
Characteristics and Quality Analysis of Radio Frequency-Hot Air Combined Segmented Drying of Wolfberry (Lycium barbarum)

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
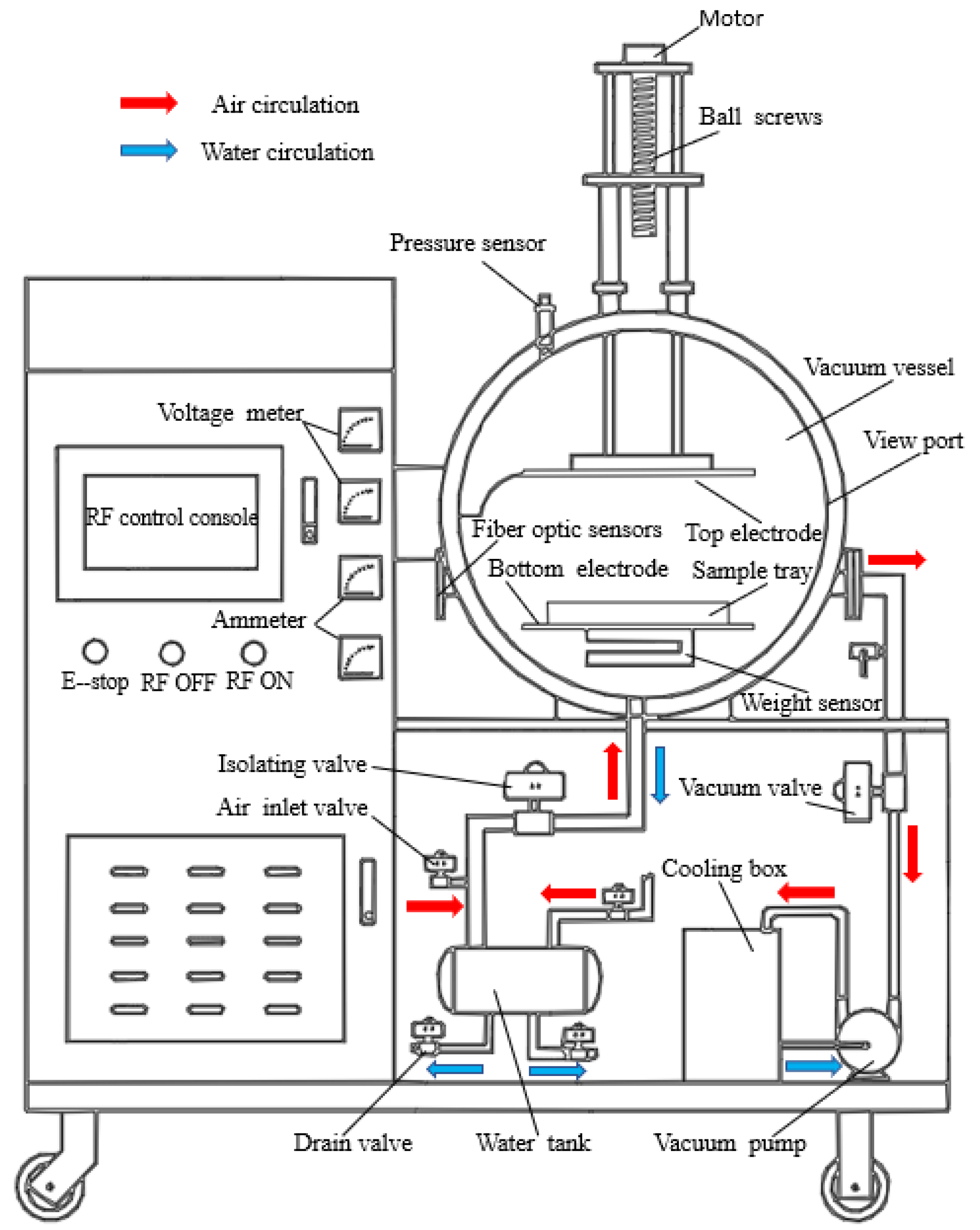
2.2. Instruments and Equipment
2.3. Experimental Methods
2.4. Calculation of Drying Parameters
2.4.1. Determination of Moisture Content
2.4.2. Calculation of Dry Basis Moisture Content
2.4.3. Calculation of Moisture Ratio
2.5. Determination of Quality Indicators
2.5.1. Determination of Color
2.5.2. Determination of Rehydration Rate
2.5.3. Preparation of Extract
2.5.4. Determination of Total Sugar
2.5.5. Determination of Total Phenol Content
2.5.6. Determination of Total Flavonoid Content
2.5.7. Determination of DPPH Radical Scavenging Activity
2.5.8. Determination of VC Content
2.5.9. Determination of Betaine Content
- (1)
- Chromatographic conditions:Phase column: Merck RP-C18 (250 × 4.6 mm, 5 μm); mobile phase: acetonitrile-water (83:17, v/v); flow velocity: 1 mL/min; column temperature: 30 °C; detecting wavelength: 195 nm; injection volume: 1 μL.
- (2)
- Preparation of reference solution:Refined betaine (4 mg) was diluted and dissolved with methanol to prepare a 1 mg/mL reference stock solution. The reference solution of 500 μg/mL was obtained by adding 0.5 mL of methanol to 0.5 mL of reference solution.
- (3)
- Preparation of test samplesThe moisture content was 10 ± 0.5% of the dried wolfberry sample (1.0 g). which was placed in a porcelain mortar with 30 mL of methanol solution and macerated on ice to form a slurry, loaded in the triangular flask, and filtered after an ultrasonic treatment (power: 100 W; frequency: 40 kHz; time: 25 min).Filtrates were centrifuged in 10 mL centrifuge tubes, then supernatants were filtered through a 0.45 μm membrane. The subsequent filtrate was taken as the test sample. The peak area was recorded and the betaine content was calculated according to the external standard method; the calculation equation is as follows [43]:where B is the sample betaine content (%); CR is the concentration of the reference substance (mg/mL); AX is the peak area of the sample; AR is the peak area of the reference substance; D is the dilution multiple of the test sample; V is the volume of the first preparation of the test sample (mL); and m is the injection volume of the test sample (mL).
