
A Comprehensive Overview of Tomato Processing By-Product Valorization by Conventional Methods versus Emerging Technologies



Abstract
:
1. Introduction
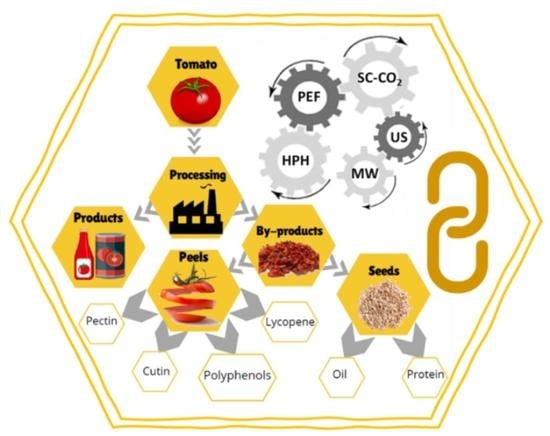
2. Chemical Composition and Characteristics of Tomato Pomace, Peels, and Seeds
3. Separation of Peels and Seeds from Tomato Pomace
4. Recovery of High-Added-Value Compounds from Tomato Processing By-Products by Conventional Methods
4.1. Lycopene Characteristics, Applications and Extraction
4.2. Cutin Characteristics, Applications and Extraction
4.3. Pectin Characteristics, Applications and Extraction
4.4. Oil Characteristics, Applications and Extraction
4.5. Proteins Characteristics, Applications and Extraction
5. Application of Green Technologies for Tomato Processing By-Product Valorization
5.1. High Pressure Homogenization (HPH) Technology
5.2. Pulsed Electric Fields (PEF) Technology
5.3. Ultrasound Technology
5.4. Supercritical Fluid Extraction
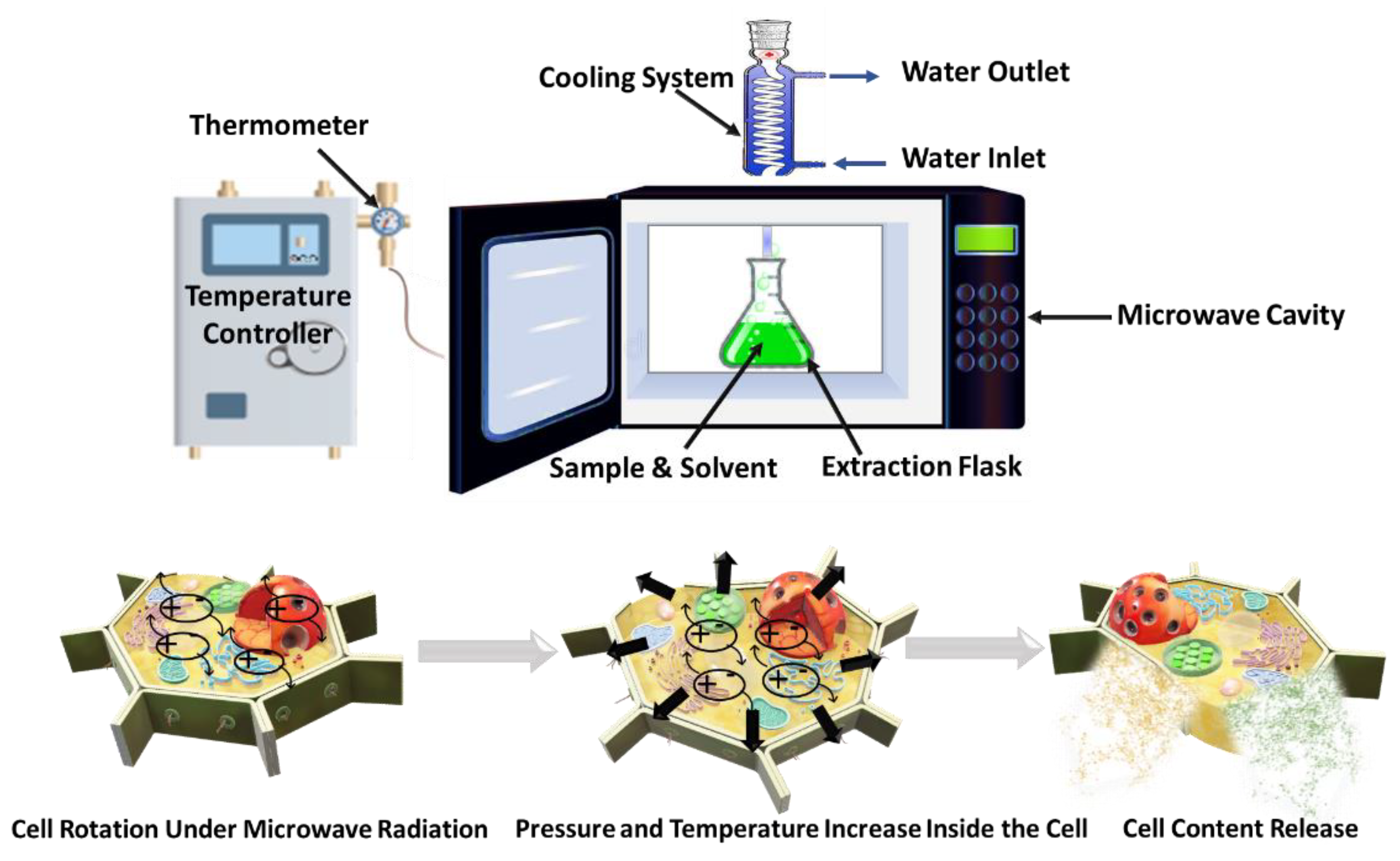
5.5. Microwave Technology
5.6. Sequential Extraction of High-Added-Value Compounds
6. Other Applications of Tomato Processing By-Products
6.1. Biofuel Production
6.2. Low-Cost Biosorbent Production
7. Conclusions, Future Directions, Challenges, and Opportunities
7.1. Co-Extraction of the Target Compounds in a Cascade Approach
7.2. Upscaling of Tomato Waste Valorization
7.3. Environmental Evaluation of Processing Methods for Agri-Food Waste Valorization
7.4. Adaptation of Appropriate Pre-Treatment Stages in Combination with Green Solvents for Agri-Food Waste Valorization
7.5. Upstream Process
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nicastro, R.; Carillo, P. Food Loss and Waste Prevention Strategies from Farm to Fork. Sustainability 2021, 13, 5443. [Google Scholar] [CrossRef]
- Www.Ifco.Com. Available online: https://www.ifco.com/countries-with-the-least-and-most-food-waste%0A (accessed on 5 July 2022).
- Caldeira, C.; De Laurentiis, V.; Corrado, S.; van Holsteijn, F.; Sala, S. Quantification of Food Waste per Product Group along the Food Supply Chain in the European Union: A Mass Flow Analysis. Resour. Conserv. Recycl. 2019, 149, 479–488. [Google Scholar] [CrossRef] [PubMed]
- Sharma, M.; Usmani, Z.; Gupta, V.K.; Bhat, R. Valorization of Fruits and Vegetable Wastes and By-Products to Produce Natural Pigments. Crit. Rev. Biotechnol. 2021, 41, 535–563. [Google Scholar] [CrossRef] [PubMed]
- Capanoglu, E.; Nemli, E.; Tomas-Barberan, F. Novel Approaches in the Valorization of Agricultural Wastes and Their Applications. J. Agric. Food Chem. 2021, 70, 6787–6840. [Google Scholar] [CrossRef]
- Tomato News. Available online: https://www.tomatonews.com/en/top10-of-global-processing-countries_2_640.html (accessed on 10 July 2022).
- Anicav. Available online: https://anicav.it/ (accessed on 7 June 2022).
