
Soybean-Oil-Body-Substituted Low-Fat Ice Cream with Different Homogenization Pressure, Pasteurization Condition, and Process Sequence: Physicochemical Properties, Texture, and Storage Stability

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Extraction of SOB
2.3. Preparation of SOB Ice Cream
2.4. Rheological Properties
2.5. Particle Size
2.6. Overrun of Ice Cream
2.7. Melting Properties
2.8. Texture
2.9. Sensory Evaluation
2.10. Physicochemical Properties of SOB Ice Cream during Frozen Storage
2.11. Color Properties of SOB Ice Cream during Frozen Storage
2.12. Microstructure of SOB Ice Cream during Frozen Storage
2.13. Statistical Analysis
3. Results
3.1. Steady Shear Rheological Properties
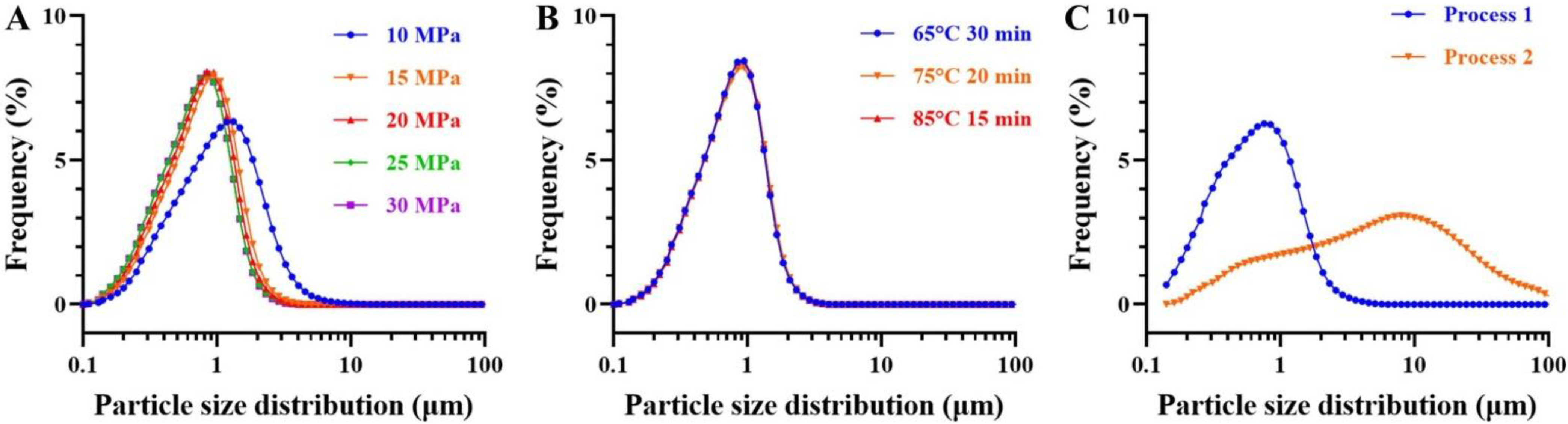
3.2. Particle Size
3.3. Overrun
3.4. Melting Properties
3.5. Texture
3.6. Sensory Properties
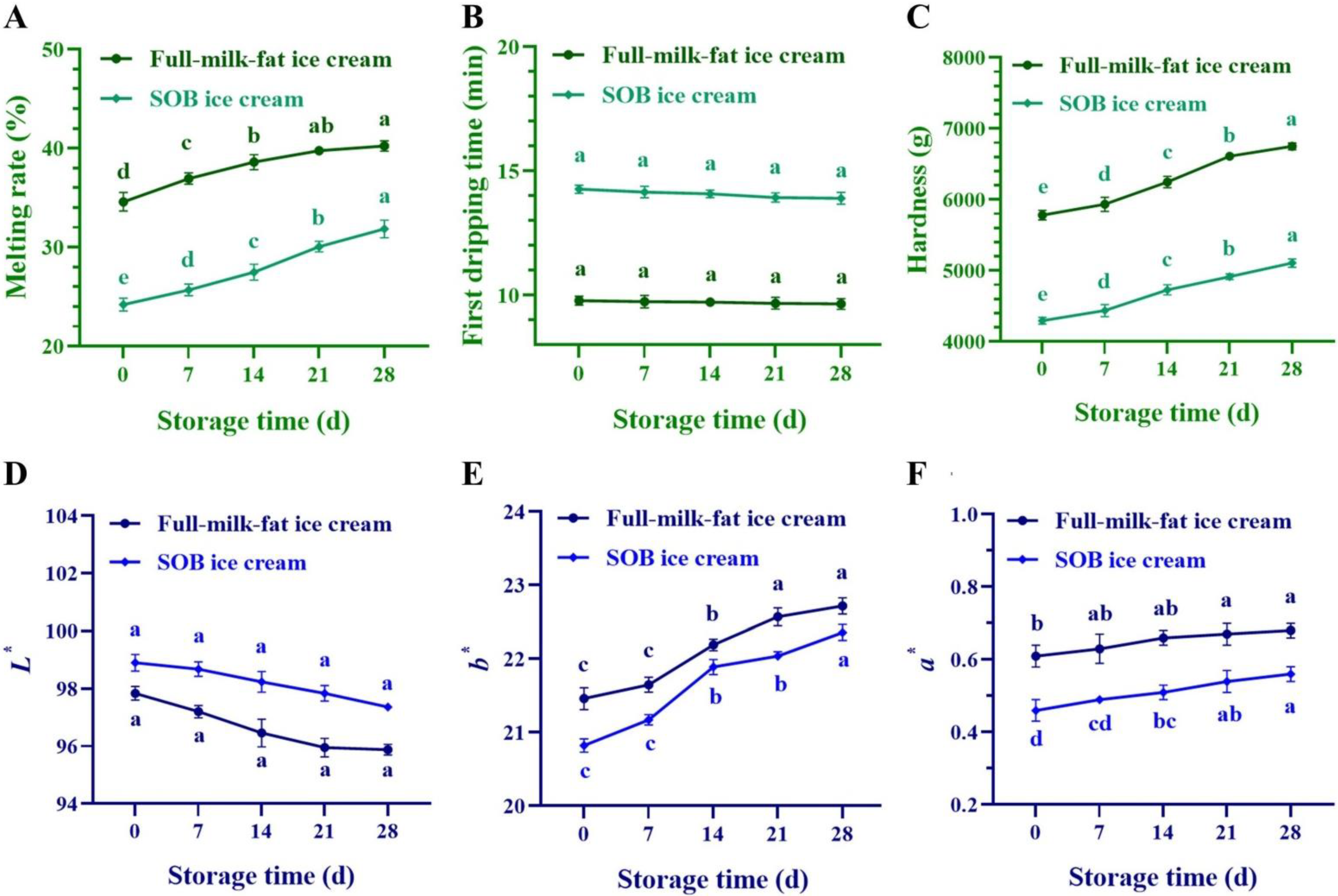
3.7. Melting Properties of SOB Ice Cream during Storage
3.8. Hardness of SOB Ice Cream during Storage
3.9. Color Properties of SOB Ice Cream during Storage
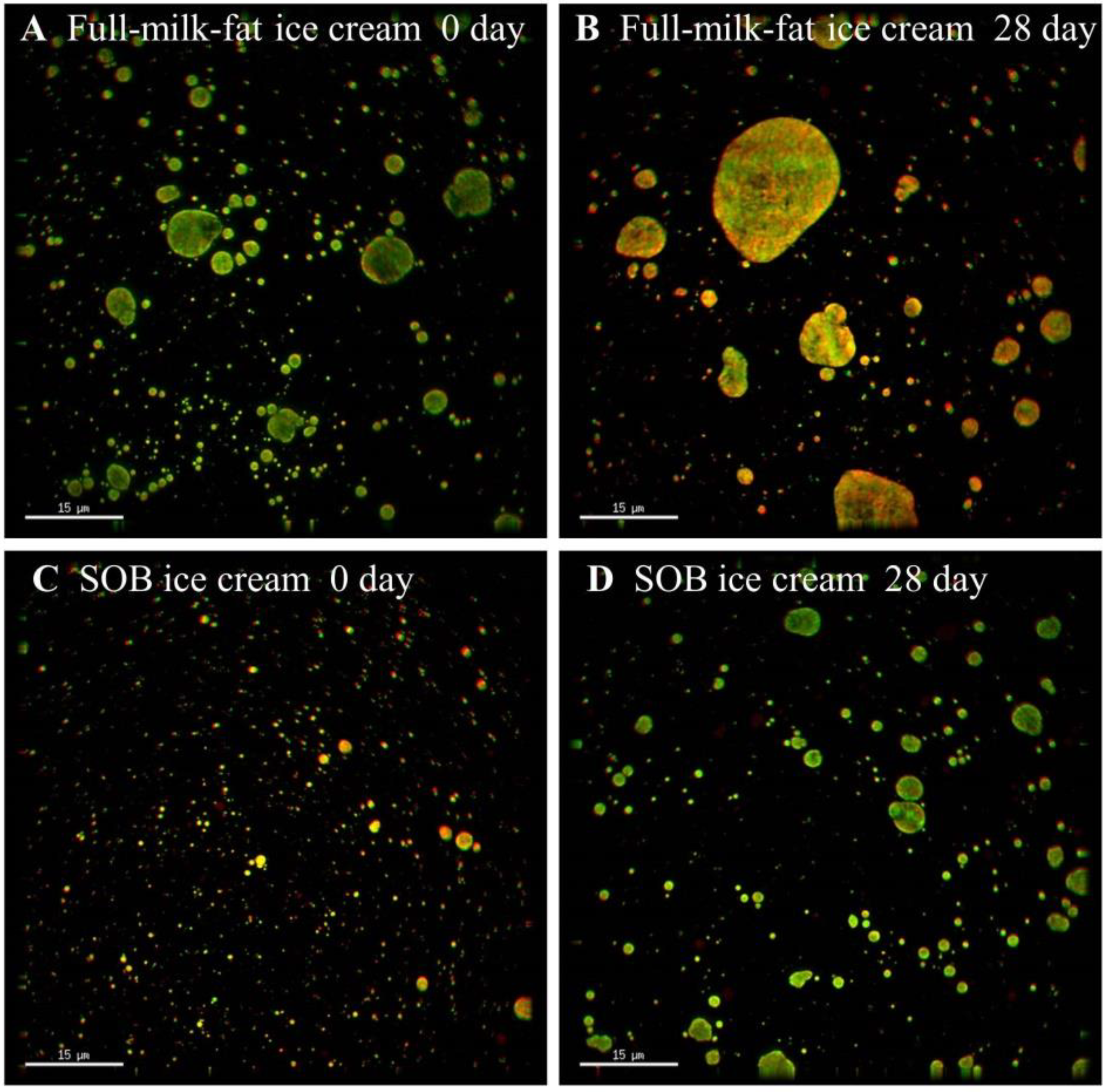
3.10. Microstructure of SOB Ice Cream during Storage
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Akbari, M.; Eskandari, M.H.; Davoudi, Z. Application and functions of fat replacers in low-fat ice cream: A review. Trends Food Sci. Technol. 2019, 86, 34–40. [Google Scholar] [CrossRef]
- Goff, H.D. Formation and stabilisation of structure in ice-cream and related products. Curr. Opin. Colloid Interface Sci. 2002, 7, 432–437. [Google Scholar] [CrossRef]
- Liu, Z.; Zhou, X.; Wang, W.; Gu, L.; Hu, C.; Sun, H.; Xu, C.; Hou, J.; Jiang, Z. Lactobacillus paracasei 24 Attenuates Lipid Accumulation in High-Fat Diet-Induced Obese Mice by Regulating the Gut Microbiota. J. Agric. Food Chem. 2022, 70, 4631–4643. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Zhao, J.; Sun, R.; Wang, M.; Wang, K.; Li, Y.; Shang, H.; Hou, J.; Jiang, Z. Lactobacillus plantarum 23-1 improves intestinal inflammation and barrier function through the TLR4/NF-κB signaling pathway in obese mice. Food Funct. 2022, 13, 5971–5986. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Liu, F.; Xu, C.; Liu, Z.; Ma, J.; Gu, L.; Jiang, Z.; Hou, J. Lactobacillus plantarum 69-2 combined with galacto-oligosaccharides alleviates d-galactose-induced aging by regulating the AMPK/SIRT1 signaling pathway and gut microbiota in mice. J. Agric. Food Chem. 2021, 69, 2745–2757. [Google Scholar] [CrossRef]
