
Concept and Case Study for a Generic Simulation as a Digital Shadow to Be Used for Production Optimisation


Abstract
:1. Introduction
2. Theoretical Background and Related Literature
2.1. Theoretical Background Simulation
2.2. Related Literature for Generic Simulation Modelling
- In digital models, the data exchange between the physical object and the digital object is not automatic;
- in digital shadows, the data flow from the physical object to the digital object is automatic; and
- in digital twins, the data exchange is automatic in both directions.
3. Concept of the Generic Simulation
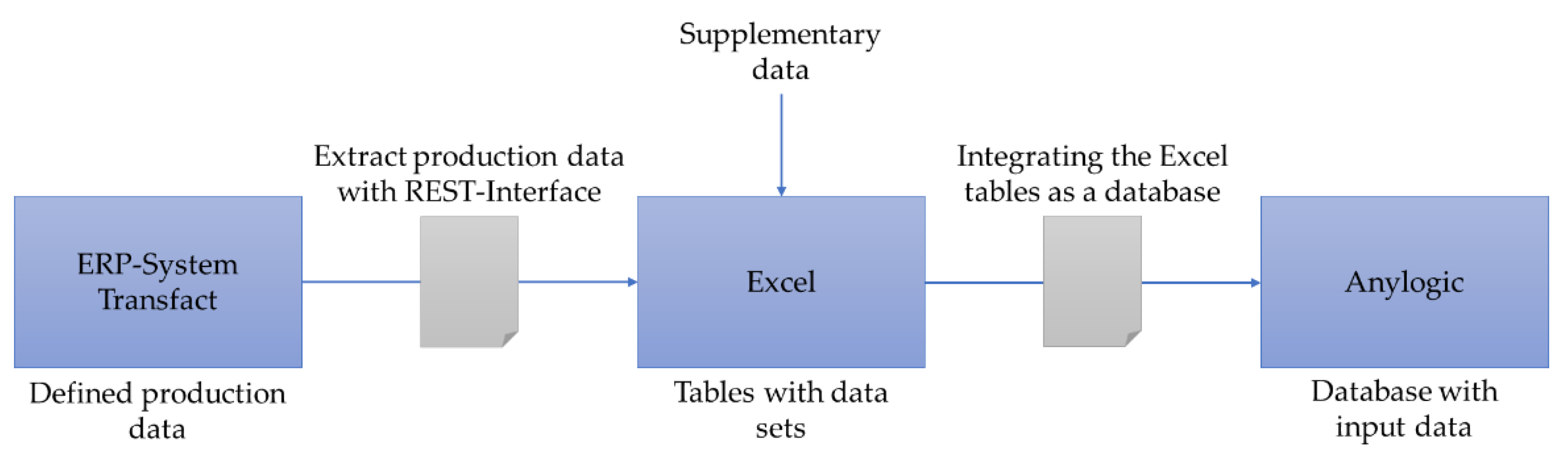
3.1. Description of the Data Transfer
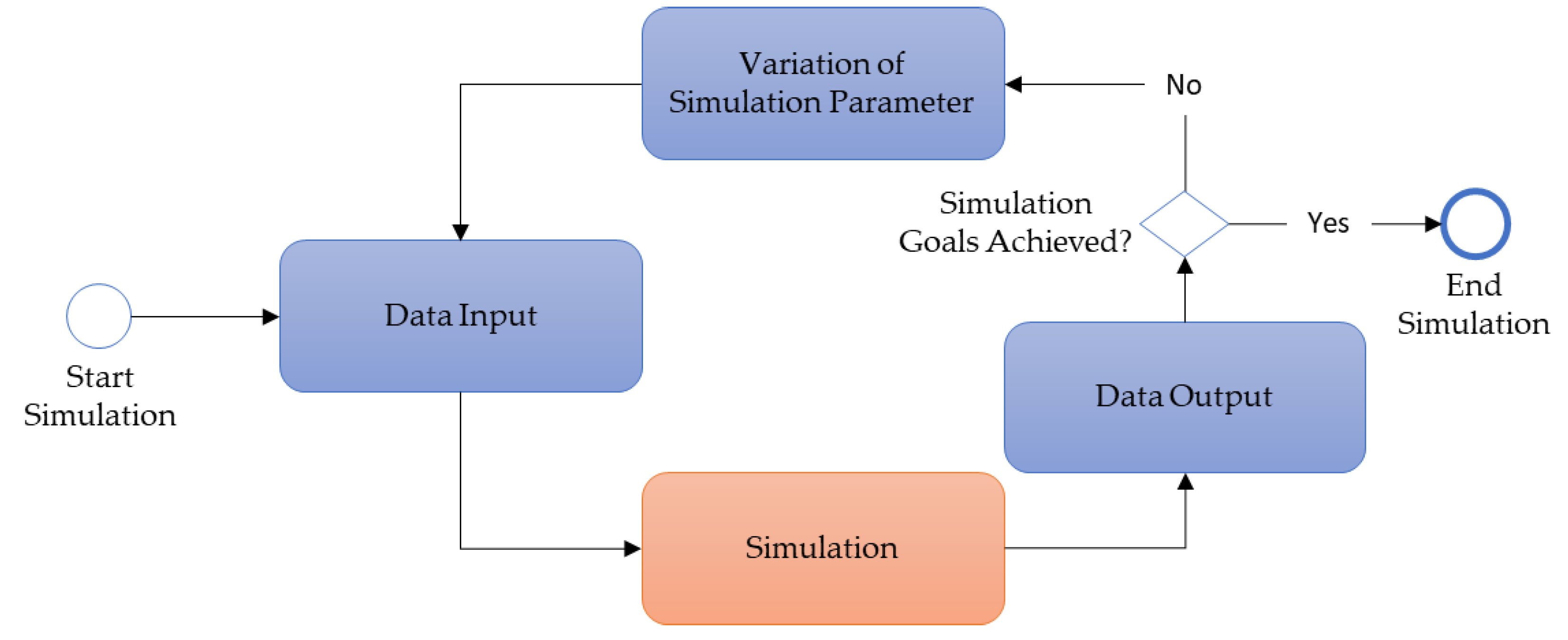
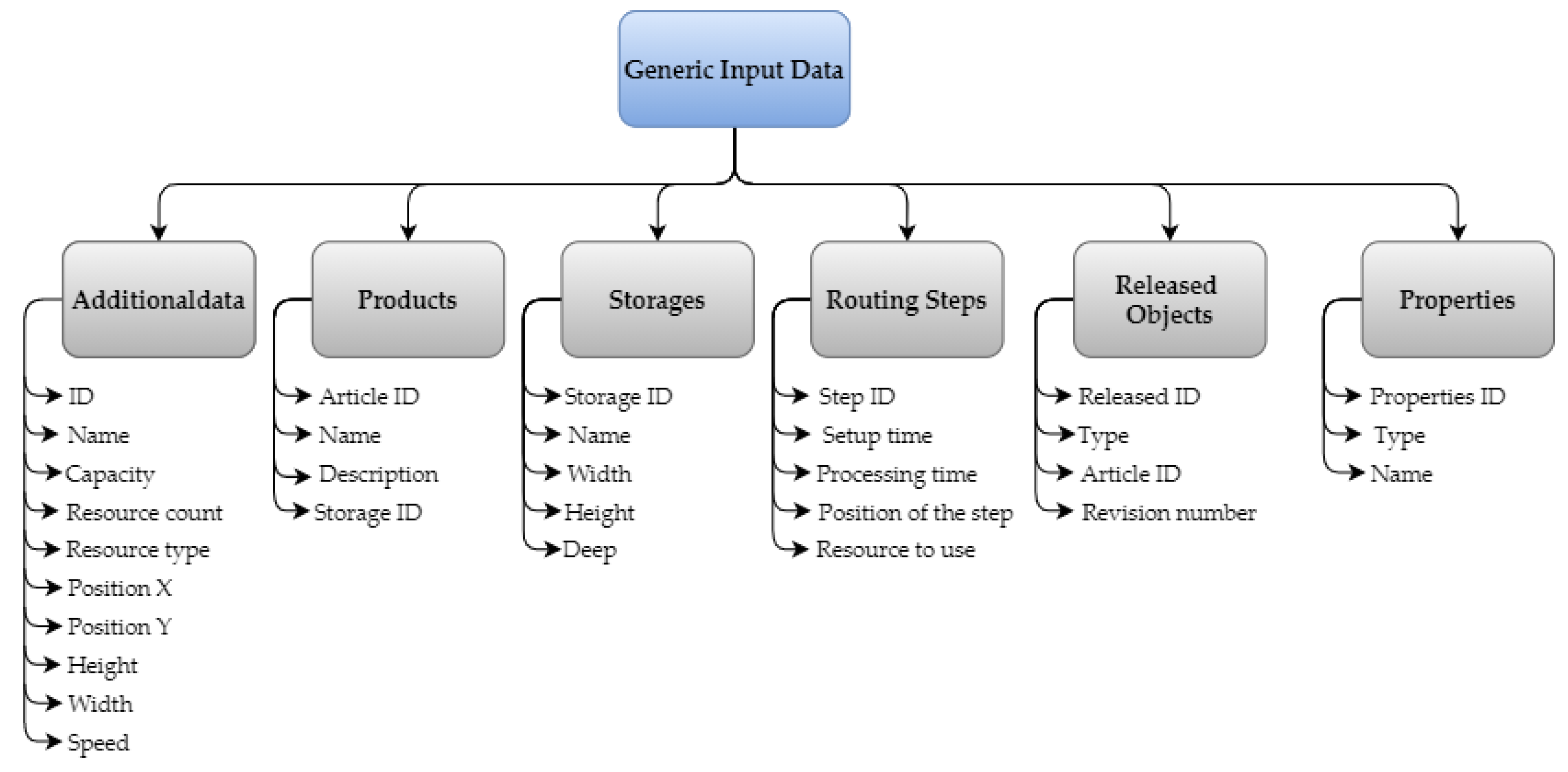
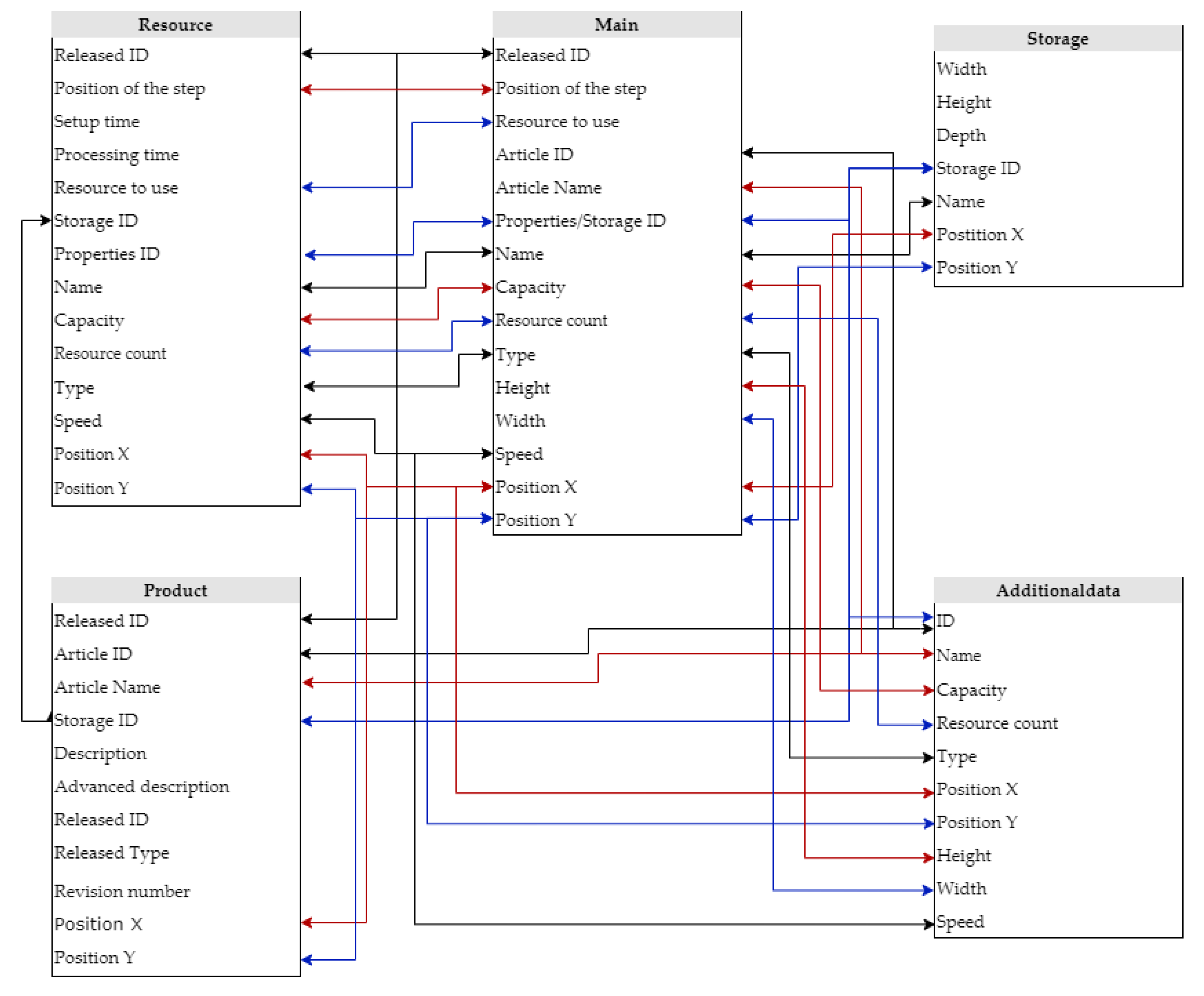
3.2. Generic Structure of the Simulation
3.3. Generic Visualisation
3.4. Generic Statistical Evaluation Using Defined Key Performance Indicators
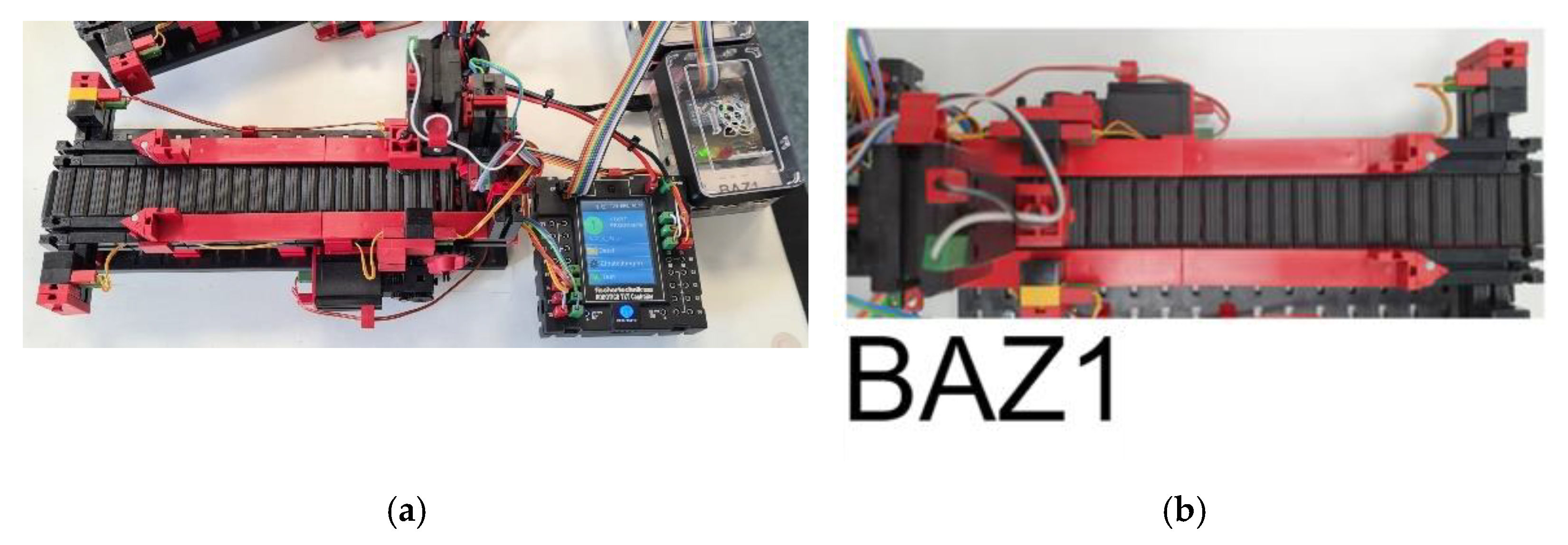
