
Dairy By-Products: A Review on the Valorization of Whey and Second Cheese Whey



Abstract
:
1. Introduction
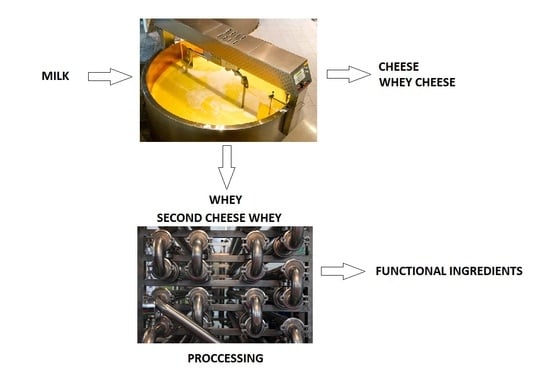
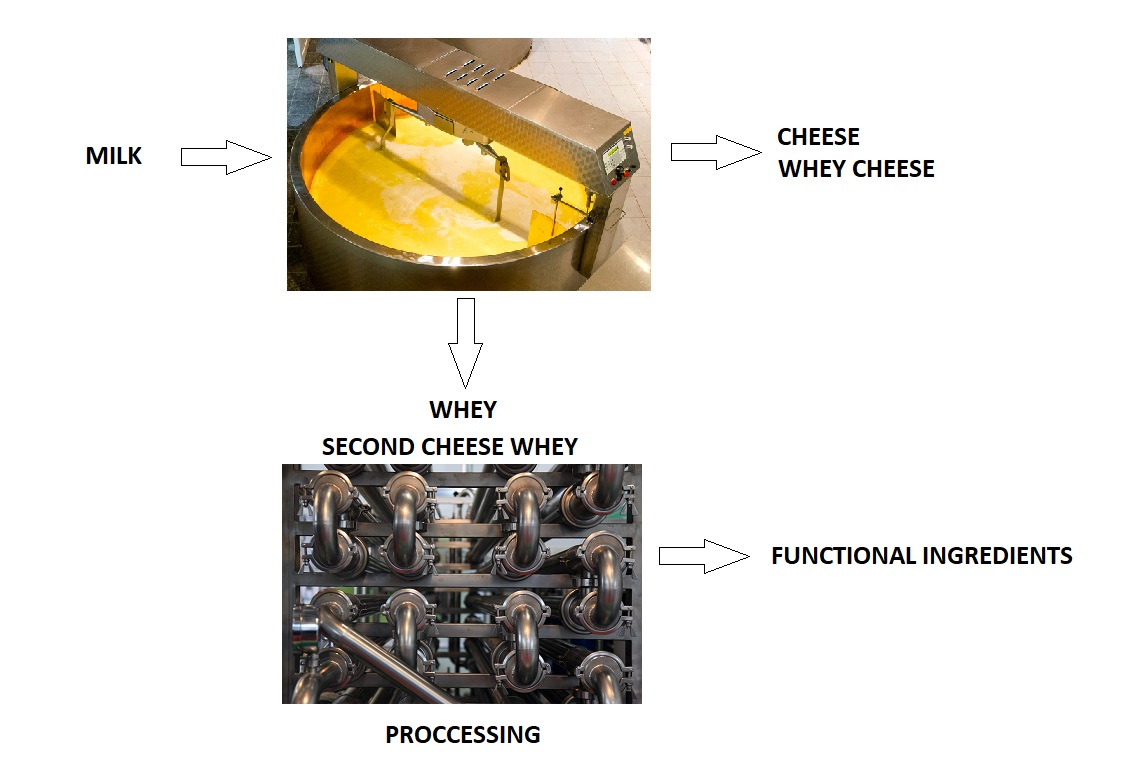
2. Cheese By-Products
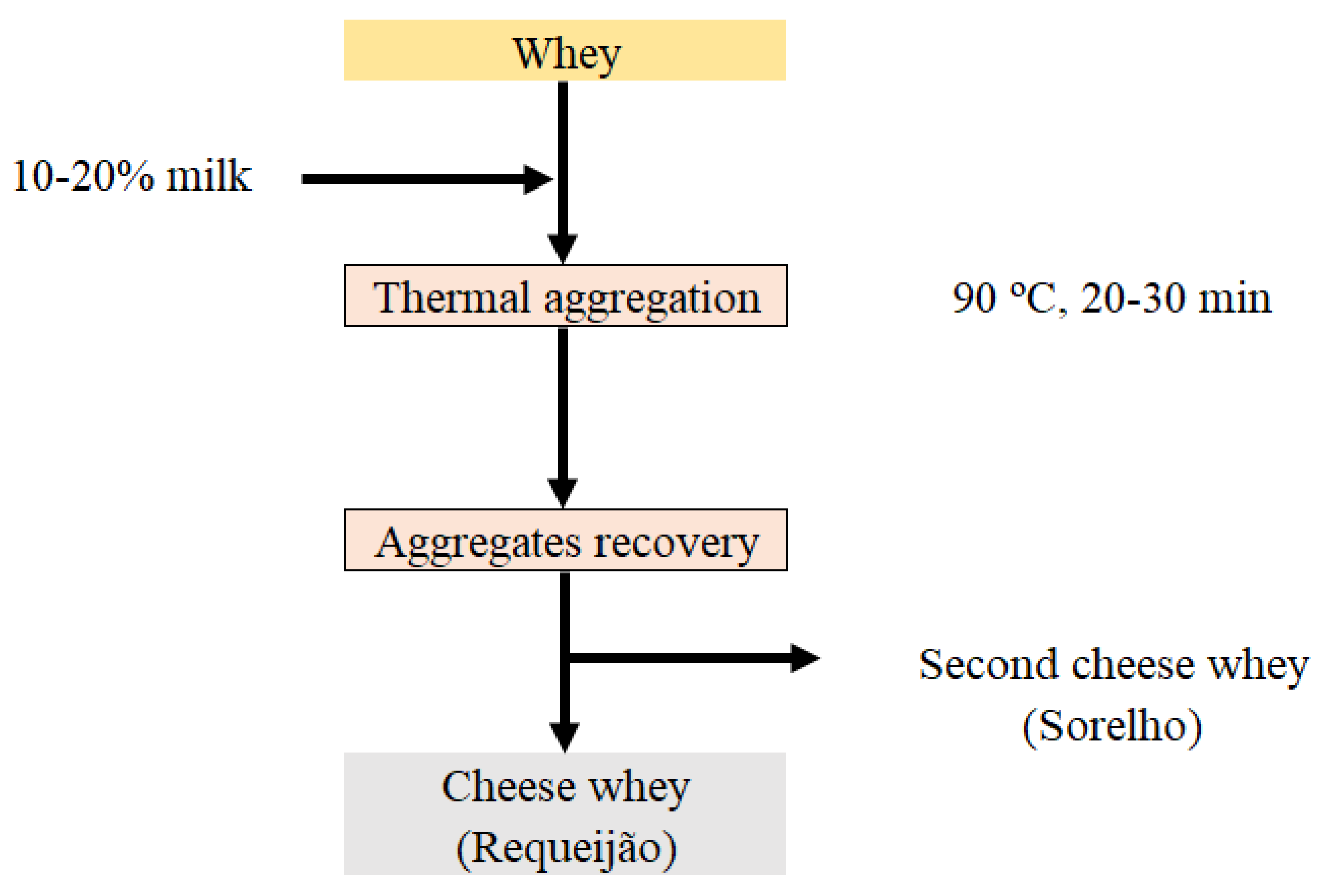
2.1. Whey
2.2. Second Cheese Whey (Sorelho)
3. Whey and Second Cheese Way Nitrogen Compounds

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Whey Proteins | Bovine Whey | Ovine Whey | Caprine Whey |
|---|---|---|---|
| β-Lactoglobulin | 53.3–66.0 | 73.1 | 46.6 |
| α-Lactalbumin | 15.0–20.0 | 17.9 | 18.3 |
| Serum Albumin (SA) | 6.0–7.0 | 2.7 | 5 |
| Immunoglobulins | 11.0–13.3 | - | - |
| Lactoferrin | 0.7-3.3 | 1.6 | 2 |
| Lactoperoxidase | 0.5–1.0 | - | - |
| Enzymes | 0.5 | - | - |
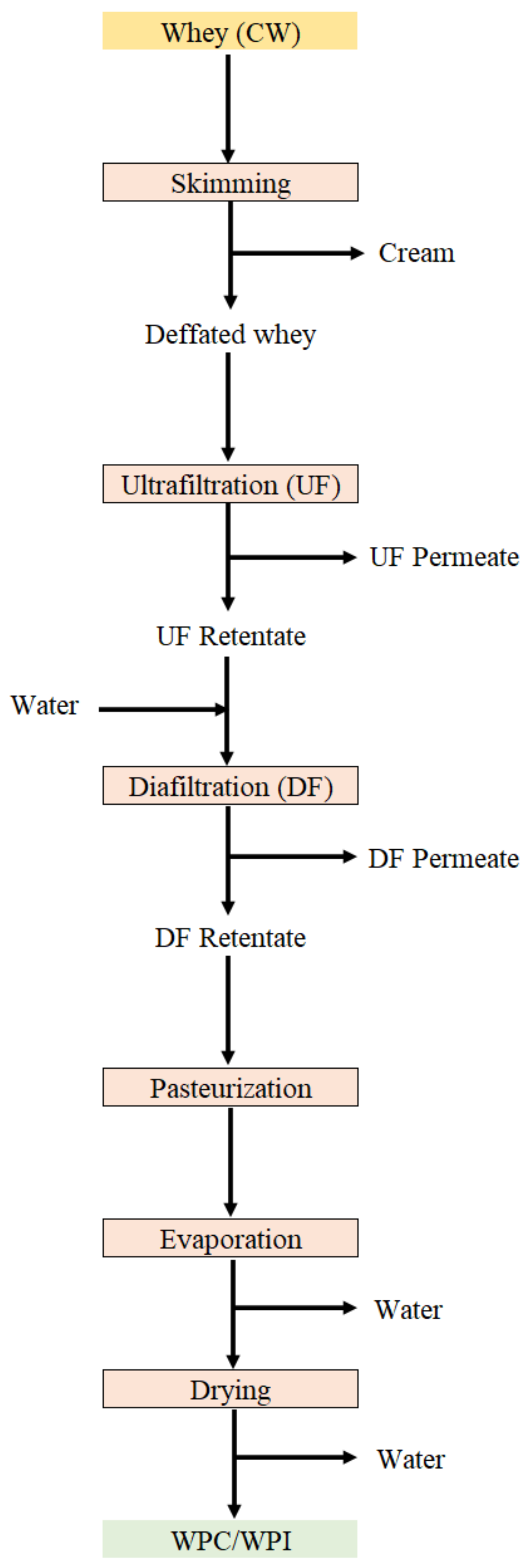
4. Whey Protein Concentrates (WPC), Whey Protein Isolates (WPI) and Whey Protein Hydrolysates (WPH)
5. Liquid Whey and Second Cheese Whey Concentrates
6. Technologies Applied in the Valorization of Cheese Whey and Second Cheese Whey
7. Proposed Methodologies for Valorization of Second Cheese Whey (SCW)
| Applications | Techniques | Results | References |
|---|---|---|---|
| Valorize ovine whey and SCW by TP/MF for obtaining whey powders Evaluate the addition of WPC and clarification by-products obtained from ovine CW and SWC on the yield and quality of the whey cheese (Requeijão) | TP/MF and UF/DF UF | Clarification of by-products improved UF treatments. Increase in yield without affecting the strength of the products | [15,17] [36] |
| Profile of SCW from isolated peptide fraction | LC-HRMS-based method | Wide presence of valuable potential bioactive peptides | [6] |
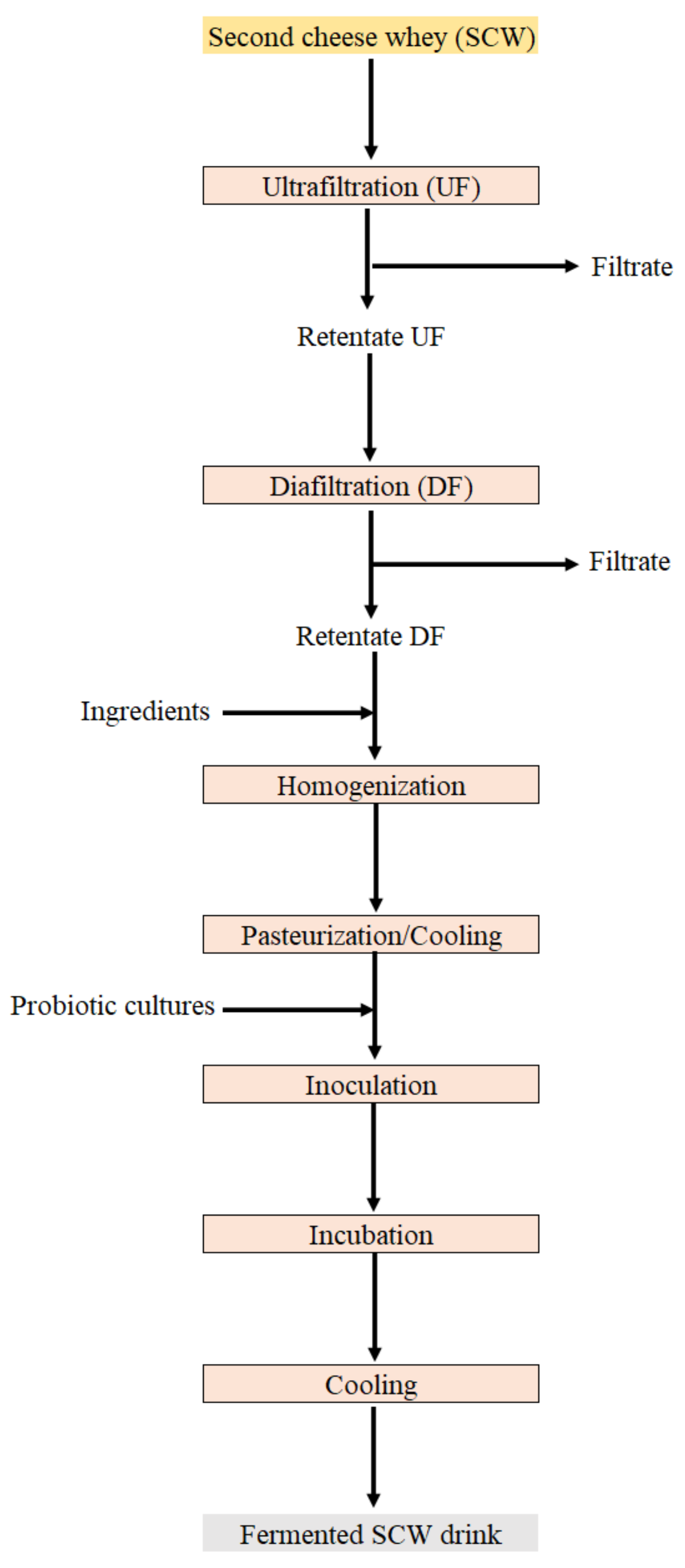
| SCW used as substrate for production of a fermented probiotic drink | Microbiology | Good results for SCW as substrate for the production of a fermented probiotic drink | [8] |
| SCW used for lactose production | Crystallization | Good results obtained for the crystallization process for manufacture of lactose from SCW | [96] |
| Recovery of SCW organic nutrients | NF | SCW fractionation can be used as a raw material in the pharmaceutical, food or paper industries and minimize the wastewater environmental impact | [34,97] |
| Development of SCW wastewater treatment system for biodiesel and removing polluting nutrients | Microalgae | Algae could efficiently treat SCW and can be used for biodiesel production | [102] |
| Zeolite used to treat SCW and remove ammonium from artificial wastewater | Continuous flow column experiment | Zeolite nitrogen from SCW can be a fertilizing agent | [21] |
| Hexavalent chromium (Cr (VI)) was co-treated with SCW | Pilot-scale of biological trickling filters | Results indicate that the agro-industrial wastewater could be used as a carbon source for Cr (VI) reduction | [98] |
| Production of a ready to drink beverage produced from SCW with fruit puree | Culture addition | Addition of starter cultures was promising, and the addition of fruit puree improved sensory properties | [33] |
| Dairy effluents used to be converted in renewable sources for bioethanol production | Fermentation | Whey and SCW showed suitability for bioethanol production | [37] |
| Use of whey and SCW as media for the growth of LAB | Fermentation | Whey was considered a good media for LAB growth and SCW has a good potential too | [11] |
| Adequacy of SCW as a growth medium for lipid production | Fermentation | C. laurentii UCD 68-201, demonstrated to be a promising candidate for biodiesel production | [99] |
| SCW to be used as economic alternative substrate to grow microalgae | Fermentation | SCW has a very good potential to be used as a culture medium | [100] |
