
Optimization of Texture-Modified Yellowfin Sole (Pleuronectes aspera) by Enzymatic Treatment and Superheated Steam Treating to Improve Quality Characteristics



Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Sample
2.2. Preparation for Treatment
2.3. Design of Experiments for Optimization of Enzymatic Treatment
2.4. Sensory Evaluation
2.5. Texture Analysis
2.6. Microbial Analysis
2.7. Thiobarbituric acid Reactive Substances
2.8. Total Volatile Basic Nitrogen
2.9. Hydrogen Ion Concentration (pH)
2.10. Analysis of Nutritional Quality
2.11. Fatty Acid Analysis
2.12. Amino Acid Analysis
2.13. Trimethylamine
2.14. Shelf-Life Analysis
2.15. Statistical Analysis
3. Results and Discussion
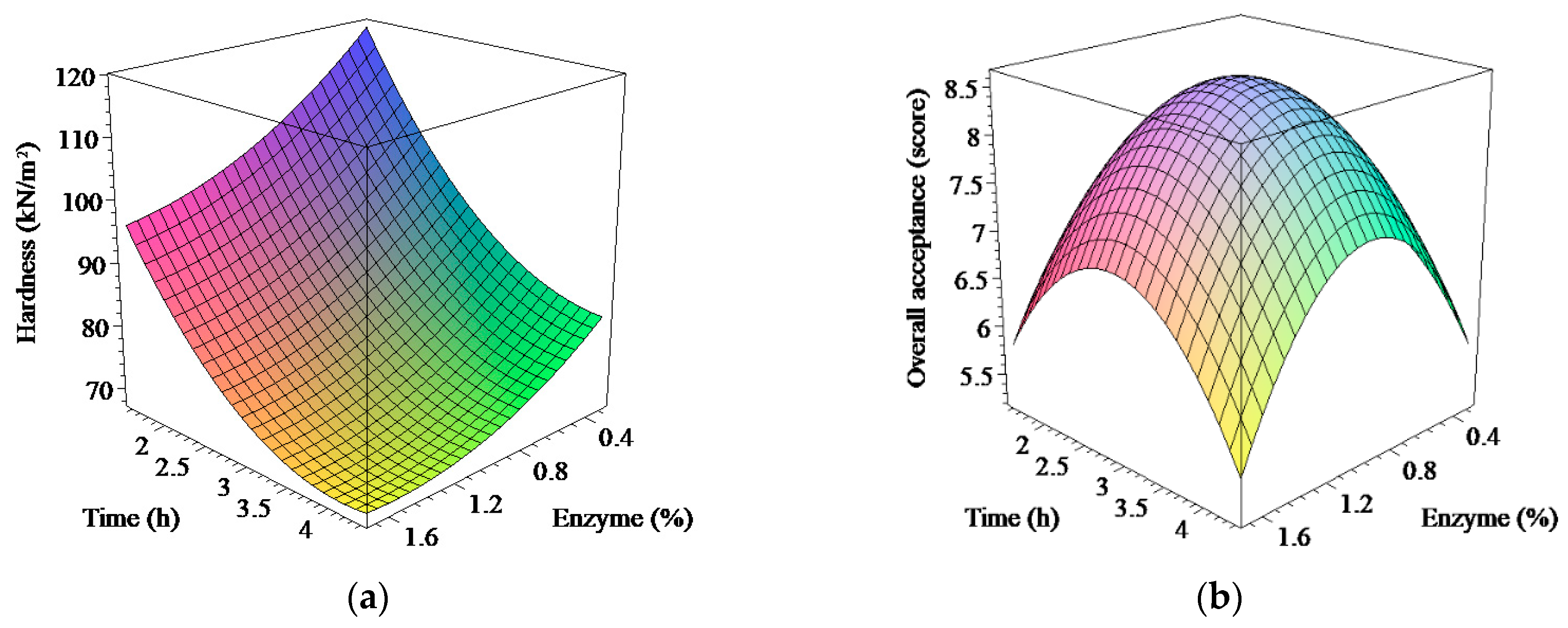
3.1. Optimization of Texture Modification Process by Enzymatic Treatment