- FAO: Food and Agriculture Organization of the United Nations. Available online: https://www.fao.org (accessed on 19 December 2022).
- Bugatti, V.; Brachi, P.; Viscusi, G.; Gorrasi, G. Valorization of Tomato Processing Residues through the Production of Active Bio-Composites for Packaging Applications. Front. Mater. 2019, 6, 34. [Google Scholar] [CrossRef] [Green Version]
- Szabo, K.; Cătoi, A.F.; Vodnar, D.C. Bioactive Compounds Extracted from Tomato Processing By-Products as a Source of Valuable Nutrients. Plant Foods Hum. Nutr. 2018, 73, 268–277. [Google Scholar] [CrossRef]
- Pataro, G.; Carullo, D.; Falcone, M.; Ferrari, G. Recovery of Lycopene from Industrially Derived Tomato Processing By-Products by Pulsed Electric Fields-Assisted Extraction. Innov. Food Sci. Emerg. Technol. 2020, 63, 102369. [Google Scholar] [CrossRef]
- Li, Y.; Xu, F.; Li, Y.; Lu, J.; Li, S.; Shah, A.; Zhang, X.; Zhang, H.; Gong, X.; Li, G. Reactor Performance and Energy Analysis of Solid State Anaerobic Co-Digestion of Dairy Manure with Corn Stover and Tomato Residues. Waste Manag. 2018, 73, 130–139. [Google Scholar] [CrossRef]
- Pirozzi, A.; Ferrari, G.; Donsì, F. Cellulose Isolation from Tomato Pomace Pretreated by High-Pressure Homogenization. Foods 2022, 11, 266. [Google Scholar] [CrossRef]
- Coelho, M.; Pereira, R.; Rodrigues, A.S.; Teixeira, J.A.; Pintado, M.E. Extraction of Tomato By-Products’ Bioactive Compounds Using Ohmic Technology. Food Bioprod. Process. 2019, 117, 329–339. [Google Scholar] [CrossRef]
- Jurić, S.; Ferrari, G.; Velikov, K.P.; Donsì, F. High-Pressure Homogenization Treatment to Recover Bioactive Compounds from Tomato Peels. J. Food Eng. 2019, 262, 170–180. [Google Scholar] [CrossRef]
- Tiwari, S.; Yawale, P.; Upadhyay, N. Carotenoids Extraction Strategies and Potential Applications for Valorization of Under-Utilized Waste Biomass. Food Biosci. 2022, 48, 101812. [Google Scholar] [CrossRef]
- Pataro, G.; Carullo, D.; Bakar Siddique, M.A.; Falcone, M.; Donsì, F.; Ferrari, G. Improved Extractability of Carotenoids from Tomato Peels as Side Benefits of PEF Treatment of Tomato Fruit for More Energy-Efficient Steam-Assisted Peeling. J. Food Eng. 2018, 233, 65–73. [Google Scholar] [CrossRef]
- Ubeyitogullari, A.; Ciftci, O.N. Enhancing the Bioaccessibility of Lycopene from Tomato Processing Byproducts via Supercritical Carbon Dioxide Extraction. Curr. Res. Food Sci. 2022, 5, 553–563. [Google Scholar] [CrossRef]
- Mechmeche, M.; Kachouri, F.; Chouabi, M.; Ksontini, H.; Setti, K.; Hamdi, M. Optimization of Extraction Parameters of Protein Isolate from Tomato Seed Using Response Surface Methodology. Food Anal. Methods 2017, 10, 809–819. [Google Scholar] [CrossRef]
- Ferrari, G.; Donsì, F. High-Pressure Homogenization for the Recovery of Value-Added Compounds from Vegetable Matrices. Chem. Eng. Trans. 2021, 87, 235–240. [Google Scholar] [CrossRef]
- Chan, C.H.; Yusoff, R.; Ngoh, G.C. Modeling and Kinetics Study of Conventional and Assisted Batch Solvent Extraction. Chem. Eng. Res. Des. 2014, 92, 1169–1186. [Google Scholar] [CrossRef]
- Roohinejad, S.; Nikmaram, N.; Brahim, M.; Koubaa, M.; Khelfa, A.; Greiner, R. Potential of Novel Technologies for Aqueous Extraction of Plant Bioactives; Elsevier Inc.: Amsterdam, The Netherlands, 2017; ISBN 9780128096154. [Google Scholar]
- Scaglia, B.; D’Incecco, P.; Squillace, P.; Dell’Orto, M.; De Nisi, P.; Pellegrino, L.; Botto, A.; Cavicchi, C.; Adani, F. Development of a Tomato Pomace Biorefinery Based on a CO2-Supercritical Extraction Process for the Production of a High Value Lycopene Product, Bioenergy and Digestate. J. Clean. Prod. 2020, 243, 118650. [Google Scholar] [CrossRef]
- Lu, Z.; Wang, J.; Gao, R.; Ye, F.; Zhao, G. Sustainable Valorisation of Tomato Pomace: A Comprehensive Review. Trends Food Sci. Technol. 2019, 86, 172–187. [Google Scholar] [CrossRef]
- Jawad, M.; Schoop, R.; Suter, A.; Klein, P.; Eccles, R. Chemical Characterization of Tomato Pomace. Rev. Fitoter. 2013, 13, 125–135. [Google Scholar] [CrossRef]
- Dolatabadi, Z.; Elhami Rad, A.H.; Farzaneh, V.; Akhlaghi Feizabad, S.H.; Estiri, S.H.; Bakhshabadi, H. Modeling of the Lycopene Extraction from Tomato Pulps. Food Chem. 2016, 190, 968–973. [Google Scholar] [CrossRef] [PubMed]
- Savadkoohi, S.; Farahnaky, A. Dynamic Rheological and Thermal Study of the Heat-Induced Gelation of Tomato-Seed Proteins. J. Food Eng. 2012, 113, 479–485. [Google Scholar] [CrossRef]
- Shao, D.; Atungulu, G.G.; Pan, Z.; Yue, T.; Zhang, A.; Chen, X. Separation Methods and Chemical and Nutritional Characteristics of Tomato Pomace. Am. Soc. Agric. Biol. Eng. 2013, 56, 261–268. [Google Scholar]
- Fuentes, E.; Carle, R.; Astudillo, L.; Guzmán, L.; Gutiérrez, M.; Carrasco, G.; Palomo, I. Antioxidant and Antiplatelet Activities in Extracts from Green and Fully Ripe Tomato Fruits (Solanum Lycopersicum) and Pomace from Industrial Tomato Processing. Evid.-Based Complement. Altern. Med. 2013, 2013, 867578. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pandya, D.P.; Akbari, S.H.; Bhatt, H.G.; Joshi, D.C.; Darji, V. Standardiztion of Solvent Extraction Process For Lycopene Extraction From Tomato Pomace. Int. J. Eng. Sci. Res. 2015, 3, 43–53. [Google Scholar]
- Nour, V.; Panaite, T.D.; Ropota, M.; Turcu, R.; Trandafir, I.; Corbu, A.R. Nutritional and Bioactive Compounds in Dried Tomato Processing Waste. CYTA—J. Food 2018, 16, 222–229. [Google Scholar] [CrossRef]
- Grassino, A.N.; Halambek, J.; Djaković, S.; Rimac Brnčić, S.; Dent, M.; Grabarić, Z. Utilization of Tomato Peel Waste from Canning Factory as a Potential Source for Pectin Production and Application as Tin Corrosion Inhibitor. Food Hydrocoll. 2016, 52, 265–274. [Google Scholar] [CrossRef]
- Elbadrawy, E.; Sello, A. Evaluation of Nutritional Value and Antioxidant Activity of Tomato Peel Extracts. Arab. J. Chem. 2016, 9, S1010–S1018. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Xiong, Z.; Li, G.; Zhao, X.; Wu, H.; Ren, Y. Tomato Peel Powder as Fat Replacement in Low-Fat Sausages: Formulations with Mechanically Crushed Powder Exhibit Higher Stability than Those with Airflow Ultra-Micro Crushed Powder. Eur. J. Lipid Sci. Technol. 2016, 118, 175–184. [Google Scholar] [CrossRef]
- Yilmaz, E.; Aydeniz, B.; Güneşer, O.; Arsunar, E.S. Sensory and Physico-Chemical Properties of Cold Press-Produced Tomato (Lycopersicon esculentum L.) Seed Oils. JAOCS J. Am. Oil Chem. Soc. 2015, 92, 833–842. [Google Scholar] [CrossRef]