2.5.10. Microstructure Analysis
2.5.11. Statistical Analysis
3. Results and Discussion
3.1. Analysis of Drying Characteristics
3.1.1. Effect of Plate Spacing on Drying Characteristics
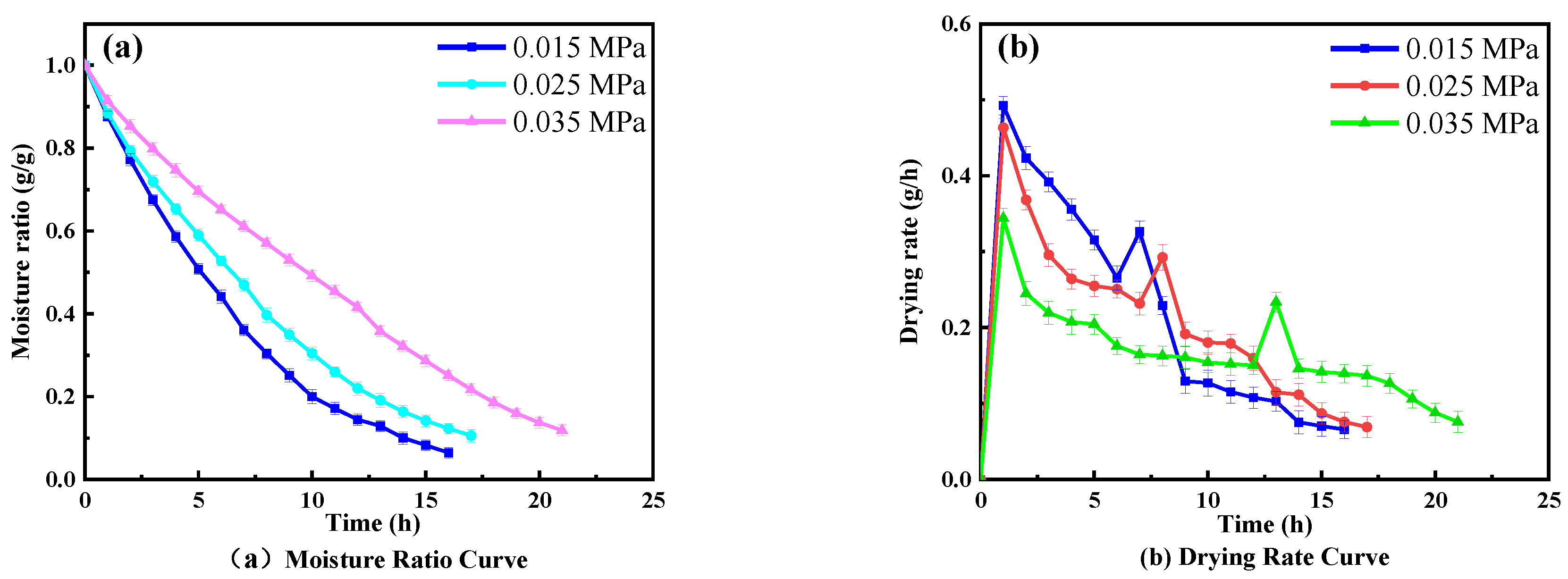
3.1.2. Effect of RF Vacuum on Drying Characteristics
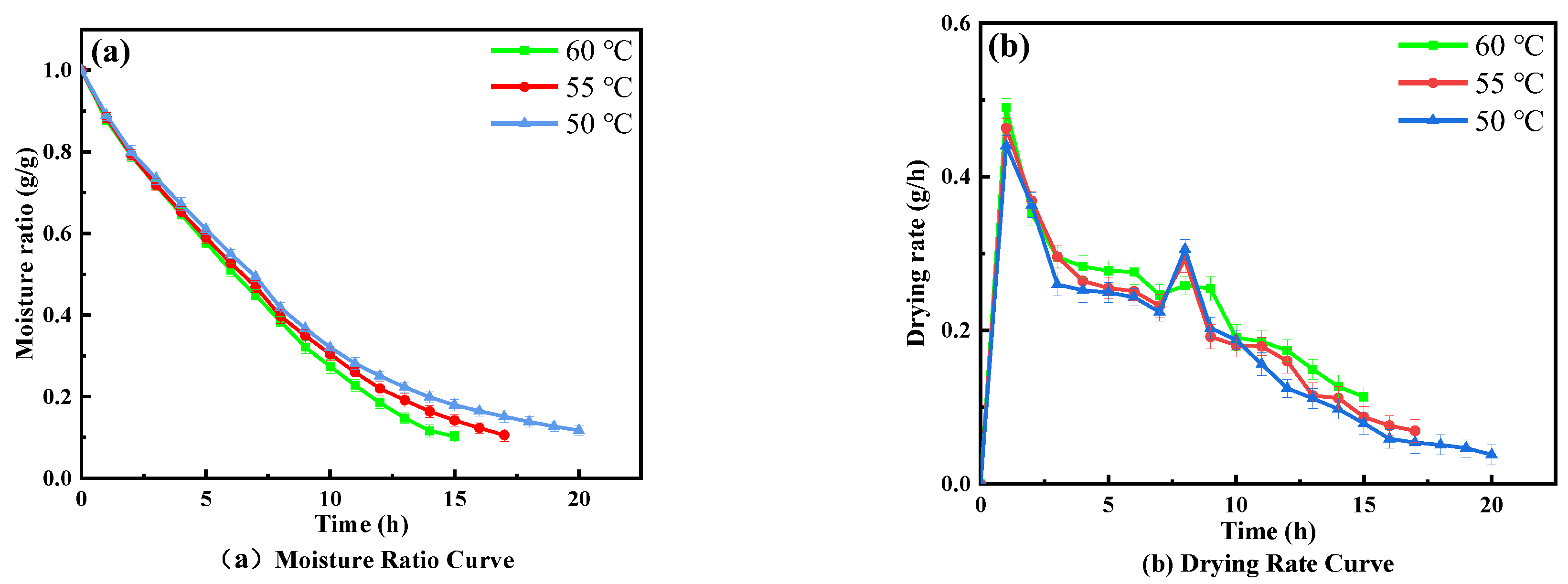
3.1.3. Effect of Hot Air Temperature on Drying Characteristics
3.2. Quality Analysis
3.2.1. Color and Rehydration Rate
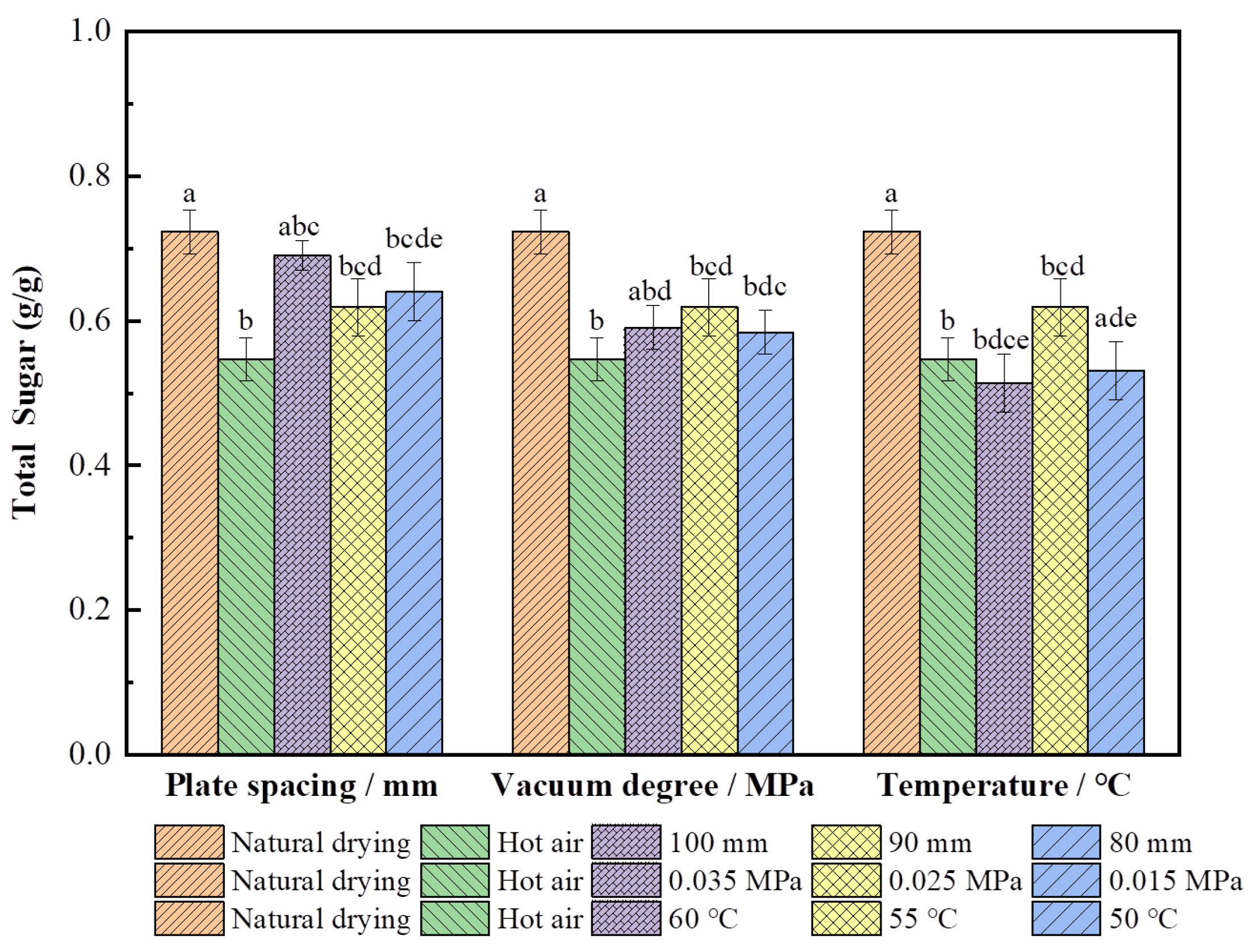
3.2.2. Effect on Total Soluble Sugar
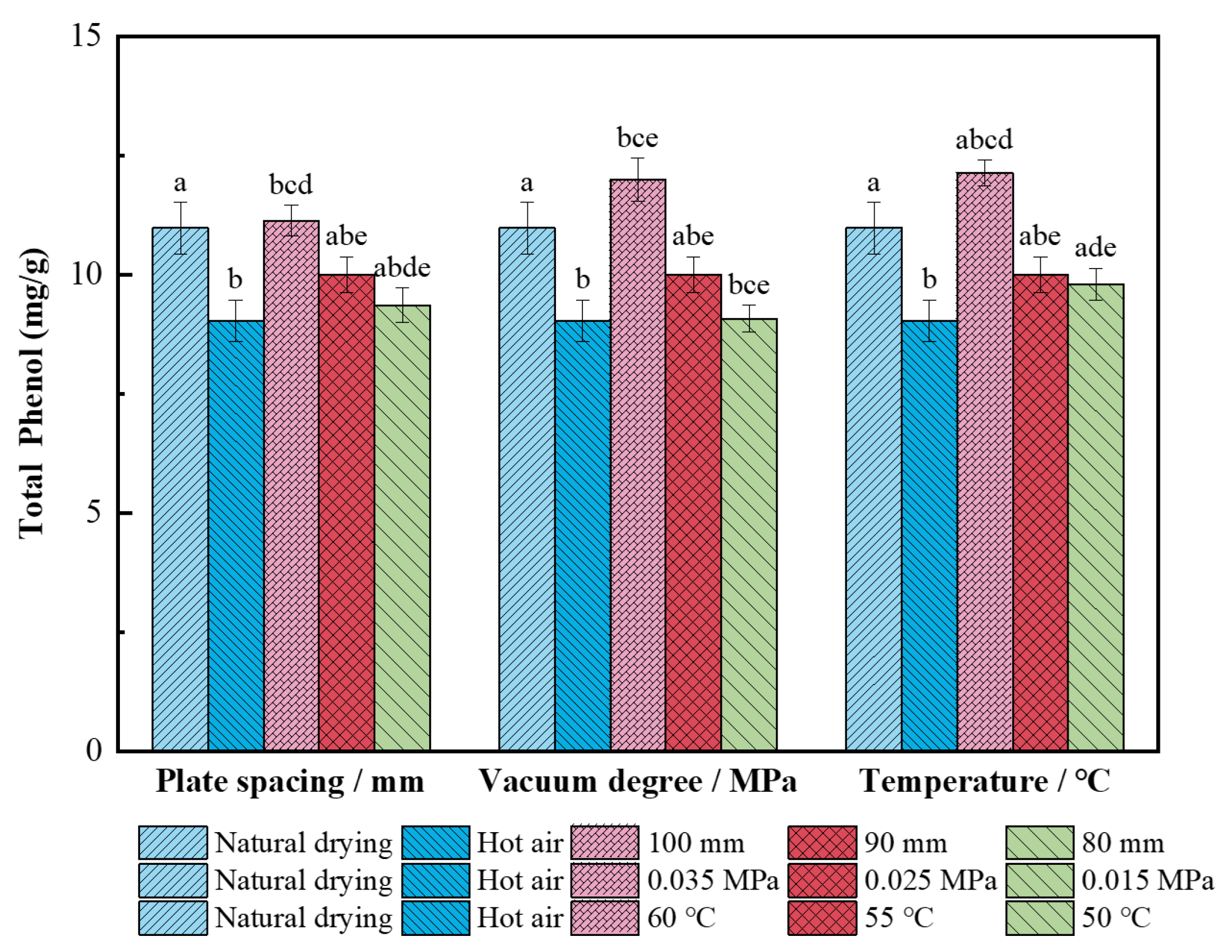
3.2.3. Effect on Total Phenol
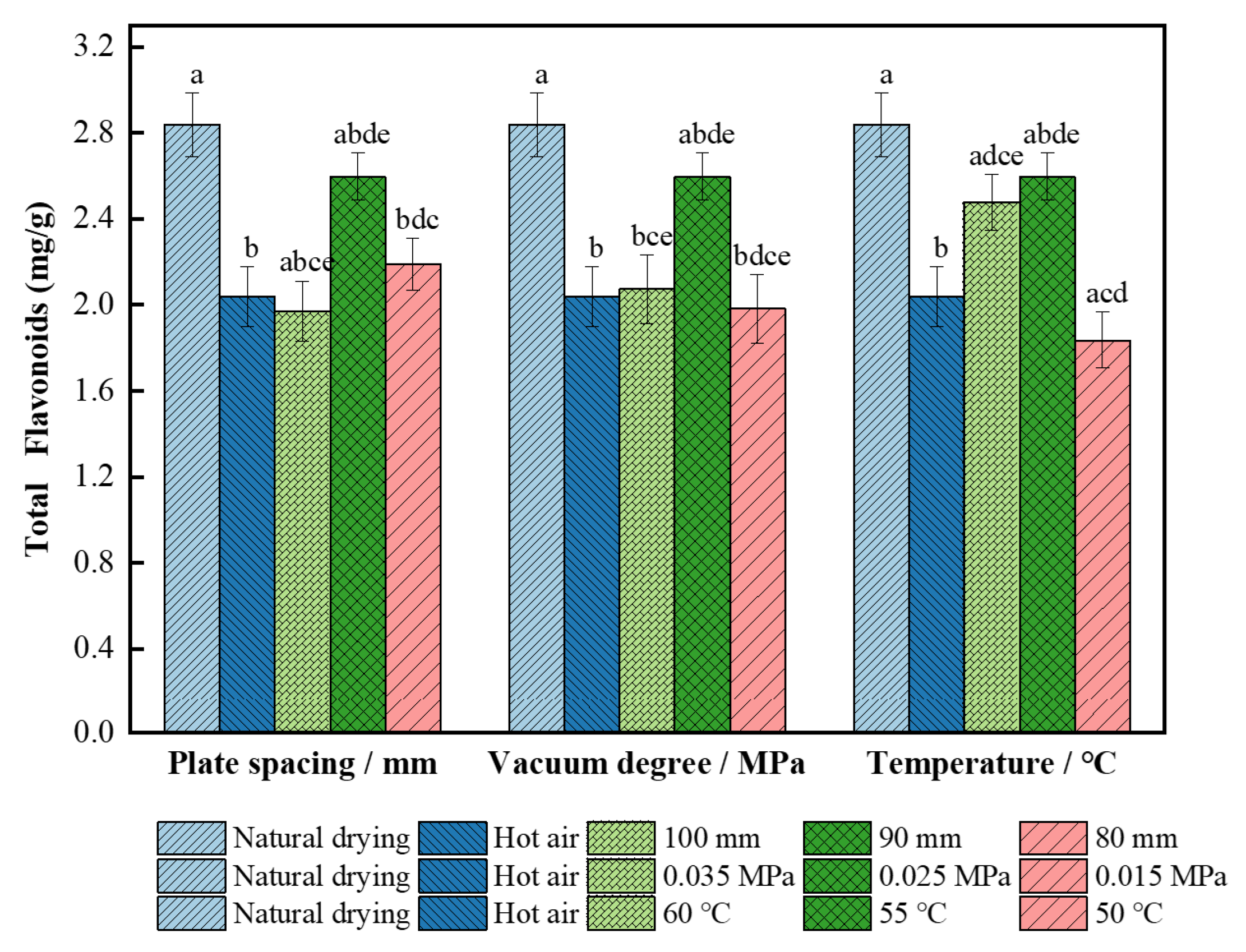
3.2.4. Effect on Total Flavonoids
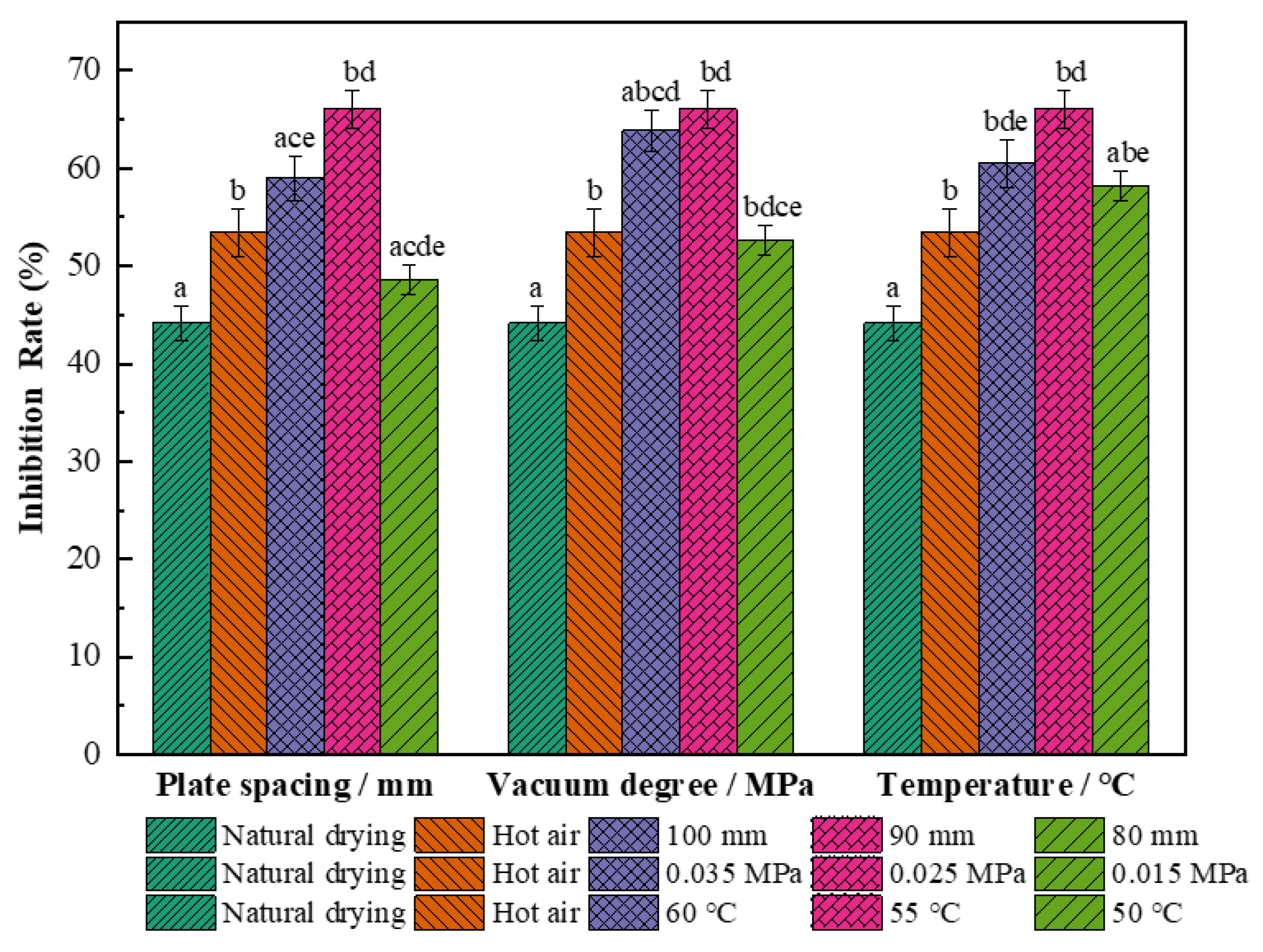
3.2.5. Effect on Antioxidant Activity
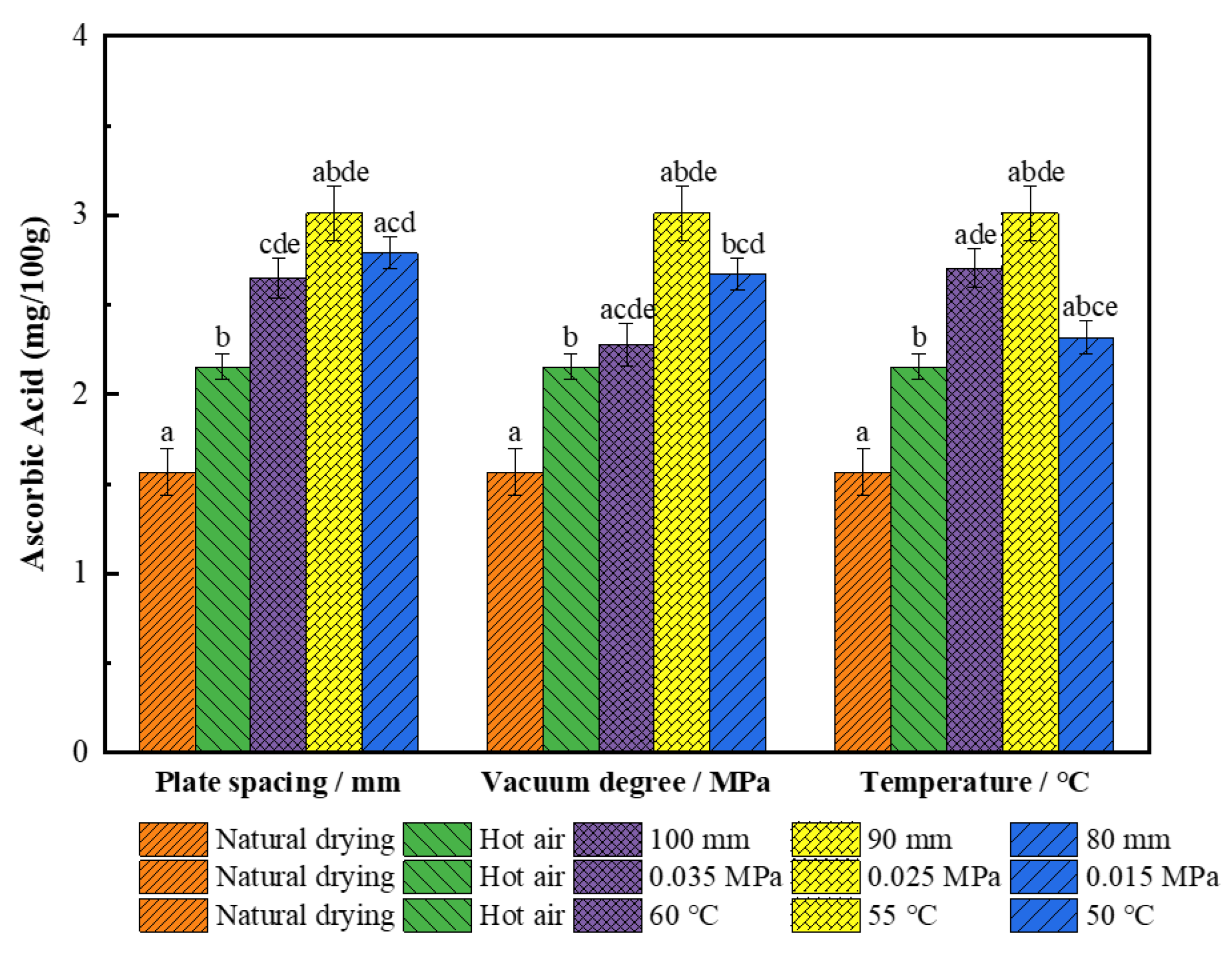
3.2.6. Effect on VC
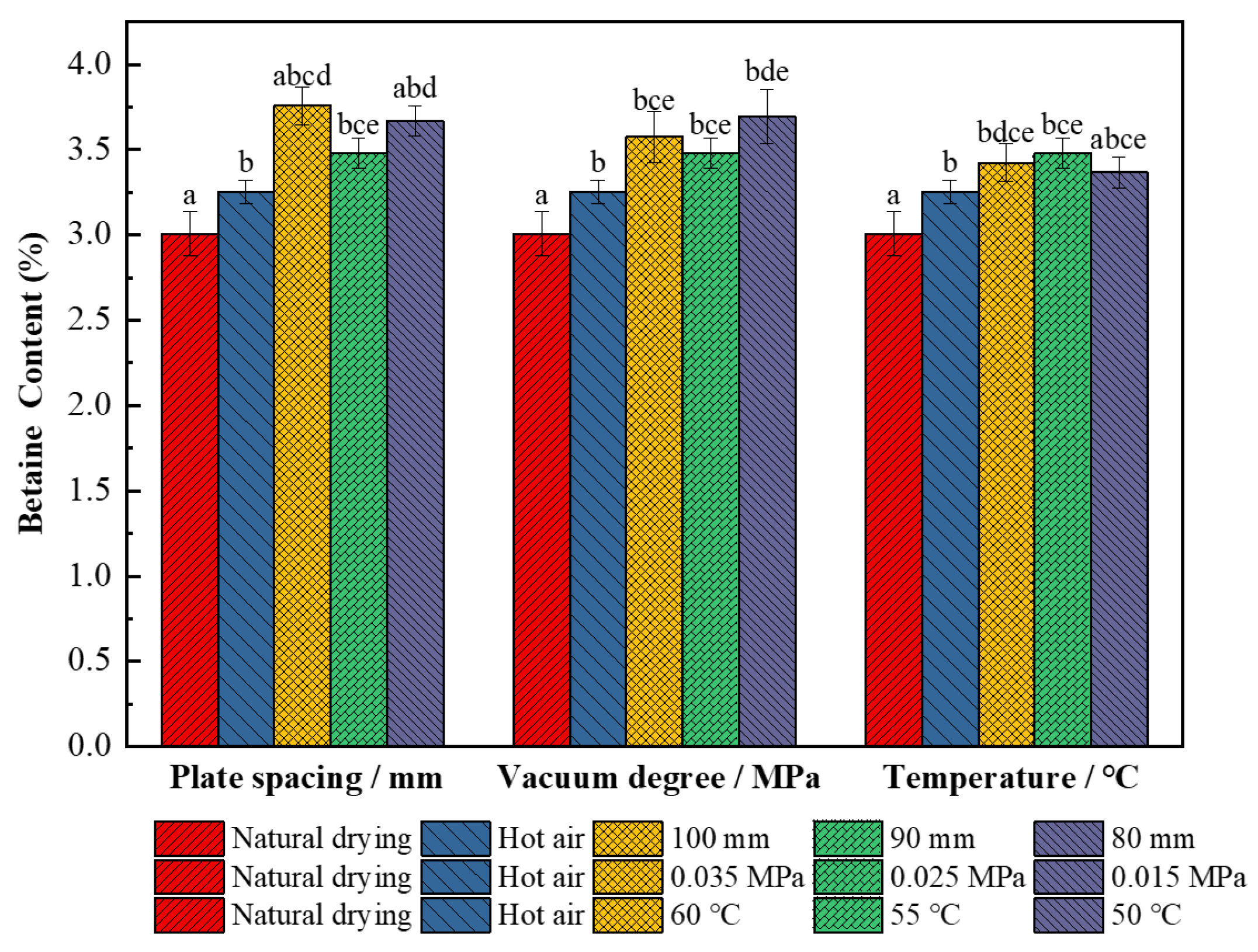
3.2.7. Effect on Betaine
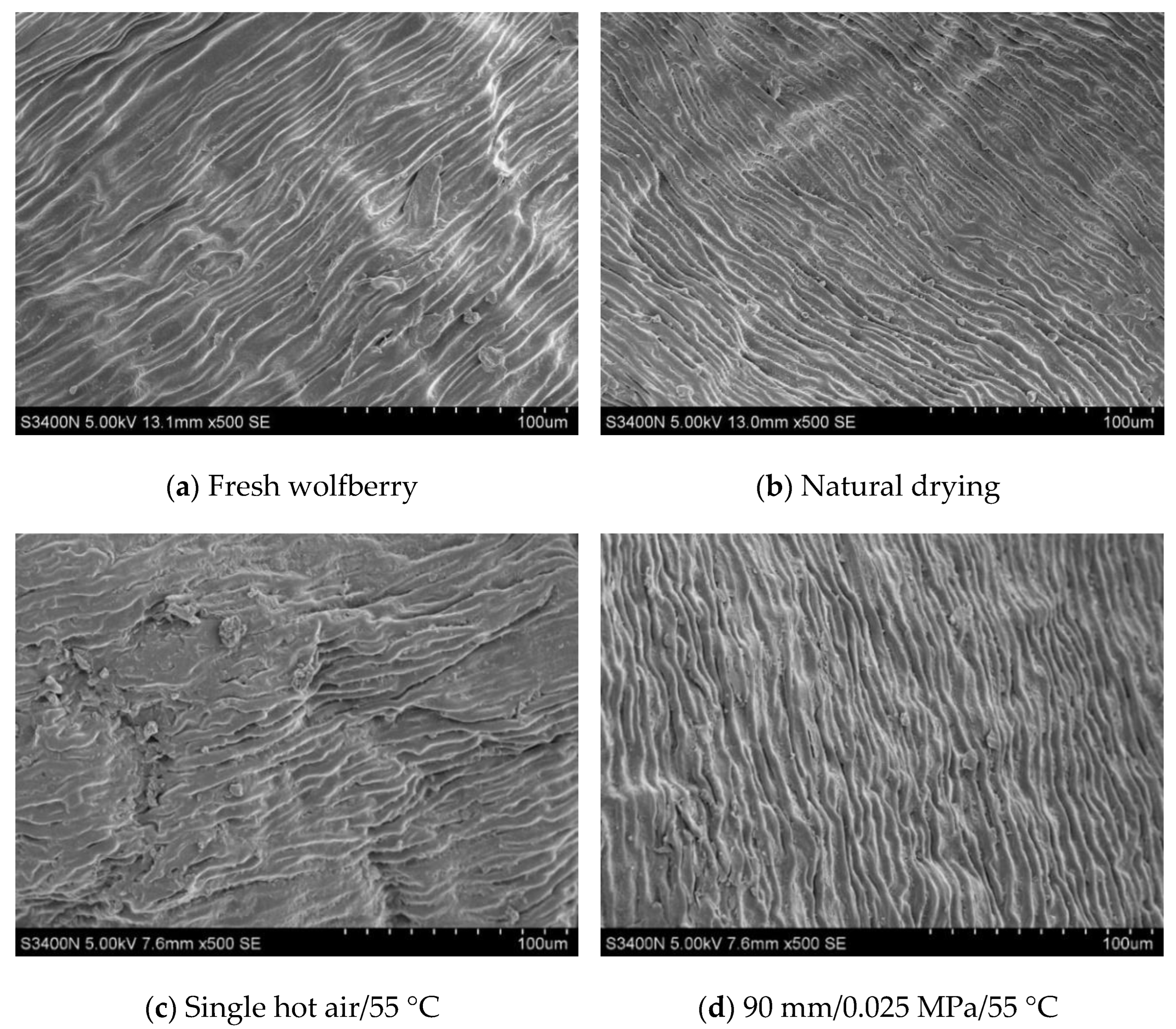
3.2.8. Microstructure Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kafkas, N.E.; Oğuz, H.İ.; Oğuz, İ. Evaluation of fruit characteristics of various organically-grown goji berry (Lycium barbarum L., Lycium chinense Miller) species during ripening stages. J. Food Compos. Anal. 2021, 101, 103846. [Google Scholar]
- Deng, Z.; Yin, J.; Yin, L. Effects of different water and fertilizer treatments on yield and water and fertilizer use efficiency of Lycium barbarum in Ningxia. Water Sav. Irrig. 2021, 3, 25–30. [Google Scholar]
- Donno, D.; Beccaro, G.L.; Mellano, M.G.; Cerutti, A.K.; Bounous, G. Goji berry fruit (Lycium spp.): Antioxidant compound fingerprint and bioactivity evaluation. J. Funct. Foods 2015, 18, 1070–1085. [Google Scholar] [CrossRef]
- Sun, W.; Hesam, S.M.; Cheng, Q. Health benefits of wolfberry (Gou Qi Zi, Fructus barbarum L.) on the basis of ancient Chineseherbalism and Western modern medicine. Avicenna J. Phytomed. 2021, 11, 109–119. [Google Scholar]
- Toh, D.W.K.; Xia, X.; Sutanto, C.N.; Low, J.H.M.; Poh, K.K.; Wang, J.W.; Kim, J.E. Enhancing the cardiovascular protective effects of a healthy dietary pattern with wolfberry (Lycium barbarum): A randomized controlled trial. Am. J. Clin. Nutr. 2021, 114, 80–89. [Google Scholar] [CrossRef] [PubMed]
- Lei, Z.; Chen, X.; Cao, F.; Guo, Q.; Wang, J. Phytochemicals and bioactivities of Goji (Lycium barbarum L. and Lycium chinense Mill.) leaves and their potential applications in the food industry: A review. Int. J. Food Sci. Technol. 2021, 57, 1451–1461. [Google Scholar] [CrossRef]
