
Effects of Mechanical Stirring and Ultrasound Treatment on the Separation of Graphite Electrode Materials from Copper Foils of Spent LIBs: A Comparative Study

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparations
2.2. Peeling-Off Tests (Ultrasonication and Mechanical Stirring)
2.3. XRF, SEM-EDS, and XRD Measurements
2.4. Simulation Process
3. Results and Discussion
3.1. Mechanical Stirring Treatment
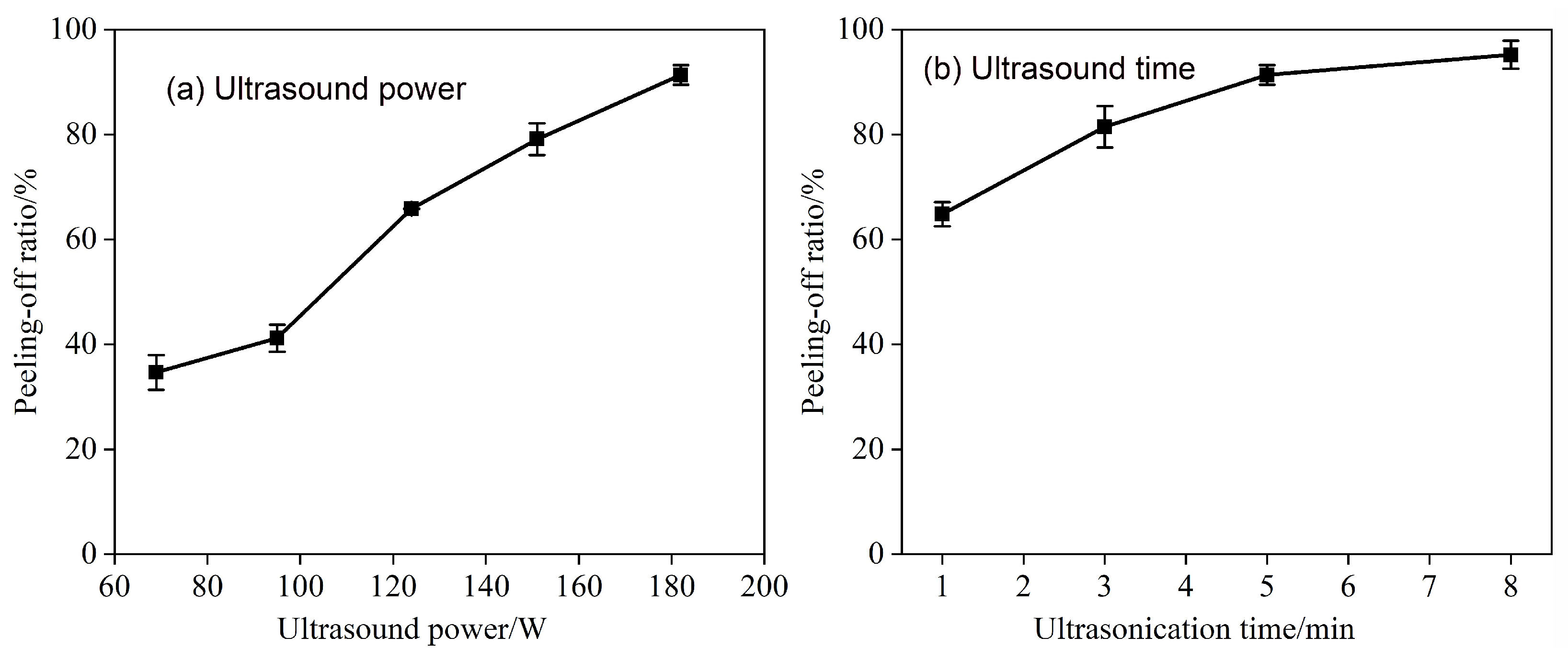
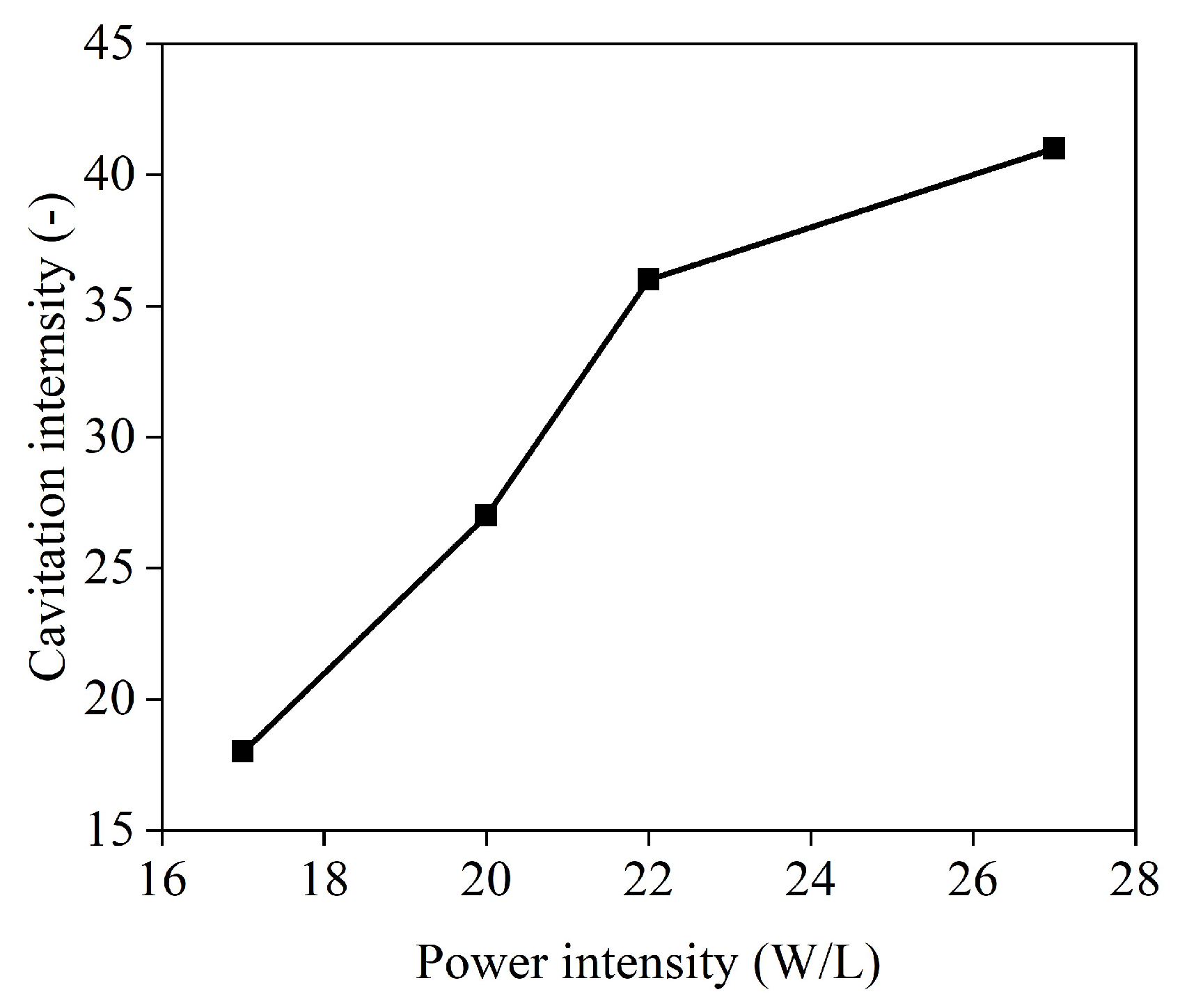
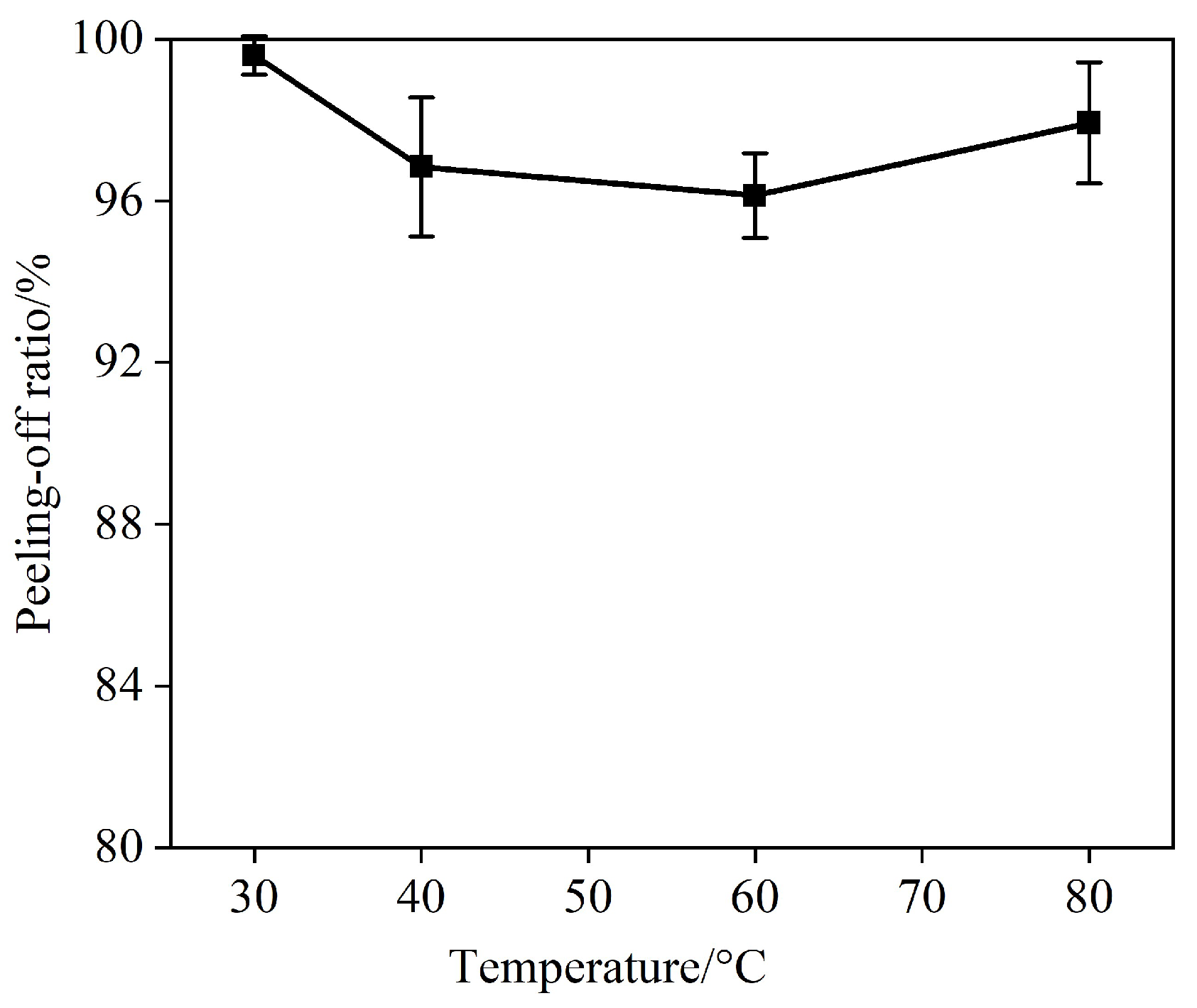
3.2. Ultrasound Treatment

3.3. Ultrasound-Assisted Treatment Coupled with Mechanical Stirrer
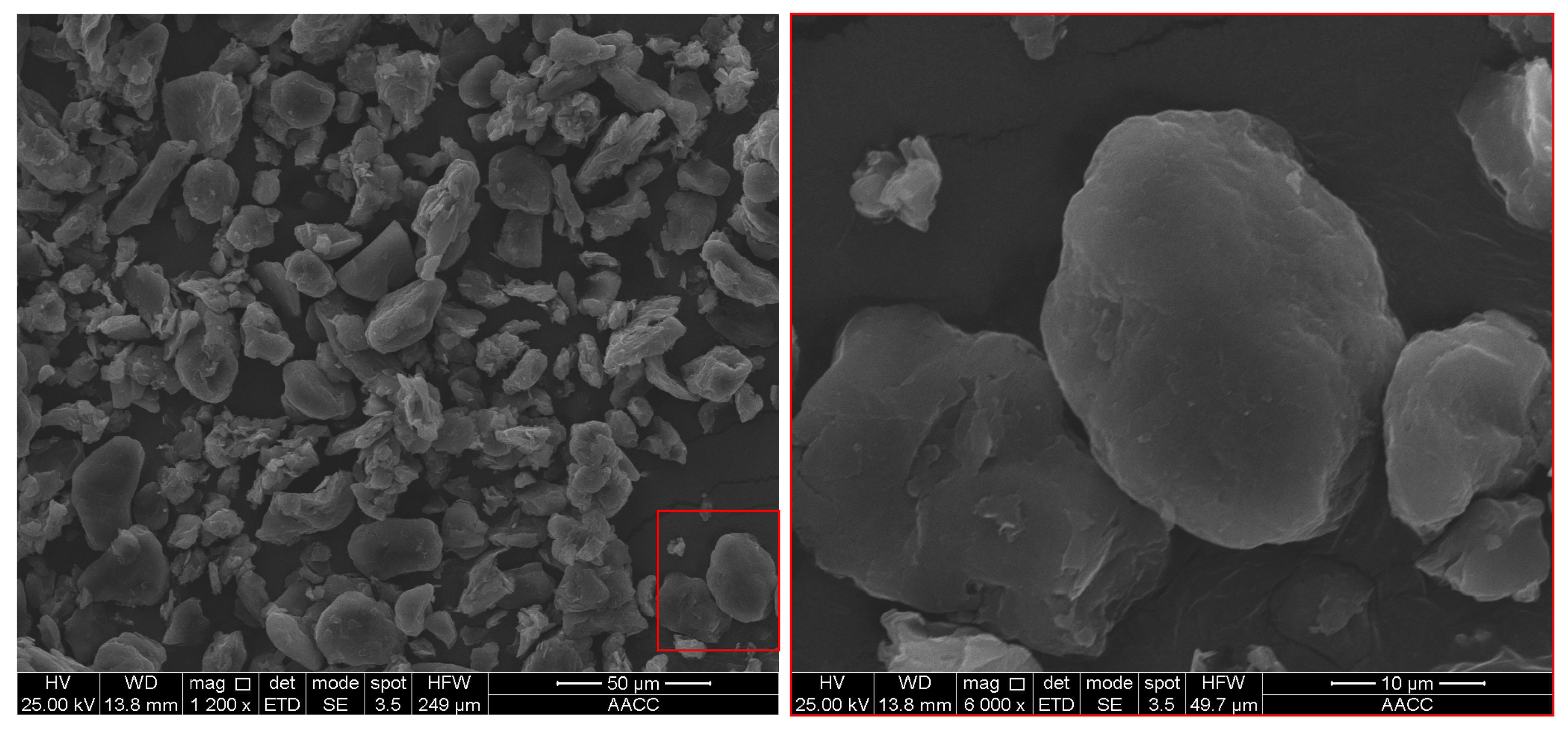
3.4. XRD, XRF, and SEM Analysis of Liberated Graphite Electrode Material
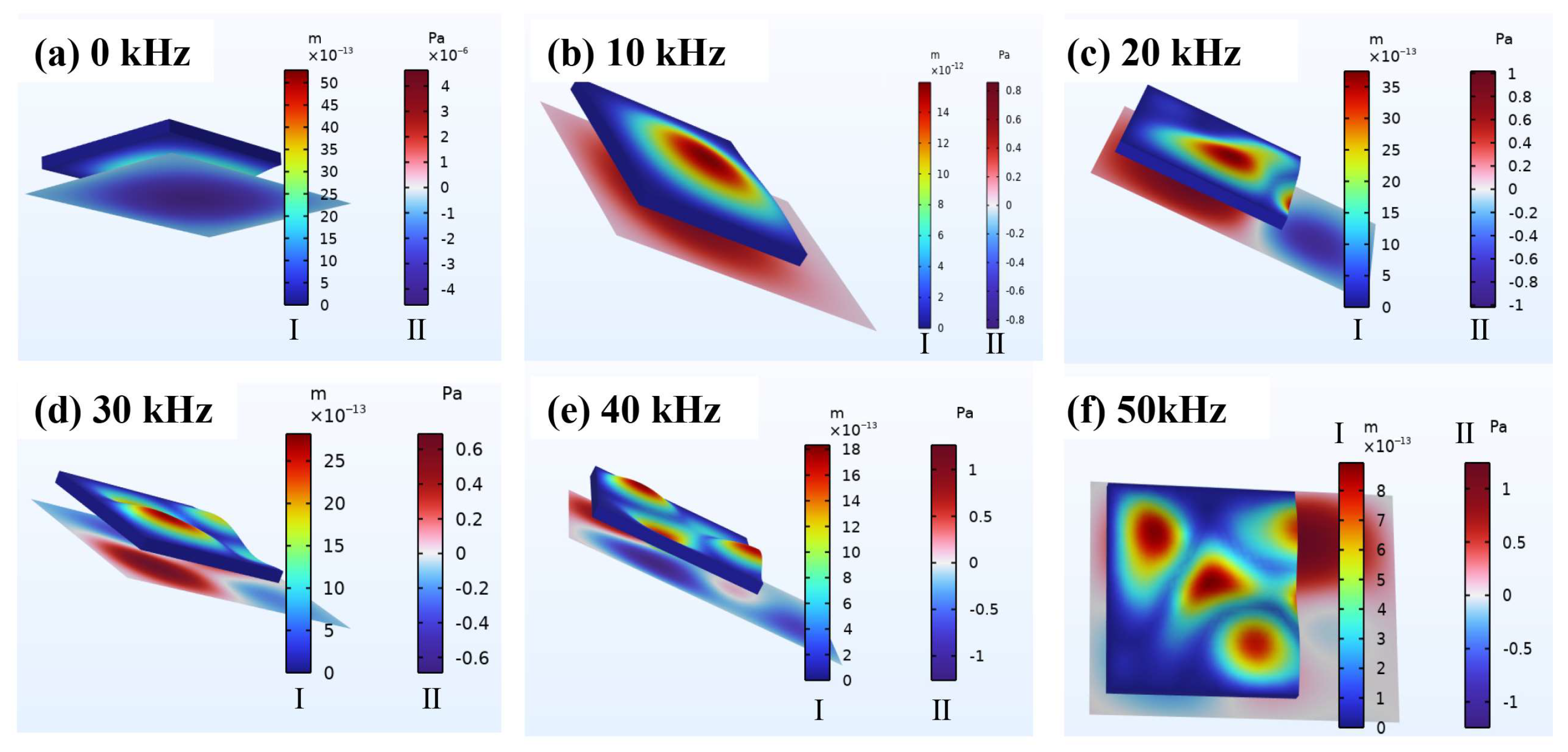
3.5. Numerical Simulation
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lv, W.; Wang, Z.; Cao, H.; Sun, Y.; Zhang, Y.; Sun, Z. A critical review and analysis on the recycling of spent lithium-ion batteries. Acs. Sustain. Chem. Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- Xu, J.; Thomas, H.R.; Francis, R.W.; Lum, K.R.; Wang, J.; Liang, B. A review of processes and technologies for the recycling of lithium-ion secondary batteries. J. Power Sources 2008, 177, 512–527. [Google Scholar] [CrossRef]
- Liu, G.; Wang, N.; Qi, F.; Lu, X.; Liang, Y.; Sun, Z. Novel Ni–Ge–P anodes for lithium-ion batteries with enhanced reversibility and reduced redox potential. Inorg. Chem. Front. 2023, 10, 699–711. [Google Scholar] [CrossRef]
- Yu, J.; Lin, M.; Tan, Q.; Li, J. High-value utilization of graphite electrodes in spent lithium-ion batteries: From 3D waste graphite to 2D graphene oxide. J. Hazard Mater. 2021, 401, 123715. [Google Scholar] [CrossRef]
