
Recovery of Carbon and Cryolite from Spent Carbon Anode Slag Using a Grinding Flotation Process Based on Mineralogical Characteristics

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Wet Ball-Milling Experiments
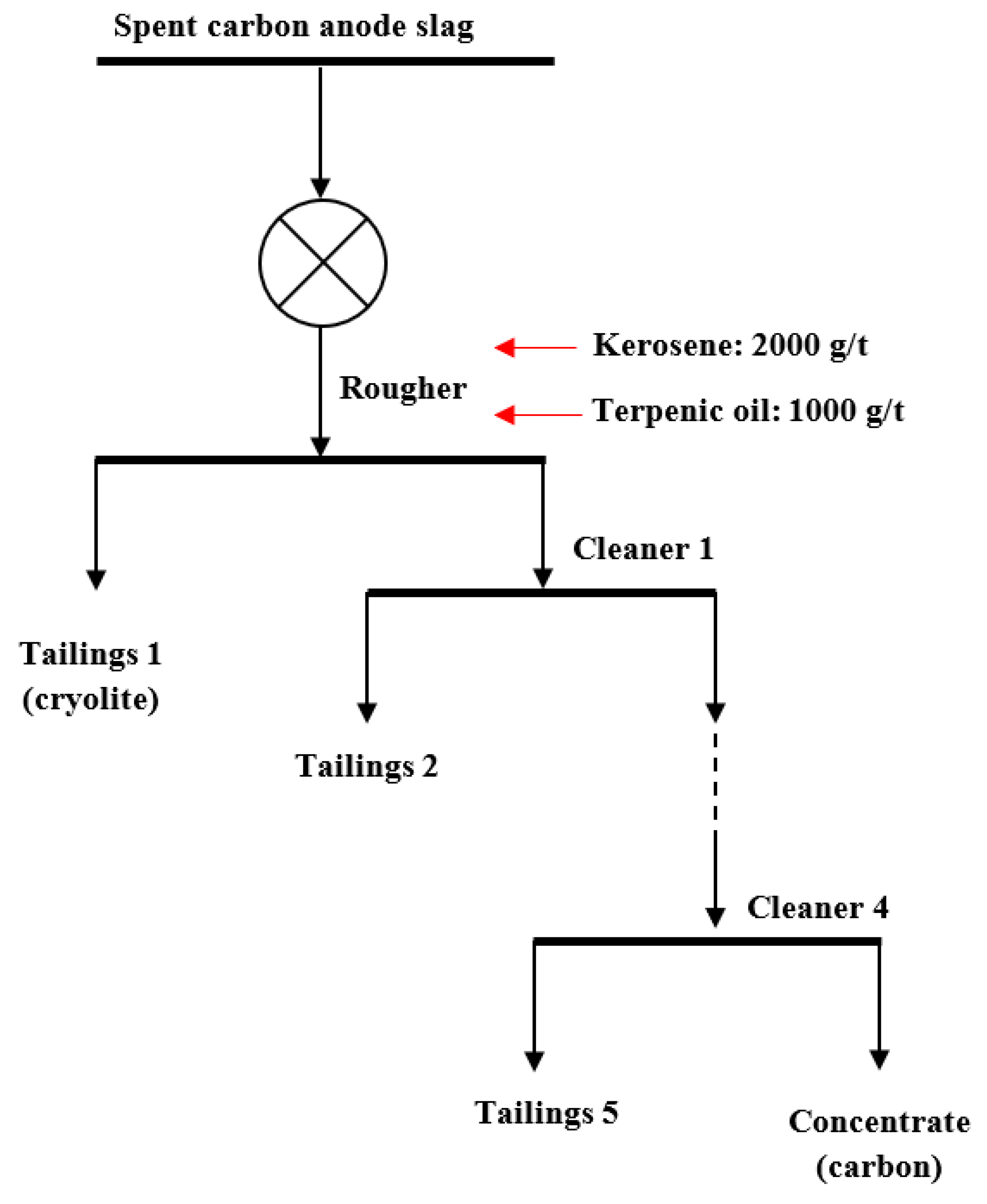
2.2.2. Flotation Tests
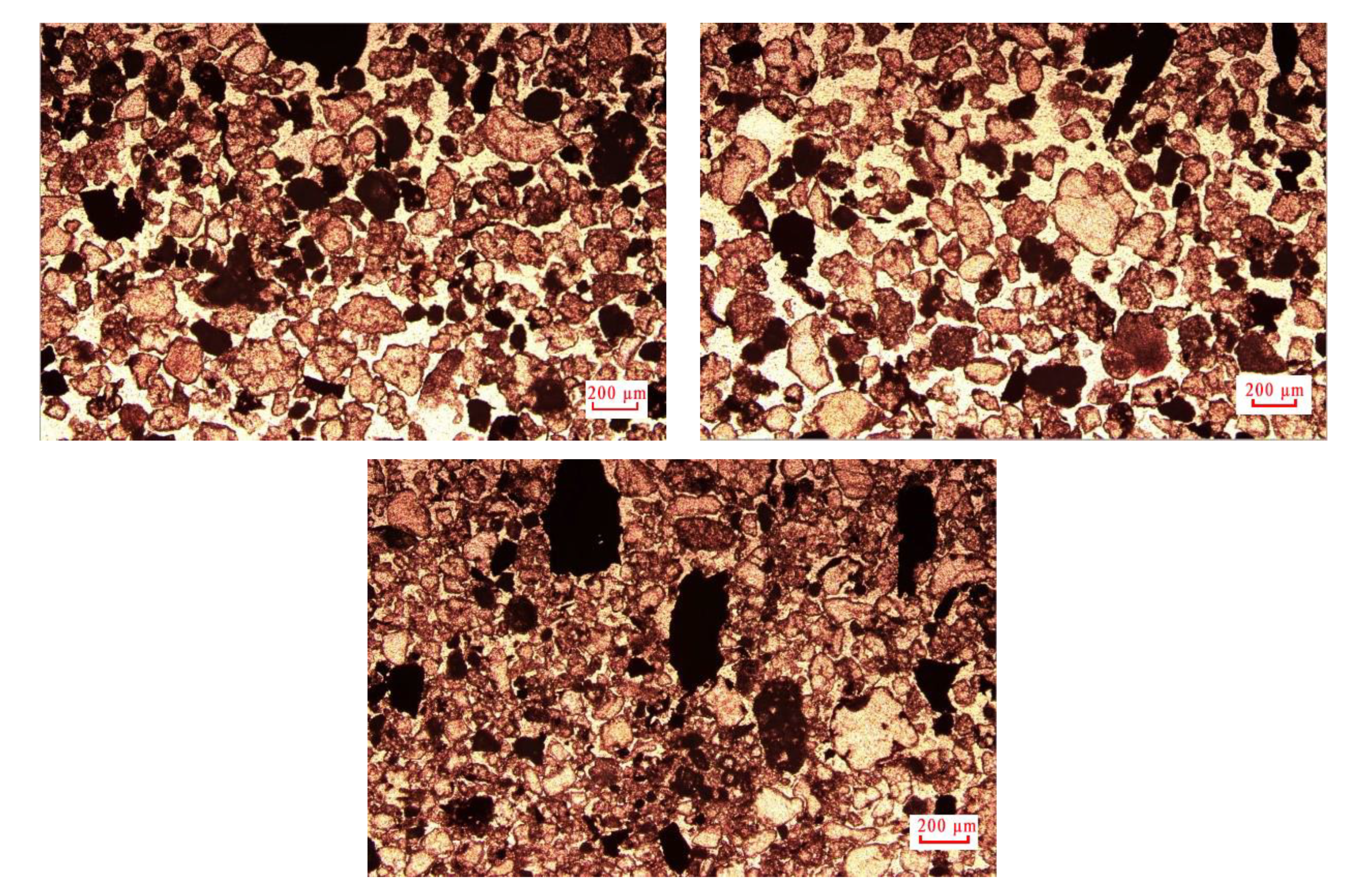
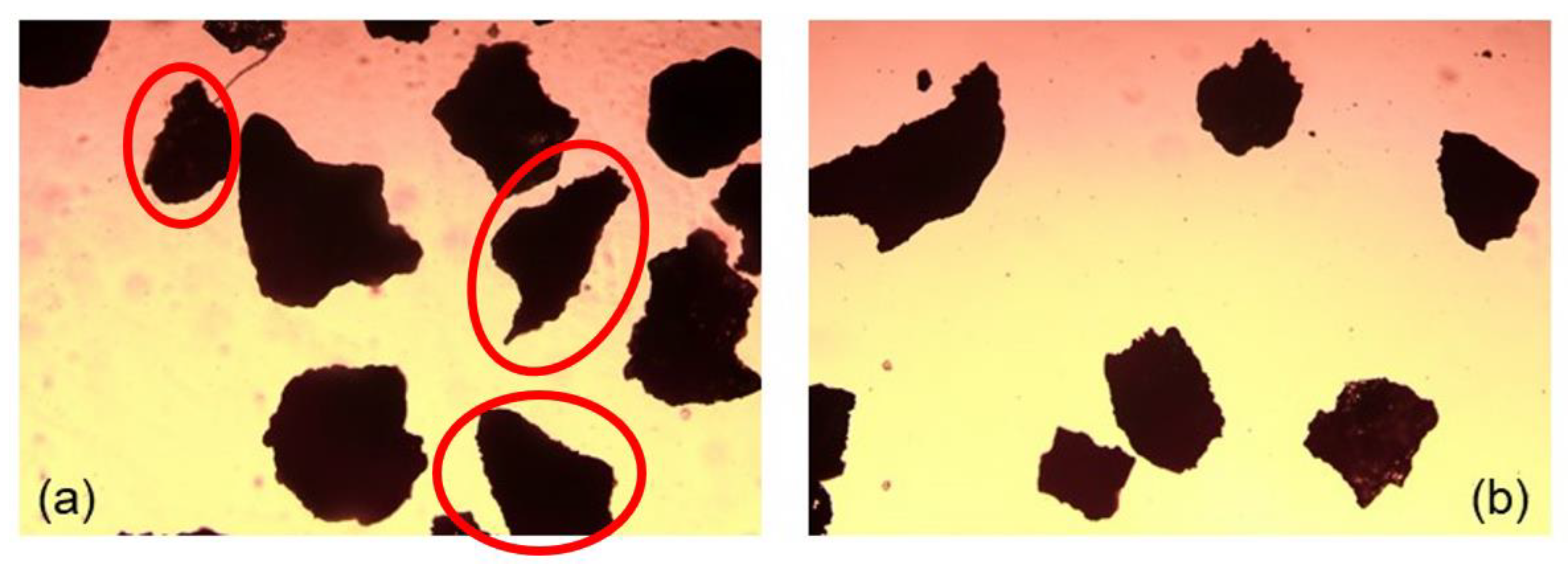
2.2.3. Microscopic Observation
2.2.4. Routine Analysis
3. Results and Discussion