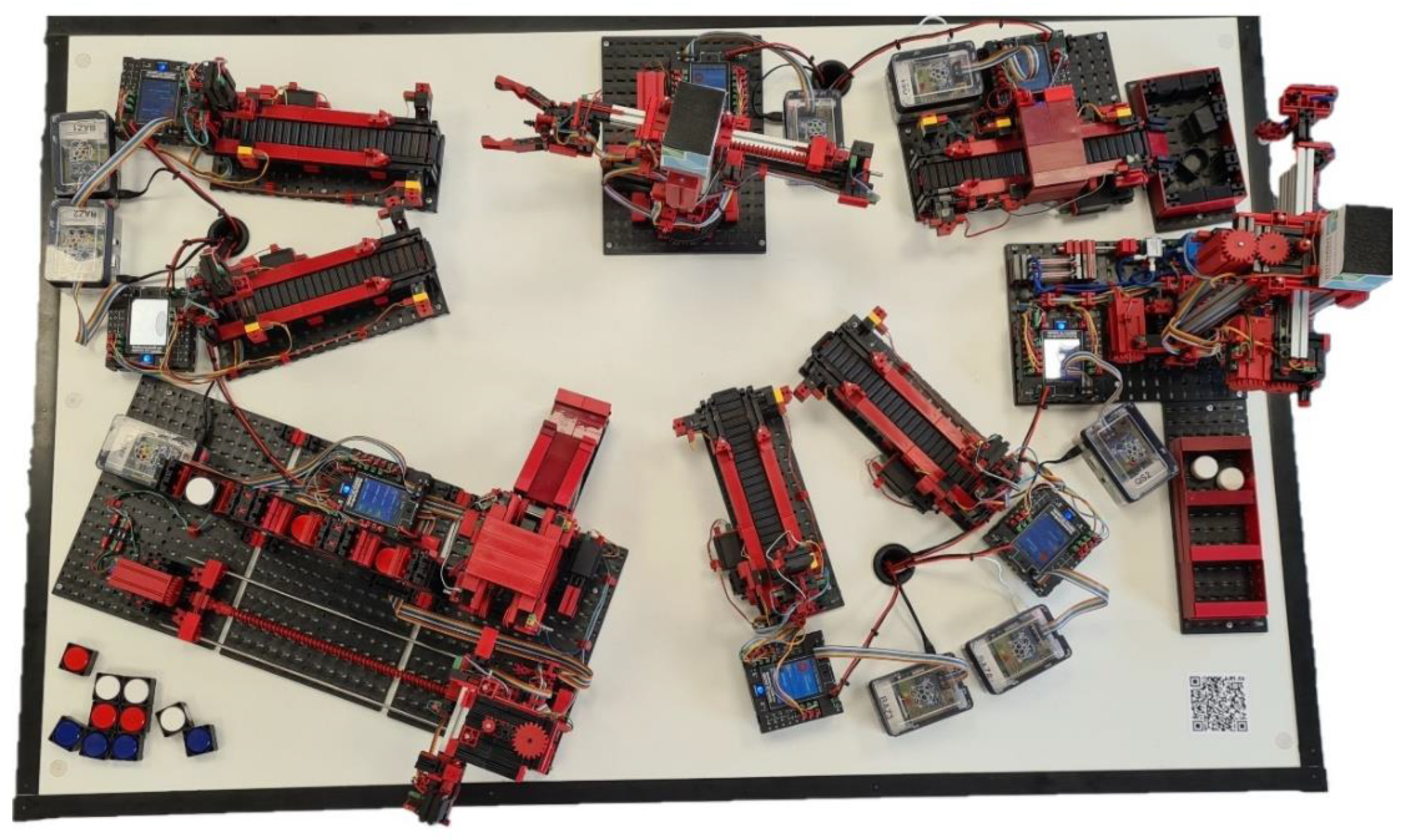
4. Proof of Concept
4.1. Scope of the Case Study
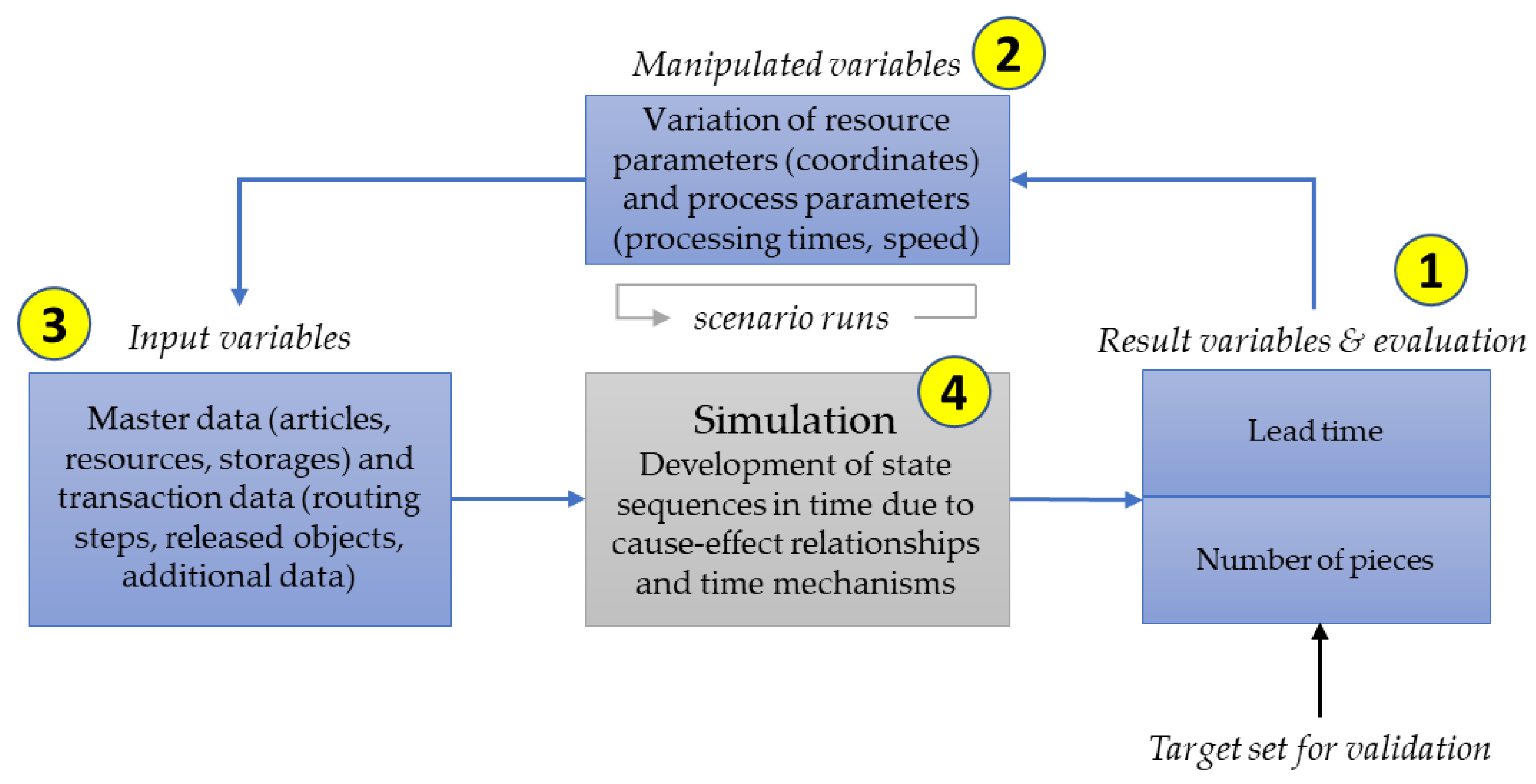
4.2. Procedure for Validation of the Case Study
- Lead time
- Number of units produced per article type
- Production of a blue cylinder (3 runs)
- Production of a white cylinder (3 runs)
- Production of a red cylinder (3 runs)
- Production of a sequence of blue, red, and white cylinders (1 run)
4.3. Results and Discussion of the Case Study