| SCW as a growth medium preserving biodiversity and maximizing bacterial cells concentration of natural starter cultures for pecorino Roman PDO cheese | Fermentation | A large concentration of cells was obtained in the modified SCW pellets, without modify the technological performance and microbial fingerprint. | [103] |
| Biogas production by anaerobic co-digestion of cattle slurry and CW | Anaerobic digestion | The mix has a similar energetic potential for anaerobic digestion as energy crops such as maize. | [104] |
| Fermentation of fruit-vegetable waste and CW for the production of H2 | Fermentation | Considered a promising way for combining energy generation and lignocellulosic waste management. | [105] |
| Co-digestion of CW and glycerin | Anaerobic digestion | CW has great potential for methane production through anaerobic biological processes. However, it presents instabilities due to its high biodegradability. It is proposed its co-digestion with glycerin. | [106] |
8. Conclusions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Madureira, A.; Pereira, C.; Truszkowska, K.; Gomes, A.; Pintado, M.; Malcata, F. Survival of probiotic bacteria in a whey cheese vector submitted to environmental conditions prevailing in the gastrointestinal tract. Int. Dairy J. 2005, 15, 921–927. [Google Scholar] [CrossRef]
- Jeličić, I.; Božanić, R.; Tratnik, L. Whey based beverages-new generation of dairy products. Mljekarstvo 2008, 58, 257–274. [Google Scholar]
- Ryan, M.P.; Walsh, G. The biotechnological potential of whey. Rev. Environ. Sci. Bio Technol. 2016, 15, 479–498. [Google Scholar] [CrossRef] [Green Version]
- Castelli, H.; Du Vale, L. Handbook on Cheese: Production, Chemistry and Sensory Properties; Nova Science Publishers, Inc.: Hauppauge, NY, USA, 2013. [Google Scholar]
- Jelen, P. Whey processing. Utilization and Products. In Encyclopedia of Dairy Sciences; Fuquay, J., Fox, P., McSweeney, P., Eds.; Academic Press: London, UK, 2003. [Google Scholar]
- Sommella, E.; Pepe, G.; Ventre, G.; Pagano, F.; Conte, G.M.; Ostacolo, C.; Manfra, M.; Tenore, G.C.; Russo, M.; Novellino, E. Detailed peptide profiling of “Scotta”: From a dairy waste to a source of potential health-promoting compounds. Dairy Sci. Technol. 2016, 96, 763–771. [Google Scholar] [CrossRef] [Green Version]
- Yadav, J.S.S.; Yan, S.; Pilli, S.; Kumar, L.; Tyagi, R.D.; Surampalli, R.Y. Cheese whey: A potential resource to transform into bioprotein, functional/nutritional proteins and bioactive peptides. Biotechnol. Adv. 2015, 33, 756–774. [Google Scholar] [CrossRef]
- Maragkoudakis, P.; Vendramin, V.; Bovo, B.; Treu, L.; Corich, V.; Giacomini, A. Potential use of scotta, the by-product of the ricotta cheese manufacturing process, for the production of fermented drinks. J. Dairy Res. 2016, 83, 104. [Google Scholar] [CrossRef]
- Carvalho, F.; Prazeres, A.R.; Rivas, J. Cheese whey wastewater: Characterization and treatment. Sci. Total Environ. 2013, 445, 385–396. [Google Scholar] [CrossRef]
- Argenta, A.B.; Scheer, A.D.P. Membrane separation processes applied to whey: A review. Food Rev. Int. 2019, 36, 1–30. [Google Scholar] [CrossRef]
- Rama, G.R.; Kuhn, D.; Beux, S.; Maciel, M.J.; de Souza, C.F.V. Potential applications of dairy whey for the production of lactic acid bacteria cultures. Int. Dairy J. 2019, 98, 25–37. [Google Scholar] [CrossRef]
- Pires, A.F.; Marnotes, N.G.; Bella, A.; Viegas, J.; Gomes, D.M.; Henriques, M.H.; Pereira, C.J. Use of ultrafiltrated cow’s whey for the production of whey cheese with Kefir or probiotics. J. Sci. Food Agric. 2020. [Google Scholar] [CrossRef]
- Prazeres, A.R.; Carvalho, F.; Rivas, J. Cheese whey management: A review. J. Environ. Manag. 2012, 110, 48–68. [Google Scholar] [CrossRef]
- Secchi, N.; Giunta, D.; Pretti, L.; García, M.R.; Roggio, T.; Mannazzu, I.; Catzeddu, P. Bioconversion of ovine scotta into lactic acid with pure and mixed cultures of lactic acid bacteria. J. Ind. Microbiol. Biotechnol. 2012, 39, 175–181. [Google Scholar] [CrossRef]
