Response Surface Methods to Optimise Milling Parameters for Spirit Alcohol Production from Irish Wheat Grain


Abstract
:1. Introduction
2. Materials and Methods
2.1. Cereal Sample and Composition
2.2. Predicted Spirit Yield
2.3. Alcohol Yield Analysis
2.4. Experimental Procedure: Response Surface Methods
2.5. Regression Analysis
2.6. Comparison of Grain Flour Amounts
3. Results and Discussion
3.1. Predicted Spirit Yield
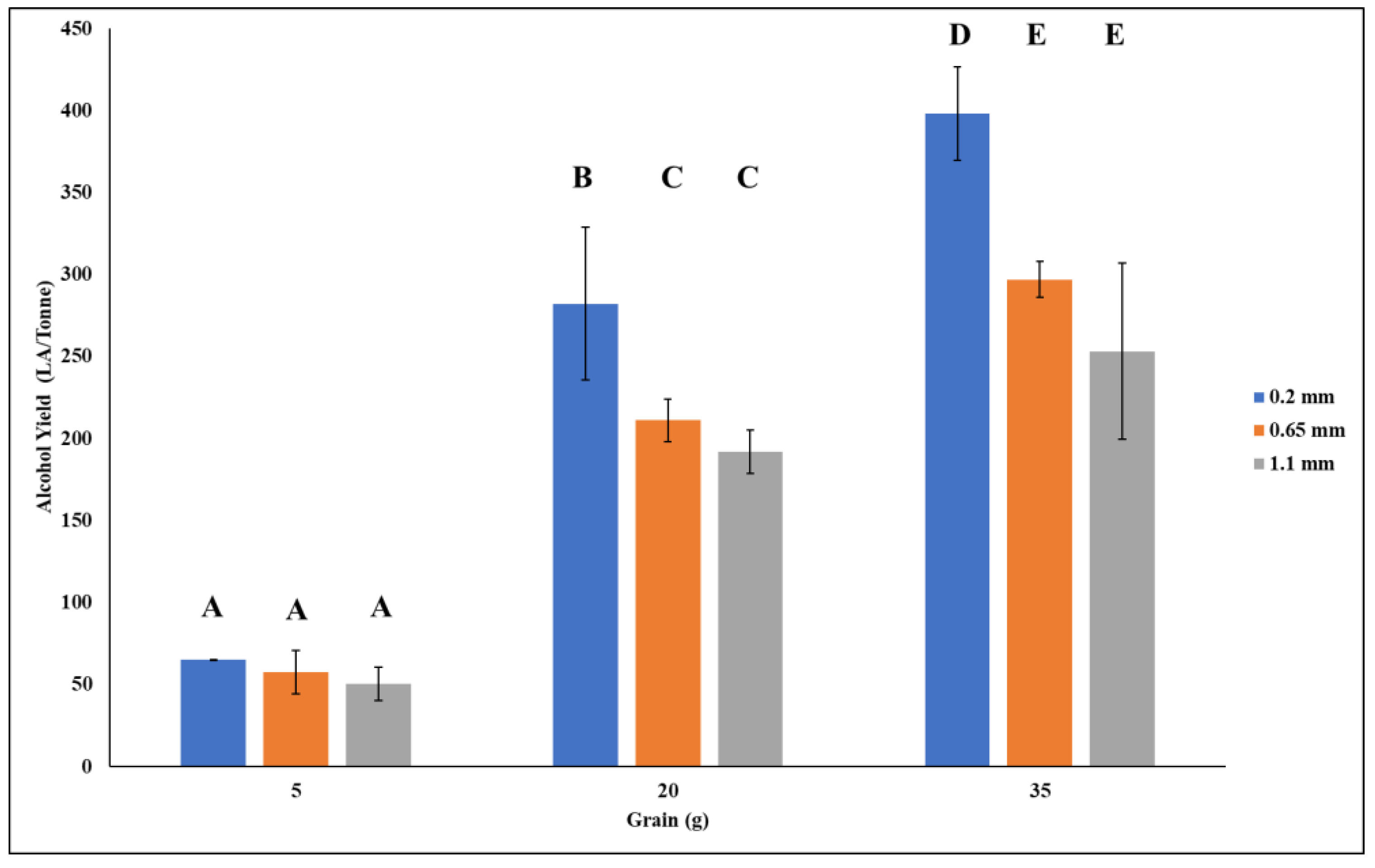
3.2. Alcohol Yield from Costello
3.3. Response Surface Methodologies—Alcohol Yield