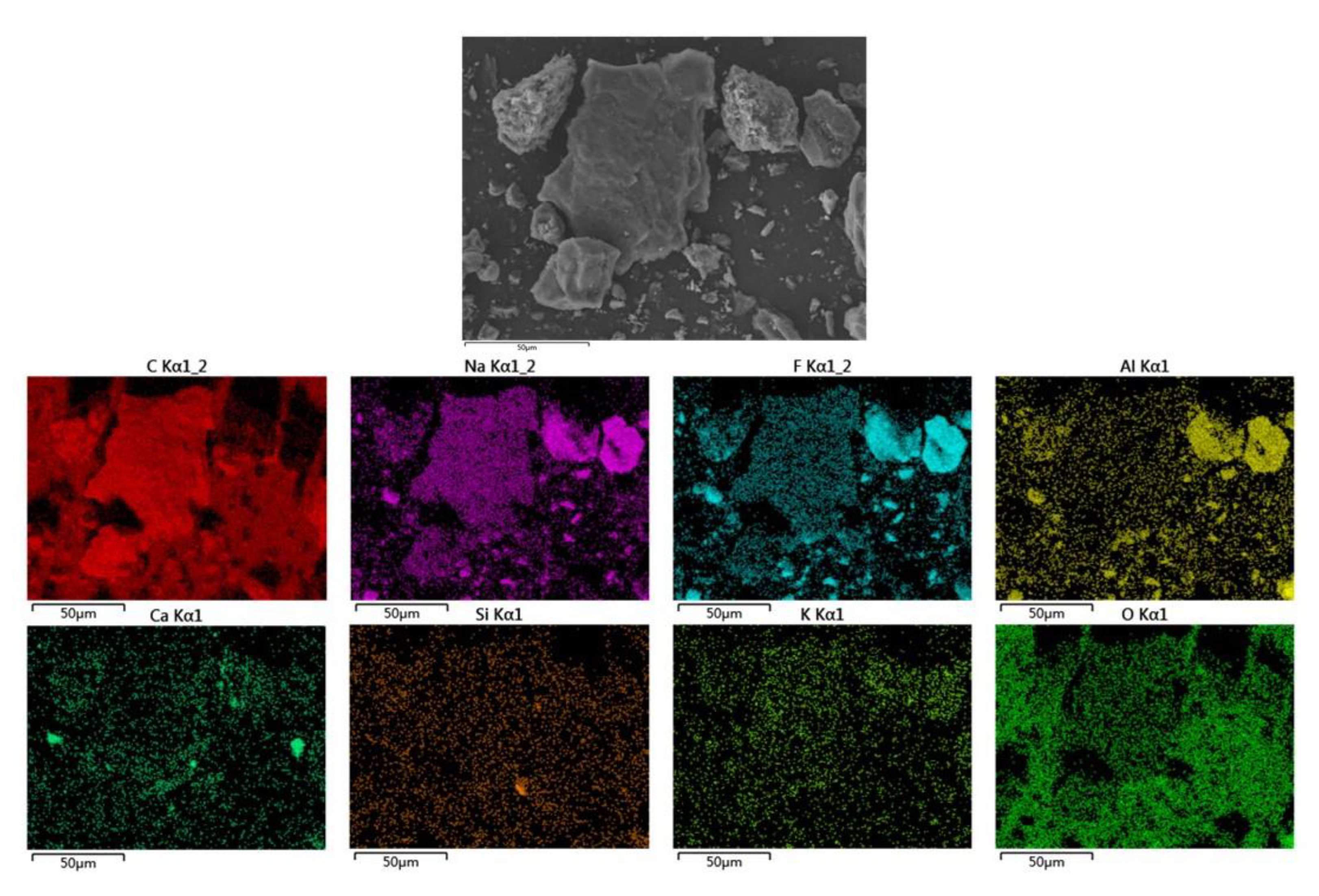
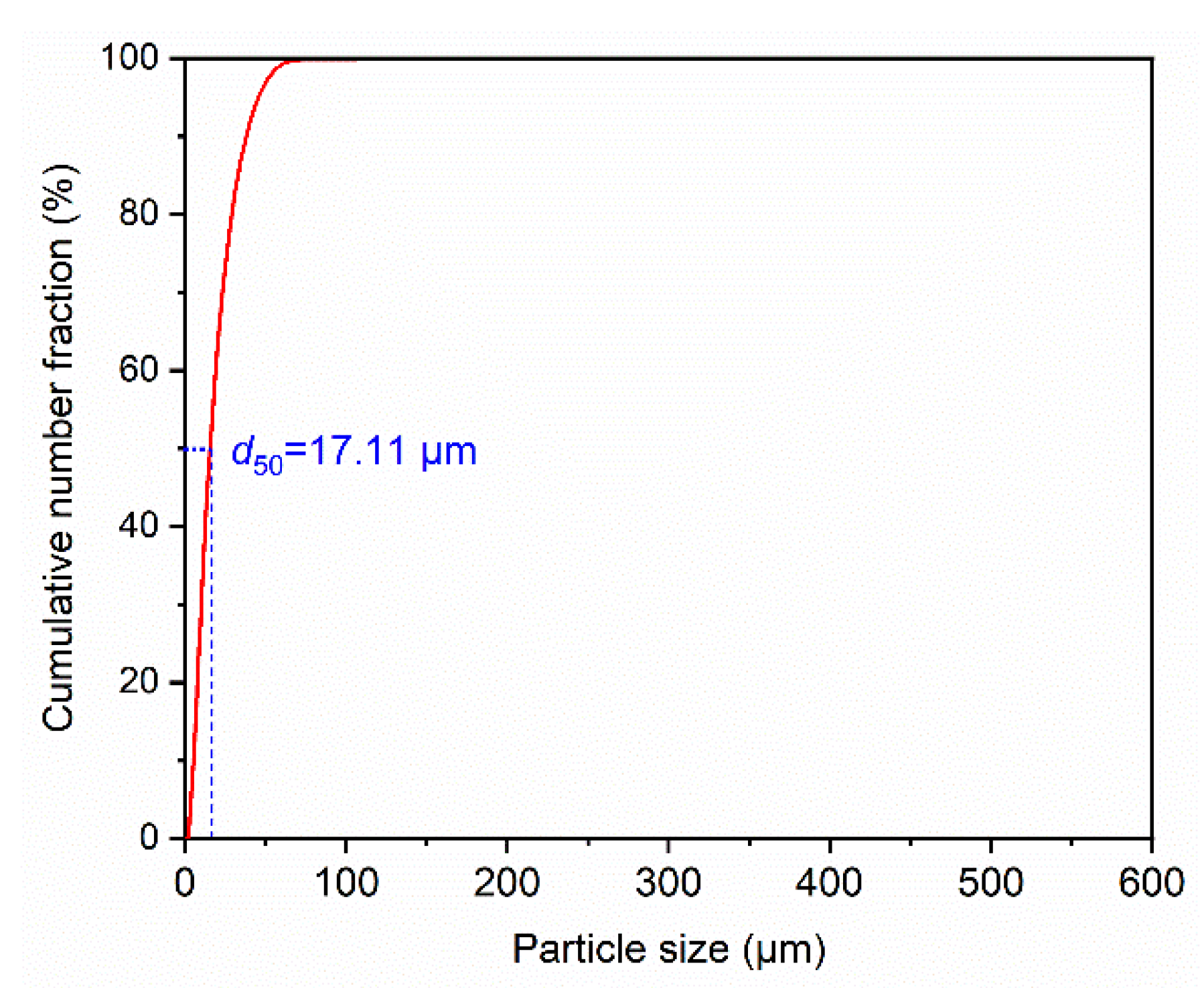
3.1. Mineralogical Characteristics of Spent Carbon Anode Slag
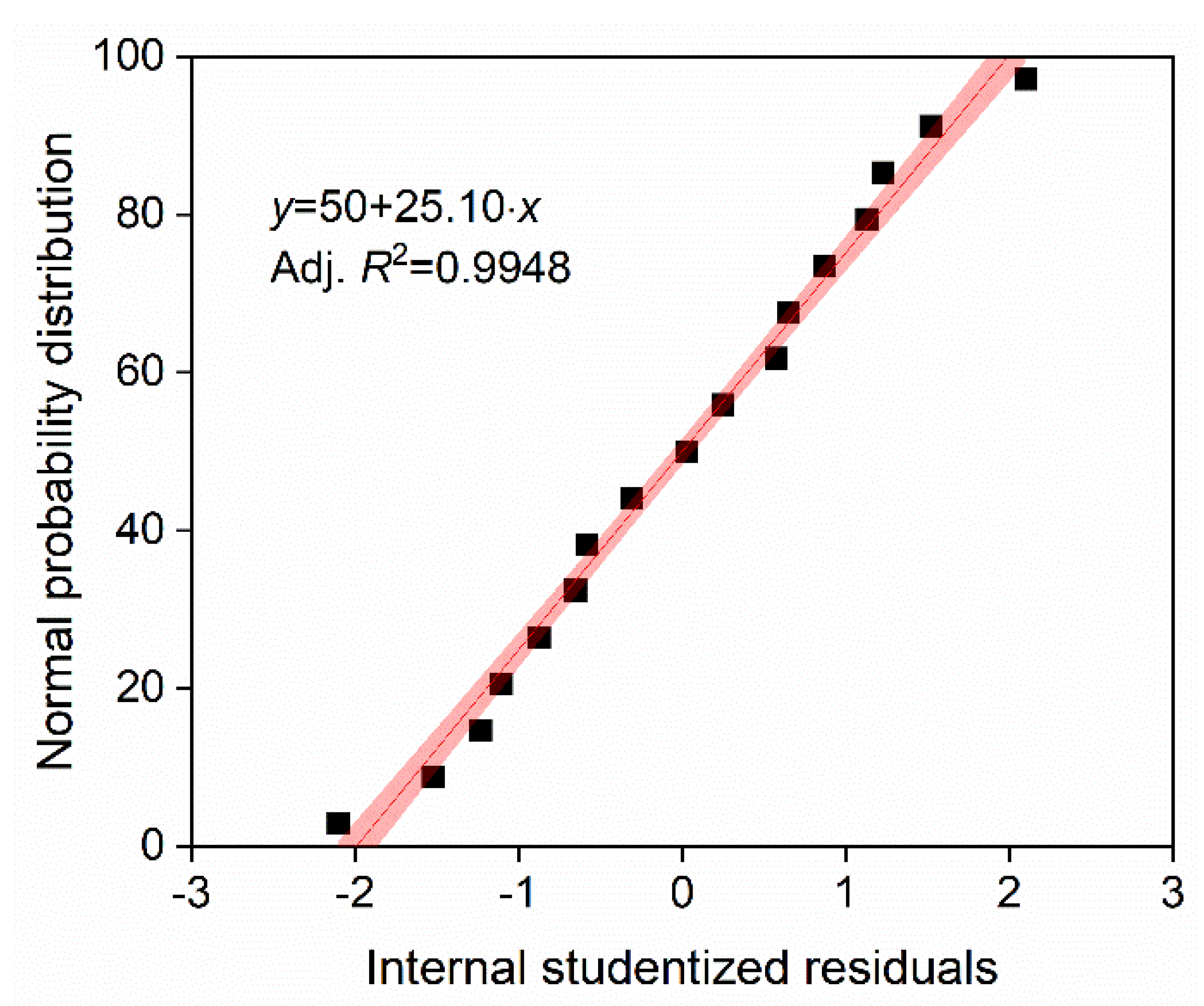
3.2. Analysis of Wet Ball-Milling Experiment Results
3.3. Analysis of Flotation Recovery Results of Ground Products
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ying, L.; Dengpeng, C.; Wei, W.; Dongsheng, L.; Junwei, W.; Yudong, L.; Zhirong, S. Influences