Y2 = 8.62000 + 0.06269X1 + 0.06658X2 − 0.82187X12 − 0.66688X22 − 0.10750X1X2
3.2. Effect of Marination with Herbal Extract Solutions on Sensory Evaluation
3.3. Analysis of Quality Characteristics of Final Product.
3.3.1. Total Bacteria Counts
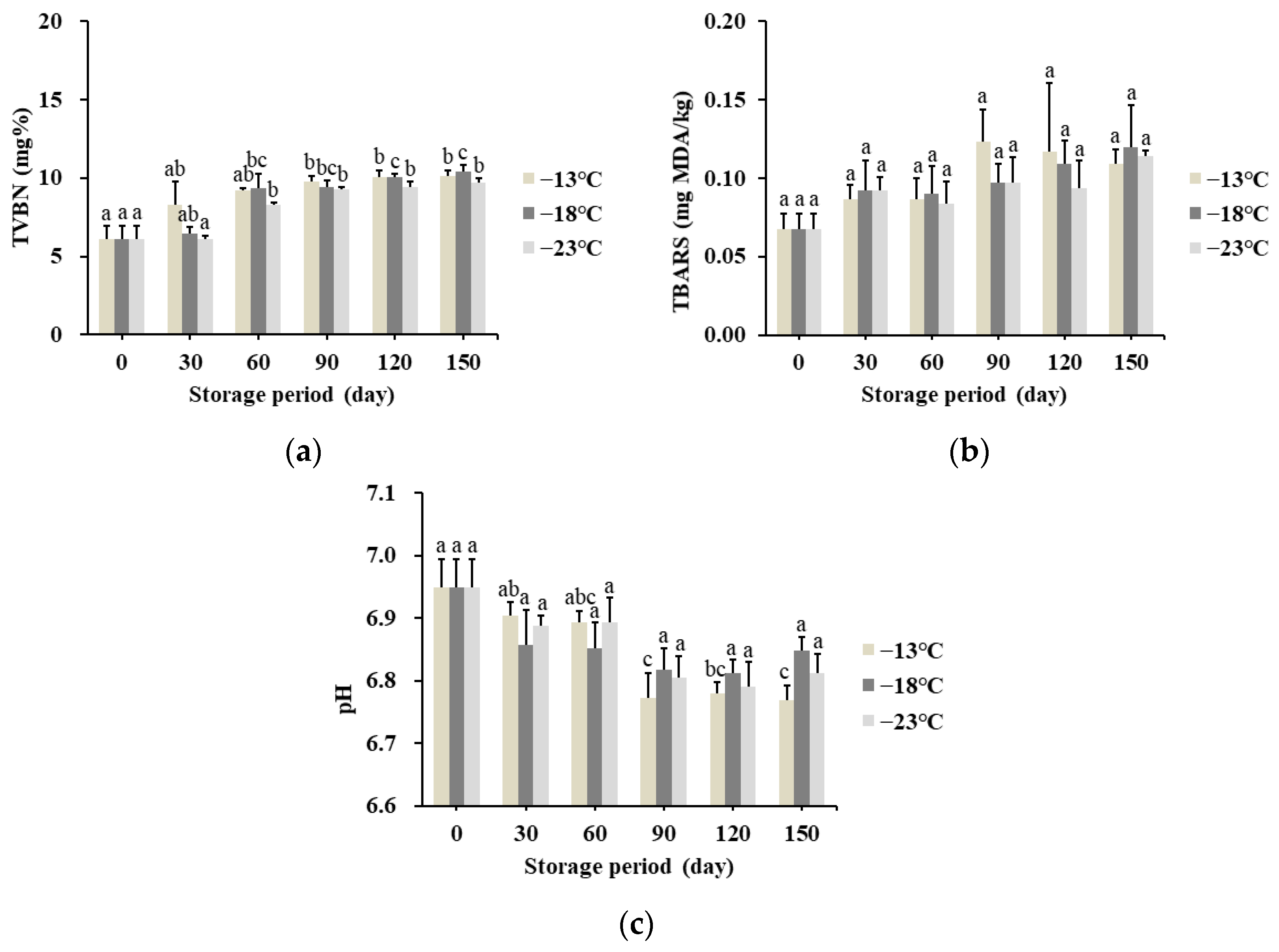
3.3.2. Total Volatile Basic Nitrogen
3.3.3. Thiobarbituric Acid Reactive Substances
3.3.4. pH Values
3.3.5. Hardness
3.3.6. Overall Acceptance
3.4. Trimethylamine (TMA) Composition
3.5. Amino Acid Analysis
3.6. Fatty Acid Analysis
3.7. Nutritional Value
3.8. Shelf-Life Analysis of Texture-Modified Yellowfin Sole
3.8.1. Microbial Properties
3.8.2. Physicochemical Properties
3.8.3. Sensory Properties
3.9. Shelf-Life Analysis of Texture-Modified Yellowfin Sole
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Groups | Appearance | Odor | Taste | Texture | Overall Acceptance |