- Zhao, D. Dynamic model and quality analysis of wolfberry hot air drying process. China J. Food 2018, 3, 114–124. [Google Scholar]
- Duan, Y. Effect of Vacuum Microwave Drying on the Quality of Dried Wolfberry Fruit. Master’s Thesis, Ningxia University, Yinchuan, China, 2017. [Google Scholar]
- Zhao, L.; Wang, D.; Li, J.; Shi, J.; Liu, Q. Vacuum far infrared drying characteristics and quality of wolfberry. J. Tianjin Univ. Sci. Technol. 2017, 32, 17–22. [Google Scholar]
- Wang, M. Research on Vacuum Freeze Sublimation Drying Process Technology of Goji Berries in Ningxia; Ningxia Senmiao Goji Berry Science and Technology Development Co., Ltd., Ningxia Hui Autonomous Region: Ningxia, China, 2017. [Google Scholar]
- Zhou, X.; Wang, S. Recent developments in radio frequency drying of food and agricultural products: A review. Dry. Technol. 2019, 37, 271–286. [Google Scholar] [CrossRef]
- Mao, Y.; Wang, S. Recent developments in radio frequency drying for food and agricultural products using a multi-stage strategy: A review. Crit. Rev. Food Sci. Nutr. 2021, 9, 11–18. [Google Scholar] [CrossRef]
- Mao, Y.; Wang, S. Simultaneous hot-air assisted radio frequency drying and disinfestation for in-shell walnuts using a two-stage strategy. LWT 2021, 151, 112134. [Google Scholar] [CrossRef]
- Zhang, J.; Li, M.; Cheng, J.; Wang, J.; Ding, Z.; Yuan, X.; Liu, X. Effects of Moisture, Temperature, and Salt Content on the Dielectric Properties of Pecan Kernels during Microwave and Radio Frequency Drying Processes. Foods 2019, 8, 385. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, W.; Tang, J.; Zhao, Y. Investigation of hot-air assisted continuous radio frequency drying for improving drying efficiency and reducing shell cracks of inshell hazelnuts: The relationship between cracking level and nut quality. Food Bioprod. Process. 2021, 125, 46–56. [Google Scholar] [CrossRef]
- Wang, W.; Wang, W.; Jung, J.; Yang, R.; Tang, J.; Zhao, Y. Investigation of hot-air assisted radio frequency (HARF) dielectric heating for improving drying efficiency and ensuring quality of dried hazelnuts (Corylus avellana L.). Food Bioprod. Process. 2020, 120, 179–190. [Google Scholar] [CrossRef]