- Ke, X.; Liang, Y.; Ou, L.; Liu, H.; Chen, Y.; Wu, W.; Cheng, Y.; Guo, Z.; Lai, Y.; Liu, P.; et al. Surface engineering of commercial Ni foams for stable Li metal anodes. Energy Storage Mater. 2019, 23, 547–555. [Google Scholar] [CrossRef]
- Kim, S.; Bang, J.; Yoo, J.; Shin, Y.; Bae, J.; Jeong, J.; Kim, K.; Dong, P.; Kwon, K. A comprehensive review on the pretreatment process in lithium-ion battery recycling. J. Clean Prod. 2021, 294, 126329. [Google Scholar] [CrossRef]
- He, Y.; Yuan, X.; Zhang, G.; Wang, H.; Zhang, T.; Xie, W.; Li, L. A critical review of current technologies for the liberation of electrode materials from foils in the recycling process of spent lithium-ion batteries. Sci. Total Environ. 2021, 766, 142382. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Ge, L.; Fu, R.; Zhang, X.; Huang, Y. Characteristics of wet and dry crushing methods in the recycling process of spent lithium-ion batteries. J Power Sources 2013, 240, 766–771. [Google Scholar] [CrossRef]
- Zhu, S.; He, W. Removal of organic impurities in lithium cobalt oxide from spent lithium ion batteries by ultrasonic irradiation. Adv. Mater. Res. 2014, 864–867, 1937–1940. [Google Scholar] [CrossRef]
- Yan, S.; Jiang, Y.; Chen, X.; Zhou, T. Improved advanced oxidation process for in situ recycling of al foils and cathode materials from spent lithium-ion batteries. Ind. Eng. Chem. Res. 2022, 61, 12728–12738. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Li, X.D.; Chen, X.P.; Koivula, R.; Xu, J.H. Tunnel manganese oxides prepared using recovered LiMn2O4 from spent lithium-ion batteries: Co adsorption behavior and mechanism. J. Hazard Mater. 2022, 425, 127957. [Google Scholar] [CrossRef]