|---|---|---|---|---|---|
| Control | 8.48 d ± 0.16 | 6.19 a ± 0.11 | 8.05 c ± 0.20 | 6.62 a ± 0.20 | 7.38 ab ± 0.15 |
| 1:0 | 6.10 a ± 0.12 | 5.95 a ± 0.15 | 5.48 a ± 0.15 | 8.38 d ± 0.16 | 7.00 a ± 0.22 |
| 1:1 | 7.29 bc ± 0.23 | 6.10 a ± 0.15 | 7.05 b ± 0.24 | 8.00 cd ± 0.15 | 7.14 a ± 0.21 |
| 1:2 | 7.05 b ± 0.22 | 7.00 b ± 0.22 | 7.38 b ± 0.15 | 7.67 bc ± 0.20 | 8.00 b ± 0.17 |
| 1:3 | 7.81 cd ± 0.20 | 7.00 b ± 0.20 | 7.19 b ± 0.16 | 7.00 ab ± 0.17 | 7.33 ab ± 0.14 |
References
- United Nations Population Division. World Population Prospects 2019: Highlights, the United Nations; United Nations Population Division: Geneva, Switzerland, 2019; p. 28. [Google Scholar]
- Life Expectancy and Healthy Life Expectancy Data by Country. Available online: https://apps.who.int/gho/data/node.main.688 (accessed on 16 March 2021).