- Huang, Z.; Chen, L.; Wang, S. Computer simulation of radio frequency selective heating of insects in soybeans. Int. J. Heat Mass Transf. 2015, 90, 406–417. [Google Scholar] [CrossRef]
- Huang, Z.; Zhang, B.; Marra, F.; Wang, S. Computational modelling of the impact of polystyrene containers on radio frequency heating uniformity improvement for dried soybeans. Innov. Food Sci. Emerg. Technol. 2016, 33, 365–380. [Google Scholar] [CrossRef]
- Huang, Z.; Zhu, H.; Yan, R.; Wang, S. Simulation and prediction of radio frequency heating in dry soybeans. Biosyst. Eng. 2015, 129, 34–47. [Google Scholar] [CrossRef]
- Xie, Y. A Comparative Study of Hot Air and RF-Hot Air Combined Drying of Maize Seeds. Master’s Thesis, China Agricultural University, Beijing, China, 2017. [Google Scholar]
- Mahmood, N.; Liu, Y.; Munir, Z.; Zhang, Y.; Niazi, B.M.K. Effects of hot air assisted radio frequency drying on heating uniformity, drying characteristics and quality of paddy. LWT 2022, 158, 113131. [Google Scholar] [CrossRef]
- Zhou, X.; Xu, R.; Zhang, B.; Pei, S.; Liu, Q.; Ramaswamy, H.S.; Wang, S. Radio Frequency-Vacuum Drying of Kiwifruits: Kinetics, Uniformity, and Product Quality. Food Bioprocess Technol. 2018, 11, 2094–2109. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.; Li, R.; Lyng, J.G.; Wang, S. Dielectric properties of kiwifruit associated with a combined radio frequency vacuum and osmotic drying. J. Food Eng. 2018, 239, 72–82. [Google Scholar] [CrossRef]
- Peng, J.; Yin, X.; Jiao, S.; Wei, K.; Tu, K.; Pan, L. Air jet impingement and hot air-assisted radio frequency hybrid drying of apple slices. LWT 2019, 116, 108517. [Google Scholar] [CrossRef]
- Zhang, H.; Gong, C.; Wang, X.; Liao, M.; Yue, J.; Jiao, S. Application of hot air-assisted radio frequency as second stage drying method for mango slices. J. Food Process Eng. 2019, 42, e12974. [Google Scholar] [CrossRef]
- Reza, G.; Mohammad, N.; Behrooz, A.B. Effects of aerosolized citric acid–radio frequency as a pretreatment on hot-air drying characteristics of banana. Food Sci. Nutr. 2021, 9, 6382–6388. [Google Scholar]
- Gu, Y.; Zhen, L.; Jiang, H. Mathematical analysis of temperature distribution uniformity of banana dried by vacuum radio frequency treatment. Dry. Technol. 2020, 38, 2027–2038. [Google Scholar] [CrossRef]
