
Evaluation of Effects of Spray Drying Conditions on Physicochemical Properties of Pomegranate Juice Powder Enriched with Pomegranate Peel Phenolic Compounds: Modeling and Optimization by RSM

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of Pomegranate Juice
2.2.2. Preparation of Pomegranate Peel Extract
2.2.3. Spray Drying
2.3. Experiments
2.3.1. Moisture Content
2.3.2. Water Activity
2.3.3. Solubility
2.3.4. Water Absorption Capacity
2.3.5. Hygroscopicity
2.3.6. Dissolution Time
2.3.7. Total Phenolic Content
2.3.8. Carr Index and Hausner Ratio
2.3.9. Brightness
2.3.10. DPPH Free Radical-Scavenging Activity
2.3.11. Experimental Design and Statistically Analysis
3. Results and Discussion
3.1. Model Fitting
3.2. Effects of Independent Variables on Properties of Powder
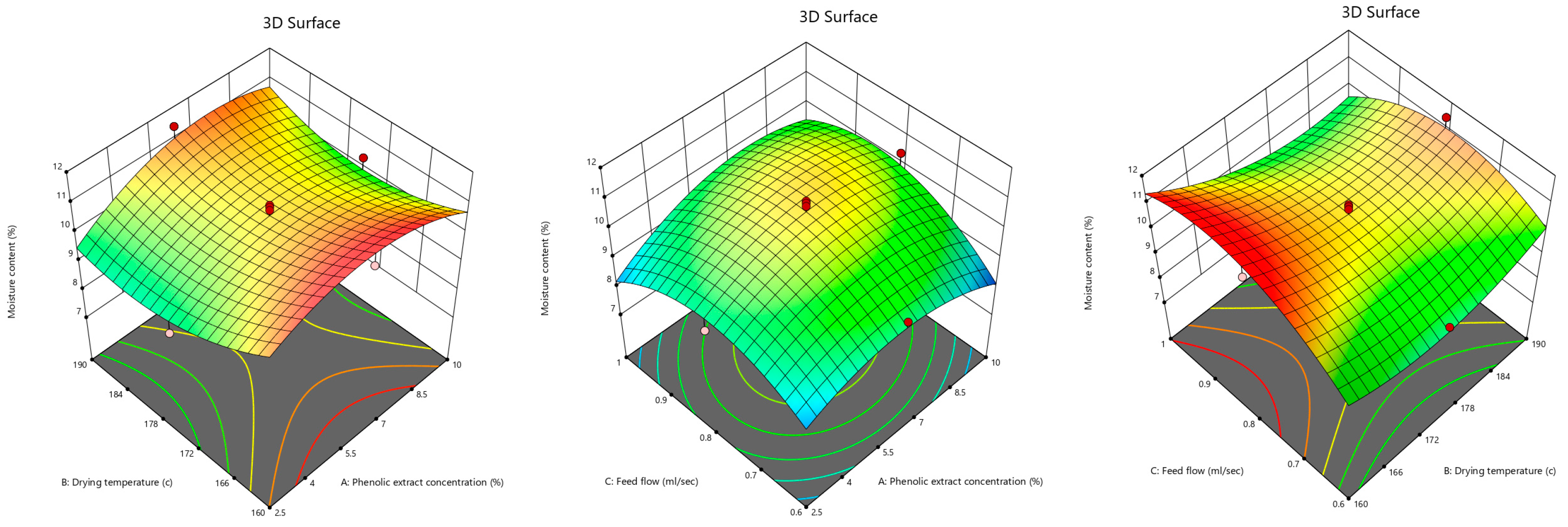
3.2.1. Moisture Content
0.3701AC − 0.5259BC − 0.8894A² + 0.7612B² − 1.17C²
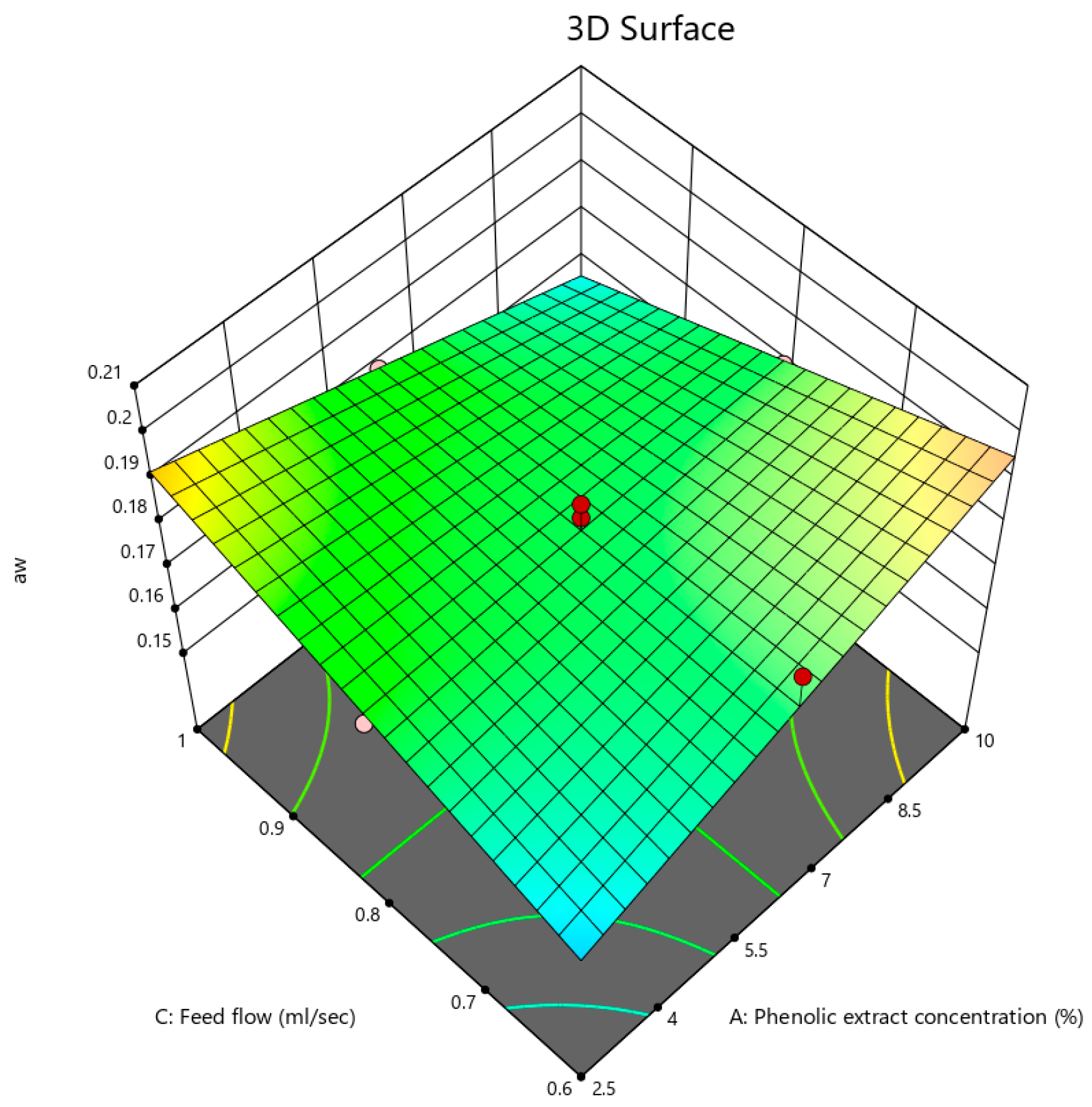
3.2.2. Water Activity
0.0005BC
3.2.3. Solubility
0.3312BC + 0.746 A² − 0.4006B² − 0.4966C²
3.2.4. Water Absorption Capacity
0.0500BC + 0.2464A² + 0.1864B² − 0.0886C²
3.2.5. Hygroscopicity
3.2.6. Dissolution Time
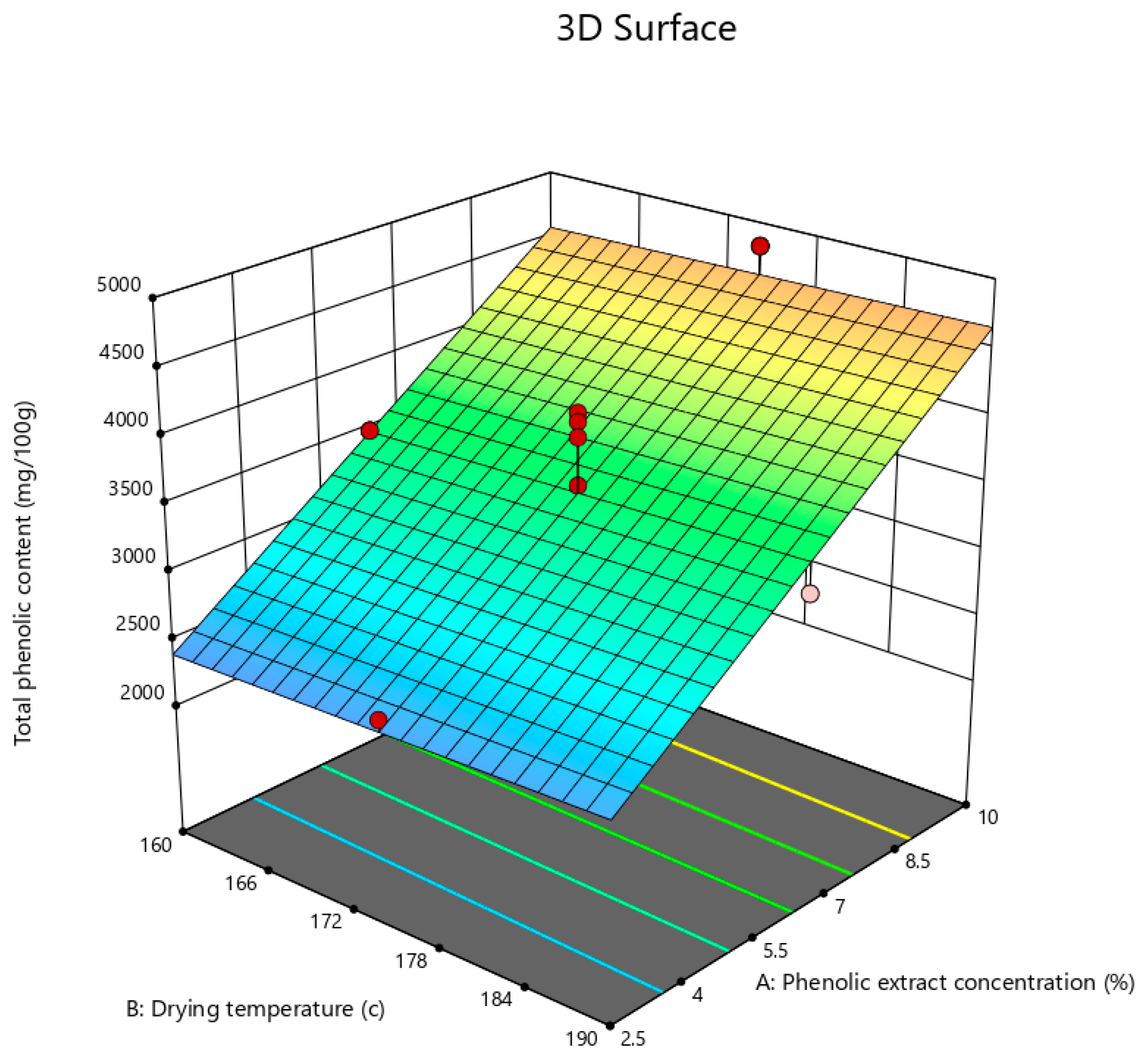
3.2.7. Total Phenolic Content
3.2.8. Flowability and Cohesiveness
+ 0.0223BC
3.2.9. Brightness
3.3. Optimization
3.4. Antioxidant Activity of the Optimal Powder
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kha, T.C.; Nguyen, M.H.; Roach, P.D. Effects of spray drying conditions on the physicochemical and antioxidant properties of the Gac (Momordica cochinchinensis) fruit aril powder. J. Food Eng. 2010, 98, 385–392. [Google Scholar] [CrossRef]
- FAO. Statistical Database; FAO: Rome, Italy, 2012. [Google Scholar]
- Maskan, M. Production of pomegranate (Punica granatum L.) juice concentrate by various heating methods: Colour degradation and kinetics. J. Food Eng. 2006, 72, 218–224. [Google Scholar] [CrossRef]
- Mousavinejad, G.; Emam-Djomeh, Z.; Rezaei, K.; Khodaparast, M.H.H. Identification and quantification of phenolic compounds and their effects on antioxidant activity in pomegranate juices of eight Iranian cultivars. J. Food Chem. 2009, 115, 1274–1278. [Google Scholar] [CrossRef]
- Karimi, M.; Sadeghi, R.; Kokini, J. Pomegranate as a promising opportunity in medicine and nanotechnology. Trends Food Sci. Technol. 2017, 69, 59–73. [Google Scholar] [CrossRef]
- Kaderides, K.; Goula, A.M. Encapsulation of pomegranate peel extract with a new carrier material from orange juice by-products. J. Food Eng. 2019, 253, 1–13. [Google Scholar] [CrossRef]
- Gullon, B.; Pintado, M.E.; Viuda-Martos, M. Assessment of polyphenolic profile and antibacterial activity of pomegranate peel (Punica granatum) flour obtained from coproduct of juice extraction. J. Food Control 2016, 59, 94–98. [Google Scholar] [CrossRef]
- Andrade, M.A.; Lima, V.; Silva, A.S.; Vilarinho, F.; Castilho, M.C.; Khwaldia, K.H.; Ramos, F. Pomegranate and grape by-products and their active compounds: Are they a valuable source for food applications. Trends Food Sci. Technol. 2019, 86, 68–84. [Google Scholar] [CrossRef]
- Fischer, U.A.; Carle, R.; Kammerer, D.R. Identification and quantification of phenolic compounds from pomegranate (Punica granatum L.) peel, mesocarp, aril and differently produced juices by HPLC-DAD–ESI/MSn. J. Food Chem. 2011, 127, 807–821. [Google Scholar] [CrossRef]
- Mestry, A.P.; Mujumdar, A.S.; Thorat, B.N. Optimization of Spray Drying of an Innovative Functional Food: Fermented Mixed Juice of Carrot and Watermelon. Dry. Technol. Int. J. 2011, 29, 1121–1131. [Google Scholar] [CrossRef]