- He, L.; Sun, S.; Song, X.; Yu, J. Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning. Waste Manag. 2015, 46, 523–528. [Google Scholar] [CrossRef]
- Yang, L.; Xi, G.; Xi, Y. Recovery of Co, Mn, Ni, and Li from spent lithium ion batteries for the preparation of LiNixCoyMnzO2 cathode materials. Ceram Int. 2015, 41, 11498–11503. [Google Scholar] [CrossRef]
- Li, L.; Lu, J.; Ren, Y.; Zhang, X.X.; Chen, R.J.; Wu, F.; Amine, K. Ascorbic-acid-assisted recovery of cobalt and lithium from spent Li-ion batteries. J. Power Sources 2012, 218, 21–27. [Google Scholar] [CrossRef]
- Wang, M.; Tan, Q.; Liu, L.; Li, J. A low-toxicity and high-efficiency deep eutectic solvent for the separation of aluminum foil and cathode materials from spent lithium-ion batteries. J. Hazard Mater. 2019, 380, 120846. [Google Scholar] [CrossRef] [PubMed]
- Zhang, G.; He, Y.; Feng, Y.; Wang, H.; Zhu, X. Pyrolysis-ultrasonic-assisted flotation technology for recovering graphite and licoo2 from spent lithium-ion batteries. ACS Sustain. Chem. Eng. 2018, 6, 10896–10904. [Google Scholar] [CrossRef]
- Li, J.; Shi, P.; Wang, Z.; Chen, Y.; Chang, C. A combined recovery process of metals in spent lithium-ion batteries. Chemosphere 2009, 77, 1132–1136. [Google Scholar] [CrossRef]
- Bu, X.; Danstan, J.K.; Hassanzadeh, A.; Vakylabad, A.B.; Chelgani, S.C. Metal extraction from ores and waste materials by ultrasound-assisted leaching—An overview. Min. Proc. Ext. Met. Rev. 2022, 1–18. [Google Scholar] [CrossRef]
- Vyas, S.; Ting, Y. Review of the application of ultrasound in bioleaching and insights from sonication in (bio)chemical processes. Resources 2018, 7, 3. [Google Scholar] [CrossRef] [Green Version]