- Özbek, H.N.; Bulut, E.; Işınay, B.; Sever, M.; Topçam, H.; Koçak Yanık, D.; Göğüş, F. Sequential-combined solar energy assisted hot air and hot air-assisted radio frequency drying to produce high-quality dried whole apricots: An optimization study for process parameters. J. Food Process. Preserv. 2022, 46, e16344. [Google Scholar] [CrossRef]
- Topcam, H.; Gogus, F.; Ozbek, H.N.; Elik, A.; Yanik, D.K.; Dalgic, A.C.; Erdogdu, F. Hot air-assisted radio frequency drying of apricots: Mathematical modeling study for process design. J. Food Sci. 2022, 87, 764–779. [Google Scholar] [CrossRef]
- Wang, C.; Kou, X.; Zhou, X.; Li, R.; Wang, S. Effects of layer arrangement on heating uniformity and product quality after hot air assisted radio frequency drying of carrot. Innov. Food Sci. Emerg. Technol. 2021, 69, 102667. [Google Scholar] [CrossRef]
- Wang, R.Q.; Wei, W.W.; Xu, X.M. Effects of CF preservatives on storage quality of fresh goji berries. North. Hortic. 2012, 10, 169–171. [Google Scholar]
- Zhang, P.; Yuan, X.; Xue, Y.; Jia, X.; Li, J. Effects of precise temperature control on storage quality and aroma composition of goji berry fresh fruit. Trans. Chin. Soc. Agric. Eng. 2021, 37, 322–330. [Google Scholar]
- Krishnamurthy, K.; Khurana, H.K.; Soojin, J.; Irudayaraj, J.; Demirci, A. Infrared heating in food processing: An overview. Compr. Rev. Food Sci. Food Saf. 2008, 7, 2–13. [Google Scholar] [CrossRef]
- Xiao, H.W.; Gao, Z.J.; Lin, H.A.I.; Yang, W.X. Air impingement drying characteristics and quality of carrot cubes. J. Food Process Eng. 2010, 33, 646–665. [Google Scholar] [CrossRef]
- Wu, Z.; Li, W.; Zhao, L.; Shi, J.; Liu, Q. Segmented variational warm and hot air drying characteristics and drying quality of wolfberry. Trans. Chin. Soc. Agric. Eng. 2015, 31, 287–293. [Google Scholar]
- Dereje, B. Effect of Pretreatments and Drying Methods on the Rehydration Ratio of Dried Mango (Mangifera Indica L.) Slices and Evaluation of Some Properties of Its Peel Flours. Food Sci. Qual. Manag. 2020, 96, 1–10. [Google Scholar]
- Jeong, D.W.; Park, Y.K.; Nam, S.S.; Han, S.K. Effect of hot-air drying temperature on nutritional components and rehydration rate of sweetpotato leaves. Korean J. Food Preserv. 2015, 22, 498–504. [Google Scholar] [CrossRef]
- Dubois, M.; Gilles, K.A.; Hamilton, J.K.; Rebers, P.T.; Smith, F. Colorimetric method for determination of sugar and related substances. Anal. Chem. 1956, 28, 250–256. [Google Scholar] [CrossRef]