- Pereira, C.D.; Diaz, O.; Cobos, A. Valorization of by-products from ovine cheese manufacture: Clarification by thermocalcic precipitation/microfiltration before ultrafiltration. Int. Dairy J. 2002, 12, 773–783. [Google Scholar] [CrossRef]
- Sansonetti, S.; Curcio, S.; Calabro, V.; Iorio, G. Bio-ethanol production by fermentation of ricotta cheese whey as an effective alternative non-vegetable source. Biomass Bioenergy 2009, 33, 1687–1692. [Google Scholar] [CrossRef]
- Díaz, O.; Pereira, C.D.; Cobos, A. Functional properties of ovine whey protein concentrates produced by membrane technology after clarification of cheese manufacture by-products. Food Hydrocoll. 2004, 18, 601–610. [Google Scholar] [CrossRef]
- Siso, M.G. The biotechnological utilization of cheese whey: A review. Bioresour. Technol. 1996, 57, 1–11. [Google Scholar] [CrossRef]
- Guo, M.; Wang, G. History of Whey Production and Whey Protein Manufacturing. In Whey Protein Production, Chemistry, Functionality, and Applications; Guo, M., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2019; pp. 1–12. [Google Scholar]
- Pintado, M.E.; Macedo, A.; Malcata, F. Technology, chemistry and microbiology of whey cheeses. Food Sci. Technol. Int. 2001, 7, 105–116. [Google Scholar] [CrossRef]
- Kotoulas, A.; Agathou, D.; Triantaphyllidou, I.E.; Tatoulis, T.I.; Akratos, C.S.; Tekerlekopoulou, A.G.; Vayenas, D.V. Second Cheese Whey Treatment Using Zeolite under Continuous Flow Mode and Its Application on Wheat Growth. Water 2019, 11, 928. [Google Scholar] [CrossRef] [Green Version]
- Vincenzi, A.; Maciel, M.J.; Burlani, E.; Oliveira, E.; Volpato, G.; Lehn, D.N.; de Souza, C.V. Ethanol bio-production from ricotta cheese whey by several strains of the yeast Kluyveromyces. Am. J. Food Technol. 2014, 9, 281–291. [Google Scholar] [CrossRef]
- Carvalho, A.d.C. Estatísticas da Produção e Consumo de Leite 2015; Instituto Nacional de Estatística (INE): Lisboa, Portugal, 2015.
- Cassano, A.; Conidi, C.; Castro-Muñoz, R. Current and Future Applications of Nanofiltration in Food Processing. In Separation of Functional Molecules in Food by Membrane Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 305–348. [Google Scholar]
- Ostertag, F.; Schmidt, C.M.; Berensmeier, S.; Hinrichs, J. Development and validation of an RP-HPLC DAD method for the simultaneous quantification of minor and major whey proteins. Food Chem. 2021, 342, 128176. [Google Scholar] [CrossRef]
- Pereira, C.; Henriques, M.; Gomes, D.; Gomez-Zavaglia, A.; de Antoni, G. Novel functional whey-based drinks with great potential in the dairy industry. Food Technol. Biotechnol. 2015, 53, 307–314. [Google Scholar] [CrossRef]
- Piskorz, A.; Pires, A.; Marnotes, N.G.; Gomes, D.; Henriques, M.; Pereira, C.D. Valorização do Sorelho para a Produção de Molhos para Saladas e de Bebidas Lácteas Fermentadas—Parte 1; Tecnoalimentar: Porto, Portugal, 2019; pp. 26–29. [Google Scholar]
- Macedo, A.; Duarte, E.; Fragoso, R. Assessment of the performance of three ultrafiltration membranes for fractionation of ovine second cheese whey. Int. Dairy J. 2015, 48, 31–37. [Google Scholar] [CrossRef]
- Henriques, M.; Gomes, D.; Rodrigues, D.; Pereira, C.; Gil, M. Performance of bovine and ovine liquid whey protein concentrate on functional properties of set yoghurts. Procedia Food Sci. 2011, 1, 2007–2014. [Google Scholar] [CrossRef] [Green Version]
- Pintado, M.E.; da Silva, J.L.; Malcata, F.X. Comparative characterization of whey protein concentrates from ovine, caprine and bovine breeds. LWT Food Sci. Technol. 1999, 32, 231–237. [Google Scholar] [CrossRef]
- Sanmartín, B.; Díaz, O.; Rodríguez-Turienzo, L.; Cobos, A. Composition of caprine whey protein concentrates produced by membrane technology after clarification of cheese whey. Small Rumin. Res. 2012, 105, 186–192. [Google Scholar] [CrossRef]