- Ritesh, P.; Srivastava, V.C. Understanding of ultrasound enhanced electrochemical oxidation of persistent organic pollutants. J. Water Process Eng. 2020, 37, 101378. [Google Scholar] [CrossRef]
- Babu, S.G.; Ashokkumar, M.; Neppolian, B. The role of ultrasound on advanced oxidation processes. Topics Curr. Chem. 2016, 374, 75. [Google Scholar] [CrossRef] [PubMed]
- Zhou, M.; Liu, K.; Wei, M.; Zhang, J.; Chen, S.; Cheng, W. Recovery of lithium iron phosphate by specific ultrasonic cavitation parameters. Sustainability 2022, 14, 3390. [Google Scholar] [CrossRef]
- Toma, C.M.; Ghica, G.V.; Buzatu, M.; Petrescu, M.I.; Vasile, E.; Iacob, G. A recovery process of active cathode paste from spent li-ion batteries. In Proceedings of the International Conference on Innovative Research—ICIR Euroinvent 2017, Iasi, Romania, 25–26 May 2017; Sandu, A.V., Abdullah, M., Vizureanu, P., Ghazali, C., Sandu, I., Eds.; [Google Scholar]
- Chen, X.; Li, S.; Wu, X.; Zhou, T.; Ma, H. In-situ recycling of coating materials and Al foils from spent lithium ion batteries by ultrasonic-assisted acid scrubbing. J. Clean Prod. 2020, 258, 120943. [Google Scholar] [CrossRef]
- Bian, D.; Sun, Y.; Li, S.; Tian, Y.; Yang, Z.; Fan, X.; Zhang, W. A novel process to recycle spent LiFePO4 for synthesizing LiFePO4/C hierarchical microflowers. Electrochim. ACTA 2016, 190, 134–140. [Google Scholar] [CrossRef]
- Yan, S.X.; Sun, C.H.; Zhou, T.; Gao, R.C.; Xie, H.S. Ultrasonic-assisted leaching of valuable metals from spent lithium-ion batteries using organic additives. Sep. Purif. Technol. 2021, 257, 117930. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, W.; Li, G.; Zhu, H.; Huang, J.; He, W. Ultrasonic renovation mechanism of spent LCO batteries: A mild condition for cathode materials recycling. Resour. Conserv. Recycl. 