- Beato, V.M.; Orgaz, F.; Mansilla, F.; Montaño, A. Changes in Phenolic Compounds in Garlic (Allium sativum L.) Owing to the Cultivar and Location of Growth. Plant Foods Hum. Nutr. 2011, 66, 218–223. [Google Scholar] [CrossRef]
- Lay, M.M.; Karsani, S.A.; Mohajer, S.; Abd Malek, S.N. Phytochemical constituents, nutritional values, phenolics, flavonols, flavonoids, antioxidant and cytotoxicity studies on Phaleria macrocarpa (Scheff.) Boerl fruits. BMC Complement. Altern. Med. 2014, 14, 152. [Google Scholar] [CrossRef] [Green Version]
- Nencini, C.; Menchiari, A.; Franchi, G.G.; Micheli, L. In vitro Antioxidant Activity of Aged Extracts of some Italian Allium Species. Plant Foods Hum. Nutr. 2011, 66, 11–16. [Google Scholar] [CrossRef]
- Shen, Y.; Peng, S.; Xiong, G. Composition differences of golden prickly pear in Anshun City. J. Anshun Univ. 2013, 15, 120–123. [Google Scholar]
- Huang, Y.; Ma, L.; Li, M.; Zheng, G.; Ma, X. Establishment of a method for determining betaine content in goji berries and optimization of extraction methods. China Pharm. 2020, 31, 1700–1703. [Google Scholar]
- Cui, Z.W.; Xu, S.Y.; Sun, D.W. Microwave-vacuum drying kinetics of carrot slices. J. Food Eng. 2004, 65, 157–164. [Google Scholar] [CrossRef]
- Han, Q.H.; Yin, L.J.; Li, S.J.; Yang, B.N.; Ma, J.W. Optimization of Process Parameters for Microwave Vacuum Drying of Apple Slices Using Response Surface Method. Dr. Technol. 2010, 28, 523–532. [Google Scholar] [CrossRef]
- Tiwari, G.; Wang, S.; Tang, J.; Birla, S.L. Analysis of radio frequency (RF) power distribution in dry food materials. J. Food Eng. 2011, 104, 548–556. [Google Scholar] [CrossRef]
- Pei, Y.; Li, Z.; Song, C.; Li, J.; Xu, W.; Zhu, G. Analysis and modelling of temperature and moisture gradient for ginger slices in hot air drying. J. Food Eng. 2022, 323, 111009. [Google Scholar] [CrossRef]
- Wang, H.; He, W.; Li, J.; Li, Y. A comparative study on the total phenol content in black goji berries of different origins. Chin. J. Pharm. Online Ed. 2022, 20, 33–39. [Google Scholar]
- Yang, C.; Li, C.; Yang, J.; Niu, Y.; Wang, X.; Wang, X. Analysis of total phenol content in different varieties of goji berries in Ningxia production area. Food Res. Dev. 2020, 41, 183–187. [Google Scholar]