- Szabo, K.; Dulf, F.V.; Teleky, B.E.; Eleni, P.; Boukouvalas, C.; Krokida, M.; Kapsalis, N.; Rusu, A.V.; Socol, C.T.; Vodnar, D.C. Evaluation of the Bioactive Compounds Found in Tomato Seed Oil and Tomato Peels Influenced by Industrial Heat Treatments. Foods 2021, 10, 110. [Google Scholar] [CrossRef]
- Giuffrè, A.M.; Capocasale, M. Physicochemical Composition of Tomato Seed Oil for an Edible Use: The Effect of Cultivar. Int. Food Res. J. 2016, 23, 583–591. [Google Scholar]
- Botineştean, C.; Gruia, A.T.; Jianu, I. Utilization of Seeds from Tomato Processing Wastes as Raw Material for Oil Production. J. Mater. Cycles Waste Manag. 2015, 17, 118–124. [Google Scholar] [CrossRef]
- Giuffrè, A.M.; Capocasale, M. Sterol Composition of Tomato (Solanum lycopersicum L.) Seed Oil: The Effect of Cultivar. Int. Food Res. J. 2016, 23, 116–122. [Google Scholar]
- Mohamad Meshkani, S.; Ali Mortazavi, S.; Hosein Elhami Rad, A.; Beigbabaei, A. Optimization of Protein Extraction and Evaluation of Functional Properties of Tomato Waste and Seeds from Tomato Paste Plants. Biosci. Biotechnol. Res. Asia 2016, 13, 2387–2401. [Google Scholar] [CrossRef]
- Silva, Y.P.A.; Borba, B.C.; Pereira, V.A.; Reis, M.G.; Caliari, M.; Brooks, M.S.L.; Ferreira, T.A.P.C. Characterization of Tomato Processing By-Product for Use as a Potential Functional Food Ingredient: Nutritional Composition, Antioxidant Activity and Bioactive Compounds. Int. J. Food Sci. Nutr. 2019, 70, 150–160. [Google Scholar] [CrossRef]
- Shao, D.; Venkitasamy, C.; Shi, J.; Li, X.; Yokoyama, W.; Pan, Z. Optimization of Tomato Pomace Separation Using Air Aspirator System by Response Surface Methodology. Trans ASABE 2015, 58, 1885–1894. [Google Scholar] [CrossRef]
- Kaur, D.; Sogi, D.S.; Garg, S.K.; Bawa, A.S. Flotation-Cum-Sedimentation System for Skin and Seed Separation from Tomato Pomace. J. Food Eng. 2005, 71, 341–344. [Google Scholar] [CrossRef]
- Madia, V.N.; De Vita, D.; Ialongo, D.; Tudino, V.; De Leo, A.; Scipione, L.; Di Santo, R.; Costi, R.; Messore, A. Recent Advances in Recovery of Lycopene from Tomato Waste: A Potent Antioxidant with Endless Benefits. Molecules 2021, 26, 4495. [Google Scholar] [CrossRef]
- Alliedmarketresearch. Available online: https://www.alliedmarketresearch.com/lycopene-market-A06684 (accessed on 28 June 2022).
- Kwatra, B. A Review on Potential Properties and Therapeutic Applications of Lycopene. Int. J. Med. Biomed. Stud. 2020, 4, 33–44. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Ma, C.; Yan, X.; Liu, X.; Liu, F. Advances in Research on Bioactivity, Metabolism, Stability and Delivery Systems of Lycopene. Trends. Food Sci. Technol. 2019, 93, 185–196. [Google Scholar] [CrossRef]
- Chandra, H.M.; Shanmugaraj, B.M.; Srinivasan, B.; Ramalingam, S. Influence of Genotypic Variations on Antioxidant Properties in Different Fractions of Tomato. J. Food Sci. 2012, 77, C1174–C1178. [Google Scholar] [CrossRef] [PubMed]
- Pandya, D.; Akbari, S.; Bhatt, H.; Joshi, D. Standardization of Solvent Extraction Process for Lycopene Extraction from Tomato Pomace. J. Appl. Biotechnol. Bioeng. 2017, 2, 12–16. [Google Scholar] [CrossRef] [Green Version]
- Silva, Y.P.A.; Ferreira, T.A.P.C.; Jiao, G.; Brooks, M.S. Sustainable Approach for Lycopene Extraction from Tomato Processing By-Product Using Hydrophobic Eutectic Solvents. J. Food Sci. Technol. 2019, 56, 1649–1654. [Google Scholar] [CrossRef] [PubMed]
- Zuorro, A. Enhanced Lycopene Extraction from Tomato Peels by Optimized Mixed-Polarity Solvent Mixtures. Molecules 2020, 25, 2038. [Google Scholar] [CrossRef]
- Strati, I.F.; Oreopoulou, V. Effect of Extraction Parameters on the Carotenoid Recovery from Tomato Waste. Int. J. Food Sci. Technol. 2011, 46, 23–29. [Google Scholar] [CrossRef]
- Poojary, M.M.; Passamonti, P. Optimization of Extraction of High Purity All-Trans-Lycopene from Tomato Pulp Waste. Food Chem. 2015, 188, 84–91. [Google Scholar] [CrossRef]
- Amiri-Rigi, A.; Abbasi, S. Extraction of Lycopene Using a Lecithin-Based Olive Oil Microemulsion. Food Chem. 2019, 272, 568–573. [Google Scholar] [CrossRef]
- Martin, L.B.B.; Rose, J.K.C. There’s More than One Way to Skin a Fruit: Formation and Functions of Fruit Cuticles. J. Exp. Bot. 2014, 65, 4639–4651. [Google Scholar] [CrossRef] [Green Version]
- Benítez, J.J.; Castillo, P.M.; del Río, J.C.; León-Camacho, M.; Domínguez, E.; Heredia, A.; Guzmán-Puyol, S.; Athanassiou, A.; Heredia-Guerrero, J.A. Valorization of Tomato Processing By-Products: Fatty Acid Extraction and Production of Bio-Based Materials. Materials 2018, 11, 2211. [Google Scholar] [CrossRef] [Green Version]
- Chatterjee, S.; Matas, A.J.; Isaacson, T.; Kehlet, C.; Rose, J.K.C.; Stark, R.E. Solid-State 13C NMR Delineates the Architectural Design of Biopolymers in Native and Genetically Altered Tomato Fruit Cuticles. Biomacromolecules 2016, 17, 215–224. [Google Scholar] [CrossRef] [Green Version]
- Cifarelli, A.; Cigognini, I.; Bolzoni, L.; Montanari, A. Cutin Isolated from Tomato Processing By-Products: Extraction Methods and Characterization. In Proceedings of the Cyprus 2016 4th International Conference On Sustainable Solid Waste Management, Limassol, Cyprus, 23–25 June 2016; pp. 1–20. [Google Scholar]
- Cifarelli, A.; Cigognini, I.M.; Bolzoni, L.; Montanari, A. Physical–Chemical Characteristics of Cutin Separated from Tomato Waste for the Preparation of Bio-Lacquers. Adv. Sci. Eng. 2019, 11, 33–45. [Google Scholar] [CrossRef] [Green Version]
- Cigognini, I. Extraction Method of A Polyester Polymer or Cutin From The Wasted Tomato Peels And Polyester Polimer So Extracted. Patent WO2015028299, 5 March 2015. [Google Scholar]
- Manrich, A.; Moreira, F.K.V.; Otoni, C.G.; Lorevice, M.V.; Martins, M.A.; Mattoso, L.H.C. Hydrophobic Edible Films Made up of Tomato Cutin and Pectin. Carbohydr. Polym. 2017, 164, 83–91. [Google Scholar] [CrossRef] [Green Version]
- Chan, S.Y.; Choo, W.S.; Young, D.J.; Loh, X.J. Pectin as a Rheology Modifier: Origin, Structure, Commercial Production and Rheology. Carbohydr. Polym. 2017, 161, 118–139. [Google Scholar] [CrossRef]
- Ngouémazong, E.D.; Christiaens, S.; Shpigelman, A.; Van Loey, A.; Hendrickx, M. The Emulsifying and Emulsion-Stabilizing Properties of Pectin: A Review. Compr. Rev. Food Sci. Food Saf. 2015, 14, 705–718. [Google Scholar] [CrossRef]
- Www.Marketsandmarkets.Com. Available online: https://www.marketsandmarkets.com/Market-Reports/pectin-market-139129149.html (accessed on 28 June 2022).