- Singh, H. Symposium review: Fat globules in milk and their structural modifications during gastrointestinal digestion. J. Dairy Sci. 2019, 102, 2749–2759. [Google Scholar] [CrossRef]
- Xu, C.; Fu, Y.; Liu, F.; Liu, Z.; Ma, J.; Jiang, R.; Song, C.; Jiang, Z.; Hou, J. Purification and antimicrobial mechanism of a novel bacteriocin produced by Lactobacillus rhamnosus 1.0320. LWT 2021, 137, 110338. [Google Scholar] [CrossRef]
- Nikiforidis, C.V.; Matsakidou, A.; Kiosseoglou, V. Composition, properties and potential food applications of natural emulsions and cream materials based on oil bodies. RSC Adv. 2014, 4, 25067–25078. [Google Scholar] [CrossRef]
- Wang, W.; Cui, C.; Wang, Q.; Sun, C.; Jiang, L.; Hou, J. Effect of pH on physicochemical properties of oil bodies from different oil crops. J. Food Sci. Technol. 2019, 56, 49–58. [Google Scholar] [CrossRef]
- Wang, W.; Wang, M.; Xu, C.; Liu, Z.; Gu, L.; Ma, J.; Jiang, L.; Jiang, Z.; Hou, J. Effects of soybean oil body as a milk fat substitute on ice cream: Physicochemical, sensory and digestive properties. Foods 2022, 11, 1504. [Google Scholar] [CrossRef]
- Boulard, C.; Bardet, M.; Chardot, T.; Dubreucq, B.; Gromova, M.; Guillermo, A.; Miquel, M.; Nesi, N.; Yen-Nicolaÿ, S.; Jolivet, P. The structural organization of seed oil bodies could explain the contrasted oil extractability observed in two rapeseed genotypes. Planta 2015, 242, 53–68. [Google Scholar] [CrossRef]
- Voronin, G.L.; Roberts, R.; Felix, T.L.; Coupland, J.N.; Harte, F.M. Effect of high-pressure-jet processing on the physiochemical properties of low-fat ice cream mix. J. Dairy Sci. 2020, 103, 6003–6014. [Google Scholar] [CrossRef]
- Innocente, N.; Biasutti, M.; Venir, E.; Spaziani, M.; Marchesini, G. Effect of high-pressure homogenization on droplet size distribution and rheological properties of ice cream mixes. J. Dairy Sci. 2009, 92, 1864–1875. [Google Scholar] [CrossRef]