2020, 162, 105019. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, W.; Li, G.; Zhu, H.; Huang, J.; He, W. Ultrasonic renovating and coating modifying spent lithium cobalt oxide from the cathode for the recovery and sustainable utilization of lithium-ion battery. J. Clean Prod. 2020, 257, 120510. [Google Scholar] [CrossRef]
- Huang, T.; Zhang, S.W.; Zhou, L.L.; Tao, H.; Li, A.Y. Synergistic effect of ultrasonication and sulfate radical on recovering cobalt and lithium from the spent lithium-ion battery. J. Environ. Manag. 2022, 305, 114395. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Q.; Marchetti, B.; Chen, X.; Xu, S.; Zhou, X. Separation, purification, regeneration and utilization of graphite recovered from spent lithium-ion batteries—A review. J. Environ. Chem. Eng. 2022, 10, 107312. [Google Scholar] [CrossRef]
- Natarajan, S.; Boricha, A.B.; Bajaj, H.C. Recovery of value-added products from cathode and anode material of spent lithium-ion batteries. Waste Manag. 2018, 77, 455–465. [Google Scholar] [CrossRef]
- Yasui, K. Unsolved problems in acoustic cavitation. In handbook of ultrasonics and sonochemistry. In Handbook of Ultrasonics and Sonochemistry; Ashokkumar, M., Cavalieri, F., Chemat, F., Okitsu, K., Sambandam, A., Yasui, K., Zisu, B., Eds.; Springer: Singapore, 2016; pp. 1–34. [Google Scholar]
- Yasui, K. Acoustic Cavitation and Bubble Dynamics; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Ferrero, F.; Periolatto, M. Ultrasound for low temperature dyeing of wool with acid dye. Ultrason. Sonochem. 2012, 19, 601–606. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Yewe-Siang, M.; Lee Shee, W.; Wu, H. Direct emulsification of crude glycerol and bio-oil without addition of surfactant via ultrasound and mechanical agitation. Fuel 2018, 227, 183–189. [Google Scholar] [CrossRef]