- Macedo, A.; Duarte, E.; Pinho, M. The role of concentration polarization in ultrafiltration of ovine cheese whey. J. Membr. Sci. 2011, 381, 34–40. [Google Scholar] [CrossRef]
- Tirloni, E.; Vasconi, M.; Cattaneo, P.; Moretti, V.; Bellagamba, F.; Bernardi, C.; Stella, S. A possible solution to minimise scotta as a food waste: A sports beverage. Int. J. Dairy Technol. 2020, 73, 421–428. [Google Scholar] [CrossRef]
- Minhalma, M.; Magueijo, V.; Queiroz, D.P.; de Pinho, M.N. Optimization of “Serpa” cheese whey nanofiltration for effluent minimization and by-products recovery. J. Environ. Manag. 2007, 82, 200–206. [Google Scholar] [CrossRef]
- Monti, L.; Donati, E.; Zambrini, A.V.; Contarini, G. Application of membrane technologies to bovine Ricotta cheese exhausted whey (scotta). Int. Dairy J. 2018, 85, 121–128. [Google Scholar] [CrossRef]
- Pereira, C.D.; Díaz, O.; Cobos, A. Impact of ovine whey protein concentrates and clarification by-products on the yield and quality of whey cheese. Food Technol. Biotechnol. 2007, 45, 32–37. [Google Scholar]
- Zoppellari, F.; Bardi, L. Production of bioethanol from effluents of the dairy industry by Kluyveromyces marxianus. New Biotechnol. 2013, 30, 607–613. [Google Scholar] [CrossRef] [PubMed]
- Lopes, A.C.A.; Eda, S.H.; Andrade, R.P.; Amorim, J.C.; Duarte, W.F. New Alcoholic Fermented Beverages—Potentials and Challenges. In Fermented Beverages; Elsevier: Amsterdam, The Netherlands, 2019; pp. 577–603. [Google Scholar]
- Chen, G.Q.; Leong, T.S.; Kentish, S.E.; Ashokkumar, M.; Martin, G.J. Membrane Separations in the Dairy Industry. In Separation of Functional Molecules in Food by Membrane Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 267–304. [Google Scholar]
- Mollea, C.; Marmo, L.; Bosco, F. Valorisation of cheese whey, a by-product from the dairy industry. In Food Industry; IntechOpen: London, UK, 2013. [Google Scholar]
- Dullius, A.; Goettert, M.I.; de Souza, C.F.V. Whey protein hydrolysates as a source of bioactive peptides for functional foods–Biotechnological facilitation of industrial scale-up. J. Funct. Foods 2018, 42, 58–74. [Google Scholar] [CrossRef]
- Smithers, G.W. Whey-ing up the options–Yesterday, today and tomorrow. Int. Dairy J. 2015, 48, 2–14. [Google Scholar] [CrossRef]
- Pihlanto, A. Whey proteins and peptides: Emerging properties to promote health. Nutrafoods 2011, 10, 29–42. [Google Scholar] [CrossRef]
- Madureira, A.; Tavares, T.; Gomes, A.M.; Pintado, M.; Malcata, F.X. Invited review: Physiological properties of bioactive peptides obtained from whey proteins. J. Dairy Sci. 2010, 93, 437–455. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Onwulata, C.; Huth, P. Whey Processing, Functionality and Health Benefits; John Wiley & Sons: Hoboken, NJ, USA, 2009; Volume 82. [Google Scholar]
- Tavares, T.S.G. Production and Characterization of the Biological Activity of Peptides Obtained via Hydrolysis from Whey Proteins by Cardosins. Ph.D. Thesis, Universidade Nova de Lisboa, Lisboa, Portugal, 2011. [Google Scholar]
- Dinika, I.; Verma, D.K.; Balia, R.; Utama, G.L.; Patel, A.R. Potential of cheese whey bioactive proteins and peptides in the development of antimicrobial edible film composite: A review of recent trends. Trends Food Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Rojas, V.M.; Inácio, A.G.; Fernandes, I.P.M.; Leimann, F.V.; Gozzo, A.M.; Fuchs, R.H.B.; Barreiro, M.F.F.; Barros, L.; Ferreira, I.C.; Tanamati, A.A.C. Whey protein supplement as a source of microencapsulated PUFA-rich vegetable oils. Food Biosci. 2020, 37, 100690. [Google Scholar] [CrossRef]
- Fee, C.; Billakanti, J.; Saufi, S. Methods for purification of dairy nutraceuticals. In Separation, Extraction and Concentration Processes in the Food, Beverage and Nutraceutical Industries; Elsevier: Amsterdam, The Netherlands, 2013; pp. 450–482. [Google Scholar]