- Jangam, S.V.; Thorat, B.N. Optimization of spray drying of ginger extract. J. Dry. Technol. 2010, 28, 1426–1434. [Google Scholar] [CrossRef]
- Mujumdar, A.S. Drying technology in agriculture and food science. Dry. Technol. 2000, 19, 1217–1218. [Google Scholar] [CrossRef]
- Vidović, S.S.; Vladić, J.Z.; Vaštag, Ž.G.; Zeković, Z.P.; Popović, L.M. Maltodextrin as a carrier of health benefit compounds in Satureja montana dry powder extract obtained by spray drying technique. Powder Technol. 2014, 258, 209–215. [Google Scholar] [CrossRef]
- Thuwapanichayanan, R.; Prachayawarakorn, S.; Soponronnarit, S. Effects of foaming agents and foam density on drying characteristics and textural property of banana foams. LWT—Food Sci. Technol. 2012, 47, 348–357. [Google Scholar] [CrossRef]
- Kharchoufi, S.; Licciardello, F.; Siracusa, L.; Muratore, G.; Hamdi, M.; Restucci, C. Antimicrobial and antioxidant features of ‘Gabsi’ pomegranate peel extracts. Ind. Crops Prod. 2018, 111, 345–352. [Google Scholar] [CrossRef]
- Nur Hanani, Z.A.N.; Yee, F.C.; Khaizura, M.A.R.N. Effect of pomegranate (Punica granatum L.) peel powder on the antioxidant and antimicrobial properties of fish gelatin films as active packaging. J. Food Hydrocoll. 2018, 89, 253–259. [Google Scholar] [CrossRef]
- Cam, M.; Erdogan, F.; Aslan, D.; Dinc, M. Enrichment of functional properties of ice cream with pomegranate by-products. J. Food Sci. 2013, 78, 1543–1550. [Google Scholar] [CrossRef] [PubMed]
- Ali, A.; Chen, Y.; Liu, H.; Yu, L.; Baloch, Z.; Khalid, S.; Zhu, J.; Chen, L. Starch-based antimicrobial films functionalized by pomegranate peel. Int. J. Biol. Macromol. 2018, 129, 1120–1126. [Google Scholar] [CrossRef]
- Altunkaya, A.; Hedegaard, R.V.; Harholt, J.; Brimer, L.; Gökmen, V.; Skibsted, L.H. Palatability and chemical safety of apple juice fortified with pomegranate peel extract. Food Funct. 2013, 4, 1468–1473. [Google Scholar] [CrossRef]
- Ventura, J.; Alarcon-Aguilar, F.; Roman-Ramos, R.; Campos-Sepulveda, E.; ReyesVega, M.L.; Boone-Villa, V.D. Quality and antioxidant properties of a reduced-sugar pomegranate juice jelly with an aqueous extract of pomegranate peels. Food Chem. 2013, 136, 109–115. [Google Scholar] [CrossRef]
- Trigo, J.P.; Alexandre, E.M.C.; Oliveira, A.; Saraiva, J.A.; Pintado, M. Fortification of carrot juice with a high-pressure-obtained pomegranate peel extract: Chemical, safety and sensorial aspects. Int. J. Food Sci. Technol. 2019, 55, 1599–1605. [Google Scholar] [CrossRef]
- Kaderides, K.; Mourtzinos, I.; Goula, A.M. Stability of pomegranate peel polyphenols encapsulated in orange juice industry by-product and their incorporation in cookies. Food Chem. 2020, 310, 125849. [Google Scholar] [CrossRef] [PubMed]
- Firuzi, M.R.; Niakousari, M.; Eskandari, M.H.; Keramat, M.; Gahruie, H.H.; Khaneghah, A.M. Incorporation of pomegranate juice concentrate and pomegranate rind powder extract to improve the oxidative stability of frankfurter during refrigerated storage. LWT—Food Sci. Technol. 2019, 102, 237–245. [Google Scholar] [CrossRef]
- Elbagory, A.M.; Hussien, H.; Homouda, S.N.; Fathalla, E.K. Impact of pomegranate peels and Moringa oleifera extract on the viability of E.coli O111:H2 (EHEC O111:H2) in yoghurt. Nutr. Food Technol. 2019, 5, 1–7. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis; Association of Official Analytical Chemists: Washington, DC, USA, 1990. [Google Scholar]
- Eastman, J.E.; Moore, C.O. Cold-Water-Soluble Granular Starch for Gelled Food Compositions. U.S. Patent No. 4,465,702, 14 August 1984. [Google Scholar]