of heat treatment on the oxidation and corrosion behavior of Cu–Ni–Fe inert anodes for aluminium electrolysis. J. Alloy Compd. 2020, 832, 154848. [Google Scholar] [CrossRef]
- Hussein, A.; Fafard, M.; Ziegler, D.; Alamdari, H. Effects of Charcoal Addition on the Properties of Carbon Anodes. Metals 2017, 7, 98. [Google Scholar] [CrossRef]
- Ishak, R.; Laroche, G.; Lamonier, J.-F.; Ziegler, D.P.; Alamdari, H. Characterization of Carbon Anode Protected by Low Boron Level: An Attempt To Understand Carbon–Boron Inhibitor Mechanism. ACS Sustain. Chem. Eng. 2017, 5, 6700–6706. [Google Scholar] [CrossRef]
- Li, B.; Zhou, J.; Yao, Z.; Peng, Q.; Liu, M.; Li, X.; Liu, W. Advances in the Safe Disposal and Comprehensive Utilization of Spent Carbon Anode From Aluminum Electrolysis: Prospects for Extraction and Application of Carbon Resources From Hazardous Waste. Front. Energy Res. 2021, 9, 1–10. [Google Scholar] [CrossRef]
- National Directory of Hazardous Wastes, Ministry of Ecology and Environment of the People’s Republic, China. Available online: https://www.mee.gov.cn/gzk/gz/202112/t20211213_963867.shtml (accessed on 1 January 2021).
- Institute, I.A. Primary aluminium production. Available online: https://international-aluminium.org/statistics/primary-aluminium-production/ (accessed on 21 November 2022).