- Douglas, T.E.L.; Hempel, U.; Żydek, J.; Vladescu, A.; Pietryga, K.; Kaeswurm, J.A.H.; Buchweitz, M.; Surmenev, R.A.; Surmeneva, M.A.; Cotrut, C.M.; et al. Pectin Coatings on Titanium Alloy Scaffolds Produced by Additive Manufacturing: Promotion of Human Bone Marrow Stromal Cell Proliferation. Mater. Lett. 2018, 227, 225–228. [Google Scholar] [CrossRef] [Green Version]
- López-Mata, M.A.; Gastelum-Cabrera, M.; Valbuena-Gregorio, E.; Zamudio-Flores, P.B.; Burruel-Ibarra, S.E.; Morales-Figueroa, G.G.; Quihui-Cota, L.; Juárez-Onofre, J.E. Physicochemical Properties of Novel Pectin/Aloe Gel Membranes. Iran. Polym. J. (Engl. Ed.) 2018, 27, 545–553. [Google Scholar] [CrossRef]
- Naqash, F.; Masoodi, F.A.; Rather, S.A.; Wani, S.M.; Gani, A. Emerging Concepts in the Nutraceutical and Functional Properties of Pectin—A Review. Carbohydr. Polym. 2017, 168, 227–239. [Google Scholar] [CrossRef] [PubMed]
- Freitas, C.M.P.; Coimbra, J.S.R.; Souza, V.G.L.; Sousa, R.C.S. Structure and Applications of Pectin in Food, Biomedical, and Pharmaceutical Industry: A Review. Coatings 2021, 11, 922. [Google Scholar] [CrossRef]
- Alancay, M.M.; Lobo, M.O.; Quinzio, C.M.; Iturriaga, L.B. Extraction and Physicochemical Characterization of Pectin from Tomato Processing Waste. J. Food Meas. Charact. 2017, 11, 2119–2130. [Google Scholar] [CrossRef]
- Morales-Contreras, B.E.; Contreras-Esquivel, J.C.; Wicker, L.; Ochoa-Martínez, L.A.; Morales-Castro, J. Husk Tomato (Physalis ixocarpa Brot.) Waste as a Promising Source of Pectin: Extraction and Physicochemical Characterization. J. Food Sci. 2017, 82, 1594–1601. [Google Scholar] [CrossRef] [PubMed]
- Song, Q.; Guan, W.; Liu, W.; Liu, L.; Wei, C.; Cai, L. Preparation and Physicochemical Stability of Tomato Seed Oil Microemulsions. J. Food Sci. 2021, 86, 5385–5396. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Chandran, D.; Tomar, M.; Bhuyan, D.J.; Grasso, S.; Sá, A.G.A.; Carciofi, B.A.M.; Radha; Dhumal, S.; Singh, S.; et al. Valorization Potential of Tomato (Solanum lycopersicum L.) Seed: Nutraceutical Quality, Food Properties, Safety Aspects, and Application as a Health-Promoting Ingredient in Foods. Horticulturae 2022, 8, 265. [Google Scholar] [CrossRef]
- Szabo, K.; Dulf, F.V.; Diaconeasa, Z.; Vodnar, D.C. Antimicrobial and Antioxidant Properties of Tomato Processing Byproducts and Their Correlation with the Biochemical Composition. Lwt 2019, 116, 108558. [Google Scholar] [CrossRef]
- Shao, D.; Atungulu, G.G.; Pan, Z.; Yue, T.; Zhang, A.; Li, X. Study of Optimal Extraction Conditions for Achieving High Yield and Antioxidant Activity of Tomato Seed Oil. J. Food Sci. 2012, 77, E202–E208. [Google Scholar] [CrossRef]
- Ozyurt, V.H.; Çakaloğlu, B.; Otles, S. Optimization of Cold Press and Enzymatic-Assisted Aqueous Oil Extraction from Tomato Seed by Response Surface Methodology: Effect on Quality Characteristics. J. Food Process. Preserv. 2021, 45, e15471. [Google Scholar] [CrossRef]
- Botineștean, C.; Schreiner, M.; Jianu, I. Influence of Solvent Used for Extraction on Tocopherols Content of Tomato Seed Oil. Bull. Univ. Agric. Sci. Vet. Med. Cluj-Napoca. Agric. 2013, 70, 431–432. [Google Scholar] [CrossRef]
- Kalogeropoulos, N.; Chiou, A.; Pyriochou, V.; Peristeraki, A.; Karathanos, V.T. Bioactive Phytochemicals in Industrial Tomatoes and Their Processing Byproducts. LWT—Food Sci. Technol. 2012, 49, 213–216. [Google Scholar] [CrossRef]
- Shao, D.; Atungulu, G.G.; Pan, Z.; Yue, T.; Zhang, A.; Fan, Z. Characteristics of Isolation and Functionality of Protein from Tomato Pomace Produced with Different Industrial Processing Methods. Food Bioproc. Tech. 2014, 7, 532–541. [Google Scholar] [CrossRef]
- Singh, M.; Muralidhara Rao, D.; Pande, S.; Battu, S.; Mahalakshmi, K.; Rajeswar Dutt, K.; Ramesh, M. Medicinal Uses of L-Lysine: Past and Future. Int. J. Res. Pharm. Sci. 2011, 2, 637–642. [Google Scholar]
- Giagnacovo, G.; Latini, A.; Alberto Campiotti, C.; Viola, C.; Scoccianti, M.D. 3.6 Extended Value Stream Maps of NACE 10.3: Fruit Juices and Purees and Tomato Concentrates; ENEA: Rome, Italy, 2016. [Google Scholar]
- Usman, I.; Hussain, M.; Imran, A.; Afzaal, M.; Saeed, F.; Javed, M.; Afzal, A.; Ashfaq, I.; Al Jbawi, E.; Saewan, S.A. Traditional and Innovative Approaches for the Extraction of Bioactive Compounds. Int. J. Food Prop. 2022, 25, 1215–1233. [Google Scholar] [CrossRef]
- Alvi, T.; Asif, Z.; Iqbal Khan, M.K. Clean Label Extraction of Bioactive Compounds from Food Waste through Microwave-Assisted Extraction Technique-A Review. Food Biosci. 2022, 46, 101580. [Google Scholar] [CrossRef]
- Andreou, V.; Dimopoulos, G.; Dermesonlouoglou, E.; Taoukis, P. Application of Pulsed Electric Fields to Improve Product Yield and Waste Valorization in Industrial Tomato Processing. J. Food Eng. 2020, 270, 109778. [Google Scholar] [CrossRef]
- Pataro, G.; Carullo, D.; Ferrari, G. Effect of PEF Pre-Treatment and Extraction Temperature on the Recovery of Carotenoids from Tomato Wastes. Chem. Eng. Trans. 2019, 75, 139–144. [Google Scholar] [CrossRef]
- Luengo, E.; Álvarez, I.; Raso, J. Improving Carotenoid Extraction from Tomato Waste by Pulsed Electric Fields. Front. Nutr. 2014, 1, 12. [Google Scholar] [CrossRef]
- Grassino, A.N.; Brnčić, M.; Vikić-Topić, D.; Roca, S.; Dent, M.; Brnčić, S.R. Ultrasound Assisted Extraction and Characterization of Pectin from Tomato Waste. Food Chem. 2016, 198, 93–100. [Google Scholar] [CrossRef]
- Kumcuoglu, S.; Yilmaz, T.; Tavman, S. Ultrasound Assisted Extraction of Lycopene from Tomato Processing Wastes. J. Food Sci. Technol. 2013, 51, 4102–4107. [Google Scholar] [CrossRef] [Green Version]