- Toro-Sierra, J.; Tolkach, A.; Kulozik, U. Fractionation of α-lactalbumin and β-lactoglobulin from whey protein isolate using selective thermal aggregation, an optimized membrane separation procedure and resolubilization techniques at pilot plant scale. Food Bioprocess Technol. 2013, 6, 1032–1043. [Google Scholar] [CrossRef]
- Hernández-Ledesma, B.; Ramos, M.; Gómez-Ruiz, J.Á. Bioactive components of ovine and caprine cheese whey. Small Rumin. Res. 2011, 101, 196–204. [Google Scholar] [CrossRef] [Green Version]
- Pelegrine, D.; Gasparetto, C. Whey proteins solubility as function of temperature and pH. LWT Food Sci. Technol. 2005, 38, 77–80. [Google Scholar] [CrossRef]
- Tavares, T.G.; Amorim, M.; Gomes, D.; Pintado, M.E.; Pereira, C.D.; Malcata, F.X. Manufacture of bioactive peptide-rich concentrates from Whey: Characterization of pilot process. J. Food Eng. 2012, 110, 547–552. [Google Scholar] [CrossRef]
- Abadía-García, L.; Cardador, A.; del Campo, S.T.M.; Arvízu, S.M.; Castaño-Tostado, E.; Regalado-González, C.; García-Almendarez, B.; Amaya-Llano, S.L. Influence of probiotic strains added to cottage cheese on generation of potentially antioxidant peptides, anti-listerial activity, and survival of probiotic microorganisms in simulated gastrointestinal conditions. Int. Dairy J. 2013, 33, 191–197. [Google Scholar] [CrossRef]
- Park, Y.W.; Nam, M.S. Bioactive peptides in milk and dairy products: A review. Korean J. Food Sci. Anim. Resour. 2015, 35, 831. [Google Scholar] [CrossRef] [Green Version]
- Quirós, A.; del Mar Contreras, M.; Ramos, M.; Amigo, L.; Recio, I. Stability to gastrointestinal enzymes and structure–activity relationship of β-casein-peptides with antihypertensive properties. Peptides 2009, 30, 1848–1853. [Google Scholar] [CrossRef]
- De Wit, J. Nutritional and functional characteristics of whey proteins in food products. J. Dairy Sci. 1998, 81, 597–608. [Google Scholar] [CrossRef]
- Tavares, T.G.; Malcata, F.X. Whey proteins as source of bioactive peptides against hypertension. In Bioactive Food Peptides in Health and Disease; IntechOpen: London, UK, 2013; p. 75. [Google Scholar]
- Tolkach, A.; Kulozik, U. Fractionation of whey proteins and caseinomacropeptide by means of enzymatic crosslinking and membrane separation techniques. J. Food Eng. 2005, 67, 13–20. [Google Scholar] [CrossRef]
- Jeewanthi, R.K.C.; Lee, N.-K.; Paik, H.-D. Improved functional characteristics of whey protein hydrolysates in food industry. Korean J. Food Sci. Anim. Resour. 2015, 35, 350. [Google Scholar] [CrossRef] [Green Version]
- Sanmartín, B.; Díaz, O.; Rodríguez-Turienzo, L.; Cobos, A. Emulsion characteristics of salad dressings as affected by caprine whey protein concentrates. Int. J. Food Prop. 2018, 21, 12–20. [Google Scholar] [CrossRef]
- Madenci, A.B.; Bilgiçli, N. Effect of whey protein concentrate and buttermilk powders on rheological properties of dough and bread quality. J. Food Qual. 2014, 37, 117–124. [Google Scholar] [CrossRef]
- De la Fuente, M.; Hemar, Y.; Tamehana, M.; Munro, P.; Singh, H. Process-induced changes in whey proteins during the manufacture of whey protein concentrates. Int. Dairy J. 2002, 12, 361–369. [Google Scholar] [CrossRef]
- Nunes, L.; Tavares, G.M. Thermal treatments and emerging technologies: Impacts on the structure and techno-functional properties of milk proteins. Trends Food Sci. Technol. 2019, 90, 88–99. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, W.; Zhang, L.; Hettinga, K.; Zhou, P. Characterizing the changes of bovine milk serum proteins after simulated industrial processing. LWT Food Sci. Technol. 2020, 133, 110101. [Google Scholar] [CrossRef]
- World: Milk Production and Population. Available online: https://www.clal.it/en/?section=produzioni_popolazione_world (accessed on 31 March 2021).
