDa) | Mw (kDa) | Mn (kDa) | DP |
|---|---|---|---|---|
| Straw | 55.4 | 715 | 231 | 3.09 |
| Commercial | 47.7 | 515 | 295 | 1.75 |
| Xylan | Peak | Onset (°C) | Temperature (°C) | Energy (J/g) |
|---|---|---|---|---|
| Straw | 1 | 52.5 | 88.4 | −187.3 |
| 2 | 254.3 | 285.3 | 353.7 | |
| Commercial | 1 | 47.9 | 95.2 | −625.7 |
| 2 | 261.5 | 297.0 | 38.17 | |
| 3 | 306.4 | 310.3 | 7.89 |
| Step 1: Delignification 5% NaOH and 10% Na2SO3 | ||||
| Equipment | Power (kW) | Time (h) | Electricity Consumption (kW.h) | Costs (€) |
| Coffee grinder | 0.12 | 0.16 | 0.0192 | 0.00 |
| Water bath | 2 | 4 | 8 | 1.22 |
| Vacuum pump | 0.08 | 1 | 0.08 | 0.01 |
| Reagents | Quantity (kg) | Price (€/kg) | Cost (€) | |
| Sodium Sulphite | 0.1 | 0.33 | 0.03 | |
| Sodium Hydroxide | 0.05 | 0.32 | 0.02 | |
| dH2O (solvent) | 20 | 0.18 | 3.60 | |
| Tap Water (washing) | 71 | 0.0019 | 0.13 | |
| Step 2: Xylan Extraction with KOH 15% and ethanolic precipitation. | ||||
| Equipment | Power (kW) | Time (h) | Electricity Consumption (kW.h) | Costs (€) |
| Coffee grinder | 0.12 | 0.08 | 0.0096 | 0.00 |
| Water bath | 2 | 16 | 32 | 4.89 |
| Vacuum pump | 0.08 | 0.5 | 0.04 | 0.01 |
| Centrifuge | 1.4 | 6 | 8.4 | 1.28 |
| Freezer | 1.01 | 8 | 8.08 | 1.24 |
| Freeze-dryer (1/2 occupancy) | 0.5 | 36 | 18 | 2.75 |
| Reagents | Quantity (kg) | Price (€/kg) | Cost (€) | |
| Potassium Hydroxide | 2.85 | 0.54 | 1.54 | |
| Absolute Ethanol | 21.5 | 0.6 | 12.90 | |
| Glacial Acetic acid | 1.4 | 0.54 | 0.76 | |
| dH2O (solvent) | 30 | 0.18 | 5.40 | |
| Tap Water (washing) | 28 | 0.0019 | 0.05 | |
| Total Costs (€/Kg Biomass) | 35.84 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Costa, J.R.; Pereira, M.J.; Pedrosa, S.S.; Gullón, B.; de Carvalho, N.M.; Pintado, M.E.; Madureira, A.R. Sugarcane Straw as a Source of Arabinoxylans: Optimization and Economic Viability of a Two-Step Alkaline Extraction. Foods 2023, 12, 2280. https://doi.org/10.3390/foods12122280
Costa JR, Pereira MJ, Pedrosa SS, Gullón B, de Carvalho NM, Pintado ME, Madureira AR. Sugarcane Straw as a Source of Arabinoxylans: Optimization and Economic Viability of a Two-Step Alkaline Extraction. Foods. 2023; 12(12):2280. https://doi.org/10.3390/foods12122280
Chicago/Turabian StyleCosta, Joana R., Maria J. Pereira, Sílvia S. Pedrosa, Beatriz Gullón, Nelson M. de Carvalho, Manuela E. Pintado, and Ana Raquel Madureira. 2023. "Sugarcane Straw as a Source of Arabinoxylans: Optimization and Economic Viability of a Two-Step Alkaline Extraction" Foods 12, no. 12: 2280. https://doi.org/10.3390/foods12122280