- Silva, Y.P.A.; Ferreira, T.A.P.C.; Celli, G.B.; Brooks, M.S. Optimization of Lycopene Extraction from Tomato Processing Waste Using an Eco-Friendly Ethyl Lactate–Ethyl Acetate Solvent: A Green Valorization Approach. Waste Biomass Valorization 2019, 10, 2851–2861. [Google Scholar] [CrossRef]
- Li, J.; Pettinato, M.; Casazza, A.A.; Perego, P. A Comprehensive Optimization of Ultrasound-Assisted Extraction for Lycopene Recovery from Tomato Waste and Encapsulation by Spray Drying. Processes 2022, 10, 308. [Google Scholar] [CrossRef]
- Ninčević Grassino, A.; Ostojić, J.; Miletić, V.; Djaković, S.; Bosiljkov, T.; Zorić, Z.; Ježek, D.; Rimac Brnčić, S.; Brnčić, M. Application of High Hydrostatic Pressure and Ultrasound-Assisted Extractions as a Novel Approach for Pectin and Polyphenols Recovery from Tomato Peel Waste. Innov. Food Sci. Emerg. Technol. 2020, 64, 102424. [Google Scholar] [CrossRef]
- Sengar, A.S.; Rawson, A.; Muthiah, M.; Kalakandan, S.K. Comparison of Different Ultrasound Assisted Extraction Techniques for Pectin from Tomato Processing Waste. Ultrason. Sonochem. 2020, 61, 104812. [Google Scholar] [CrossRef] [PubMed]
- Aarabi Arabani, A.; Hosseini, F.; Anarjan, N. The Effects of Ultrasound Pretreatment Processes on Oil Extraction from Tomato Wastes. Int. J. Biosci. 2015, 6, 8–15. [Google Scholar]
- Kehili, M.; Kammlott, M.; Choura, S.; Zammel, A.; Zetzl, C.; Smirnova, I.; Allouche, N.; Sayadi, S. Supercritical CO2 Extraction and Antioxidant Activity of Lycopene and β-Carotene-Enriched Oleoresin from Tomato (Lycopersicum esculentum L.) Peels by-Product of a Tunisian Industry. Food Bioprod. Process. 2017, 102, 340–349. [Google Scholar] [CrossRef]
- Mihalcea, L.; Crăciunescu, O.; Gheonea, I.; Prelipcean, A.M.; Enachi, E.; Barbu, V.; Bahrim, G.E.; Râpeanu, G.; Oancea, A.; Stănciuc, N. Supercritical CO2 Extraction and Microencapsulation of Lycopene-Enriched Oleoresins from Tomato Peels: Evidence on Antiproliferative and Cytocompatibility Activities. Antioxidants 2021, 10, 222. [Google Scholar] [CrossRef] [PubMed]
- Lisichkov, K.; Kuvendziev, S.; Lisichkov, B. Isolation of Tomato Seed Oil From Tomato Waste by Application of Supercritical Fluid CO2 Extraction. Qual. Life (Banja Luka)—APEIRON 2011, 3, 5–12. [Google Scholar] [CrossRef] [Green Version]
- Hatami, T.; Meireles, M.A.A.; Ciftci, O.N. Supercritical Carbon Dioxide Extraction of Lycopene from Tomato Processing By-Products: Mathematical Modeling and Optimization. J. Food Eng. 2019, 241, 18–25. [Google Scholar] [CrossRef]
- Bakić, M.T.; Pedisić, S.; Zorić, Z.; Dragović-Uzelac, V.; Grassino, A.N. Effect of Microwave-Assisted Extraction on Polyphenols Recovery from Tomato Peel Waste. Acta Chim. Slov. 2019, 66, 367–377. [Google Scholar] [CrossRef] [Green Version]
- Aarabi Arabani, A.; Hosseini, F.; Anarjan, N. Pre-Processing and Oil Extraction from the Seeds of Tomato Wastes Using Microwave and Ultrasound Treatments. J. Appl. Environ. Biol. Sci. 2014, 4, 125–130. [Google Scholar]
- Yong, S.X.M.; Song, C.P.; Choo, W.S. Impact of High-Pressure Homogenization on the Extractability and Stability of Phytochemicals. Front. Sustain. Food Syst. 2021, 4, 593259. [Google Scholar] [CrossRef]
- Van Audenhove, J.; Bernaerts, T.; De Smet, V.; Delbaere, S.; Van Loey, A.M.; Hendrickx, M.E. The Structure and Composition of Extracted Pectin and Residual Cell Wall Material from Processing Tomato: The Role of a Stepwise Approach versus High-Pressure Homogenization-Facilitated Acid Extraction. Foods 2021, 10, 1064. [Google Scholar] [CrossRef]
- Kandušer, M.; Belič, A.; Čorović, S.; Škrjanc, I. Modular Serial Flow Through Device for Pulsed Electric Field Treatment of the Liquid Samples. Sci. Rep. 2017, 7, 8115. [Google Scholar] [CrossRef] [Green Version]
- Joannes, C.; Sipaut, C.S.; Dayou, J. The Potential of Using Pulsed Electric Field ( PEF ) Technology as the Cell Disruption Method to Extract Lipid from Microalgae for Biodiesel Production. Int. J. Renew. Energy Res. 2015, 5, 598–621. [Google Scholar]
- Martínez, J.M.; Delso, C.; Álvarez, I.; Raso, J. Pulsed Electric Field-Assisted Extraction of Valuable Compounds from Microorganisms. Compr. Rev. Food Sci. Food Saf. 2020, 19, 530–552. [Google Scholar] [CrossRef]
- Khaw, K.Y.; Parat, M.O.; Shaw, P.N.; Falconer, J.R. Solvent Supercritical Fluid Technologies to Extract Bioactive Compounds from Natural Sources: A Review. Molecules 2017, 22, 1186. [Google Scholar] [CrossRef]
- Strati, I.F.; Oreopoulou, V. Recovery of Carotenoids from Tomato Processing By-Products—A Review. Food Res. Int. 2014, 65, 311–321. [Google Scholar] [CrossRef]
- Al Jitan, S.; Alkhoori, S.A.; Yousef, L.F. Phenolic Acids From Plants: Extraction and Application to Human Health, 1st ed.; Elsevier B.V.: Amsterdam, The Netherlands, 2018; Volume 58, ISBN 9780444640567. [Google Scholar]
- Machmudah, S.; Zakaria; Winardi, S.; Sasaki, M.; Goto, M.; Kusumoto, N.; Hayakawa, K. Lycopene Extraction from Tomato Peel By-Product Containing Tomato Seed Using Supercritical Carbon Dioxide. J. Food Eng. 2012, 108, 290–296. [Google Scholar] [CrossRef]
- Carpentieri, S.; Mazza, L.; Nutrizio, M.; Jambrak, A.R.; Ferrari, G.; Pataro, G. Pulsed Electric Fields- and Ultrasound-Assisted Green Extraction of Valuable Compounds from Origanum vulgare L. and Thymus serpyllum L. Int. J. Food Sci. Technol. 2021, 56, 4834–4842. [Google Scholar] [CrossRef]
- Arnal, Á.J.; Royo, P.; Pataro, G.; Ferrari, G.; Ferreira, V.J.; López-Sabirón, A.M.; Ferreira, G.A. Implementation of PEF Treatment at Real-Scale Tomatoes Processing Considering LCA Methodology as an Innovation Strategy in the Agri-Food Sector. Sustainability 2018, 10, 979. [Google Scholar] [CrossRef]
- Vilkhu, K.; Mawson, R.; Simons, L.; Bates, D. Applications and Opportunities for Ultrasound Assisted Extraction in the Food Industry—A Review. Innov. Food Sci. Emerg. Technol. 2008, 9, 161–169. [Google Scholar] [CrossRef]