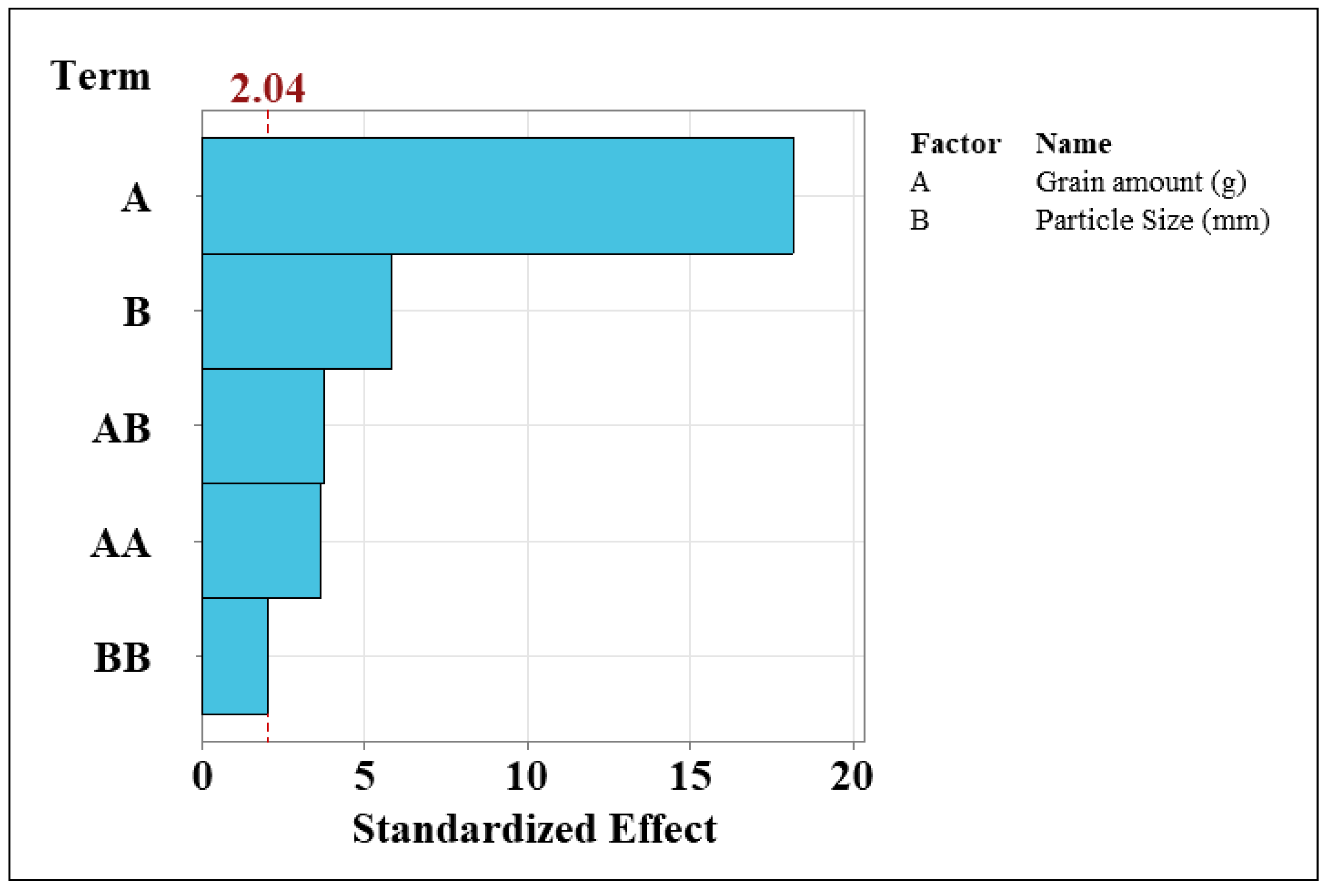
3.3.1. Statistical Significances
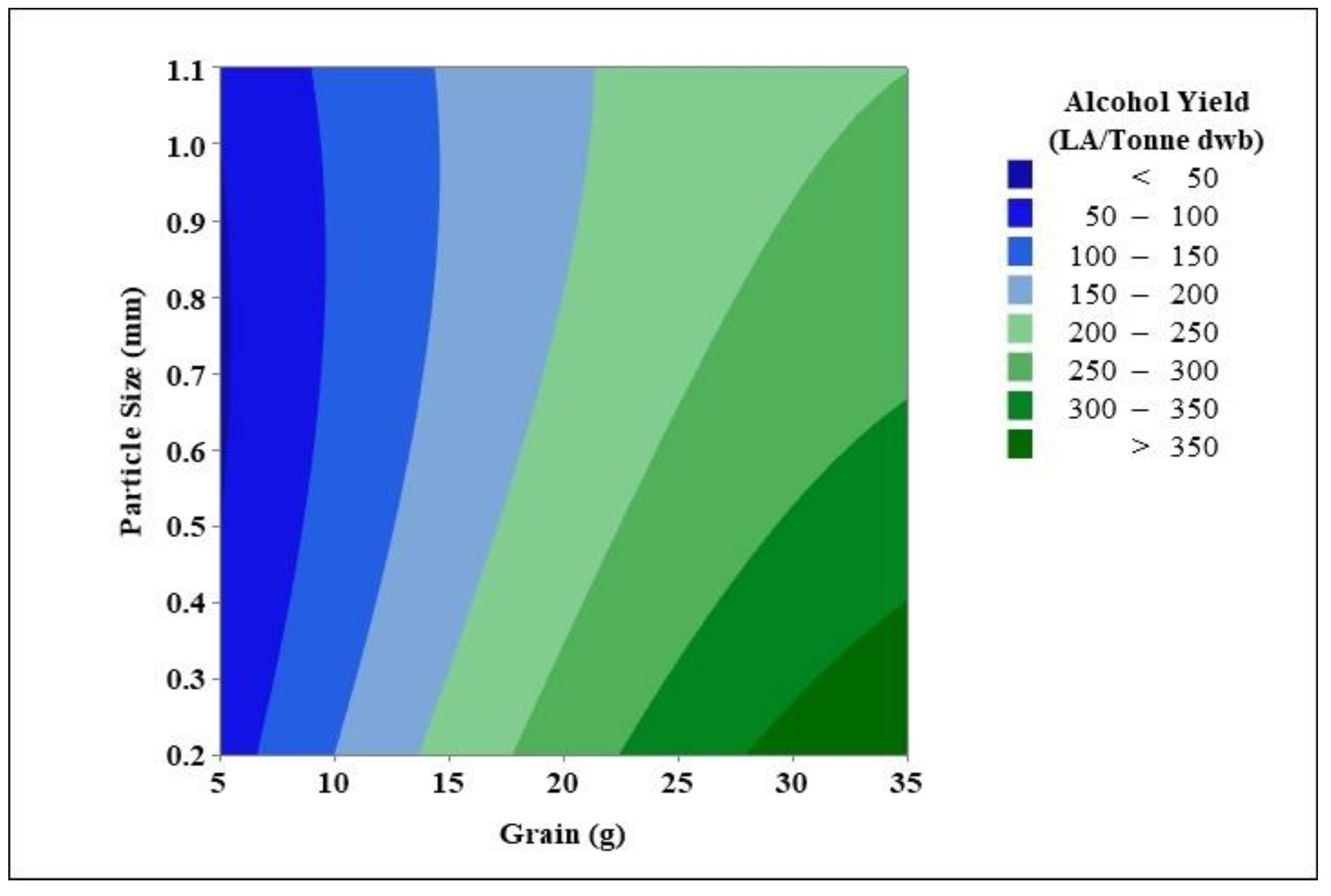
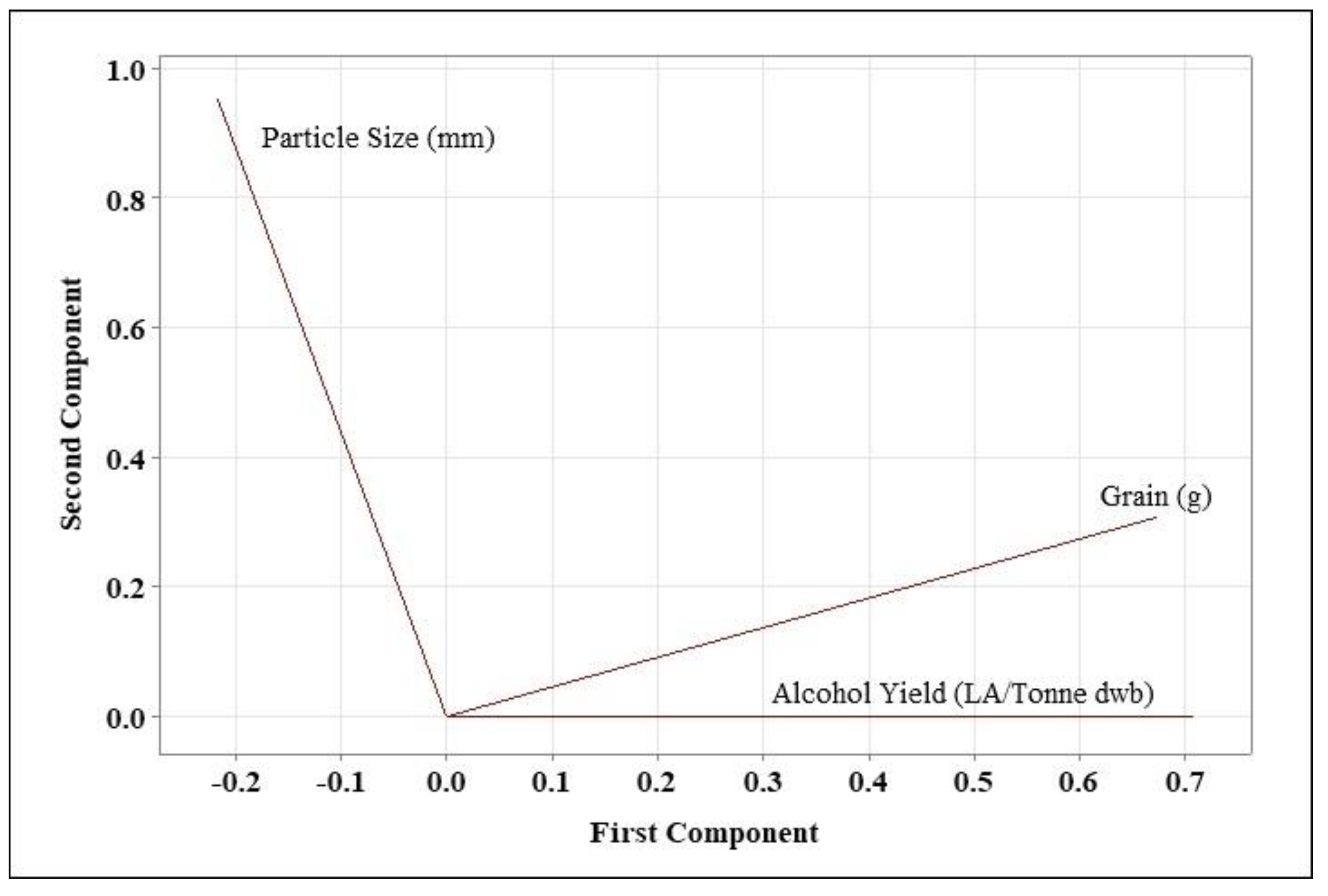
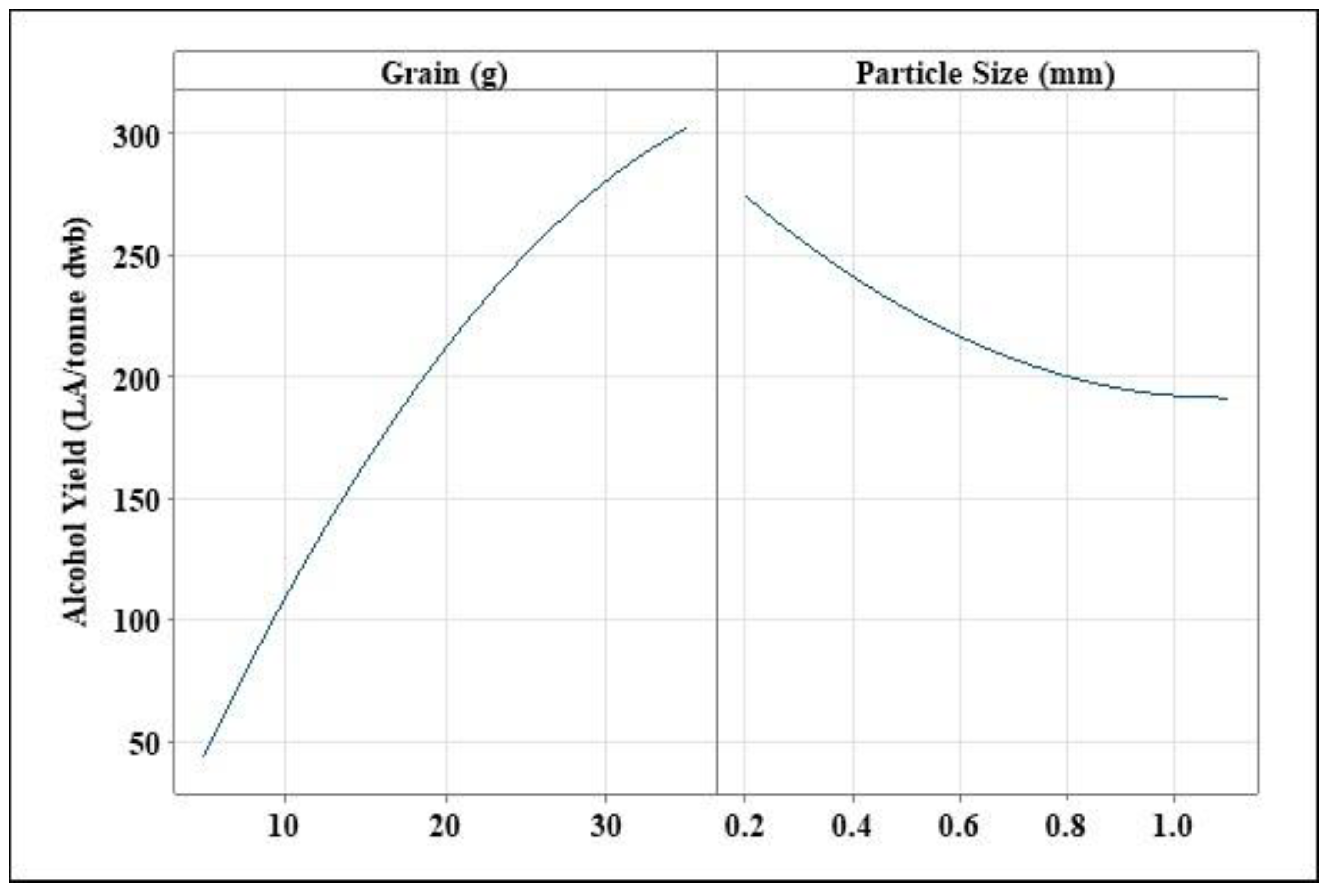
3.3.2. Functional Relationships
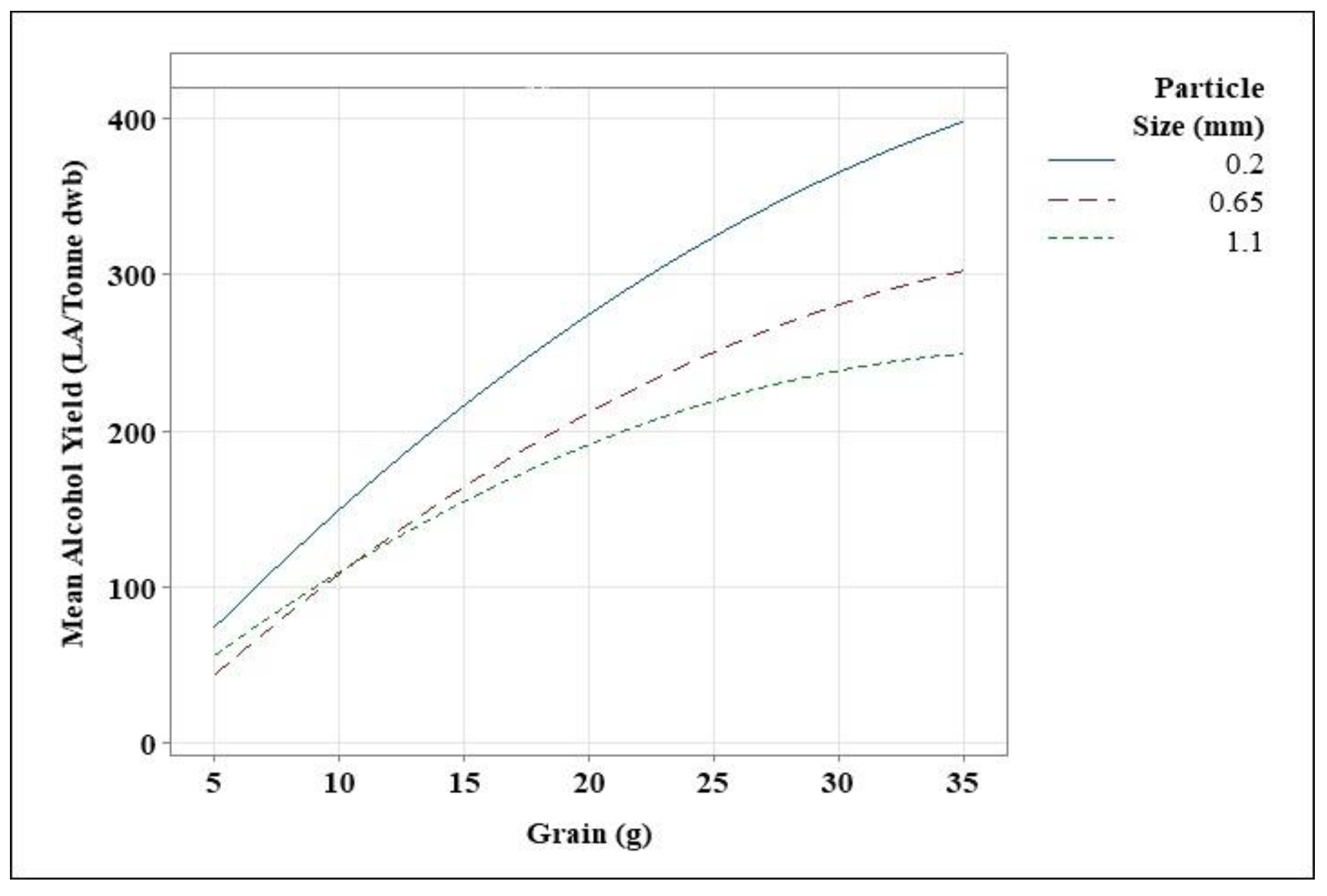
3.3.3. Overall Alcohol Yield
3.3.4. Predictive Analysis
3.4. Investigation of Optimum Grain Amount
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- CSO No Area, Yield and Production of Crops. Available online: https://www.cso.ie/en/releasesandpublications/er/aypc/areayieldandproductionofcrops2019/ (accessed on 28 April 2021).
- Martin, R. ‘Designer’ Wheat Variety Bred to Be for Distilling than Imported Maize. Available online: https://www.agriland.co.uk/farming-news/designer-wheat-variety-bred-to-be-for-distilling-than-imported-maize/ (accessed on 5 January 2022).