- Lianou, A.; Moschonas, G.; Nychas, G.-J.E.; Panagou, E.Z. Growth of Listeria monocytogenes in pasteurized vanilla cream pudding as affected by storage temperature and the presence of cinnamon extract. Food Res. Int. 2018, 106, 1114–1122. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, L.; Wu, Y.; Zhou, P. Changes in milk fat globule membrane proteome after pasteurization in human, bovine and caprine species. Food Chem. 2019, 279, 209–215. [Google Scholar] [CrossRef]
- Zhou, X.; Zhao, J.; Zhao, X.; Sun, R.; Sun, C.; Hou, D.; Zhang, X.; Jiang, L.; Hou, J.; Jiang, Z. Oil bodies extracted from high-oil soybeans (Glycine max) exhibited higher oxidative and physical stability than oil bodies from high-protein soybeans. Food Funct. 2022, 13, 3271–3282. [Google Scholar] [CrossRef]
- Jiang, Z.; Mu, S.; Ma, C.; Liu, Y.; Ma, Y.; Zhang, M.; Li, H.; Liu, X.; Hou, J.; Tian, B. Consequences of ball milling combined with high-pressure homogenization on structure, physicochemical and rheological properties of citrus fiber. Food Hydrocoll. 2022, 127, 107515. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, K.; Zhao, J.; Sun, R.; Shang, H.; Sun, C.; Liu, L.; Hou, J.; Jiang, Z. Physical and oxidative stability of astaxanthin microcapsules prepared with liposomes. J. Sci. Food Agric. 2022, 102, 4909–4917. [Google Scholar] [CrossRef]
- Li, J.; Fu, J.; Ma, Y.; He, Y.; Fu, R.; Qayum, A.; Jiang, Z.; Wang, L. Low temperature extrusion promotes transglutaminase cross-linking of whey protein isolate and enhances its emulsifying properties and water holding capacity. Food Hydrocoll. 2022, 125, 107410. [Google Scholar] [CrossRef]
- Kurt, A.; Atalar, I. Effects of quince seed on the rheological, structural and sensory characteristics of ice cream. Food Hydrocoll. 2018, 82, 186–195. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, X.; Hao, W.; Xie, Y.; Chen, L.; Li, Z.; Zhu, B.; Feng, X. Nano-bacterial cellulose/soy protein isolate complex gel as fat substitutes in ice cream model. Carbohydr. Polym. 2018, 198, 620–630. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Hu, C.; Sun, H.; Zhao, J.; Xu, C.; Ma, Y.; Ma, J.; Jiang, L.; Hou, J. Physicochemical Properties, Stability and Texture of Soybean-Oil-Body-Substituted Low-Fat Mayonnaise: Effects of Thickeners and Storage Temperatures. Foods 2022, 11, 2201. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Liu, Y.; Zhao, J.; Yu, R.; Altaf Hussain, M.; Qayum, A.; Jiang, Z.; Qu, B. Glycosylated whey protein isolate enhances digestion behaviors and stabilities of conjugated linoleic acid oil in water emulsions. Food Chem. 2022, 383, 132402. [Google Scholar] [CrossRef] [PubMed]