- Rahimi, S.; Mikani, M. Lycopene Green Ultrasound-Assisted Extraction Using Edible Oil Accompany with Response Surface Methodology (RSM) Optimization Performance: Application in Tomato Processing Wastes. Microchem. J. 2019, 146, 1033–1042. [Google Scholar] [CrossRef]
- Ajlouni, S.; Premier, R.; Tow, W.W. Improving Extraction of Lycopene from Tomato Waste By-Products Using Ultrasonication and Freeze Drying. World J. Adv. Res. Rev. 2020, 2020, 2581–9615. [Google Scholar] [CrossRef]
- Uwineza, P.A.; Waśkiewicz, A. Recent Advances in Supercritical Fluid Extraction of Natural Bioactive Compounds from Natural Plant Materials. Molecules 2020, 25, 3847. [Google Scholar] [CrossRef] [PubMed]
- Barros, H.D.F.Q.; Grimaldi, R.; Cabral, F.A. Lycopene-Rich Avocado Oil Obtained by Simultaneous Supercritical Extraction from Avocado Pulp and Tomato Pomace. J. Supercrit. Fluids 2017, 120, 1–6. [Google Scholar] [CrossRef]
- Lenucci, M.S.; De Caroli, M.; Marrese, P.P.; Iurlaro, A.; Rescio, L.; Böhm, V.; Dalessandro, G.; Piro, G. Enzyme-Aided Extraction of Lycopene from High-Pigment Tomato Cultivars by Supercritical Carbon Dioxide. Food Chem. 2015, 170, 193–202. [Google Scholar] [CrossRef]
- Pellicanò, T.M.; Sicari, V.; Loizzo, M.R.; Leporini, M.; Falco, T.; Poiana, M. Optimizing the Supercritical Fluid Extraction Process of Bioactive Compounds from Processed Tomato Skin By-Products. Food Sci. Technol. 2020, 40, 692–697. [Google Scholar] [CrossRef] [Green Version]
- Lasunon, P.; Phonkerd, N.; Tettawong, P.; Sengkhamparn, N. Effect of Microwave-Assisted Extraction on Bioactive Compounds from Industrial Tomato Waste and Its Antioxidant Activity. Food Res. 2021, 5, 468–474. [Google Scholar] [CrossRef]
- Ouatmani, T.; Haddadi-Guemghar, H.; Boulekbache-Makhlouf, L.; Mehidi-Terki, D.; Maouche, A.; Madani, K. A Sustainable Valorization of Industrial Tomato Seeds (Cv Rio Grande): Sequential Recovery of a Valuable Oil and Optimized Extraction of Antioxidants by Microwaves. J. Food Process. Preserv. 2022, 46, e16123. [Google Scholar] [CrossRef]
- Ninčević Grassino, A.; Djaković, S.; Bosiljkov, T.; Halambek, J.; Zorić, Z.; Dragović-Uzelac, V.; Petrović, M.; Rimac Brnčić, S. Valorisation of Tomato Peel Waste as a Sustainable Source for Pectin, Polyphenols and Fatty Acids Recovery Using Sequential Extraction. Waste Biomass Valorization 2020, 11, 4593–4611. [Google Scholar] [CrossRef]
- Selvaggi, R.; Valenti, F.; Pecorino, B.; Porto, S.M.C. Assessment of Tomato Peels Suitable for Producing Biomethane within the Context of Circular Economy: A Gis-Based Model Analysis. Sustainability 2021, 13, 5559. [Google Scholar] [CrossRef]
- Calabrò, P.S.; Greco, R.; Evangelou, A.; Komilis, D. Anaerobic Digestion of Tomato Processing Waste: Effect of Alkaline Pre-Treatment. J. Environ. Manag. 2015, 2013, 3–5. [Google Scholar] [CrossRef]
- Mishra, A.; Kumar, M.; Bolan, N.S.; Kapley, A.; Kumar, R.; Singh, L. Multidimensional Approaches of Biogas Production and Up-Gradation: Opportunities and Challenges. Bioresour. Technol. 2021, 338, 125514. [Google Scholar] [CrossRef]
- Almeida, P.V.; Rodrigues, R.P.; Gaspar, M.C.; Braga, M.E.M.; Quina, M.J. Integrated Management of Residues from Tomato Production: Recovery of Value-Added Compounds and Biogas Production in the Biorefinery Context. J. Environ. Manag. 2021, 299, 113505. [Google Scholar] [CrossRef]
- Allison, B.J.; Simmons, C.W. Valorization of Tomato Pomace by Sequential Lycopene Extraction and Anaerobic Digestion. Biomass Bioenergy 2017, 105, 331–341. [Google Scholar] [CrossRef]
- Hijosa-Valsero, M.; Garita-Cambronero, J.; Paniagua-García, A.I. Tomato Waste from Processing Industries as a Feedstock for Biofuel Production. Bioenergy Res. 2019, 12, 1000–1011. [Google Scholar] [CrossRef]
- Mahmoodi-Eshkaftaki, M.; Ghani, A. An Efficient Process for Improvement of Biohydrogen and Biomethane Production from Tomato Waste: Inhibitory Effects of Ultrasonic Pretreatment. Fuel 2022, 328, 125273. [Google Scholar] [CrossRef]
- Girotto, F.; Lavagnolo, M.C.; Acar, G.; Piazza, L. Bio-Methane Production from Tomato Pomace: Preliminary Evaluation of Process Intensification through Ultrasound Pre-Treatment. J. Mater. Cycles Waste Manag. 2021, 23, 416–422. [Google Scholar] [CrossRef]
- Lenucci, M.S.; Durante, M.; Anna, M.; Dalessandro, G.; Piro, G. Possible Use of the Carbohydrates Present in Tomato Pomace and in Byproducts of the Supercritical Carbon Dioxide Lycopene Extraction Process as Biomass for Bioethanol Production. J. Agric. Food Chem. 2013, 61, 3683–3692. [Google Scholar] [CrossRef]
- Szilágyi, Á.; Bodor, A.; Tolvai, N.; Kovács, K.L.; Bodai, L.; Wirth, R.; Bagi, Z.; Szepesi, Á.; Markó, V.; Kakuk, B.; et al. A Comparative Analysis of Biogas Production from Tomato Bio-Waste in Mesophilic Batch and Continuous Anaerobic Digestion Systems. PLoS ONE 2021, 16, e0248654. [Google Scholar] [CrossRef]
- Bacenetti, J.; Negri, M.; Duca, D.; Fiala, M. Environmental Impact of Tomato Purée: Anaerobic Digestion of by-Products as Mitigation Strategy. Procedia Environ. Sci. Eng. Manag. 2015, 2, 169–175. [Google Scholar]
- Azabou, S.; Louati, I.; Ben Taheur, F.; Nasri, M.; Mechichi, T. Towards Sustainable Management of Tomato Pomace through the Recovery of Valuable Compounds and Sequential Production of Low-Cost Biosorbent. Environ. Sci. Pollut. Res. Int. 2020, 27, 39402–39412. [Google Scholar] [CrossRef]
- Yargiç, A.S.; Yarbay Şahin, R.Z.; Özbay, N.; Önal, E. Assessment of Toxic Copper(II) Biosorption from Aqueous Solution by Chemically-Treated Tomato Waste. J. Clean. Prod. 2015, 88, 152–159. [Google Scholar] [CrossRef]
- Heraldy, E.; Lestari, W.W.; Permatasari, D.; Arimurti, D.D. Biosorbent from Tomato Waste and Apple Juice Residue for Lead Removal. J. Environ. Chem. Eng. 2018, 6, 1201–1208. [Google Scholar] [CrossRef]