- Papoutsis, K.; Pristijono, P.; Golding, J.B.; Stathopoulos, C.E.; Bowyer, M.C.; Scarlett, C.J.; Vuong, Q.V. Effect of vacuum-drying, hot air-drying and freeze-drying on polyphenols and antioxidant capacity of lemon (Citrus limon) pomace aqueous extracts. Int. J. Food Sci. Technol. 2017, 52, 880–887. [Google Scholar] [CrossRef] [Green Version]
- Iker, H.; Leonor, A.; Sergi, M.B. Drought-induced changes in flavonoids and other low molecular weight antioxidants in Cistus clusii grown under Mediterranean field conditions. Tree Physiol. 2004, 24, 1303–1311. [Google Scholar]
- Wang, G.; Wei, Z.; He, S.; Zhou, X.; Liang, Z. Effects of soil drought stress on flavonoid metabolism and certain growth and physiological indices of jujube leaves. J. Plant Resour. Environ. 2011, 20, 1–8. [Google Scholar]
- Peinado, J.; de Lerma, N.L.; Moreno, J.; Peinado, R.A. Antioxidant activity of different phenolics fractions isolated in must from Pedro Ximenez grapes at different stages of the off-vine drying process. Food Chem. 2009, 114, 1050–1055. [Google Scholar] [CrossRef]
- Benzie, I.; Strain, J.J. The Ferric Reducing Ability of Plasma (FRAP) as a Measure of "Antioxidant Power": The FRAP Assay. Anal. Biochem. 1996, 239, 70–76. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kaya, A.; Aydm, O.; Kolayli, S. Effect of different drying conditions on the vitamin C (ascorbic acid) content of Hayward kiwifruits (Actinidia deliciosa Planch). Food Bioprod. Process. 2010, 88, 165–173. [Google Scholar] [CrossRef]
- Forson, F.K.; Nazha, M.A.A.; Akuffo, F.O.; Rajakaruna, H. Design of mixed-mode natural convection solar crop dryers:Application of principles and rules of thumb. Renew. Energy 2007, 32, 306–319. [Google Scholar] [CrossRef]
- Zhou, J.; Liu, G.; Zheng, G. Effects of nitrogen on betaine and its metabolism key enzymes. Southwest China J. Agric. Sci. 2020, 33, 1179–1185. [Google Scholar]
- Technology—Food Technology; Studies from Technical Institute of Physics and Chemistry Add New Findings in the Area of Food Technology [Effect of Sodium Carbonate Solution Pretreatment on Drying Kinetics, Antioxidant Capacity Changes, and Final Quality of Wolfberry (Lycium...]. Agriculture Week. 20 June 2019. Available online: https://schlr.cnki.net/Detail/index/GARJ2019/SPQD487E6CE19FD2AFE49C47B173ACBE1E86 (accessed on 25 April 2022).