- Elhag, H.E.E.A.; Naila, A.; Nour, A.H.; Ajit, A.; Sulaiman, A.Z.; Aziz, B.A. Optimization of protein yields by ultrasound assisted extraction from Eurycoma longifolia roots and effect of agitation speed. J. King Saud Univ.—Sci. 2019, 31, 913–930. [Google Scholar] [CrossRef]
- Lee, C.; Hun, L.; Yaakob, H.; Luing, W.S.; Jannet, H.B. Optimization of ultrasound-assisted extraction of total flavonoids content from the white flowering variety of Melastoma Malabathricum. J. Kejuruter. SI 2019, 2, 91–102. [Google Scholar] [CrossRef]
- Chemat, F.; Rombaut, N.; Sicaire, A.; Meullemiestre, A.; Fabiano-Tixier, A.; Abert-Vian, M. Ultrasound assisted extraction of food and natural products. Mechanisms, techniques, combinations, protocols and applications. A review. Ultrason. Sonochem. 2017, 34, 540–560. [Google Scholar] [CrossRef] [PubMed]
- Lupatini, A.L.; de Oliveira Bispo, L.; Colla, L.M.; Costa, J.A.V.; Canan, C.; Colla, E. Protein and carbohydrate extraction from S. platensis biomass by ultrasound and mechanical agitation. Food Res. Int. 2017, 99, 1028–1035. [Google Scholar] [CrossRef] [PubMed]
- Nie, G.; Hu, K.; Ren, W.; Zhou, P.; Duan, X.; Xiao, L.; Wang, S. Mechanical agitation accelerated ultrasonication for wastewater treatment: Sustainable production of hydroxyl radicals. Water Res. 2021, 198, 117124. [Google Scholar] [CrossRef]
- Abdollahifar, M.; Doose, S.; Cavers, H.; Kwade, A. Graphite recycling from end-of-life lithium-ion batteries: Processes and applications. Adv. Mater. Technol. 2022, 8, 2200368. [Google Scholar] [CrossRef]