- Changmai, M.; Banerjee, P.; Nahar, K.; Purkait, M.K. A Novel Adsorbent from Carrot, Tomato and Polyethylene Terephthalate Waste as a Potential Adsorbent for Co (II) from Aqueous Solution: Kinetic and Equilibrium Studies. J. Environ. Chem. Eng. 2018, 6, 246–257. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fibres [g/100 g dw] | Proteins [g/100 g dw] | Oil [g/100 g dw] | Lycopene × 103 [g/100 g dw] | References |
|---|---|---|---|---|---|
| Pomace | 39.11–59.03 | 15.08–24.67 | 2.00–16.24 | 9.82–611.105 | [27,28,29,30] |
| Peels | 62.79–78.56 | 1.85–11.13 | 1.63–5.50 | 50–1930 | [15,31,32,33,34] |
| Seeds | 16.00 | 20.2–40.94 | 17.80–24.50 | 22.01–37.43 | [19,29,35,36,37] |
| Lycopene [g/100 g of TC] | Phytoene [g/100 g of TC] | Phytofluene [g/100 g of TC] | β-Carotene [g/100 g of TC] | Cis-Lycopene [g/100 g of TC] | Lutein [g/100 g of TC] |
|---|---|---|---|---|---|
| 86.12 | 3.15 | 2.31 | 2.11 | 1.71 | 1.51 |
| Technology | Material | Target | Experimental Condition | Optimal Condition | Main Research Findings | References |
|---|---|---|---|---|---|---|
| HPH 1 | Tomato peels | •Lycopene •Polyphenols •Proteins | •Number of passes: 1–10 •P: 100 MPa •Solvent: Water | •P: 100 MPa •Number of passes: 10 | •Proteins (+70.5%) •Polyphenols (+32.2%) •Extracts antioxidant activity (+23.3%) •Lycopene recovered (up to 56.1% of that initially present in the peels) | [15] |
| PEF 2 | Industrial tomato waste | •Lycopene | •E: 1–5 kV/cm •WT: 5–10 kJ/kg •Solvent: Acetone, Ethyl lactate | •E: 5 kV/cm •WT: 5 kJ/kg • Acetone | •Extraction rate (+27–37%) •Lycopene recovery yield (+12–18%) •Antioxidant power (+18.0–18.2%) | [11] |
| Industrial tomato peels | •Lycopene •Proteins •Phenolic compounds | •E: 1.0–5.0 kV/cm •WT: 5.7–22.8 kJ/kg •n: 0–500 pulses | •PEF: 2 kV/cm for 700 pulses •PEF: 5 kV/cm for 1.5 µs •PEF: 1.0 kV/cm for 7.5 µs | •Carotenoid extraction yield (+56.4%) •Concentration of total phenolic compounds (+56.16 mg gallic acid/kg) •Protein recovery (1.45 mg/g tomato waste) •Lycopene recovery (0.143 mg/g tomato waste) | [83] | |
| Tomato peels | •Lycopene | •E: 0.5–5 kV/cm •WT: 0.5–20 kJ/kg •Solvent: Acetone •T: 20–50 °C | •E: 5 kV/cm •WT: 5 kJ/kg •Solvent: Acetone •T: 50 °C | •Total carotenoids (+47%) • Antioxidant power (+68%) | [84] | |
| Tomato pulp and peels | •Lycopene | •E: 3–7 kV/cm •WT: 0.54 to 13.50 kJ/kg •n: 5 to 100 pulses of 3 µs •Solvent: Hexane: Ethanol: Acetone | •E: 5 kV/cm •30 pulses of 3 µs •Solvent: Hexane: Ethanol: Acetone (50:25:25) | •Total carotenoids (+39%) •Reduced hexane consumption (from 45 to 30%) without changing the carotenoid extraction yield | [85] | |
| SB 3—PEF | Tomato peels | •Lycopene | •E: 0.25–0.75 kV/cm •WT: 1 kJ/kg •Time: 1 min •T: 50–70 °C •Solvent: Acetone | •E: 0.5 kV/cm •WT: 1 kJ/kg •T: SB at 60 °C | •Carotenoid content 0.379 mg/g fw | [17] |
| UAE 4 | Tomato pomace | •Pectin | •Frequency: 37 kHz •Time: 15, 30, 45, 60, and 90 min •T: 60 °C and 80 °C •Solvent: Ammonium oxalate/oxalic acid | •Frequency: 37 kHz •Sonication time: 90 min, •T: 80 °C | •Pectin yield 31.2% by CE (1440 min) and 36% by UAE (15 min) | [86] |
| Industrial tomato waste | •Lycopene | CSE •T: 20, 40, and 60 °C •Time: 10, 20, 30 and 40 min •Solvent: Hexane: Acetone: Ethanol (2:1:1) UAE • Power: 50, 65 and 90 W •Time: 1, 2, 5, 10, 15, 20 and 30 min | •Solvent/solid ratio: 50:1 (v/w) •T: 60 °C •Time: 40 min •Solvent/solid ratio: 35:1 (v/w) •Power: 90 W •Time: 30 min | •To recover about 80% of lycopene UAE extraction time was 10 min, CSE extraction time at least 20 min •UAE of lycopene requires lower time, temperature, and amount of solvent than CSE | [87] | |
| Tomato Pomace | •Lycopene | •T: 40, 55, 70 °C •Solvent mixture: 30, 65, 100 v/v •Solvent/solid ratio: 50, 75, 100 •Extraction time: 20, 35, 50 min •Frequency: 40 kHz •Power: 100 W | •T: 63.4 °C •Proportion of ethyl acetate in solvent mixture: 30% v/v •Solvent/solid ratio: 100 mL/20 g •Time: 20 min | •UAE lycopene recovered 1.33 mg/g dw (+9.4%) higher than that of CSE (1.209 mg/g dw) | [88] | |
| Tomato Pomace | •Lycopene | •T: 40, 55, 70 °C •Time: 20, 35, 50 min • Amplitude: 20,30,48, 65% • Time: 30, 50, 70 s •V: 32, 45, 60, 90 mL | •T: 65 °C •Time: 20 min • Solvent/solid ratio: 72 mL/g •Amplitude: 65% •Time: 33 s •V: 90 mL | •UAE lycopene recovered 1.53 mg/g | [89] | |
| HPPE 5 + UAE + CSE 6 (Soxhlet) | Tomato pomace | •Pectin •Polyphenols •Fatty acid | HHPE •T: 80 °C •P: 300 MPa •Time: 10, 20, 30, and 45 min •Solvent: Nitric acid CSE • Solvent: Mixture chloroform and methanol (50:50, v/v) at solvent boiling temperature | •Simultaneous extraction of different compounds, (decreased yield of individual compounds) •HHPE, UAE, and CSE used in combination allow decreasing the extraction time | [90] | |
| UAE MAE 7 OHAE 8 UAME 9 UAOHE 10 | Tomato peels | •Pectin | •Sonication power: 450, 600 and 750 W •Time: 2, 4, 6, 8, 10, 12, 14, and 16 min •Microwave power: 540 W applied for 4 min | •US (450 W, 8 min) •MW (540 W) | •OHAE pectin extraction yield increased 9.30% •MAE pectin extraction yield increase of 25.42% •UAME can be used as an efficient pectin extraction technique from tomato by-products | [91] |
| UAE | Tomato seeds | •Oil | •Power: 550 W, 37 kHz •Time: 30, 60, and 90 min • T: 70 °C •Solvent: Hexane •Water immersion: 25–40 °C | •Power: 550 W, 37 kHz •Time: 90 min •T: 40 °C | •UAE oil extraction yield increases up to 28.11% (15.91% more than that of untreated samples) | [92] |
| SFE 11 CO2 | Industrial tomato peels by-product | •β-carotene •Lycopene | •T: 50–80 °C •P: 30–50 MPa •Flow rates: 3–6 g CO2/min Time: 105 min | •P: 40 MPa •T: 80 °C •Flow rates: 4 g CO2/min •Time: 105 min | •Extraction yield of 28.38–58.8% for β-carotene, and 32.02–60.85% for lycopene •Lycopene recovered 0.728 mg/g dw | [93] |