- Pellny, T.K.; Patil, A.; Wood, A.J.; Freeman, J.; Halsey, K.; Plummer, A.; Kosik, O.; Temple, H.; Collins, J.D.; Dupree, P.; et al. Loss of TaIRX9b Gene Function in Wheat Decreases Chain Length and Amount of Arabinoxylan in Grain but Increases Cross-Linking. Plant Biotechnol. J. 2020, 18, 2316–2327. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Du, J.; Zheng, Y. Non-Starch Polysaccharides in Wheat Beers and Barley Malt Beers: A Comparative Study. Foods 2020, 9, 131. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.; Lu, J.; Gu, G. Control of Arabinoxylan Solubilization and Hydrolysis in Mashing. Food Chem. 2005, 90, 101–108. [Google Scholar] [CrossRef]
- Davis-Knight, H.; Campbell, G.M.; Misalilllida, N. Feasibility of Co-Producing Arabinoxylans and Ethanol in a Wheat Biorefinery: Fractionation Studies on UK Wheats; HGCA: London, UK, 2009; Available online: https://ahdb.org.uk/feasibility-of-co-producing-arabinoxylans-and-ethanol-in-a-wheat-biorefinery-fractionation-studies-on-uk-wheats (accessed on 5 January 2022).
- Smith, T.C.; Kindred, D.R.; Brosnan, J.M.; Weightman, R.M.; Shepherd, M.; Sylvester-Bradley, R. Wheat as a Feedstock for Alcohol Production; HGCA: London, UK, 2006; Available online: https://ahdb.org.uk/wheat-as-a-feedstock-for-alcohol-production (accessed on 5 January 2022).
- Agu, R.C.; Swanston, J.S.; Walker, J.W.; Pearson, S.Y.; Bringhurst, T.A.; Brosnan, J.M.; Jack, F.R. Predicting Alcohol Yield from UK Soft Winter Wheat for Grain Distilling: Combined Influence of Hardness and Nitrogen Measurements. J. Inst. Brew. 2009, 115, 183–190. [Google Scholar] [CrossRef]
- Thomas, W.; Swanston, J.; Bradley, R.; Kindred, D.; Weightman, R.; Brosnan, J.; Melichar, J.; Feuerhelm, D.; Argilier, O. Distilling Quality in Winter Wheat. James Hutton Institute: Hutton, UK, 2008; Volume 4. [Google Scholar]
- Department of Agriculture Food and the Marine. Technical File Setting Out the Specifications with Which Irish Whiskey/Uisce Beatha Eireannach/Irish Whisky Must Comply; Article 22 of Regulation (EC) No 110/2008; Department of Agriculture Food and the Marine: Dublin, Ireland, 2014; p. 17. Available online: https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwjcmMDQvIf3AhXah1wKHaKuANYQFnoECAMQAQ&url=https%3A%2F%2Fec.europa.eu%2Fgeographical-indications-register%2Feambrosia-public-api%2Fapi%2Fv1%2Fattachments%2F55944&usg=AOvVaw3uxXHig2nhojL7dD4sJ11o (accessed on 8 January 2022).
- Department for Environment Food and Rural Affairs. Technical File for Scotch Whisky; Department for Environment Food and Rural Affairs: London, UK, 2013; pp. 1–26. Available online: https://www.gov.uk/government/publications/scotch-whisky-technical-file (accessed on 8 January 2022).
- Russell, I.; Stewart, G. (Eds.) Whiskey Technology, Prodcution and Marketing, 2nd ed.; Elsevier Inc.: Philadelphia, PA, USA, 2015; ISBN 9780124017351. [Google Scholar]
- Tomasik, P.; Horton, D. Advances in Carbohydrate Chemistry and Biochemistry, 1st ed.; Elsevier Inc.: Philadelphia, PA, USA, 2012; Volume 68, ISBN 9780123965233. [Google Scholar]
- EBC_6.14_Hot Water Extract of Wheat Flours, Barley Flours, Gelatinised Flakes and Torrefied Products, Constant Temperature Mash. (Formerly Published as IOB Meth.Pdf). 2004, 1987, 7–9. Available online: https://dev.brewup.brewersofeurope.eu/ebc-analytica/cereal-adjuncts-sugars-syrups-and-caramel/hot-water-extract-of-wheat-flours-barley-flours-gelatinised-flakes-and-torrefied-products-constant-temperature-mash-formerly-published-as-iob-method/6.14 (accessed on 6 January 2022).