4.3.1. Test of Statistical Functions
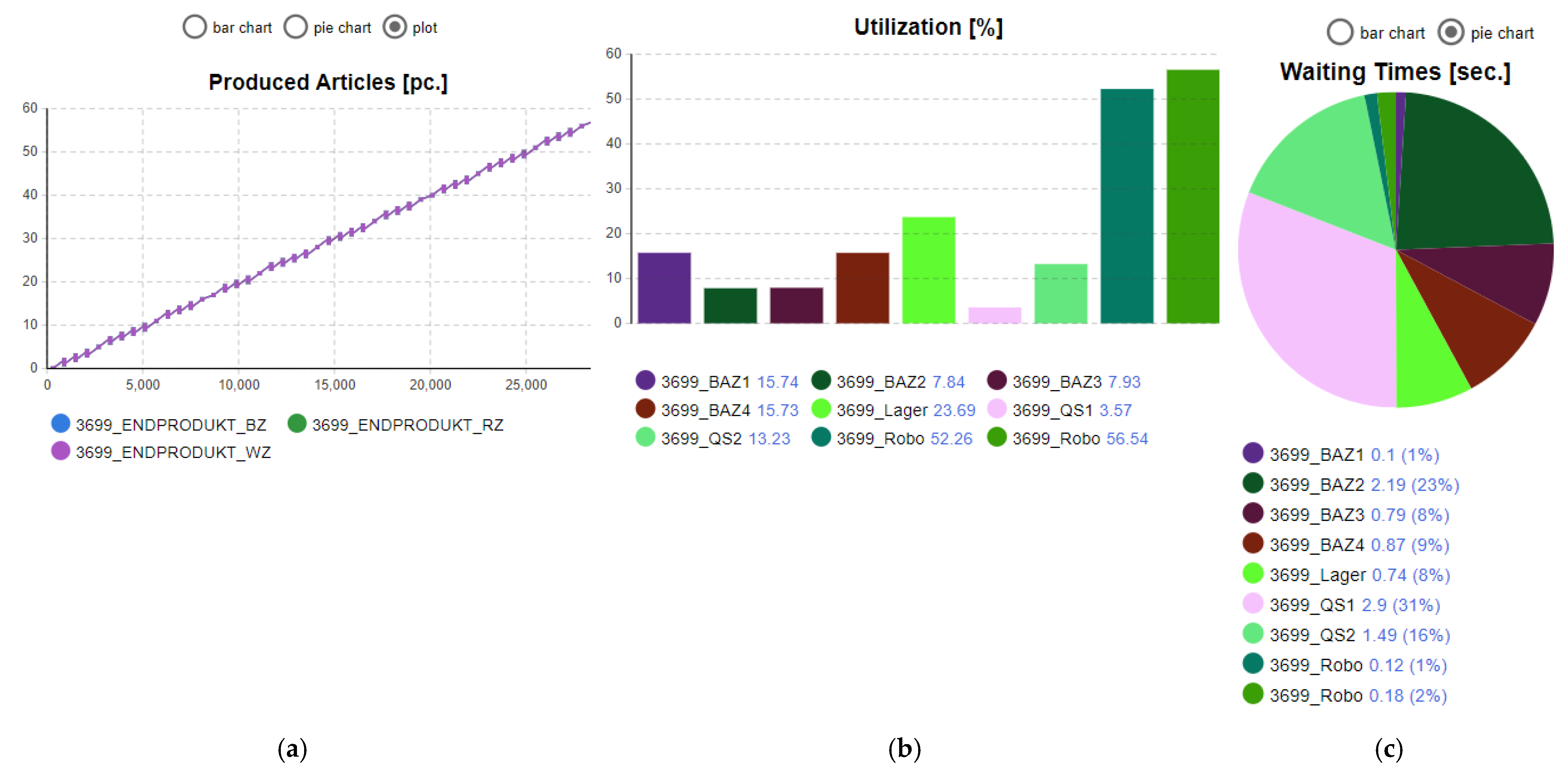
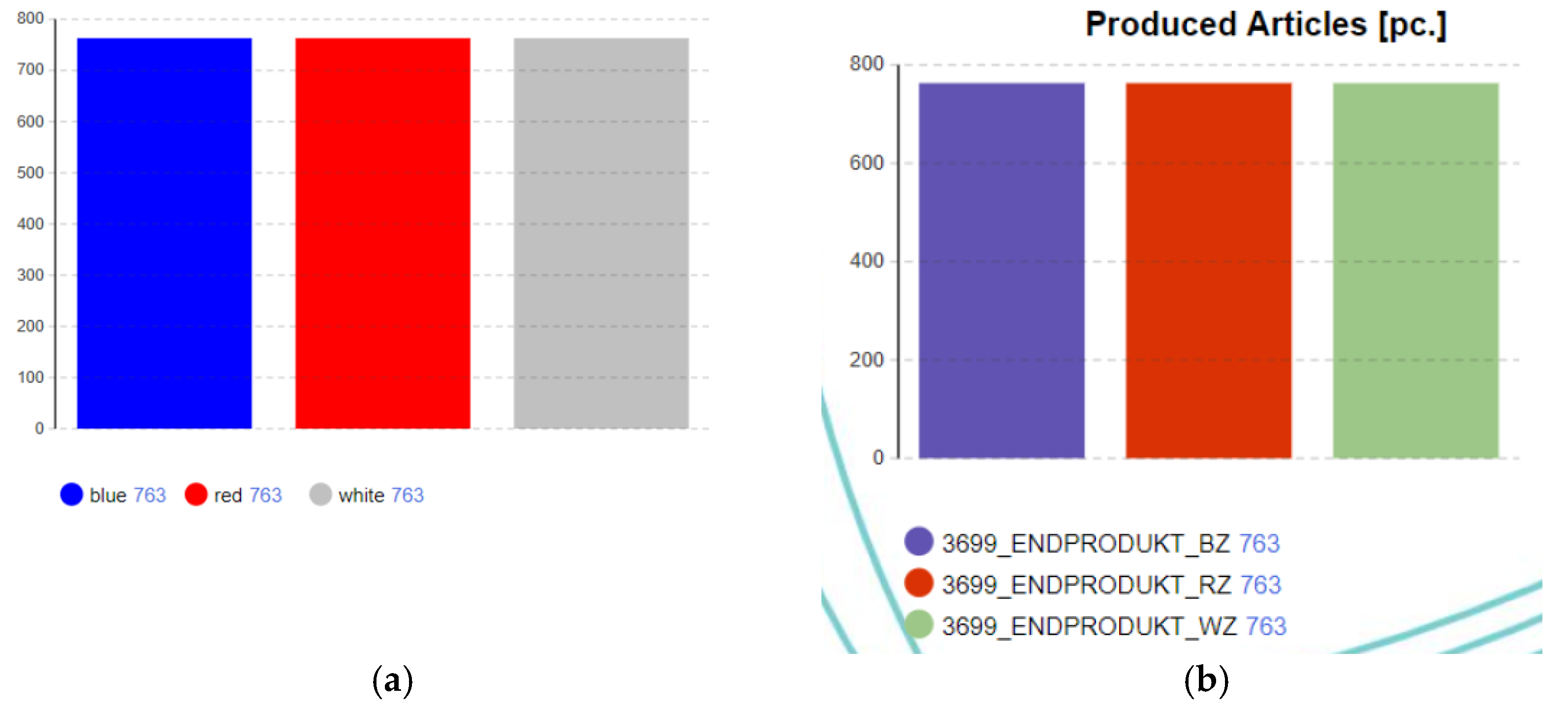
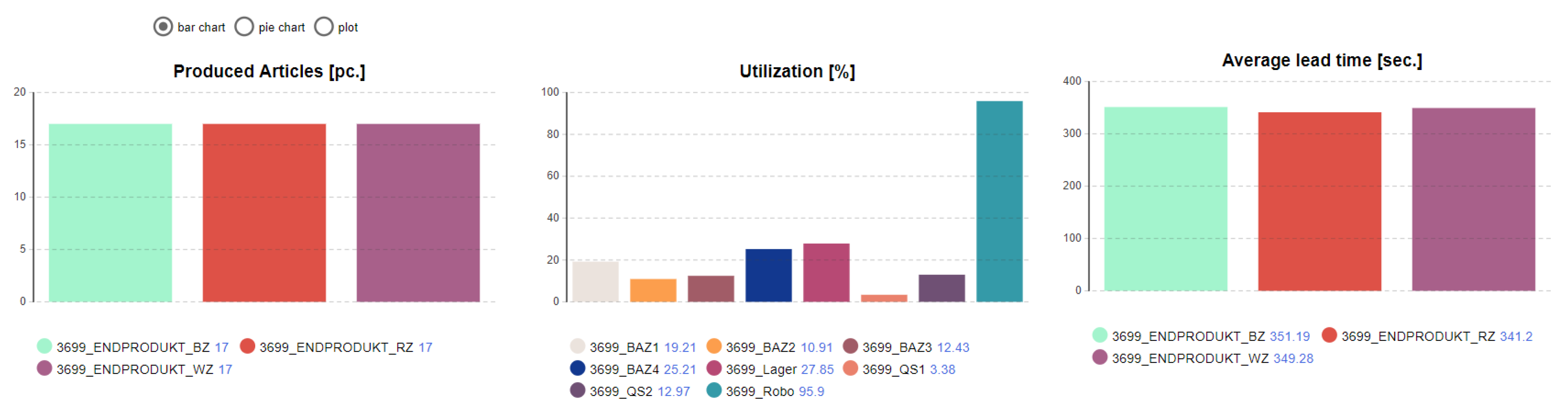
4.3.2. Visualisation Results
- Produced articles
- Produced articles per time
- Utilisation
- Work in progress
- Waiting times
- Takt time
- Lead time (last article)
- Average lead time
- Process time
- Queues
4.3.3. Discussion
5. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- März, L.; Krug, W.; Rose, O.; Weigert, G. Simulation und Optimierung in Produktion und Logistik: Praxisorientierter Leitfaden mit Fallbeispielen; Springer: Berlin/Heidelberg, 2011; ISBN 9783642145360. [Google Scholar]
- Million, C. Crashkurs Blockchain-inkl. Arbeitshilfen Online, 1st ed.; Haufe, L., Ed.; C.H. Beck eLibrary: Freiburg, München, 2019; ISBN 978-3-648-12347-8. [Google Scholar]
- MAIT. MAIT. Available online: https://www.mait.de/trends-und-innovationen-studie-simulation (accessed on 12 May 2021).