- Ni, C.; Zhou, S.; Gao, J.; Bu, X.; Chen, Y.; Alheshibri, M.; Xie, G.; Li, B. Selective comminution and grinding mechanisms of spent carbon anode from aluminum electrolysis using ball and rod mills. Physicochem. Probl. Miner. Process. 2022, 58, 1–15. [Google Scholar] [CrossRef]
- Li, H.; Wang, J.; Hou, W.; Li, M.; Cheng, B.; Feng, Y.; Xu, T. The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation. Metals 2021, 11, 145. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, X.; Bilal, M. Recovery of carbon and cryolite from spent carbon anode slag of electrolytic aluminum by flotation based on the evaluation of selectivity index. Front. Chem. 2022, 10, 1025990. [Google Scholar] [CrossRef]
- Yang, K.; Gong, P.; Xin, X.; Tian, Z.; Lai, Y. Purifying spent carbon anode (SCA) from aluminum reduction industry by alkali fusion method to apply for Li-ion batteries anodes: From waste to resource. J. Taiwan Inst. Chem. Eng. 2020, 116, 121–127. [Google Scholar] [CrossRef]
- Kuang, B.; Zhang, F.; Yu, Y.; Yang, S.; Liu, H.; Wang, H.; Hu, J. Co-treatment of spent carbon anode and copper slag for reuse and the solidification of the constituent fluorine and heavy metals. J. Clean. Prod. 2023, 383, 135418. [Google Scholar] [CrossRef]
- Gao, J.; Tong, Z.; Bu, X.; Bilal, M.; Hu, Y.; Ni, C.; Xie, G. Effect of water-in-oil and oil-in-water with Span 80 on coal flotation. Fuel 2023, 337, 127145. [Google Scholar] [CrossRef]
- Mei, X.; Li, J.; Yu, Z. The research on recycling carbon residue by floatation process. Light Met. 2016, 4, 28–30. [Google Scholar]
- Tangsathitkulchai, C.; Austin, L. The effect of slurry density on breakage parameters of quartz, coal and copper ore in a laboratory ball mill. Powder Technol. 1985, 42, 287–296. [Google Scholar] [CrossRef]
- Deniz, V. The effects of ball filling and ball diameter on kinetic breakage parameters of barite powder. Adv. Powder Technol. 2012, 23, 640–646. [Google Scholar] [CrossRef]
- Bu, X.; Chen, Y.; Ma, G.; Sun, Y.; Ni, C.; Xie, G. Wet and dry grinding of coal in a laboratory-scale ball mill: Particle-size distributions. Powder Technol. 2020, 359, 305–313. [Google Scholar] [CrossRef]
- Bu, X.; Ma, G.; Peng, Y.; Xie, G.; Zhan, H.; Liu, B. Grinding kinetics of coal in wet ball-milling using the Taguchi method. Int. J. Coal Prep. Util. 2022, 42(3), 369–388. [Google Scholar] [CrossRef]
- Chen, Y.; Li, P.; Bu, X.; Wang, L.; Liang, X.; Chehreh Chelgani, S. In-depth purification of spent pot-lining by oxidation-expansion acid leaching—A comparative study. Sep. Purif. Technol. 2022, 303, 122313. [Google Scholar] [CrossRef]
- Wang, X.; Bu, X.; Ni, C.; Zhou, S.; Yang, X.; Zhang, J.; Alheshibri, M.; Peng, Y.; Xie, G. Effect of scrubbing medium’s particle size on scrubbing flotation performance and mineralogical characteristics of microcrystalline graphite. Miner. Eng. 2021, 163, 106766. [Google Scholar] [CrossRef]
- Bu, X.; Chen, Y.; Ma, G.; Sun, Y.; Ni, C.; Xie, G. Differences in dry and wet grinding with a high solid concentration of coking coal using a laboratory conical ball mill: Breakage rate, morphological characterization, and induction time. Adv. Powder Technol. 2019, 30, 2703–2711. [Google Scholar] [CrossRef]
- Rao, D.S. Mineral Beneficiation: A Concise Basic Course; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Wang, X.; Bu, X.; Alheshibri, M.; Bilal, M.; Zhou, S.; Ni, C.; Peng, Y.; Xie, G. Effect of scrubbing medium’s particle size distribution and scrubbing time on scrubbing flotation performance and entrainment of microcrystalline graphite. Int. J. Coal Prep. Util. 2022, 42, 3032–3053. [Google Scholar] [CrossRef]
- Prziwara, P.; Thake, S.; Breitung-Faes, S.; Kwade, A. Comparison of open and closed circuit mode using a dry horizontal stirred media mill with special regard to the powder flowability and residence time distribution. Miner. Eng. 2021, 163, 106781. [Google Scholar] [CrossRef]