- Dunkwal, V.; Jood, S.; Singh, S. Physico chemical properties and sensory evaluation of Pleurotus sajor caju powder as influenced by pretreatments and drying methods. Br. Food J. 2007, 109, 749–759. [Google Scholar] [CrossRef]
- Tonon, V.R.; Brabet, C.; Hubinger, M.D. Influence of process conditions on the physicochemical properties of acai (Euterpe oleraceae Mart.) powder produced by spray drying. J. Food Eng. 2008, 88, 411–418. [Google Scholar] [CrossRef]
- AL-Kahtani, H.A.; Hassan, B.H. Spray drying of roselle (Hibiscus sabdariffa L.) extract. J. Food Sci. 1990, 55, 1073–1076. [Google Scholar] [CrossRef]
- Lako, J.; Trenerry, V.C.; Wahlqvist, M.; Wattanapenpaiboon, N.; Sotheeswaran, S.; Premier, R. Phytochemical flavonols, carotenoids and the antioxidant properties of a wide selection of Fijian fruit, vegetables and other readily available foods. Food Chem. 2007, 101, 1727–1741. [Google Scholar] [CrossRef]
- Horuz, E.; Aylin, A.; Medeni, M. Spray Drying and Process Optimization of Unclarified Pomegranate (Punica granatum) Juice. Dry. Technol. 2012, 30, 787–798. [Google Scholar] [CrossRef]
- Jinapong, N.; Suphantharika, M.; Jamnong, P. Production of instant soymilk powders by ultrafiltration, spray drying and fluidized bed agglomeration. J. Food Eng. 2008, 84, 194–205. [Google Scholar] [CrossRef]
- Carr, R.L. Evaluating flow properties of solids. Chem. Eng. J. 1965, 72, 163–168. [Google Scholar]
- Hausner, H.H. Friction conditions in a mass of metal powder. Int. J. Powder Met. 1967, 3, 7–13. [Google Scholar]
- Fathi, M.; Mohebbi, M.; Razavi, S.M.A. Application of image analysis and artificial neural network to predict mass transfer kinetics and color changes of osmotically dehydrated kiwifruit. Food Bioprocess Technol. 2011, 4, 1357–1366. [Google Scholar] [CrossRef]
- Licciardello, F.; Wittenauer, J.; Saengerlaub, S.; Reinelt, M.; Stramm, C. Rapid assessment of the effectiveness of antioxidant active packaging–study with grape pomace and olive leaf extracts. Food Packag. Shelf Life 2015, 6, 1–6. [Google Scholar] [CrossRef]
- Qiu, L.P.; Zhao, G.L.; Wu, H.; Jiang, L.; Li, X.F.; Liu, J.J. Investigation of combined effects of independent variables on extraction of pectin from banana peel using response surface methodology. Carbohydr. Polym. 2010, 80, 326–331. [Google Scholar] [CrossRef]
- Kaur, S.; Sarkar, B.C.; Sharam, H.K.; Singh, C. Optimization of enzymatic hydrolysis pretreatment conditions for enhanced juice recovery from guava fruit using response surface methodology. Food Bioprocess Technol. 2009, 2, 96–100. [Google Scholar] [CrossRef]
- Šavikin, K.; Nastić, N.; Janković, T.; Bigović, D.; Miličević, B.; Vidović, S.; Menković, N.; Vladić, J. Effect of Type and Concentration of Carrier Material on the Encapsulation of Pomegranate Peel Using Spray Drying Method. Foods 2021, 10, 1968. [Google Scholar] [CrossRef]
- Fazaeli, M.; Emam-Djomeh, Z.; Ashtari, A.K.; Omid, M. Effect of spray drying conditions and feed composition on the physical properties of black mulberry juice powder. Food Bioprod. Process. 2012, 90, 667–675. [Google Scholar] [CrossRef]
- Goula, A.M.; Adamopoulos, K.G. A new technique for spray drying orange juice concentrate. Innov. Food Sci. Emerg. Technol. 2010, 11, 342–351. [Google Scholar] [CrossRef]
- Chegini, G.R.; Ghobadian, B. Effect of spray-drying condition on physical properties of orange juice powder. Dry. Technol. 2005, 23, 657–668. [Google Scholar] [CrossRef]