- Overbeck, L.; Brützel, O.; Stricker, N.; Lanza, G. Digitaler Zwilling des Produktionssystems. Zeitschrift für wirtschaftlichen Fabrikbetrieb 2020, 115, 62–65. [Google Scholar] [CrossRef]
- SimPlan, A.G. SimPlan AG | Der führende Simulationsdienstleister in DACH. Available online: https://www.simplan.de/ (accessed on 17 May 2021).
- SimPlan, A.G. Simulation in der Produktion|Planung und Optimierung. Available online: https://www.simplan.de/services/produktion/ (accessed on 17 May 2021).
- SimPlan, A.G. Unsere Referenzen-Zufriedene Kunden sprechen für unsere Qualität|. Available online: https://www.simplan.de/referenzen/ (accessed on 20 April 2021).
- Statista. Audi AG-Mitarbeiterzahl 2020|Statista. Available online: https://de.statista.com/statistik/daten/studie/36001/umfrage/mitarbeiterzahl-des-automobilherstellers-audi/ (accessed on 5 May 2021).
- Statista. ZF Friedrichshafen AG-Mitarbeiter|Statista. Available online: https://de.statista.com/statistik/daten/studie/159950/umfrage/anzahl-der-mitarbeiter-der-zf-friedrichshafen-ag/ (accessed on 5 May 2021).
- Statista. Trumpf Gruppe-Anzahl der Mitarbeiter bis 2020|Statista. Available online: https://de.statista.com/statistik/daten/studie/222174/umfrage/anzahl-der-mitarbeiter-der-trumpf-gruppe/ (accessed on 7 June 2021).
- TRUMPF GmbH + Co. KG. Available online: https://www.trumpf.com/de_DE/ (accessed on 7 June 2021).
- Wenzel, S.; Peter, T. Simulation in Produktion und Logistik 2017; Kassel University Press: Kassel, Germany, 2017; ISBN 9783737601931. [Google Scholar]
- Zarte, M.; Wunder, U.; Pechmann, A. Concept and first case study for a generic predictive maintenance simulation in AnyLogicTM. In Proceedings of the IECON 2017-43nd Annual Conference of the IEEE Industrial Electronics Society: China National Convention Center, Bejing, China, 29 October–1 November 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 3372–3377, ISBN 9781538611272. [Google Scholar]
- Zarte, M.; Wunder, U.; Pechmann, A. Concept and Demonstration of a Generic Simulation to Identify Production Bottlenecks. In Proceedings of the IEEE 16th International Conference on Industrial Informatics (INDIN): Faculty of Engineering of the University of Porto, Porto, Portugal, 18–20 July 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 849–854, ISBN 9781538648292. [Google Scholar]
- Duden. Generisch. Available online: https://www.duden.de/rechtschreibung/generisch (accessed on 5 May 2021).
- Transfact GmbH Industrial Engineering & Software Solutions. Available online: https://www.transfact.de/ (accessed on 21 June 2021).
- Mackulak, G.T.; Lawrence, F.P.; Colvin, T. Effective simulation model reuse: A case study for AMHS modeling. In Proceedings of the Simulation Conference Proceedings, Washington, DC, USA, 13–16 December 1998; IEEE: Piscataway, NJ, USA, 1998; pp. 979–984, ISBN 0-7803-5133-9. [Google Scholar]
- VDI Society Production and Logistics. Simulation of Systems in Materials Handling, Logistics and Production-Fundamentals, 2014-12-00 (VDI 3633 Part 1), VDI-Gesellschaft Produktion und Logistik (GPL).
- Gutenschwager, K.; Rabe, M.; Spieckermann, S.; Wenzel, S. Simulation in Produktion und Logistik: Grundlagen und Anwendungen; Springer Vieweg: Berlin, Germany, 2017; ISBN 3662557444. [Google Scholar]
- Stefan, B.; Christoph, H.; Roland, R. Next Generation Digital Twin. In Proceedings of the TMCE 2018, Las Palmas de Gran Canaria, Spain, 7 May 2018. [Google Scholar]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inf. 2019, 15, 2405–2415. [Google Scholar] [CrossRef]
- Fraunhofer-Gesellschaft. Digitalization Is Changing the Future of Manufacturing. Available online: https://www.fraunhofer.de/en/research/current-research/production-4-0.html (accessed on 7 June 2021).
- Ilya, G. Anylogic in Three Days: A Quick Course in Simulation Modeling, 5th ed. Available online: https://www.anylogic.com/upload/al-in-3-days/anylogic-in-3-days.pdf (accessed on 7 June 2021).