- Pintor, A.; Escalona-Buendía, H.B.; Totosaus, A. Effect of inulin on melting and textural properties of low-fat and sugar-reduced ice cream: Optimization via a response surface methodology. Int. Food Res. J. 2017, 24, 1728–1734. [Google Scholar]
- Amiri Samani, S.; Naji, M.H. Effect of homogenizer pressure and temperature on physicochemical, oxidative stability, viscosity, droplet size, and sensory properties of Sesame vegetable cream. Food Sci. Nutr. 2019, 7, 899–906. [Google Scholar] [CrossRef]
- Li, Y.; Joyner, H.S.; Carter, B.G.; Drake, M.A. Effects of fat content, pasteurization method, homogenization pressure, and storage time on the mechanical and sensory properties of bovine milk. J. Dairy Sci. 2018, 101, 2941–2955. [Google Scholar] [CrossRef]
- Li, J.; Liu, Y.; Li, T.; Gantumur, M.-A.; Qayum, A.; Bilawal, A.; Jiang, Z.; Wang, L. Non-covalent interaction and digestive characteristics between α-lactalbumin and safflower yellow: Impacts of microwave heating temperature. LWT 2022, 159, 113206. [Google Scholar] [CrossRef]
- Donato, L.; Guyomarc’h, F. Formation and properties of the whey protein/kappa-casein complexes in heated skim milk-A review. Dairy Sci. Technol. 2009, 89, 3–29. [Google Scholar] [CrossRef]
- Innocente, N.; Comparin, D.; Corradini, C. Proteose-peptone whey fraction as emulsifier in ice-cream preparation. Int. Dairy J. 2002, 12, 69–74. [Google Scholar] [CrossRef]
- Mostafavi, F.S.; Tehrani, M.M.; Mohebbi, M. Rheological and sensory properties of fat reduced vanilla ice creams containing milk protein concentrate (MPC). J. Food Meas. Charact. 2017, 11, 567–575. [Google Scholar] [CrossRef]
- Floury, J.; Desrumaux, A.; Lardières, J. Effect of high-pressure homogenization on droplet size distributions and rheological properties of model oil-in-water emulsions. Innov. Food Sci. Emerg. Technol. 2000, 1, 127–134. [Google Scholar] [CrossRef]
- Mohammed, N.K.; Muhialdin, B.J.; Meor Hussin, A.S. Characterization of nanoemulsion of Nigella sativa oil and its application in ice cream. Food Sci. Nutr. 2020, 8, 2608–2618. [Google Scholar] [CrossRef]