- Jumah, R.Y.; Tashtoush, B.; Shaker, R.R.; Zraiy, A.F. Manufacturing parameters and quality characteristics of spray dried jameed. Dry. Technol. 2000, 18, 967–984. [Google Scholar] [CrossRef]
- Goula, A.M.; Adamopoulos, K.G.; Kazakis, N.A. Influence of Spray Drying Conditions on Tomato Powder Properties. Dry. Technol. 2004, 22, 1129–1151. [Google Scholar] [CrossRef]
- Quek, S.Y.; Chok, N.K.; Swedlund, P. The physicochemical properties of spray-dried watermelon powders. Chem. Eng. Process. Process Intensif. 2007, 46, 386–392. [Google Scholar] [CrossRef]
- Ong, M.Y.; Yusof, Y.A.; Aziz, M.G.; Chin, N.L.; Mohd Amin, N.A. Characterisation of fast dispersible fruit tablets made from green and ripe mango fruit powders. J. Food Eng. 2014, 125, 17–23. [Google Scholar] [CrossRef]
- Akhtar, S.; Ismail, T.; Fraternale, D.; Sestili, P. Pomegranate peel and peel extracts: Chemistry and food features. Food Chem. 2015, 174, 417–425. [Google Scholar] [CrossRef] [PubMed]
- Mohanta, S.; Singh, S.K.; Kumar, B.; Gulati, M.; Jyoti, J.; Som, S.; Panchal, S.; Melkani, I.; Banerjee, M.; Sinha, S.K.; et al. Solidification of liquid Modified Apple Polysaccharide by its adsorption on solid porous carriers through spray drying and evaluation of its potential as binding agent for tablets. Int. J. Biol. Macromol. 2018, 120, 1975–1998. [Google Scholar] [CrossRef]
- Deman, J.M. Principles of Food Chemistry, 3rd ed; Springer: New York, NY, USA, 1999. [Google Scholar]
- Jangam, S.V.; Law, C.L.; Mujumdar, A.S. (Eds.) Drying of Foods, Vegetables and Fruits; Mechanical Engineering Department: Singapore, 2010. [Google Scholar]
- Fellows, P.J. Food Processing Technology: Principles and Practice; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Marques, L.G.; Ferreira, M.C.; Freire, J.T. Freeze drying of acerola (Malpighia glabra L.). Chem. Eng. Process 2007, 46, 451–457. [Google Scholar] [CrossRef]
- Atalar, I.; Dervisoglu, M. Optimization of spray drying process parameters for kefir powder using response surface methodology. LWT—Food Sci. Technol. 2014, 60, 751–757. [Google Scholar] [CrossRef]
- Galaz, P.; Valdenegro, M.; Ramírez, C.; Nunez, H.; Almonacid, S.; Simpson, R. Effect of drum drying temperature on drying kinetic and polyphenol contents in pomegranate peel. J. Food Eng. 2017, 208, 19–27. [Google Scholar] [CrossRef]
- Chen, X.D.; Özkan, N. Stickiness, functionality, and microstructure of food powders. Dry. Technol. 2007, 25, 959–969. [Google Scholar] [CrossRef]
- Naji-Tabasi, S.; Emadzadeh, B.; Shahidi-Noghabi, M.; Abbaspour, M.; Akbari, E. Physico-chemical and antioxidant properties of barberry juice powder and its effervescent tablets. Chem. Biol. Technol. Agric. 2021, 8, 23. [Google Scholar] [CrossRef]
- Jafari, S.M.; Ghalenoei, M.G.; Dehnad, D. Influence of spray drying on water solubility index, apparent density, and anthocyanin content of pomegranate juice powder. Powder Technol. 2017, 311, 59–65. [Google Scholar] [CrossRef]
- Karaaslan, İ.; Dalgıç, A. Spray drying of liquorice (Glycyrrhiza glabra) extract. J. Food Sci. Technol. 2014, 51, 3014–3025. [Google Scholar] [CrossRef] [PubMed]
- Damoradan, S.; Parkin, K.L.; Fennema, O.R. Química de Alimentos de Fennema, 4th ed.; Artmed: Porto Alegre, Brazil, 2010; pp. 719–759. [Google Scholar]
- Barbosa-Ćanovas, G.V.; Juliano, P. Physical and Chemical Properties of Food Powders. In Encapsulated and Powdered Foods; Onwulata, C., Ed.; Taylor and Francis: Boca Raton, FL, USA, 2005; pp. 39–71. [Google Scholar]
- Shaari, N.A.; Sulaiman, R.; Rahman, R.A.; Bakar, J. Production of pineapple fruit (Ananas comosus) powder using foam mat drying: Effect of whipping time and egg albumen concentration. J. Food Process. Preserv. 2017, 42, e13467. [Google Scholar] [CrossRef]