- Foegeding, E.; Luck, P.; Vardhanabhuti, B. Whey protein products. Encycl. Dairy Sci. 2011, 3, 1957–1960. [Google Scholar]
- Foegeding, E.A.; Davis, J.P.; Doucet, D.; McGuffey, M.K. Advances in modifying and understanding whey protein functionality. Trends Food Sci. Technol. 2002, 13, 151–159. [Google Scholar] [CrossRef]
- Mota, M.; Ferreira, I.; Oliveira, M.; Rocha, C.; Teixeira, J.; Torres, D.; Gonçalves, M. Trypsin hydrolysis of whey protein concentrates: Characterization using multivariate data analysis. Food Chem. 2006, 94, 278–286. [Google Scholar] [CrossRef] [Green Version]
- Gerdes, S.K.; Harper, W.J.; Miller, G. Bioactive Components of Whey and Cardiovascular Health; US Dairy Export Council: Arlington, VA, USA, 2001; pp. 1–8. [Google Scholar]
- Brandelli, A.; Daroit, D.J.; Corrêa, A.P.F. Whey as a source of peptides with remarkable biological activities. Food Res. Int. 2015, 73, 149–161. [Google Scholar] [CrossRef] [Green Version]
- Monari, S.; Ferri, M.; Russo, C.; Prandi, B.; Tedeschi, T.; Bellucci, P.; Zambrini, A.V.; Donati, E.; Tassoni, A. Enzymatic production of bioactive peptides from scotta, an exhausted by-product of ricotta cheese processing. PLoS ONE 2019, 14, e0226834. [Google Scholar] [CrossRef] [Green Version]
- Henriques, M.; Gomes, D.; Pereira, C. Liquid whey protein concentrates produced by ultrafiltration as primary raw materials for thermal dairy gels. Food Technol. Biotechnol. 2017, 55, 454–463. [Google Scholar] [CrossRef]
- Henriques, M.H.F.; Gomes, D.M.G.S.; Borges, A.R.; Pereira, C.J.D. Liquid whey protein concentrates as primary raw material for acid dairy gels. Food Sci. Technol. 2020, 40, 361–369. [Google Scholar] [CrossRef] [Green Version]
- Borges, A.R.; Pires, A.F.; Marnotes, N.G.; Gomes, D.G.; Henriques, M.F.; Pereira, C.D. Dairy by-products concentrated by ultrafiltration used as ingredients in the production of reduced fat washed curd cheese. Foods 2020, 9, 1020. [Google Scholar] [CrossRef]
- Mileriene, J.; Serniene, L.; Henriques, M.; Gomes, D.; Pereira, C.; Kondrotiene, K.; Kasetiene, N.; Lauciene, L.; Sekmokiene, D.; Malakauskas, M. Effect of liquid whey protein concentrate–based edible coating enriched with cinnamon carbon dioxide extract on the quality and shelf life of Eastern European curd cheese. J. Dairy Sci. 2021, 104, 1504–1517. [Google Scholar] [CrossRef]
- Lappa, I.K.; Papadaki, A.; Kachrimanidou, V.; Terpou, A.; Koulougliotis, D.; Eriotou, E.; Kopsahelis, N. Cheese whey processing: Integrated biorefinery concepts and emerging food applications. Foods 2019, 8, 347. [Google Scholar] [CrossRef] [Green Version]
- Batista, M.A.; Cruz, N.; Campos, A.; Pinto, M.; Silvestre, C. Whey and protein derivatives: Applications in food products development, technological properties and functional effects on child health. Cogent Food Agric. 2018, 4, 1–13. [Google Scholar] [CrossRef]
- Ha, H.; Rankin, S.A.; Lee, M.; Lee, W. Development and characterization of whey protein-based nano-delivery systems: A Review. Molecules 2019, 24, 3254. [Google Scholar] [CrossRef] [Green Version]
- Guo, M.; Wang, G. Milk protein polymer and its application in environmentally safe adhesives. Polymers 2016, 8, 324. [Google Scholar] [CrossRef] [Green Version]
- Galus, S.; Management, P. Gas barrier and wetting properties of whey protein isolate-based emulsion films. Polym. Eng. Sci. 2019, 59, E375–E383. [Google Scholar] [CrossRef]
- Costa, C.; Azoia, N.G.; Coelho, L.; Freixo, R.; Batista, P.; Pintado, M. Proteins derived from the dairy losses and by-products as raw materials for non-food applications. Foods 2021, 10, 135. [Google Scholar] [CrossRef]
- Yada, R.Y. Proteins in Food Processing; Woodhead Publishing: Sawston, UK, 2017. [Google Scholar]
- Mulder, M.; Mulder, J. Basic Principles of Membrane Technology; Springer Science & Business Media: Berlin, Germany, 1996. [Google Scholar]
- Henning, D.; Baer, R.; Hassan, A.; Dave, R. Major advances in concentrated and dry milk products, cheese, and milk fat-based spreads. J. Dairy Sci. 2006, 89, 1179–1188. [Google Scholar] [CrossRef] [Green Version]
- Daufin, G.; Escudier, J.-P.; Carrère, H.; Bérot, S.; Fillaudeau, L.; Decloux, M. Recent and emerging applications of membrane processes in the food and dairy industry. Food Bioprod. Process. 2001, 79, 89–102. [Google Scholar] [CrossRef]