- Sun, C.; Wu, T.; Liu, R.; Liang, B.; Tian, Z.; Zhang, E.; Zhang, M. Effects of superfine grinding and microparticulation on the surface hydrophobicity of whey protein concentrate and its relation to emulsions stability. Food Hydrocoll. 2015, 51, 512–518. [Google Scholar] [CrossRef]
- Aboulfazli, F.; Baba, A.S.; Misran, M. Effects of fermentation by Bifidobacterium bifidum on the rheology and physical properties of ice cream mixes made with cow and vegetable milks. Int. J. Food Sci. Technol. 2015, 50, 942–949. [Google Scholar] [CrossRef]
- Wang, X.; Chen, J. Food oral processing: Recent developments and challenges. Cur. Opin. Colloid Interface Sci. 2017, 28, 22–30. [Google Scholar] [CrossRef]
- Muzammil, H.S.; Rasco, B.; Sablani, S. Effect of inulin and glycerol supplementation on physicochemical properties of probiotic frozen yogurt. Food Nutr. Res. 2017, 61, 1290314. [Google Scholar] [CrossRef] [PubMed]
- Warren, M.M.; Hartel, R.W. Effects of Emulsifier, Overrun and Dasher Speed on Ice Cream Microstructure and Melting Properties. J. Food Sci. 2018, 83, 639–647. [Google Scholar] [CrossRef]
- Soukoulis, C.; Chandrinos, I.; Tzia, C. Study of the functionality of selected hydrocolloids and their blends with κ-carrageenan on storage quality of vanilla ice cream. LWT 2008, 41, 1816–1827. [Google Scholar] [CrossRef]
- Biasutti, M.; Venir, E.; Marino, M.; Maifreni, M.; Innocente, N. Effects of high pressure homogenisation of ice cream mix on the physical and structural properties of ice cream. Int. Dairy J. 2013, 32, 40–45. [Google Scholar] [CrossRef]
- Sert, D.; Mercan, E. High-pressure homogenisation of sheep milk ice cream mix: Physicochemical and microbiological characterisation. LWT 2021, 151, 112148. [Google Scholar] [CrossRef]
- Yan, L.; Yu, D.; Liu, R.; Jia, Y.; Zhang, M.; Wu, T.; Sui, W. Microstructure and meltdown properties of low-fat ice cream: Effects of microparticulated soy protein hydrolysate/xanthan gum (MSPH/XG) ratio and freezing time. J. Food Eng. 2021, 291, 110291. [Google Scholar] [CrossRef]