- Jaya, S.; Das, H. Effect of maltodextrin, glycerol monostearate and tri calcium phosphate on vacuum dried mango powder properties. J. Food Eng. 2004, 63, 125–134. [Google Scholar] [CrossRef]
- Mujumdar, A.S. Handbook of Industrial Drying, 3rd ed.; Taylor and Francis: Boca Raton, FL, USA, 2007. [Google Scholar]
- Caparino, O.A.; Tang, J.; Nindo, C.I.; Sablani, S.S.; Powers, J.R.; Fellman, J.K. Effect of drying methods on the physical properties and microstructures of mango (Philippine ‘Carabao’ var.) powder. J. Food Eng. 2012, 111, 135–148. [Google Scholar] [CrossRef]
- Picesky, J. Standard Specification and Test Methods for Dry Milk Product. In Concentration and Drying of Foods; MacCarthy, D., Ed.; Elsevier Applied Science Publishers: Berkeley, CA, USA, 1986; pp. 203–220. [Google Scholar]
- Goula, A.M.; Adamopoulos, K.G. Spray drying of tomato pulp in dehumidified air: II. The effect on powder properties. J. Food Eng. 2005, 66, 35–42. [Google Scholar] [CrossRef]
- Caliskan, G.; Dirim, S.N. The effects of the different drying conditions and the amounts of maltodextrin addition during spray drying of sumac extract. Food Bioprod. Process. 2013, 91, 539–548. [Google Scholar] [CrossRef]
- Orak, H.H.; Yagar, H.; Isbilir, S.S. Comparison of antioxidant activities of juice, peel, and seed of pomegranate (Punica granatum L.) and inter-relationships with total phenolic, tannin, anthocyanin, and flavonoid contents. Food Sci. Biotechnol. 2012, 21, 373–387. [Google Scholar] [CrossRef]
- Dewanto, V.; Wu, X.; Liu, R.H. Processed sweet corn has higher antioxidant activity. J. Agric. Food Chem. 2002, 50, 4959–4964. [Google Scholar] [CrossRef]
- Naji-Tabasi, S.; Emadzadeh, B.; Shahidi-Noghabi, M.; Abbaspour, M.; Akbari, E. Physico-chemical properties of powder and compressed tablets based on barberry fruit pulp. J. Food Meas. Charact. 2021, 15, 2469–2480. [Google Scholar] [CrossRef]
- Zea, L.P.; Yusof, Y.A.; Aziz, M.G.; Ling, C.h.N.; Mohd Amin, N.A. Compressibility and dissolution characteristics of mixed fruit tablets made from guava and pitaya fruit powders. Powder Technol. 2013, 247, 112–119. [Google Scholar] [CrossRef]
- Desobry, S.A.; Netto, F.A.; Labuza, T.P. Comparison of spray drying, drum-drying, and freeze drying for b-carotene encapsulation and preservation. J. Food Sci. 1997, 62, 1158–1162. [Google Scholar] [CrossRef]
- Lebrun, P.; Krier, F.; Mantanus, J.; Grohganz, H.; Yang, M.; Rozet, E. Design space approach in the optimization of the spray-drying process. Eur. J. Pharm. Biopharm. 2012, 80, 226–234. [Google Scholar] [CrossRef] [PubMed]
- Tze, N.L.; Han, C.P.; Yusof, Y.A.; Chin, N.L.; Talib, R.A.; Taip, F.S.; Aziz, M.G. Physicochemical and nutritional properties of spray-dried pitaya fruit powder as natural colorant. Food Sci. Biotechnol. 2012, 21, 675–682. [Google Scholar] [CrossRef]
- Saifullah, M.; Yusofa, Y.A.; China, N.L.; Aziz, M.G. Physicochemical and flow properties of fruit powder and their effect on the dissolution of fast dissolving fruit powder tablets. Powder Technol. 2016, 301, 396–404. [Google Scholar] [CrossRef]
- Hu, Q.; Zhang, M.; Mujumdar, A.S.; Du, W.; Sun, J. Effects of different drying methods on the quality changes of granular edamame. Dry. Technol. 2006, 24, 1025–1032. [Google Scholar]
- Rashidi, M.; Chayjan, R.A.; Ghasemi, A.; Ershadi, A. Tomato tablet drying enhancement by intervention of infrared—A response surface strategy for experimental design and optimization. Biosyst. Eng. 2021, 208, 199–212. [Google Scholar] [CrossRef]