- Cichero, J.A.Y.; Lam, P.; Steele, C.M.; Hanson, B.; Chen, J.; Dantas, R.O.; Pillay, M. Development of international terminology and definitions for texture-modified foods and thickened fluids used in dysphagia management: The IDDSI framework. Dysphagia 2017, 32, 293–314. [Google Scholar] [CrossRef] [Green Version]
- Maksimenko, A.; Lyude, A.; Nishiumi, T. Texture-modified foods for the elderly and people with dysphagia: Insights from Japan on the current status of regulations and opportunities of the high pressure technology. IOP Conf. Ser. Earth Environ. Sci. 2020, 548, 022106. [Google Scholar] [CrossRef]
- Sungsinchai, S.; Niamnuy, C.; Wattanapan, P.; Charoenchaitrakool, M.; Devahastin, S. Texture modification technologies and their opportunities for the production of dysphagia foods: A review. Compr. Rev. Food Sci. Food Saf. 2019, 18, 1898–1912. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Food & Agriculture Organization of the United Nations (FAO). FAO Yearbook of Fishery and Aquaculture Statistics 2018; FAO: Rome, Italy, 2021; p. 36. [Google Scholar]
- Korea Maritime Institute (KMI). Trend of Fisheries Import from FTA Partners 4th Quarter 2020; KMI: Yeongdo-gu, Korea, 2020; p. 33. [Google Scholar]
- Guérard, F.; Dufosse, L.; De La Broise, D.; Binet, A. Enzymatic hydrolysis of proteins from yellowfin tuna (Thunnus albacares) wastes using Alcalase. J. Mol. Catal. B Enzym. 2001, 11, 1051–1059. [Google Scholar] [CrossRef]
- Liaset, B.; Nortvedt, R.; Lied, E.; Espe, M. Studies on the nitrogen recovery in enzymic hydrolysis of Atlantic salmon (Salmo salar L.) frames by Protamex™ protease. Process Biochem. 2002, 37, 1263–1269. [Google Scholar] [CrossRef]
- Fu, Y.; Liu, J.; Hansen, E.T.; Bredie, W.L.; Lametsch, R. Structural characteristics of low bitter and high umami protein hydrolysates prepared from bovine muscle and porcine plasma. Food Chem. 2018, 257, 163–171. [Google Scholar] [CrossRef] [PubMed]
- AOAC International. International Official Methods of Analysis Official Methods 990.12, 18th ed.; Association of Official Analytical Chemists: Arlington, VA, USA, 2002. [Google Scholar]
- AOAC International. International Official Methods of Analysis Official Methods 991.14, 18th ed.; Association of Official Analytical Chemists: Arlington, VA, USA, 2002. [Google Scholar]
- Oğuzhan Yildiz, P. Effect of essential oils and packaging on hot smoked rainbow trout during storage. J. Food Process. Preserv. 2015, 39, 806–815. [Google Scholar] [CrossRef]
- Mohibbullah, M.; Won, N.E.; Jeon, J.H.; An, J.H.; Park, Y.; Kim, H.; Bashir, K.M.I.; Park, S.M.; Kim, Y.S.; Yoon, S.J.; et al. Effect of superheated steam roasting with hot smoking treatment on improving physicochemical properties of the adductor muscle of pen shell (Atrina pectinate). Food Sci. Nutr. 2018, 6, 1317–1327. [Google Scholar] [CrossRef]
- Ministry of Food and Drug Safety (MFDS). 8th General Analysis Method. Foodcode (Sik-Poom-Gong-Jeon); MFDS: Cheongju, Korea, 2020; pp. 259–260. Available online: https://www.foodsafetykorea.go.kr/foodcode/01_03.jsp?idx=11142 (accessed on 28 September 2020).
- AOAC International. International Official Methods of Analysis Official Methods 925.09, 923.03, 979.09, 962.09, and 923.05, 17th ed.; Association of Official Analytical Chemists: Washington, DC, USA, 2000. [Google Scholar]
- Sutikno, L.A.; Bashir, K.M.I.; Kim, H.; Park, Y.; Won, N.E.; An, J.H.; Jeon, J.H.; Yoon, S.J.; Park, S.M.; Sohn, J.H.; et al. Improvement in Physicochemical, Microbial, and Sensory Properties of Common Squid (Todarodes pacificus) by Superheated Steam Roasting in Combination with Smoking Treatment. J. Food Qual. 2019, 2019, 8721725. [Google Scholar] [CrossRef]
- AOAC International. International Official Methods of Analysis Official Methods 963.22, 16th ed.; Association of Official Analytical Chemists: Arlington, VA, USA, 1995. [Google Scholar]
- AOAC International. International Official Methods of Analysis Official Methods 994.12, 17th ed.; Association of Official Analytical Chemists: Washington, DC, USA, 2000. [Google Scholar]
- Ministry of Food and Drug Safety (MFDS). The Guideline for Shelf-Life Analysis of General Food, Livestock Meat and Health Functional Food, 5th ed.; MFDS: Cheongju, Korea, 2019. [Google Scholar]
- MFDS Food Safety Korea. Available online: https://www.foodsafetykorea.go.kr/main.do (accessed on 22 March 2021).