| Tomato peels | •Lycopene | •T: 70, 74, 80 °C • P: 20, 40 MPa •Time: 155 min | •Time: 155 min •P: 40 MPa •T: 74 °C | •Lycopene recovered 5.28 mg/g dw | [94] | |
| Tomato Pomace | •Oil | •T: 40, 50, 60, 80 °C •Tim: 2–8 h •P: 210–280 bar | •P: 280 bar •T: 40 °C •Tim: 2.5 h | •Yield of tomato seed oil was 0.25 g/g (solubility 14 mg/dm3) | [95] | |
| Tomato pomace | •Lycopene | •P: 30–50 MPa •T: 40–80 °C •Peel/seed ratio: 30/70 and 70/30 | For peel/seed ratio: 70/30 •P: 50 MPa •T: 80 °C For peel/seed ratio: 30/70 • P: 50 MPa •T: 60 °C | •Maximum lycopene recovered: 0.358 mg of extract/kg of raw material (measured) and 0.320 mg of extract/kg of raw material (predicted) •Lycopene recovery is affected by peel/seed proportion, pressure, and temperature. | [96] | |
| MAE | Tomato peels Tomato peels | •Phenolic compounds •Lycopene •Beta-carotene | •T: 25, 55, and 90 °C •Time: 5 and 10 min • Solvent: Methanol and HCl •Time: 30, 60, and 90 s •Power: 180, 300, and 450 W | •1% HCl to 50 or 70% methanol for phenolic acids T: 90 °C •MAE condition is 300 W for 60 s | •The average total phenolic content 0.053 g/mg •Extraction time does not affect TF, TP, and phenolic compound recovery, and temperature and solvent have a significant effect on polyphenols yield •Lycopene recovered 0.0574 mg/g dw •Beta-carotene recovered 0.0483 mg/g dw | [97] |
| UAE MAE | Tomato seeds | •Oil | •Pre-processing with hot water 40 °C for 24 h and UAE 550 W, 37 kHz •T: 25–40 °C •Time: 30 and 60 min •Extraction for MAE: powers of 250 and 600 W Time: 90 min Solvent: Hexane | •Ultrasound: 60 min •Microwave: 600 Watts •T: 40 °C •Pre-processing with hot water 40 °C for 24 h | •Extraction efficiency up to +23.03% •Extraction time decrease of 1.5 min with MAE and 30 min with UAE | [98] |
| Emerging Technologies | Main Features | Advantages | Limitations | References |
|---|---|---|---|---|
| HPH | Using high pressure intensifiers to expose biomass to high-levels of mechanical stress and shear results in complete deformation and disruption of the plant cell structure and improves the release of intracellular bioactive compounds from agri-food by-products | Short extraction time No solvent or a small amount of solvent is required Environmentally friendly method Improved extraction yield | Non-selective method High costs and capital investments Operators training is required | [15,99,100] |
| PEF | Exposing plant matrices to a moderate electric field and relatively low energy input induces the electropermeabilization of cell membranes by pore formation | Selective extraction of compounds Energy efficient and low-cost operation Short processing time Non-thermal, and non-destructive technology Continuous operability Easy scalability at industrial level | High costs and capital investments Operator training is required Reduced uniformity of PEF treatment due to the presence of air bubbles Uneven distribution of the electric field in the treatment chamber that can be corrected by geometry, insulator design, or inserting metal mesh Arching phenomenon and undesirable electrochemical reactions due to high electric field intensity | [101,102,103] |
| US | Acoustic cavitation followed by the release of a huge amount of energy creating shear stresses, allowing greater penetration of the solvent into the plant tissue | Low energy requirement Short extraction time Less solvent requirement Improved extraction efficiency | Non-selective method Damages to heat labile compounds Decreased intensity of equipment due to aging, lessening the reproducibility | [22,91,92] |
| SFE-CO2 | Supercritical fluids allow for increased solvating power of gases beyond their critical point to extract compounds from the biomass | Low temperature operation Recovery of thermosensitive compounds Selectivity increases with changing pressure and temperature Recovery of extracted compounds with little or no solvent residues by depressurization Easy scalability of the process at the pilot and industrial level Reuse supercritical carbon dioxide Use of environmentally friendly solvents | High capital investments Complexity of the system Operators training is required Poor selectivity for polar compounds due to the low polarity of supercritical carbon dioxide | [93,94,104] |
| MW | Microwave heating causes physical and biological modifications of the biomass, improving the penetration of the extracting solvent into the vegetable tissue | Short extraction time High extraction yield Energy efficient process Low capital investments Low environmental pollution | Non-selective method Not uniform heating, reducing extraction efficiency Thermal degradation of phenolic compounds due to overheating of biomass Limited penetration of microwaves for scaling up Changes induced on the chemical structure of the target compounds, hindering their bioactivity and reducing their potential applications Limitation for the recovery of nonpolar compounds | [82,98,105,106] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eslami, E.; Carpentieri, S.; Pataro, G.; Ferrari, G. A Comprehensive Overview of Tomato Processing By-Product Valorization by Conventional Methods versus Emerging Technologies. Foods 2023, 12, 166. https://doi.org/10.3390/foods12010166
Eslami E, Carpentieri S, Pataro G, Ferrari G. A Comprehensive Overview of Tomato Processing By-Product Valorization by Conventional Methods versus Emerging Technologies. Foods. 2023; 12(1):166. https://doi.org/10.3390/foods12010166
Chicago/Turabian StyleEslami, Elham, Serena Carpentieri, Gianpiero Pataro, and Giovanna Ferrari. 2023. "A Comprehensive Overview of Tomato Processing By-Product Valorization by Conventional Methods versus Emerging Technologies" Foods 12, no. 1: 166. https://doi.org/10.3390/foods12010166