- Natarajan, S.; Aravindan, V. An urgent call to spent lib recycling: Whys and wherefores for graphite recovery. Adv. Energy Mater. 2020, 10, 2002238. [Google Scholar] [CrossRef]
- Wang, X.; Bu, X.; Ni, C.; Zhou, S.; Yang, X.; Zhang, J.; Alheshibri, M.; Peng, Y.; Xie, G. Effect of scrubbing medium’s particle size on scrubbing flotation performance and mineralogical characteristics of microcrystalline graphite. Miner Eng. 2021, 163, 106766. [Google Scholar] [CrossRef]
- Bu, X.; Evans, G.; Xie, G.; Peng, Y.; Zhang, Z.; Ni, C.; Ge, L. Removal of fine quartz from coal-series kaolin by flotation. Appl. Clay Sci. 2017, 143, 437–444. [Google Scholar] [CrossRef]
- Tailleux, R.; Rouleau, L. The effect of mechanical stirring on horizontal convection. Tellus A 2010, 62, 138–153. [Google Scholar] [CrossRef] [Green Version]
- Niemczewski, B. Cavitation intensity of water under practical ultrasonic cleaning conditions. Ultrason. Sonochem. 2014, 21, 354–359. [Google Scholar] [CrossRef] [PubMed]
- Thompson, L.H.; Doraiswamy, L.K. Sonochemistry: Science and Engineering. Ind. Eng. Chem. Res. 1999, 38, 1215–1249. [Google Scholar] [CrossRef]
- Kentish, S.; Ashokkumar, M. The Physical and Chemical Effects of Ultrasound; Feng, H., Barbosa-Canovas, G., Weiss, J., Eds.; Springer: New York, NY, USA, 2011; pp. 1–12. [Google Scholar]
- Kim, Y.C.; Min, H.; Yu, J.; Hong, S.Y.; Wang, M.; Kim, S.H.; Suhr, J.; Lee, Y.K.; Kim, K.J.; Nam, J. Forced infiltration of silica beads into densely-packed glass fibre beds for thin composite laminates. RSC Adv. 2016, 6, 91341–91348. [Google Scholar]
- Xu, H.; Tu, J.; Niu, F.; Yang, P. Cavitation dose in an ultrasonic cleaner and its dependence on experimental parameters. Appl. Acoust. 2016, 101, 179–184. [Google Scholar] [CrossRef]