- Agu, R.C.; Bringhurst, T.A.; Brosnan, J.M. Production of Grain Whisky and Ethanol from Wheat, Maize and Other Cereals. J. Inst. Brew. 2006, 112, 314–323. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. (Eds.) Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed.; John Wiley & Sons: New York, NY, USA, 2016; ISBN 978-1-118-91601-8. [Google Scholar]
- Swanston, J.S.; Smith, P.L.; Gillespie, T.L.; Brosnan, J.M.; Bringhurst, T.A.; Agu, R.C. Associations between Grain Characteristics and Alcohol Yield among Soft Wheat Varieties. J. Sci. Food Agric. 2007, 1243, 1237–1243. [Google Scholar] [CrossRef]
- Green, D.I.G.; Agu, R.C.; Bringhurst, T.A.; Brosnan, J.M.; Jack, F.R.; Walker, G.M. Maximizing Alcohol Yields from Wheat and Maize and Their Co-Products for Distilling or Bioethanol Production. J. Inst. Brew. 2015, 121, 332–337. [Google Scholar] [CrossRef] [Green Version]
- Rahim, A. Principles of Cereal Science and Technology, 3rd ed.; AACC International: St. Paul, MN, USA, 2010; Volume 3, pp. 1–327. [Google Scholar]
- Kiszonas, A.M.; Fuerst, E.P.; Morris, C.F. Wheat Arabinoxylan Structure Provides Insight into Function. Cereal Chem. 2013, 90, 387–395. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Kumar, A.; Sharma, N.K.; Kaur, N.; Chunduri, V.; Chawla, M.; Sharma, S.; Singh, K.; Garg, M. Soft and Hard Textured Wheat Differ in Starch Properties as Indicated by Trimodal Distribution, Morphology, Thermal and Crystalline Properties. PLoS ONE 2016, 11, e0147622. [Google Scholar] [CrossRef]
- Teagasc. Wheat Production Guidelines for High Yields; Teagasc: Carlow, Ireland, 2009; Available online: https://www.teagasc.ie/media/website/publications/2009/955/WheatProduction.pdf (accessed on 5 January 2022).
- Fitzgerald, D.; Collins, S.; Hackett, R.; Whyte, O. Crops 2030. 2020. Available online: https://www.teagasc.ie/publications/2020/crops-2030.php (accessed on 5 January 2022).
- Bathgate, G.N. A Review of Malting and Malt Processing for Whisky Distillation. J. Inst. Brew. 2016, 122, 197–211. [Google Scholar] [CrossRef]
- Saarni, A.; Miller, K.V.; Block, D.E. A Multi-Parameter, Predictive Model of Starch Hydrolysis in Barley Beer Mashes. Beverages 2020, 6, 60. [Google Scholar] [CrossRef]
- Duke, S.H.; Vinje, M.A.; Henson, C.A. Tracking Amylolytic Enzyme Activities during Congress Mashing with North American Barley Cultivars: Comparisons of Patterns of Activity and β-Amylases with Differing Bmy1 Intron III Alleles and Correlations of Amylolytic Enzyme Activities. J. Am. Soc. Brew. Chem. 2012, 70, 10–28. [Google Scholar] [CrossRef]
- Gallegos, D.; Wedwitschka, H.; Moeller, L.; Zehnsdorf, A.; Stinner, W. Effect of Particle Size Reduction and Ensiling Fermentation on Biogas Formation and Silage Quality of Wheat Straw. Bioresour. Technol. 2017, 245, 216–224. [Google Scholar] [CrossRef] [PubMed]
- Moeller, L.; Zehnsdorf, A.; Müller, R.A. Effect of Triticale Milling Coarseness on Biogas Production. Chem. Ing. Tech. 2018, 90, 249–255. [Google Scholar] [CrossRef]
- Muller, R. The Effects Of Mashing Temperature And Mash Thickness On Wort Carbohydrate Composition. J. Inst. Brew. 1991, 97, 85–92. [Google Scholar] [CrossRef]
- Jacques, K.A.; Lyons, T.P.; Kelsal, D.R. The Alcohol Textbook, 4th ed.; Nottingham University Press: Nottingham, UK, 2010; ISBN 1-897676-13-1. [Google Scholar]
- Desobgo, Z.S.C.; Nso, E.J.; Tenin, D.; Kayem, G.J. Modelling and Optimizing of Mashing Enzymes—Effect on Yield of Filtrate of Unmalted Sorghum by Use of Response Surface Methodology. J. Inst. Brew. 2010, 116, 62–69. [Google Scholar] [CrossRef]
- Megazyme. Enzymes and Beermaking; Megazyme: Dublin, Ireland, 2019; Available online: https://support.megazyme.com/support/solutions/articles/8000078887-enzymes-and-beermaking-brochure (accessed on 5 January 2022).