- Rubilar, J.F.; Cruz, R.M.; Silva, H.D.; Vicente, A.A.; Khmelinskii, I.; Vieira, M.C. Physico-mechanical properties of chitosan films with carvacrol and grape seed extract. J. Food Eng. 2013, 115, 466–474. [Google Scholar] [CrossRef]
- Yang, H.J.; Lee, J.H.; Won, M.; Song, K.B. Antioxidant activities of distiller dried grains with solubles as protein films containing tea extracts and their application in the packaging of pork meat. Food Chem. 2016, 196, 174–179. [Google Scholar] [CrossRef]
- Jridi, M.; Souissi, N.; Mbarek, A.; Chadeyron, G.; Kammoun, M.; Nasri, M. Comparative study of physico-mechanical and antioxidant properties of edible gelatin films from the skin of cuttlefish. Int. J. Biol. Macromol. 2013, 61, 17–25. [Google Scholar] [CrossRef]
- Zhai, X.; Zhu, C.; Zhang, Y.; Sun, J.; Alim, A.; Yang, X. Chemical characteristics, antioxidant capacities and hepatoprotection of polysaccharides from pomegranate peel. Carbohydr. Polym. 2018, 202, 461–469. [Google Scholar] [CrossRef] [PubMed]
- Kennas, A.; Amellal-Chibane, H.; Kessal, F.; Halladj, F. Effect of pomegranate peel and honey fortification on physicochemical, physical, microbiological and antioxidant properties of yoghurt powder. J. Saudi Soc. Agric. Sci. 2018, 19, 99–108. [Google Scholar] [CrossRef]
- Tontul, I.; Topuz, A. Effects of different drying methods on the physicochemical properties of pomegranate leather (pestil). LWT—Food Sci. Technol. 2017, 80, 294–303. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Run | A (%) | B (°C) | C (mL/s) | MC (%) | aw | SOL (%) | WAC (mL) | HYG (%) | DT (s) | TPC (mg/100 g) | CI (%) | HR | L* |
| 1 | 10 (+1) | 160 (−1) | 1 (+1) | 10.8317 | 0.173 | 90.19 | 1.97 | 25.2703 | 20.81 | 4365 | 33.4546 | 1.5027 | 90.4 |
| 2 | 6.25 (0) | 175 (0) | 0.8 (0) | 10.3543 | 0.175 | 90.799 | 1.59 | 26.5616 | 19.63 | 4045 | 26.7269 | 1.3648 | 90.6 |
| 3 | 6.25 (0) | 175 (0) | 0.8 (0) | 10.7738 | 0.176 | 91.174 | 1.49 | 26.8761 | 19.81 | 3497 | 24.9069 | 1.3317 | 89.7 |
| 4 | 2.5 (−1) | 190 (+1) | 1 (+1) | 7.839 | 0.186 | 91.641 | 1.67 | 27.0801 | 19.95 | 2170 | 23.2176 | 1.3024 | 91 |
| 5 | 10 (+1) | 190 (+1) | 0.6 (−1) | 9.2337 | 0.185 | 90.81 | 1.66 | 27.5385 | 20.23 | 4976 | 17.8103 | 1.2167 | 87.7 |
| 6 | 10 (+1) | 175 (0) | 0.8 (0) | 10.3585 | 0.18 | 91.815 | 1.8 | 26.113 | 20.62 | 4825 | 28.7495 | 1.4035 | 87.5 |
| 7 | 6.25 (0) | 175 (0) | 0.8 (0) | 10.9457 | 0.178 | 91.281 | 1.51 | 27.0832 | 20.25 | 4111 | 24.8292 | 1.3303 | 87.8 |
| 8 | 2.5 (−1) | 175 (0) | 0.8 (0) | 9.0271 | 0.175 | 91.94 | 1.97 | 27.2261 | 19.17 | 2524 | 18.9899 | 1.2344 | 91.1 |
| 9 | 2.5 (−1) | 160 (−1) | 0.6 (−1) | 9.4829 | 0.168 | 90.664 | 2.25 | 27.374 | 17.15 | 2347 | 21.3021 | 1.2707 | 91.6 |
| 10 | 6.25 (0) | 160 (−1) | 0.8 (0) | 11.3015 | 0.193 | 90.8 | 1.85 | 26.3846 | 19.76 | 3489 | 28.8955 | 1.4064 | 88.4 |
| 11 | 2.5 (−1) | 190 (+1) | 0.6 (−1) | 8.8511 | 0.154 | 89.51 | 2.15 | 28.2817 | 17.83 | 2392 | 18.9195 | 1.2333 | 92.6 |
| 12 | 6.25 (0) | 175 (0) | 0.8 (0) | 10.5839 | 0.185 | 90.734 | 1.58 | 27.2154 | 20.04 | 3932 | 24.866 | 1.331 | 90 |
| 13 | 6.25 (0) | 175 (0) | 1 (+1) | 9.4979 | 0.179 | 91.215 | 1.55 | 26.3257 | 20.54 | 3347 | 22.6382 | 1.2926 | 86.1 |
| 14 | 2.5 (−1) | 160 (−1) | 1 (+1) | 10.3979 | 0.198 | 91.59 | 2.01 | 26.4672 | 19.38 | 2374 | 20.2664 | 1.2542 | 90.6 |
| 15 | 10 (+1) | 190 (+1) | 1 (+1) | 9.5255 | 0.159 | 91.71 | 1.96 | 26.2961 | 21.51 | 4321 | 23.799 | 1.3123 | 90.7 |
| 16 | 6.25 (0) | 175 (0) | 0.8 (0) | 10.1057 | 0.179 | 91.032 | 1.46 | 26.4221 | 18.96 | 3068 | 25.8327 | 1.3483 | 88.1 |