- Nazari, S.; Zhou, S.; Hassanzadeh, A.; Li, J.; He, Y.; Bu, X.; Kowalczuk, P.B. Influence of operating parameters on nanobubble-assisted flotation of graphite. J. Mater. Res. Technol. 2022, 20, 3891–3904. [Google Scholar] [CrossRef]
- Lee, Y.; Hatori, H. The dependence of B retentivity on carbon crystallinity. Mater. Chem. Phys. 2003, 82, 258–262. [Google Scholar] [CrossRef]
- He, K.; Zhang, Z.Y.; Zhang, F.S. Synthesis of graphene and recovery of lithium from lithiated graphite of spent Li-ion battery. Waste Manag. 2021, 124, 283–292. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cu | Mo | S | Zr | Ru | Fe |
|---|---|---|---|---|---|---|
| 99.85 | 0.06 | 0.031 | 0.022 | 0.017 | 0.015 | 0.005 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, X.; Tong, Z.; Dai, Y.; Ma, G.; Lv, Z.; Bu, X.; Bilal, M.; Vakylabad, A.B.; Hassanzadeh, A. Effects of Mechanical Stirring and Ultrasound Treatment on the Separation of Graphite Electrode Materials from Copper Foils of Spent LIBs: A Comparative Study. Separations 2023, 10, 246. https://doi.org/10.3390/separations10040246
Ren X, Tong Z, Dai Y, Ma G, Lv Z, Bu X, Bilal M, Vakylabad AB, Hassanzadeh A. Effects of Mechanical Stirring and Ultrasound Treatment on the Separation of Graphite Electrode Materials from Copper Foils of Spent LIBs: A Comparative Study. Separations. 2023; 10(4):246. https://doi.org/10.3390/separations10040246
Chicago/Turabian StyleRen, Xibing, Zheng Tong, Yanshan Dai, Guoying Ma, Zhongze Lv, Xiangning Bu, Muhammad Bilal, Ali Behrad Vakylabad, and Ahmad Hassanzadeh. 2023. "Effects of Mechanical Stirring and Ultrasound Treatment on the Separation of Graphite Electrode Materials from Copper Foils of Spent LIBs: A Comparative Study" Separations 10, no. 4: 246. https://doi.org/10.3390/separations10040246