- Hallgren, M.; Olhager, J.; Schroeder, R.G. A hybrid model of competitive capabilities. Int. J. Oper. Prod. Mnagemnt 2011, 31, 511–526. [Google Scholar] [CrossRef]
- Schroer, B.J.; Farrington, P.A.; Swain, J.J.; Utley, D.R. A generic simulator for modeling manufacturing modules. In Proceedings of the 28th Conference on Winter Simulation, Coronado, CA, USA, 8 November 1996; IEEE: Piscataway, NJ, USA, 1996; pp. 1155–1160, ISBN 0-7803-3383-7. [Google Scholar] [CrossRef] [Green Version]
- Negahban, A.; Smith, J.S. Simulation for manufacturing system design and operation: Literature review and analysis. J. Manuf. Syst. 2014, 33, 241–261. [Google Scholar] [CrossRef]
- Mourtzis, D.; Doukas, M.; Bernidaki, D. Simulation in Manufacturing: Review and Challenges. Procedia CIRP 2014, 25, 213–229. [Google Scholar] [CrossRef] [Green Version]
- Steinhausen, D. Simulationstechniken; Walter de Gruyter GmbH: München, Germany, 2019; ISBN 9783486785043. [Google Scholar]
- White, K.P.; Ingalls, R.G. The Basics of Simulation. In Proceedings of the 2018 Winter Simulation Conference, Gothenburg, Sweden, 9–12 December 2018; ISBN 9781538665725. [Google Scholar]
- Andrei Borshchev, A.F. From system dynamics and discrete event to practical agent based modeling: Reasons, techniques, tools. In Proceedings of the 22nd International Conference of the System Dynamics Society, Oxford, UK, 25–29 July 2004. [Google Scholar]
- Nguyen, A.-T.; Reiter, S.; Rigo, P. A review on simulation-based optimization methods applied to building performance analysis. Appl. Energy 2014, 113, 1043–1058. [Google Scholar] [CrossRef]
- Uhlig, T.; Rose, O. Simulation-based optimization for groups of cluster tools in semiconductor manufacturing using simulated annealing. In Proceedings of the 2011 Winter Simulation Conference—(WSC 2011), Phoenix, AZ, USA, 11 December 2011; Staff, I., Ed.; pp. 1852–1863, ISBN 978-1-4577-2109-0. [Google Scholar]
- Wincheringer, W.; Sekulic, M.; Kexel, M. Generisches Simulationsmodell für automatische Hochregallagersysteme. In Proceedings of the ASIM SST 2020, Sankt Augustin, Germany, 14–15 October 2020; Deatcu, C., Lückerath, D., Ullrich, O., Durak, U., Eds.; ARGESIM: Wien, Austria, 2020; pp. 389–395, ISBN 978-3-901608-93-3. [Google Scholar] [CrossRef]
- Lienert, T.; Fottner, J. Entwicklung einer generischen Simulationsmethode für das zeitfensterbasierte Routing Fahrerloser Transportfahrzeuge. Logist. J. Proc. 2017, 10. [Google Scholar] [CrossRef]
- Meng, C.; Nageshwaraniyer, S.S.; Maghsoudi, A.; Son, Y.-J.; Dessureault, S. Data-driven modeling and simulation framework for material handling systems in coal mines. Comput. Ind. Eng. 2013, 64, 766–779. [Google Scholar] [CrossRef]
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A systematic literature review. CIRP J. Manuf. Sci. Technol. 2020, 29, 36–52. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A Review of the Roles of Digital Twin in CPS-based Production Systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Stark, R.; Damerau, T. Digital Twin. CIRP Encycl. Prod. Eng. 2019, 66, 1–8. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-Pap. 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Zheng, Y.; Yang, S.; Cheng, H. An application framework of digital twin and its case study. J. Ambient. Intell. Hum. Comput. 2019, 10, 1141–1153. [Google Scholar] [CrossRef]
- Guo, J.; Zhao, N.; Sun, L.; Zhang, S. Modular based flexible digital twin for factory design. J. Ambient. Intell. Hum. Comput. 2019, 10, 1189–1200. [Google Scholar] [CrossRef]
- Goodall, P.; Sharpe, R.; West, A. A data-driven simulation to support remanufacturing operations. Comput. Ind. 2019, 105, 48–60. [Google Scholar] [CrossRef]
- Pidd, M. Guidelines for the design of data driven generic simulators for specific domains. Simulation 1992, 59, 237–243. [Google Scholar] [CrossRef]
- Brown, N.A. Model flexibility: Development of a generic data-driven simulation. In Proceedings of the 2010 Winter Simulation Conference (WSC 2010), Baltimore, MD, USA, 5–8 December 2010; [incorporating the MASM (Modeling and Analysis for Semiconductor Manufacturing) Conference]. Johansson, B., Ed.; IEEE: Piscataway, NJ, USA, 2010; pp. 1366–1375, ISBN 978-1-4244-9865-9. [Google Scholar]
- Schroeder, G.N.; Steinmetz, C.; Pereira, C.E.; Espindola, D.B. Digital Twin Data Modeling with AutomationML and a Communication Methodology for Data Exchange. IFAC-Pap. 2016, 49, 12–17. [Google Scholar] [CrossRef]
- Samaranayake, P. Enhanced Data Models for Master and Transaction Data in ERP Systems-Unitary Structuring Approach. In Proceedings of the International Multi Conference of Engineers and Computer Scientists 2008 (IMECS 2008), Hong Kong, China, 19–21 March 2008; Volume II, pp. 19–21. [Google Scholar]
- Wang, J.; Chang, Q.; Xiao, G.; Wang, N.; Li, S. Data driven production modeling and simulation of complex automobile general assembly plant. Comput. Ind. 2011, 62, 765–775. [Google Scholar] [CrossRef]
- Mertins, K.; Rabe, M.; Gocev, P. Integration of Factory Planning and ERP/MES Systems: Adaptive Simulation Models. In Lean Business Systems and Beyond; Koch, T., Ed.; International Federation for Information Processing: Boston, MA, USA, 2008; pp. 185–193. ISBN 978-0-387-77248-6. [Google Scholar] [CrossRef] [Green Version]
- Chapman, S.N. The Fundamentals of Production Planning and Control; Pearson/Prentice Hall: Upper Saddle River, NJ, USA, 2006; ISBN 978-0130176158. [Google Scholar]
- Hübl, A.; Altendorfer, K.; Jodlbauer, H.; Gansterer, M.; Hartl, R.F. Flexible model for analyzing production systems with discrete event simulation. In Proceedings of the 2011 Winter Simulation Conference, Phoenix, AZ, USA, 11–14 December 2011; Jain, S., Ed.; IEEE: Piscataway, NJ, USA, 2011; pp. 1554–1565, ISBN 9781457721083. [Google Scholar] [CrossRef] [Green Version]
- Altendorfer, K.; Felberbauer, T.; Gruber, D.; Hübl, A. Application of a generic simulation model to optimize production and workforce planning at an automotive supplier. In Proceedings of the Winter Simulation Conference (WSC), JW Marriott, Washington, DC, USA, 8–11 December 2013; [Including the 9th International Conference on Modeling and Analysis of Semiconductor Manufacturing (MASM 2013)]. Pasupathy, R., Ed.; IEEE: Piscataway, NJ, USA, 2013; pp. 2689–2697, ISBN 978-1-4799-3950-3. [Google Scholar]
- Felberbauer, T.; Altendorfer, K.; Hubl, A. Using a scalable simulation model to evaluate the performance of production system segmentation in a combined MRP and kanban system. In Proceedings of the 2012 Winter Simulation Conference, Berlin, Germany, 9–12 December 2012; Staff, I., Ed.; pp. 1–12, ISBN 978-1-4673-4782-2. [Google Scholar]
- Lim, D.-E.; Seo, M. A Generic Simulation Framework for Efficient Simulation Analyses for Semiconductor Manufacturing: A Case Study. IJCA 2014, 7, 75–84. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.Y.; Kang, H.S.; Kim, G.Y.; Noh, S.D. Concurrent material flow analysis by P3R-driven modeling and simulation in PLM. Comput. Ind. 2012, 63, 513–527. [Google Scholar] [CrossRef]
- Akiya, N.; Bury, S.; Wassick, J.M. Generic framework for simulating networks using rule-based queue and Resource-Task Network. In Proceedings of the 2011 Winter Simulation Conference, Phoenix, USA, 11–14 December 2011; Jain, S., Ed.; IEEE: Piscataway, NJ, USA, 2011; pp. 2189–2200, ISBN 9781457721083. [Google Scholar]
- Wy, J.; Jeong, S.; Kim, B.-I.; Park, J.; Shin, J.; Yoon, H.; Lee, S. A data-driven generic simulation model for logistics-embedded assembly manufacturing lines. Comput. Ind. Eng. 2011, 60, 138–147. [Google Scholar] [CrossRef]
- Kibira, D.; McLean, C.R. Generic simulation of automotive assembly for interoperability testing. In Proceedings of the 2007 Winter Simulation Conference, Washington, DC, USA, 9–12 December 2007; IEEE Service Center: Piscataway, NJ, USA, 2007; pp. 1035–1043, ISBN 978-1-4244-1305-8. [Google Scholar]
- Transfact GmbH. Startseite. Available online: https://www.transfact.de/ (accessed on 18 May 2021).