| 17 | 6.25 (0) | 190 (+1) | 0.8 (0) | 11.3852 | 0.171 | 90.66 | 1.8 | 27.092 | 20.07 | 3339 | 20.4218 | 1.2566 | 90.6 |
| 18 | 6.25 (0) | 175 (0) | 0.8 (0) | 10.8742 | 0.182 | 90.771 | 1.52 | 26.7562 | 19.37 | 3578 | 26.2921 | 1.3567 | 88.9 |
| 19 | 10 (+1) | 160 (−1) | 0.6 (−1) | 8.2601 | 0.201 | 90.735 | 1.51 | 26.6803 | 19.11 | 4197 | 33.339 | 1.5001 | 87.5 |
| 20 | 6.25 (0) | 175 (0) | 0.6 (−1) | 9.3279 | 0.186 | 90.053 | 1.55 | 27.5057 | 18.57 | 3551 | 23.6346 | 1.3095 | 86.7 |
| Moisture Content | Solubility | Water Absorption Capacity | L* | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | df | Sum of Squares | Mean Square | F Value | p Value | Sum of Squares | Mean Square | F Value | p Value | Sum of Squares | Mean Square | F Value | p Value | Sum of Squares | Mean Square | F Value | p Value |
| Model | 9 | 17.58 | 1.95 | 13.59 | 0.0002 | 6.80 | 0.7559 | 17.29 | <0.0001 | 1.04 | 0.1158 | 19.66 | <0.0001 | 47.87 | 5.32 | 3.83 | 0.0240 |
| A-Phenolic extract concentration | 1 | 0.6820 | 0.6820 | 4.75 | 0.0544 | 0.0007 | 0.0007 | 0.0165 | 0.9003 | 0.1322 | 0.1322 | 22.45 | 0.0008 | 17.16 | 17.16 | 12.34 | 0.0056 |
| B-Drying temperature | 1 | 1.18 | 1.18 | 8.23 | 0.0167 | 0.0124 | 0.0124 | 0.2834 | 0.6061 | 0.0123 | 0.0123 | 2.08 | 0.1798 | 1.68 | 1.68 | 1.21 | 0.2973 |
| C-Feed flow | 1 | 0.8622 | 0.8622 | 6.00 | 0.0343 | 2.09 | 2.09 | 47.85 | <0.0001 | 0.0002 | 0.0002 | 0.0272 | 0.8724 | 0.7290 | 0.7290 | 0.5243 | 0.4856 |
| AB | 1 | 1.02 | 1.02 | 7.10 | 0.0237 | 0.9099 | 0.9099 | 20.81 | 0.0010 | 0.0421 | 0.0421 | 7.14 | 0.0234 | 0.1012 | 0.1012 | 0.0728 | 0.7928 |
| AC | 1 | 1.10 | 1.10 | 7.62 | 0.0201 | 0.9126 | 0.9126 | 20.87 | 0.0010 | 0.2738 | 0.2738 | 46.48 | <0.0001 | 9.03 | 9.03 | 6.50 | 0.0289 |
| BC | 1 | 2.21 | 2.21 | 15.39 | 0.0029 | 0.8778 | 0.8778 | 20.08 | 0.0012 | 0.0200 | 0.0200 | 3.40 | 0.0952 | 0.0312 | 0.0312 | 0.0225 | 0.8838 |
| A² | 1 | 2.18 | 2.18 | 15.14 | 0.0030 | 1.53 | 1.53 | 35.09 | 0.0001 | 0.1669 | 0.1669 | 28.34 | 0.0003 | 5.11 | 5.11 | 3.68 | 0.0841 |
| B² | 1 | 1.59 | 1.59 | 11.09 | 0.0076 | 0.4413 | 0.4413 | 10.09 | 0.0099 | 0.0955 | 0.0955 | 16.21 | 0.0024 | 6.72 | 6.72 | 4.84 | 0.0525 |
| C² | 1 | 3.76 | 3.76 | 26.16 | 0.0005 | 0.6782 | 0.6782 | 15.51 | 0.0028 | 0.0216 | 0.0216 | 3.67 | 0.0845 | 6.49 | 6.49 | 4.67 | 0.0560 |
| Residual | 10 | 1.44 | 0.1437 | 0.4372 | 0.0437 | 0.0589 | 0.0059 | 13.90 | 1.39 | ||||||||
| Lack of Fit | 5 | 0.9076 | 0.1815 | 1.71 | 0.2844 | 0.1707 | 0.0341 | 0.6402 | 0.6818 | 0.0460 | 0.0092 | 3.55 | 0.0954 | 7.80 | 1.56 | 1.28 | 0.3978 |
| Pure Error | 5 | 0.5296 | 0.1059 | 0.2666 | 0.0533 | 0.0130 | 0.0026 | 6.11 | 1.22 | ||||||||
| Cor Total | 19 | 19.02 | 7.24 | 1.10 | 61.77 | ||||||||||||
| Water Activity | Carr Index | Hausner Ratio | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | df | Sum of Squares | Mean Square | F Value | p Value | Sum of Squares | Mean Square | F Value | p Value | Sum of Squares | Mean Square | F Value | p Value |
| Model | 6 | 0.0023 | 0.0004 | 27.19 | <0.0001 | 334.84 | 55.81 | 25.42 | <0.0001 | 0.1139 | 0.0190 | 34.78 | <0.0001 |
| A-Phenolic extract concentration | 1 | 0.0000 | 0.0000 | 2.03 | 0.1779 | 118.73 | 118.73 | 54.09 | <0.0001 | 0.0410 | 0.0410 | 75.07 | <0.0001 |
| B-Drying temperature | 1 | 0.0006 | 0.0006 | 42.72 | <0.0001 | 109.49 | 109.49 | 49.88 | <0.0001 | 0.0376 | 0.0376 | 68.76 | <0.0001 |
| C-Feed flow | 1 | 1.000 × 10−7 | 1.000 × 10−7 | 0.0070 | 0.9345 | 7.01 | 7.01 | 3.19 | 0.0973 | 0.0018 | 0.0018 | 3.28 | 0.0931 |