- Macedo, A.; Morais, N. Avaliação do desempenho de duas membranas de ultrafiltração para a separação da fração proteica de sorelho de ovelha: Processos de ultrafiltração/diafiltração. Res. Netw. Health 2017, 1, 3. [Google Scholar]
- Yorgun, M.; Balcioglu, I.A.; Saygin, O. Performance comparison of ultrafiltration, nanofiltration and reverse osmosis on whey treatment. Desalination 2008, 229, 204–216. [Google Scholar] [CrossRef]
- De Souza, R.R.; Bergamasco, R.; da Costa, S.C.; Feng, X.; Faria, S.H.B.; Gimenes, M.L. Recovery and purification of lactose from whey. Chem. Eng. Process. Process Intensif. 2010, 49, 1137–1143. [Google Scholar] [CrossRef]
- Chen, Q.; Zhao, L.; Yao, L.; Chen, Q.; Ahmad, W.; Li, Y.; Qin, Z. The Application of Membrane Separation Technology in the Dairy Industry. In Technological Approaches for Novel Applications in Dairy Processing; IntechOpen: London, UK, 2018; p. 23. [Google Scholar]
- Atra, R.; Vatai, G.; Bekassy-Molnar, E.; Balint, A. Investigation of ultra-and nanofiltration for utilization of whey protein and lactose. J. Food Eng. 2005, 67, 325–332. [Google Scholar] [CrossRef]
- Yee, K.W.; Wiley, D.E.; Bao, J. Whey protein concentrate production by continuous ultrafiltration: Operability under constant operating conditions. J. Membr. Sci. 2007, 290, 125–137. [Google Scholar] [CrossRef]
- Neville, J. Developments in whey protein and lactose permeate production processes and their relationship to specific product attributes. Int. J. Dairy Technol. 2006, 59, 67–69. [Google Scholar] [CrossRef]
- Lipnizki, F. Cross-flow membrane applications in the food industry. Membr. Technol. Membr. Food Appl. 2010, 3, 1–24. [Google Scholar]
- Jeantet, R.; Rodríguez, J.; Garem, A. Nanofiltration of sweet whey by spiral wound organic membranes: Impact of hydrodynamics. Le Lait 2000, 80, 155–163. [Google Scholar] [CrossRef]
- Pisponen, A.; Pajumägi, S.; Mootse, H.; Karus, A.; Poikalainen, V. The lactose from Ricotta cheese whey: The effect of pH and concentration on size and morphology of lactose crystals. Dairy Sci. Technol. 2013, 93, 477–486. [Google Scholar] [CrossRef] [Green Version]
- Magueijo, V.; Minhalma, M.; Queiroz, D.; Geraldes, V.; Macedo, A.; Pinho, M.d. Reduction of wastewaters and valorisation of by-products from “Serpa” cheese manufacture using nanofiltration. Water Sci. Technol. 2005, 52, 393–399. [Google Scholar] [CrossRef]
- Tatoulis, T.I.; Michailides, M.K.; Tekerlekopoulou, A.G.; Akratos, C.S.; Pavlou, S.; Vayenas, D.V. Simultaneous Treatment of Agro-Industrial and Industrial Wastewaters: Case Studies of Cr (VI)/Second Cheese Whey and Cr (VI)/Winery Effluents. Water 2018, 10, 382. [Google Scholar] [CrossRef] [Green Version]
- Carota, E.; Crognale, S.; D’Annibale, A.; Gallo, A.M.; Stazi, S.R.; Petruccioli, M. A sustainable use of Ricotta Cheese Whey for microbial biodiesel production. Sci. Total Environ. 2017, 584, 554–560. [Google Scholar] [CrossRef]
- Ribeiro, J.E.S.; Martini, M.; Altomonte, I.; Salari, F.; Nardoni, S.; Sorce, C.; da Silva, F.L.H.; Andreucci, A. Production of Chlorella protothecoides biomass, chlorophyll and carotenoids using the dairy industry by-product scotta as a substrate. Biocatal. Agric. Biotechnol. 2017, 11, 207–213. [Google Scholar] [CrossRef]
- Díaz, O.; Pereira, C.; Cobos, A. Rheological properties and microstructure of heat-induced gels of ovine whey protein concentrates obtained from clarified cheese whey. Milchwissenschaft 2006, 61, 193–196. [Google Scholar]
- Tsolcha, O.N.; Tekerlekopoulou, A.G.; Akratos, C.S.; Bellou, S.; Aggelis, G.; Katsiapi, M.; Moustaka-Gouni, M.; Vayenas, D.V. Treatment of second cheese whey effluents using a Choricystis-based system with simultaneous lipid production. J. Chem. Technol. Biotechnol. 2016, 91, 2349–2359. [Google Scholar] [CrossRef]
- Chessa, L.; Paba, A.; Daga, E.; Caredda, M.; Comunian, R. Optimization of scotta as growth medium to preserve biodiversity and maximise bacterial cells concentration of natural starter cultures for Pecorino Romano PDO cheese. FEMS Microbiol. Lett. 2020, 367, fnaa110. [Google Scholar] [CrossRef]
- Comino, E.; Riggio, V.A.; Rosso, M. Biogas production by anaerobic co-digestion of cattle slurry and cheese whey. Bioresour. Technol. 2012, 114, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Basak, B.; Adiba, F.; Byong-Hun, J.; Ganguly, A.; Chatterjee, P.K.; Dey, A. Process kinetic studies of biohydrogen production by co-fermentation of fruit-vegetable wastes and cottage cheese whey. Energy Sustain. Dev. 2018, 47, 39–52. [Google Scholar] [CrossRef]