- Kalicka, D.; Znamirowska, A.; Pawlos, M.; Buniowska, M.; Szajnar, K. Physical and sensory characteristics and probiotic survival in ice cream sweetened with various polyols. Int. J. Dairy Technol. 2019, 72, 456–465. [Google Scholar] [CrossRef]
- Javidi, F.; Razavi, S.M.A.; Behrouzian, F.; Alghooneh, A. The influence of basil seed gum, guar gum and their blend on the rheological, physical and sensory properties of low fat ice cream. Food Hydrocoll. 2016, 52, 625–633. [Google Scholar] [CrossRef]
- Chen, W.; Liang, G.; Li, X.; He, Z.; Zeng, M.; Gao, D.; Qin, F.; Goff, H.D.; Chen, J. Effects of soy proteins and hydrolysates on fat globule coalescence and meltdown properties of ice cream. Food Hydrocoll. 2019, 94, 279–286. [Google Scholar] [CrossRef]
- Lomolino, G.; Zannoni, S.; Zabara, A.; Da Lio, M.; De Iseppi, A. Ice recrystallisation and melting in ice cream with different proteins levels and subjected to thermal fluctuation. Int. Dairy J. 2020, 100, 104557. [Google Scholar] [CrossRef]
- Sofjan, R.P.; Hartel, R.W. Effects of overrun on structural and physical characteristics of ice cream. Int. Dairy J. 2004, 14, 255–262. [Google Scholar] [CrossRef]
- Pon, S.Y.; Lee, W.J.; Chong, G.h. Textural and rheological properties of stevia ice cream. Int. Food Res. J. 2015, 22, 1544–1549. [Google Scholar]
- Akbari, M.; Eskandari, M.H.; Niakosari, M.; Bedeltavana, A. The effect of inulin on the physicochemical properties and sensory attributes of low-fat ice cream. Int. Dairy J. 2016, 57, 52–55. [Google Scholar] [CrossRef]
- Wee, M.S.M.; Goh, A.T.; Stieger, M.; Forde, C.G. Correlation of instrumental texture properties from textural profile analysis (TPA) with eating behaviours and macronutrient composition for a wide range of solid foods. Food Funct. 2018, 9, 5301–5312. [Google Scholar] [CrossRef]
- Guven, M.; Karaca, O.B.; Kacar, A. The effects of the combined use of stabilizers containing locust bean gum and of the storage time on Kahramanmaraş-type ice creams. Int. J. Dairy Technol. 2003, 56, 223–228. [Google Scholar] [CrossRef]
- Park, S.H.; Jo, Y.-J.; Chun, J.-Y.; Hong, G.-P.; Davaatseren, M.; Choi, M.-J. Effect of Frozen Storage Temperature on the Quality of Premium Ice Cream. Korean J. Food Sci. Anim. Resour. 2015, 35, 793–799. [Google Scholar] [CrossRef] [PubMed]