- Aragon, M. Add-Ons. Available online: https://www.transfact.de/features/add-ons/ (accessed on 5 May 2021).
- Kostenoptimierte und Leistungsstarke Datenbank. Available online: https://www.oracle.com/de/database/ (accessed on 5 May 2021).
- APICS Dictionary, 13th ed.; Blackstone, J.H. (Ed.) APICS: Alexandria, VA, USA, 2010; ISBN 978-0-615-39441-1. [Google Scholar]
- Zarte, M.; Wermann, J.; Heeren, P.; Pechmann, A. Concept, Challenges, and Learning Benefits Developing an Industry 4.0 Learning Factory with Student Projects. In Proceedings of the 2019 IEEE 17th International Conference on Industrial Informatics (INDIN), Aalto University, Helsinki-Espoo, Finland, 22–25 July 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1133–1138, ISBN 978-1-7281-2927-3. [Google Scholar]
- Arena Simulation. Available online: https://www.arenasimulation.com/ (accessed on 11 May 2021).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Goal of the Simulation Model | Production Type | Simulation Type | Simulation Tool |
|---|---|---|---|---|
| [42] | Simulation of a waste electrical and electronic equipment manufacturer optimising remanufacturing processes. | Job shop production | Discrete event simulation | Delsi™ |
| [53] | Simulation of production alternatives optimising a semiconductor production line. | Flow shop production | Discrete event simulation | AutoMod™ |
| [51] | Simulation of a production system optimising production and workforce planning at an automotive supplier. | Flow shop production | Discrete event simulation | AnyLogic™ |
| [52] | Simulation of a production system optimising production planning at an automotive supplier. | Flow shop production | Discrete event simulation | AnyLogic™ |
| [54] | Simulation of an automotive press shop optimising material flows. | Single production module | Discrete event simulation | Plant Simulation™ |
| [55] | Simulation of a batch production process optimising material flows. | Batch production | Discrete event simulation | No specific tool |
| [47] | Simulation of an automobile assembly plant optimising production processes. | Flow shop production | Discrete event simulation | Arena™ |
| [56] | Simulation of a logistics-embedded assembly manufacturing line optimising production processes. | Flow shop production | Discrete event simulation | AutoLay™ and AutoLogic™ |
| [48] | Simulation of a gas turbine production system and a railway wagon production and assembly system for layout design. | Job shop production | Discrete event simulation | Arena™ |
| [57] | Simulation of an automotive manufacturing system optimising production processes. | Flow shop production | Discrete event simulation | QUEST™ |
| KPI | Definition |
|---|---|
| Run Time | The run time is the time required to process a piece or lot at a specific operation. It does not include setup time. |
| Setup Time | The setup time is the time required for a specific machine, resource, work centre, process, or line to convert from the production of the last good piece of Item A to the first good piece of Item B. |
| Cycle Time | The cycle time is defined as the time between the completion of two individual products. In the case of material movement, the cycle time is the length of time from when the product enters the process to when it leaves. |
| Process Time | The process time is the time during which the product is being changed. This can be done via machining or assembly. |
| Production Lead Time | The production lead time is the total time required to manufacture a product. The purchasing lead time is not included and is therefore neglected. In addition, the production lead time is the length of time from the release of the order into production to the completion of the order. It includes order preparation time, queue time, setup time, run time, move time, inspection time, and put-away time. In Transfact™, this is comparable to the length of time from registering the first work step to deregistering the last work step of a lot. |
| Utilisation | Utilisation is a percentage measure of how intensively a resource is used to produce a good. It is calculated as the ratio of the time actually required (run time plus setup time) to the total available time. |
| Machine Productivity | The rate of output of a machine per unit of time, machine productivity can be expressed as output per machine hour. |
| Product Colour | ERP System [s] | Physical System [s] | Generic Model [s] |
|---|---|---|---|
| Blue | 300–360 | 316–324 | 322 |
| Red | 300–360 | 282–292 | 285 |
| White | 300–360 | 314–320 | 318 |
| Sequence of blue, red, and white | 720 | 687 | 676 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kassen, S.; Tammen, H.; Zarte, M.; Pechmann, A. Concept and Case Study for a Generic Simulation as a Digital Shadow to Be Used for Production Optimisation. Processes 2021, 9, 1362. https://doi.org/10.3390/pr9081362
Kassen S, Tammen H, Zarte M, Pechmann A. Concept and Case Study for a Generic Simulation as a Digital Shadow to Be Used for Production Optimisation. Processes. 2021; 9(8):1362. https://doi.org/10.3390/pr9081362
Chicago/Turabian StyleKassen, Stefan, Holger Tammen, Maximilian Zarte, and Agnes Pechmann. 2021. "Concept and Case Study for a Generic Simulation as a Digital Shadow to Be Used for Production Optimisation" Processes 9, no. 8: 1362. https://doi.org/10.3390/pr9081362