- Ni, J. Study on the Effect of Different Needle Spacing and Pretreatment Methods on the Drying Characteristics of Goji Berries in High-Voltage Electric Field. Master’s Thesis, Inner Mongolia University of Technology, Hohhot, China, 2020. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drying Conditions | L* | a* | b* | Rehydration Rate/% | |
|---|---|---|---|---|---|
| Fresh Wolfberry | 38.57 ± 0.81 ab | 39.39 ± 0.76 cd | 26.02 ± 0.93 ce | ||
| Natural Drying | 38.47 ± 0.38 ac | 43.93 ± 0.62 bde | 19.38 ± 0.59 ab | 8.56 ± 0.74 ac | 63.68 ± 0.53 be |
| Single Hot Air/55 °C | 34.15 ± 0.67 dc | 31.59 ± 0.74 ac | 15.69 ± 0.74 acd | 13.68 ± 0.57 bce | 35.82 ± 0.37 ce |
| 90 mm/0.025 MPa/60 °C | 34.31 ± 0.72 bce | 32.34 ± 0.71 ce | 16.56 ± 0.72 bcd | 12.71 ± 0.59 cd | 43.85 ± 0.42 bcd |
| 90 mm/0.025 MPa/55 °C | 33.54 ± 0.53 acd | 29.41 ± 0.66 bcd | 15.16 ± 1.37 cde | 11.48 ± 0.72 be | 48.56 ± 0.28 ab |
| 90 mm/0.025 MPa/50 °C | 34.71 ± 0.96 cde | 30.88 ± 0.74 de | 16.30 ± 0.94 abe | 10.53 ± 1.02 ae | 50.57 ± 0.34 bcd |
| 100 mm/0.025 MPa/55 °C | 31.01 ± 0.32 ae | 28.02 ± 0.98 ac | 18.37 ± 0.48 acd | 13.89 ± 0.94 cde | 41.89 ± 0.56 abe |
| 80 mm/0.025 MPa/55 °C | 33.84 ± 0.57 cde | 30.15 ± 0.68 abe | 14.35 ± 0.26 ce | 10.21 ± 0.48 ac | 42.94 ± 0.29 acd |
| 90 mm/0.035 MPa/55 °C | 32.16 ± 0.89 bde | 26.95 ± 0.22 bce | 13.76 ± 0.68 ac | 14.35 ± 0.26 abe | 37.15 ± 0.71 bce |
| 90 mm/0.015 MPa/55 °C | 36.06 ± 0.86 bc | 31.59 ± 0.59 ae | 15.68 ± 0.27 ad | 11.29 ± 0.67 cd | 39.62 ± 0.52 ad |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Zang, Z.; Zhang, Q.; Wang, T.; Shang, J.; Huang, X.; Wan, F. Characteristics and Quality Analysis of Radio Frequency-Hot Air Combined Segmented Drying of Wolfberry (Lycium barbarum). Foods 2022, 11, 1645. https://doi.org/10.3390/foods11111645
Xu Y, Zang Z, Zhang Q, Wang T, Shang J, Huang X, Wan F. Characteristics and Quality Analysis of Radio Frequency-Hot Air Combined Segmented Drying of Wolfberry (Lycium barbarum). Foods. 2022; 11(11):1645. https://doi.org/10.3390/foods11111645
Chicago/Turabian StyleXu, Yanrui, Zepeng Zang, Qian Zhang, Tongxun Wang, Jianwei Shang, Xiaopeng Huang, and Fangxin Wan. 2022. "Characteristics and Quality Analysis of Radio Frequency-Hot Air Combined Segmented Drying of Wolfberry (Lycium barbarum)" Foods 11, no. 11: 1645. https://doi.org/10.3390/foods11111645