- Miettinen, T.; Ralston, J.; Fornasiero, D. The limits of fine particle flotation. Miner. Eng. 2010, 23, 420–437. [Google Scholar] [CrossRef]
- Eckert, K.; Schach, E.; Gerbeth, G.; Rudolph, M. Carrier Flotation: State of the Art and its Potential for the Separation of Fine and Ultrafine Mineral Particles. In Materials Science Forum; Trans Tech Publications Ltd.: Durnten-Zurich, Switzerland, 2019; Volume 959, pp. 125–133. [Google Scholar]
- Wang, X.; Zhou, S.; Bu, X.; Ni, C.; Xie, G.; Peng, Y. Investigation on interaction behavior between coarse and fine particles in the coal flotation using focused beam reflectance measurement (FBRM) and particle video microscope (PVM). Sep. Sci. Technol. 2021, 56, 1418–1430. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, X.; Bu, X.; Wang, M.; An, B.; Shao, H.; Ni, C.; Peng, Y.; Xie, G. A novel flotation technique combining carrier flotation and cavitation bubbles to enhance separation efficiency of ultra-fine particles. Ultrason. Sonochem 2020, 64, 105005. [Google Scholar] [CrossRef]
- Zhang, Z.; Ren, L.; Zhang, Y. Role of nanobubbles in the flotation of fine rutile particles. Miner. Eng. 2021, 172, 107140. [Google Scholar] [CrossRef]
- Zhou, S.; Li, Y.; Nazari, S.; Bu, X.; Hassanzadeh, A.; Ni, C.; He, Y.; Xie, G. An Assessment of the Role of Combined Bulk Micro- and Nano-Bubbles in Quartz Flotation. Minerals 2022, 12, 944. [Google Scholar] [CrossRef]
- Besson, A.; Formosa-Dague, C.; Guiraud, P. Flocculation-flotation harvesting mechanism of Dunaliella salina: From nanoscale interpretation to industrial optimization. Water Res. 2019, 155, 352–361. [Google Scholar] [CrossRef]
- Ni, C.; Zhang, Q.; Jin, M.; Xie, G.; Peng, Y.; Yu, H.; Bu, X. Effect of high-speed shear flocculation on the flotation kinetics of ultrafine microcrystalline graphite. Powder Technol. 2022, 396, 345–353. [Google Scholar] [CrossRef]
- Kumar, S.; Chary, G.H.V.C.; Dastidar, M.G. Optimization studies on coal–oil agglomeration using Taguchi (L16) experimental design. Fuel 2015, 141, 9–16. [Google Scholar] [CrossRef]
- Mehrotra, V.; Sastry, K.; Morey, B. Review of oil agglomeration techniques for processing of fine coals. Int. J. Miner. Process 1983, 11, 175–201. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Factor | Unit | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|
| A | Grinding time | min | 20 (–1) | 40 (0) | 60 (1) |
| B | Grinding concentration | % | 40 (–1) | 60 (0) | 80 (1) |
| C | Ball diameter | cm | 3 (–1) | 2.5 (0) | 2 (1) |
| No. | A—Grinding Time (min) | B—Grinding Concentration (wt.%) | C—Ball Diameter (cm) |
|---|---|---|---|
| 1 | 20 (−1) | 80 (1) | 2.5 (0) |
| 2 | 60 (1) | 40 (−1) | 2.5 (0) |
| 3 | 60 (1) | 60 (1) | 3 (1) |
| 4 | 40 (0) | 60 (1) | 2.5 (0) |
| 5 | 40 (0) | 60 (1) | 2.5 (0) |
| 6 | 60 (1) | 80 (1) | 2.5 (0) |
| 7 | 40 (0) | 80 (1) | 2 (−1) |
| 8 | 20 (−1) | 60 (1) | 2 (−1) |
| 9 | 40 (0) | 40 (−1) | 2 (−1) |
| 10 | 20 (−1) | 60 (1) | 3 (1) |
| 11 | 20 (−1) | 40 (−1) | 2.5 (0) |
| 12 | 40 (0) | 60 (1) | 2.5 (0) |
| 13 | 60 (1) | 60 (1) | 2 (−1) |
| 14 | 40 (0) | 80 (1) | 3 (1) |
| 15 | 40 (0) | 40 (−1) | 3 (1) |
| 16 | 40 (0) | 60 (1) | 2.5 (0) |
| 17 | 40 (0) | 60 (1) | 2.5 (0) |
| Size (mm) | Yield (%) | Ash Content (%) | Accumulation under Sieve | |
|---|---|---|---|---|
| Yield (%) | Ash Content (%) | |||
| 3–1 | 49.86 | 52.16 | 100.00 | 53.54 |
| 1–0.5 | 26.31 | 51.77 | 50.14 | 54.91 |
| 0.5–0.25 | 9.79 | 57.18 | 23.83 | 58.39 |
| 0.25–0.125 | 7.28 | 59.79 | 14.04 | 59.23 |
| 0.125–0.074 | 3.04 | 58.66 | 6.76 | 58.62 |
| <0.074 | 3.72 | 58.59 | 3.72 | 58.59 |
| Total | 100.00 | 53.54 | - | - |