- Muse, M.R.; Hartel, R.W. Ice Cream Structural Elements that Affect Melting Rate and Hardness. J. Dairy Sci. 2004, 87, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Roy, S.; Hussain, S.A.; Prasad, W.G.; Khetra, Y. Effect of emulsifier blend on quality attributes and storage of high protein buffalo milk ice cream. LWT 2021, 150, 111903. [Google Scholar] [CrossRef]
- Huppertz, T.; Kelly, A. Physical Chemistry of Milk Fat Globules. In Advanced Dairy Chemistry, 3rd ed.; Fox, P., McSweeney, P., Eds.; Springer: New York, NY, USA, 2006; Volume 2, pp. 173–212. [Google Scholar]
- Zaaboul, F.; Zhao, Q.; Xu, Y.; Liu, Y. Soybean oil bodies: A review on composition, properties, food applications, and future research aspects. Food Hydrocoll. 2022, 124, 107296. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Levels | K (Pa·sn) | n | R2 |
|---|---|---|---|---|
| Homogeneous pressure (MPa) | 10 | 0.28 ± 0.02 d | 0.61 ± 0.02 a | 0.9357 |
| 15 | 0.32 ± 0.01 c | 0.58 ± 0.01 ab | 0.9471 | |
| 20 | 0.33 ± 0.01 bc | 0.57 ± 0.01 bc | 0.9452 | |
| 25 | 0.38 ± 0.02 a | 0.51 ± 0.02 d | 0.9427 | |
| 30 | 0.35 ± 0.01 b | 0.54 ± 0.02 cd | 0.9475 | |
| Pasteurization conditions | 65 °C, 30 min | 0.30 ± 0.01 c | 0.58 ± 0.02 a | 0.9191 |
| 75 °C, 20 min | 0.33 ± 0.02 b | 0.55 ± 0.01 b | 0.9096 | |
| 85 °C, 15 min | 0.47 ± 0.01 a | 0.49 ± 0.03 c | 0.9372 | |
| Process sequence | Process 1 | 0.32 ± 0.01 a | 0.58 ± 0.01 c | 0.9344 |
| Process 2 | 0.20 ± 0.02 c | 0.66 ± 0.02 a | 0.9207 |
| Factors | Levels | D50 (µm) | D[4,3] (µm) | D[3,2] (µm) | PDI |
|---|---|---|---|---|---|
| Homogeneous pressure (MPa) | 10 | 1.03 ± 0.02 a | 1.16 ± 0.02 a | 0.77 ± 0.01 a | 0.86 ± 0.02 a |
| 15 | 0.80 ± 0.01 b | 0.97 ± 0.01 b | 0.60 ± 0.01 b | 0.61 ± 0.01 b | |
| 20 | 0.78 ± 0.03 c | 0.85 ± 0.03 c | 0.61 ± 0.02 b | 0.57 ± 0.00 c | |
| 25 | 0.73 ± 0.01 d | 0.80 ± 0.01 d | 0.57 ± 0.00 c | 0.55 ± 0.01 d | |
| 30 | 0.73 ± 0.02 d | 0.82 ± 0.02 cd | 0.57 ± 0.01 c | 0.56 ± 0.01 cd | |
| Pasteurization conditions | 65 °C, 30 min | 0.81 ± 0.02 a | 0.87 ± 0.02 a | 0.64 ± 0.01 a | 0.60 ± 0.01 a |
| 75 °C, 20 min | 0.80 ± 0.01 a | 0.87 ± 0.01 a | 0.64 ± 0.00 a | 0.61 ± 0.01 a | |
| 85 °C, 15 min | 0.81 ± 0.02 a | 0.88 ± 0.02 a | 0.65 ± 0.02 a | 0.61 ± 0.01 a | |
| Process sequence | Process 1 | 0.68 ± 0.01 c | 0.79 ± 0.01 c | 0.56 ± 0.01 c | 0.61 ± 0.01 c |