- De Albuquerque, J.N.; Paulinetti, A.P.; Lovato, G.; Albanez, R.; Ratusznei, S.M.; Rodrigues, J.A.D. Anaerobic sequencing batch reactors co-digesting whey and glycerin as a possible solution for small and mid-size dairy industries: Environmental compliance and methane production. Appl. Biochem. Biotechnol. 2020, 192, 979–998. [Google Scholar] [CrossRef]




| Bovine CW | Ovine CW | Caprine CW | Ovine SCW | |
|---|---|---|---|---|
| Total solids | 6.0–7.0 | 7.6–10.5 | 7.07–10.8 | 7.1–8.3 |
| Lactose | 4.2–5.0 | 4.3–6.1 | 5.02–6.7 | 4.5–5.7 |
| Proteins | 0.7–0.9 | 1.6–1.8 | 1.2–0.63 | 0.8–1.2 |
| Fat | 0.1–0.8 | 1.2–2.5 | 0.84 | 0.2–0.4 |
| Minerals | 0.5–0.6 | 1.0–1.8 | 0.57 | 1.7–1.9 |
| pH | 5.6–6.3 | 5.3–5.9 | 6.34 | 5.5–6.3 |
| Source Protein | Peptide Fragment | Amino Acid Sequence |
|---|---|---|
| α-La | f10–15 | RELKDL |
| f16–26 | KGYGGVSLPEW | |
| f32–40 | HTSGYDTQA | |
| f97–103 | DKVGINY | |
| f97–104 | DKVGINYW | |
| f98–104 | KVGINYW | |
| β-Lg | f33–42 | DAQSAPLRVY |
| β-CN | f1–6 | RELEEL |
| f94–105 | GVSKVKEAMAPK | |
| CMP | f106–115 | MAIPPKKNQD |
| f107–115 | AIPPKKNQD | |
| f161–169 | TVQVTSTAV |
| APPLICATIONS | FUNCTIONS OF CW/SCW PRODUCTS |
|---|---|
| FOOD APPLICATIONS DAIRY PRODUCTS | |
| Reduced-fat/Low-fat cheese | Fat mimetics |
| Processed cheese | Emulsification/Water binding |
| Yoghurts/Low-fat yoghurts/Fermented drinks | Protein fortification/Fat mimetics |
| Ice-cream | Fat substitution/Emulsification/Foaming |
| SAUCES/SALAD DRESSINGS/DRINKS | |
| Sauces/Salad dressings | Emulsification/Fat mimetics/Creaminess |
| Drinks | Body/Creaminess/Viscosity |
| MEAT PRODUCTS | |
| Ham | Water binding/Gelification |
| Structured meat | Water binding/Gelification |
| Sausages and meat emulsions | Water binding/Emulsification/Fat mimetics/Gelification |
| FISH PRODUCTS | |
| Surimi | Water binding/Emulsification/Fat mimetics |
| BAKERY AND CONFECTIONERY PRODUCTS | |
| Bakery | Flavour/Egg substitution/Stabilization/Foaming |
| Snacks | Binding properties/Fat substitution/Foaming and expansion |
| EDIBLE FILMS COATINGS | |
| Edible films/coatings | Gas/Water vapour barrier |
| Edible films/coatings with incorporation biologically active components | Antimicrobials/Antioxidants |
| DIETARY SUPLEMENTS | |
| Infant formulae | Nutritional adequation |
| Elderly formulae | Nutritional adequation/Suplementation |
| Sport suplements (protein enriched bars, crackers and drinks | Nutritional suplementation |
| FUNCTIONAL FOODS | |
| Protein hydrolisates | Several health promoting functions (e.g., antihipertensive activity) |
| NON FOOD APPLICATIONS | |
| BIOMEDICAL APPLICATIONS | |
| Tissue engineering | Nanoparticles/Encapsulation |
| FERMENTATION SUBSTRATES | |
| For energy production | Algae/Lipids for biodiesel |
| For ethanol and lactic acid production | Ethanol; Lactic acid |
| For bioplastic production | Polylactide/polyhydroxyalkanoates |
| ADHESIVES | |
| Environmentally safe adhesives | Polymeriztion |
| TEXTILES | |
| Several applications in textiles | Enhanced staining/Abrasion resistence and tensile strenght/Flame retardancy/Antimicrobial properties/Microencapsulation of aroma |
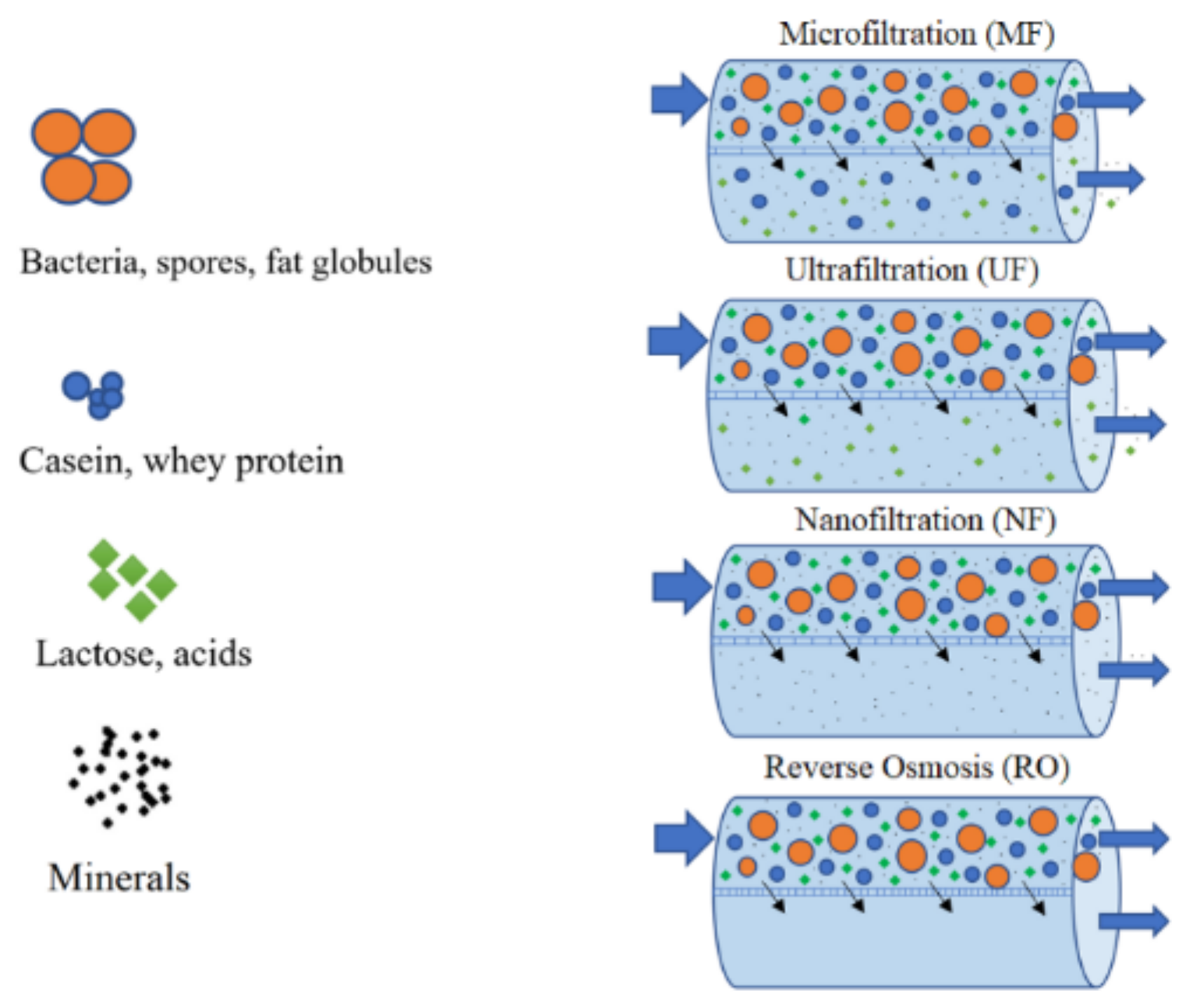
| Type | Pore Size (nm) | Retained Compounds | MW of Compound (kDa) |
|---|---|---|---|
| MF | 20–4.000 | Bacteria, fat globules and casein micelles | 100–500 |
| UF | 20–200 | Whey proteins | 1–100 |
| NF | <2 | Lactose, divalent salts | 0.1–1 |
| RO | <2 | Monovalent salts | <0.1 |
| Electrodialysis | - | Removal of salt and deacidification of solutions containing neutral components | - |
| Pervaporation | - | Used for volatile organic pollutants | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pires, A.F.; Marnotes, N.G.; Rubio, O.D.; Garcia, A.C.; Pereira, C.D. Dairy By-Products: A Review on the Valorization of Whey and Second Cheese Whey. Foods 2021, 10, 1067. https://doi.org/10.3390/foods10051067
Pires AF, Marnotes NG, Rubio OD, Garcia AC, Pereira CD. Dairy By-Products: A Review on the Valorization of Whey and Second Cheese Whey. Foods. 2021; 10(5):1067. https://doi.org/10.3390/foods10051067
Chicago/Turabian StylePires, Arona Figueroa, Natalí Garcia Marnotes, Olga Díaz Rubio, Angel Cobos Garcia, and Carlos Dias Pereira. 2021. "Dairy By-Products: A Review on the Valorization of Whey and Second Cheese Whey" Foods 10, no. 5: 1067. https://doi.org/10.3390/foods10051067