| F | Na | Mg | Al | Si | P | S | Cl | K | Ca | Ti | V | Mn | Fe | Ni | Cu | Ga | Sr |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 59.17 | 17.16 | 0.14 | 4.74 | 0.71 | 0.06 | 1.18 | 0.13 | 0.70 | 1.69 | 0.01 | 0.02 | 0.01 | 0.27 | 0.09 | 0.01 | 0.01 | 0.01 |
| No. | A-Grinding Time (min) | B-Grinding Concentration (wt.%) | C-Ball Diameter (cm) | γ−0.074 mm (%) |
|---|---|---|---|---|
| 1 | 20 (−1) | 80 (1) | 2.5 (0) | 29.87 |
| 2 | 60 (1) | 40 (−1) | 2.5 (0) | 71.67 |
| 3 | 60 (1) | 60 (1) | 3 (1) | 83.43 |
| 4 | 40 (0) | 60 (1) | 2.5 (0) | 60.70 |
| 5 | 40 (0) | 60 (1) | 2.5 (0) | 65.65 |
| 6 | 60 (1) | 80 (1) | 2.5 (0) | 63.79 |
| 7 | 40 (0) | 80 (1) | 2 (−1) | 43.79 |
| 8 | 20 (−1) | 60 (1) | 2 (−1) | 58.90 |
| 9 | 40 (0) | 40 (−1) | 2 (−1) | 74.10 |
| 10 | 20 (−1) | 60 (1) | 3 (1) | 49.03 |
| 11 | 20 (−1) | 40 (−1) | 2.5 (0) | 43.63 |
| 12 | 40 (0) | 60 (1) | 2.5 (0) | 77.65 |
| 13 | 60 (1) | 60 (1) | 2 (−1) | 89.98 |
| 14 | 40 (0) | 80 (1) | 3 (1) | 62.89 |
| 15 | 40 (0) | 40 (−1) | 3 (1) | 71.68 |
| 16 | 40 (0) | 60 (1) | 2.5 (0) | 72.92 |
| 17 | 40 (0) | 60 (1) | 2.5 (0) | 71.74 |
| Source | Std. Dev. | R2 | Adjusted R2 | Predicted R2 | PRESS | |
|---|---|---|---|---|---|---|
| Linear | 10.28 | 0.6444 | 0.5624 | 0.3330 | 2578.88 | |
| 2FI | 11.17 | 0.6773 | 0.4837 | −0.3365 | 5167.45 | |
| Quadratic | 6.01 | 0.9345 | 0.8503 | 0.2384 | 2944.52 | Suggested |
| Cubic | 4.38 | 0.9802 | 0.9207 | + | Aliased |
| Source | Sum of Squares | DF | Mean Square | F-Value | Prob > F | Remarks |
|---|---|---|---|---|---|---|
| Model | 3613.16 | 9 | 401.46 | 11.10 | 0.0022 | significant |
| A | 2030.13 | 1 | 2030.13 | 56.13 | 0.0001 | significant |
| B | 461.37 | 1 | 461.37 | 12.76 | 0.0091 | significant |
| C | 8.004 × 10−3 | 1 | 8.004 × 10−3 | 2.213 × 10−4 | 0.9885 | |
| AB | 8.62 | 1 | 8.62 | 0.24 | 0.6403 | |
| AC | 2.77 | 1 | 2.77 | 0.077 | 0.7901 | |
| BC | 115.75 | 1 | 115.75 | 3.20 | 0.1168 | |
| A2 | 154.59 | 1 | 154.59 | 4.27 | 0.0775 | |
| B2 | 742.32 | 1 | 742.32 | 20.52 | 0.0027 | significant |
| C2 | 97.74 | 1 | 97.74 | 2.70 | 0.1442 | |
| Residual | 253.17 | 7 | 36.17 | |||
| Lack of fit | 176.55 | 3 | 58.85 | 3.07 | 0.1533 | not significant |
| Pure Error | 76.62 | 4 | 19.16 | |||
| Cor Total | 3866.33 | 16 |
| Products | Yield (%) | Ash Content (%) | Concentrate Accumulation | Tailings Accumulation | ||
|---|---|---|---|---|---|---|
| Yield (%) | Ash Content (%) | Yield (%) | Ash Content (%) | |||
| Concentrate | 40.16 | 9.57 | 40.16 | 9.57 | 100.00 | 49.55 |
| Tailings 5 | 4.44 | 19.51 | 44.61 | 10.56 | 59.84 | 76.39 |
| Tailings 4 | 3.62 | 31.72 | 48.23 | 12.15 | 55.39 | 80.95 |
| Tailings 3 | 8.69 | 54.95 | 56.92 | 18.68 | 51.77 | 84.40 |
| Tailings 2 | 11.68 | 82.88 | 68.60 | 29.61 | 43.08 | 90.34 |
| Tailings 1 | 31.40 | 93.12 | 100.00 | 49.55 | 31.40 | 93.12 |
| Total | 100.00 | 49.55 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, J.; Wang, S.; Wang, X.; Bilal, M.; Zhang, Z.; Yang, S.; Jing, C.; Xu, G.; Ni, C. Recovery of Carbon and Cryolite from Spent Carbon Anode Slag Using a Grinding Flotation Process Based on Mineralogical Characteristics. Separations 2023, 10, 193. https://doi.org/10.3390/separations10030193
Zheng J, Wang S, Wang X, Bilal M, Zhang Z, Yang S, Jing C, Xu G, Ni C. Recovery of Carbon and Cryolite from Spent Carbon Anode Slag Using a Grinding Flotation Process Based on Mineralogical Characteristics. Separations. 2023; 10(3):193. https://doi.org/10.3390/separations10030193
Chicago/Turabian StyleZheng, Jiawei, Song Wang, Xuexia Wang, Muhammad Bilal, Zhiming Zhang, Sijie Yang, Changkai Jing, Guangqian Xu, and Chao Ni. 2023. "Recovery of Carbon and Cryolite from Spent Carbon Anode Slag Using a Grinding Flotation Process Based on Mineralogical Characteristics" Separations 10, no. 3: 193. https://doi.org/10.3390/separations10030193