- Agu, R.C.; Bringhurst, T.A.; Brosnan, J.M.; Jack, F.R. Effect of Process Conditions on Alcohol Yield of Wheat, Maize and Other Cereals. J. Inst. Brew. 2008, 114, 39–44. [Google Scholar] [CrossRef]
- Awole, K.D.; Kettlewell, P.S.; Hare, M.C.; Agu, R.C.; Brosnan, J.M.; Bringhurst, T.A. Effect of Environment and Variety on the Relationships of Wheat Grain Physical and Chemical Characteristics with Ethanol Yield. J. Sci. Food Agric. 2012, 92, 577–584. [Google Scholar] [CrossRef] [PubMed]
- Kindred, D.R.; Smith, T.C.; Sylvester-Bradley, R.; Ginsberg, D.; Dyer, C.J. Optimising Nitrogen Applications for Wheat Grown for the Biofuels Market. HGCA Proj. Rep. 2007, 44, 417. [Google Scholar]
- Kindred, D.R.; Verhoeven, T.M.O.; Weightman, R.M.; Swanston, J.S.; Agu, R.C.; Brosnan, J.M.; Sylvester-Bradley, R. Effects of Variety and Fertiliser Nitrogen on Alcohol Yield, Grain Yield, Starch and Protein Content, and Protein Composition of Winter Wheat. J. Cereal Sci. 2008, 48, 46–57. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Symbol | Coded Levels | ||
|---|---|---|---|---|
| Low (−1) | Mid (0) | High (1) | ||
| Grain flour (g) | A | 5 | 20 | 35 |
| Particle size (mm) | B | 0.2 | 0.65 | 1.1 |
| Experimental runs | Coded | Uncoded | ||
| A | B | A | B | |
| 1 | 1 | 0 | 35 | 0.65 |
| 2 | 0 | 1 | 20 | 1.1 |
| 3 | 0 | 0 | 20 | 0.65 |
| 4 | 0 | −1 | 20 | 0.2 |
| 5 | 0 | 0 | 20 | 0.65 |
| 6 | 0 | 0 | 20 | 0.65 |
| 7 | −1 | 0 | 5 | 0.65 |
| 8 | 1 | −1 | 35 | 0.2 |
| 9 | −1 | 1 | 5 | 1.1 |
| 10 | 0 | 0 | 20 | 0.65 |
| 11 | 0 | 0 | 20 | 0.65 |
| 12 | 1 | 1 | 35 | 1.1 |
| 13 | −1 | −1 | 5 | 0.2 |
| 14 | 0 | 0 | 20 | 0.65 |
| Sample ID | Amount of Grain (g) | Size of Grain | AYexp (LA/Tonne DW) | AYcal (LA/Tonne DW) | MPE (%) | Average MPE |
|---|---|---|---|---|---|---|
| RE1 | 10 | 0.2 | 149.15 | 149.75 | −0.40 | |
| RE2 | 20 | 0.2 | 262.5 | 274.73 | −4.45 | |
| RE3 | 30 | 0.2 | 364.67 | 365.55 | −0.24 | −1.69 |
| RE4 | 10 | 0.65 | 106.46 | 108.55 | −1.92 | |
| RE5 | 20 | 0.65 | 192.15 | 211.79 | −9.27 | −5.56 |
| RE6 | 10 | 1.1 | 95.95 | 109.92 | −12.70 | |
| RE7 | 20 | 1.1 | 203.03 | 238.74 | −14.95 | −13.83 |
| Source | DF | F-Value | p-Value | VIF |
|---|---|---|---|---|
| Model | 10 | 40.86 | 0.00 | |
| Blocks | 5 | 3.26 | 0.02 | |
| Linear | 2 | 181.89 | 0.00 | |
| Amount of Grain (g) | 1 | 329.53 | 0.00 | 1 |
| Grain Size (mm) | 1 | 34.24 | 0.00 | 1 |
| Square | 2 | 6.9 | 0.00 | |
| Amount of Grain (g)*Amount of Grain (g) | 1 | 13.26 | 0.00 | 1.26 |
| Grain Size (mm)*Grain Size (mm) | 1 | 4.06 | 0.05 | 1.26 |
| 2-Way Interaction | 1 | 13.99 | 0.00 | |
| Amount of Grain (g)*Grain Size (mm) | 1 | 13.99 | 0.00 | 1 |
| Error | 31 | |||
| Lack of Fit | 19 | 1.56 | 0.22 | |
| Pure Error | 12 | |||
| Total | 41 |
| Factor | S | R-sq | R-sq(adj) | PRESS | R-sq(pred) |
|---|---|---|---|---|---|
| Alcohol yield | 0.362451 | 92.95% | 90.67% | 8.06019 | 86.04% |
| Grain Flour (g) | Particle Size (mm) | AY (LA/Tonne) | |
|---|---|---|---|
| 25 | 0.2 | 324.5 ± 8.5 | A |
| 30 | 0.2 | 389.5 ± 5.5 | B |
| 35 | 0.2 | 398.25 ± 6.4 | B |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morris, S.; Byrne, J.L.; Murphy, B.; Whelan, S.J.; Carroll, J.P.; Ryan, D. Response Surface Methods to Optimise Milling Parameters for Spirit Alcohol Production from Irish Wheat Grain. Foods 2022, 11, 1163. https://doi.org/10.3390/foods11081163
Morris S, Byrne JL, Murphy B, Whelan SJ, Carroll JP, Ryan D. Response Surface Methods to Optimise Milling Parameters for Spirit Alcohol Production from Irish Wheat Grain. Foods. 2022; 11(8):1163. https://doi.org/10.3390/foods11081163
Chicago/Turabian StyleMorris, Sinead, John L. Byrne, Ben Murphy, Stephen J. Whelan, John P. Carroll, and David Ryan. 2022. "Response Surface Methods to Optimise Milling Parameters for Spirit Alcohol Production from Irish Wheat Grain" Foods 11, no. 8: 1163. https://doi.org/10.3390/foods11081163