| Process 2 | 4.08 ± 0.43 a | 8.64 ± 0.51 a | 1.38 ± 0.08 a | 1.59 ± 0.03 a |
| Factors | Levels | Hardness (g) | Adhesiveness (g·s) | Springiness | Chewiness |
|---|---|---|---|---|---|
| Homogeneous pressure (MPa) | 10 | 4729.48 ± 88.62 a | 281.08 ± 7.04 e | 0.79 ± 0.00 b | 279.94 ± 8.33 e |
| 15 | 4490.53 ± 96.28 b | 310.21 ± 6.72 d | 0.81 ± 0.01 a | 346.46 ± 6.96 d | |
| 20 | 4266.15 ± 54.03 c | 329.00 ± 5.94 c | 0.82 ± 0.00 a | 381.28 ± 3.76 c | |
| 25 | 4184.76 ± 81.65 cd | 450.70 ± 10.70 b | 0.83 ± 0.01 a | 406.99 ± 4.02 b | |
| 30 | 4051.69 ± 62.02 d | 476.97 ± 3.79 a | 0.83 ± 0.02 a | 415.73 ± 2.19 a | |
| Pasteurization conditions | 65 °C, 30 min | 4218.87 ± 45.90 a | 308.33 ± 4.09 c | 0.80 ± 0.01 b | 337.84 ± 5.22 c |
| 75 °C, 20 min | 4041.02 ± 36.83 b | 316.29 ± 6.72 b | 0.82 ± 0.02 b | 346.46 ± 6.96 b | |
| 85 °C, 15 min | 3516.93 ± 75.84 c | 458.75 ± 7.43 a | 0.89 ± 0.02 a | 439.31 ± 9.18 a | |
| Process sequence | Process 1 | 4340.50 ± 92.28 b | 310.21 ± 6.72 a | 0.80 ± 0.01 a | 346.46 ± 6.96 b |
| Process 2 | 6849.85 ± 149.10 a | 289.34 ± 12.17 c | 0.81 ± 0.01 a | 369.20 ± 8.03 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Li, J.; Wang, M.; Gu, L.; Liu, Z.; Xu, C.; Ma, J.; Jiang, L.; Jiang, Z.; Hou, J. Soybean-Oil-Body-Substituted Low-Fat Ice Cream with Different Homogenization Pressure, Pasteurization Condition, and Process Sequence: Physicochemical Properties, Texture, and Storage Stability. Foods 2022, 11, 2560. https://doi.org/10.3390/foods11172560
Wang W, Li J, Wang M, Gu L, Liu Z, Xu C, Ma J, Jiang L, Jiang Z, Hou J. Soybean-Oil-Body-Substituted Low-Fat Ice Cream with Different Homogenization Pressure, Pasteurization Condition, and Process Sequence: Physicochemical Properties, Texture, and Storage Stability. Foods. 2022; 11(17):2560. https://doi.org/10.3390/foods11172560
Chicago/Turabian StyleWang, Wan, Jinzhe Li, Min Wang, Liya Gu, Zhijing Liu, Cong Xu, Jiage Ma, Lianzhou Jiang, Zhanmei Jiang, and Juncai Hou. 2022. "Soybean-Oil-Body-Substituted Low-Fat Ice Cream with Different Homogenization Pressure, Pasteurization Condition, and Process Sequence: Physicochemical Properties, Texture, and Storage Stability" Foods 11, no. 17: 2560. https://doi.org/10.3390/foods11172560