| AB | 1 | 2.000 × 10−6 | 2.000 × 10−6 | 0.1404 | 0.7139 | 82.90 | 82.90 | 37.76 | <0.0001 | 0.0294 | 0.0294 | 53.75 | <0.0001 |
| AC | 1 | 0.0017 | 0.0017 | 118.10 | <0.0001 | 1.01 | 1.01 | 0.4599 | 0.5096 | 0.0003 | 0.0003 | 0.4760 | 0.5024 |
| BC | 1 | 2.000 × 10−6 | 2.000 × 10−6 | 0.1404 | 0.7139 | 15.70 | 15.70 | 7.15 | 0.0191 | 0.0040 | 0.0040 | 7.30 | 0.0181 |
| Residual | 13 | 0.0002 | 0.0000 | 28.54 | 2.20 | 0.0071 | 0.0005 | ||||||
| Lack of Fit | 8 | 0.0001 | 0.0000 | 1.01 | 0.5211 | 25.12 | 3.14 | 4.60 | 0.0548 | 0.0060 | 0.0007 | 3.34 | 0.1002 |
| Pure Error | 5 | 0.0001 | 0.0000 | 3.41 | 0.6826 | 0.0011 | 0.0002 | ||||||
| Cor Total | 19 | 0.0025 | 363.37 | 0.1210 | |||||||||
| Hygroscopicity | Dissolution Time | Total Phenolic Content | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | df | Sum of Squares | Mean Square | F Value | p Value | Sum of Squares | Mean Square | F Value | p Value | Sum of Squares | Mean Square | F Value | p Value |
| Model | 3 | 7.27 | 2.42 | 57.55 | <0.0001 | 17.54 | 5.85 | 46.05 | <0.0001 | 1.193 × 107 | 3.976 × 106 | 40.97 | <0.0001 |
| A-Phenolic extract concentration | 1 | 2.05 | 2.05 | 48.74 | <0.0001 | 7.74 | 7.74 | 61.00 | <0.0001 | 1.183 × 107 | 1.183 × 107 | 121.90 | <0.0001 |
| B-Drying temperature | 1 | 1.69 | 1.69 | 40.14 | <0.0001 | 1.14 | 1.14 | 9.00 | 0.0085 | 1.8147 × 104 | 1.8147 × 104 | 0.1870 | 0.6712 |
| C-Feed flow | 1 | 3.53 | 3.53 | 83.78 | <0.0001 | 8.65 | 8.65 | 68.13 | <0.0001 | 7.8499 × 104 | 7.8499 × 104 | 0.8088 | 0.3818 |
| Residual | 16 | 0.6740 | 0.0421 | 2.03 | 0.1269 | 1.553 × 106 | 9.7052 × 104 | ||||||
| Lack of Fit | 11 | 0.2161 | 0.0196 | 0.2145 | 0.9843 | 0.9427 | 0.0857 | 0.3937 | 0.9082 | 7.557 × 105 | 6.8701 × 104 | 0.4309 | 0.8864 |
| Pure Error | 5 | 0.4579 | 0.0916 | 1.09 | 0.2177 | 7.971 × 105 | 1.594 × 105 | ||||||
| Cor Total | 19 | 7.95 | 19.57 | 1.348 × 107 | |||||||||
| Carr Index (%) | Flowability | Hausner Ratio |
|---|---|---|
| <10 | Excellent | 1–1.11 |
| 11–15 | Good | 1.12–1.18 |
| 16–20 | Fair | 1.19–1.25 |
| 21–25 | Passable | 1.26–1.34 |
| 26–31 | Poor | 1.35–1.45 |
| 32–37 | Very poor | 1.46–1.59 |
| >38 | Very, very poor | >1.6 |
| Sample | Phenolic Extract Concentration (%) | Inlet Drying Temperature (°C) | Feed Flow Rating (ml/s) | Total Phenolic Content (mg/100 g) | DPPH (%) |
|---|---|---|---|---|---|
| Phenolic pomegranate peel extract | ― | ― | ― | 3515.5 | 98.81 |
| Pomegranate concentrate | ― | ― | ― | 9230 | 95.31 |
| Optimal pomegranate powder | 10 | 189.9 | 0.63 | 4976 | 89.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hadree, J.; Shahidi, F.; Mohebbi, M.; Abbaspour, M. Evaluation of Effects of Spray Drying Conditions on Physicochemical Properties of Pomegranate Juice Powder Enriched with Pomegranate Peel Phenolic Compounds: Modeling and Optimization by RSM. Foods 2023, 12, 2066. https://doi.org/10.3390/foods12102066
Hadree J, Shahidi F, Mohebbi M, Abbaspour M. Evaluation of Effects of Spray Drying Conditions on Physicochemical Properties of Pomegranate Juice Powder Enriched with Pomegranate Peel Phenolic Compounds: Modeling and Optimization by RSM. Foods. 2023; 12(10):2066. https://doi.org/10.3390/foods12102066
Chicago/Turabian StyleHadree, Jouhaina, Fakhri Shahidi, Mohebbat Mohebbi, and Mohammadreza Abbaspour. 2023. "Evaluation of Effects of Spray Drying Conditions on Physicochemical Properties of Pomegranate Juice Powder Enriched with Pomegranate Peel Phenolic Compounds: Modeling and Optimization by RSM" Foods 12, no. 10: 2066. https://doi.org/10.3390/foods12102066