- Jafari, S.M.; Ganje, M.; Dehnad, D.; Ghanbari, V.; Hajitabar, J. Arrhenius equation modeling for the shelf life prediction of tomato paste containing a natural preservative. J. Sci. Food Agric. 2017, 97, 5216–5222. [Google Scholar] [CrossRef]
- Joglekar, A.M.; May, A.T. Product excellence through design of experiments. Cereal Foods World 1987, 32, 857–868. [Google Scholar]
- Ball, D.W.; Hill, J.W.; Scott, R.J. 18.6: Enzyme Activity. In The Basics of General, Organic, and Biological Chemistry, 1st ed.; Saylor Academy: Washington, DC, USA, 2011. [Google Scholar]
- Kilara, A. Enzyme-Modified Protein Food Ingredients. Process Biochem. 1985, 20, 149–157. Available online: http://pascal-francis.inist.fr/vibad/index.php?action=getRecordDetail&idt=8473076 (accessed on 29 September 2020).
- Schiffman, S.S.; Dackis, C. Taste of nutrients: Amino acids, vitamins, and fatty acids. Percept. Psychophys. 1975, 17, 140–146. [Google Scholar] [CrossRef]
- Pereira, P.A.P.; Souza, V.R.D.; Carneiro, J.D.S. Sensory perception of Brazilian petit suisse cheese by a consumer panel using three-way internal and external preference maps. MOJ Food Process Technol. 2020, 8, 109–112. [Google Scholar] [CrossRef]
- Tirtawijaya, G.; Park, Y.; Won, N.E.; Kim, H.; An, J.H.; Jeon, J.H.; Park, S.M.; Yoon, S.J.; Sohn, J.H.; Kim, J.S.; et al. Effect of steaming and hot smoking treatment combination on the quality characteristics of hagfish (Myxine glutinosa). J. Food Process. Preserv. 2020, 44, 1–12. [Google Scholar] [CrossRef]
- Zhao, C.C.; Benjakul, S.; Eun, J.B. Changes in protein compositions and textural properties of the muscle of skate fermented at 10 °C. Int. J. Food Prop. 2019, 22, 173–185. [Google Scholar] [CrossRef]
- Limam, Z.; Sadok, S.; Abed, A.E. Enzymatic hydrolysis of shrimp head waste: Functional and biochemical properties. Food Biotechnol. 2008, 22, 352–362. [Google Scholar] [CrossRef]
- Boran, M.; Köse, S. Storage Properties of Three Types of Fried Whiting Balls at Refrigerated Temperatures. Turk. J. Fish. Aquat. Sci. 2007, 7, 65–70. Available online: https://www.trjfas.org/abstract.php?lang=en&id=314 (accessed on 28 September 2020).
- Okolie, N.P.; Okugbo, T.O. A comparative study of malondialdehyde contents of some meat and fish samples processed by different methods. J. Pharm. Sci. Innov. 2013, 2, 26–29. [Google Scholar] [CrossRef]
- Zhang, L.; Li, J.; Zhou, K. Chelating and radical scavenging activities of soy protein hydrolysates prepared from microbial proteases and their effect on meat lipid peroxidation. Bioresour. Technol. 2010, 101, 2084–2089. [Google Scholar] [CrossRef]
- Schormüller, J. (Ed.) Fette und lipoide (lipids). In Handbuch der Lebensmittel Chemie; Band II/2 Teil; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 1965; pp. 872–878. [Google Scholar]
- Burey, P.; Bhandari, B.R.; Rutgers, R.P.G.; Halley, P.J.; Torley, P.J. Confectionery gels: A review on formulation, rheological and structural aspects. Int. J. Food Prop. 2009, 12, 176–210. [Google Scholar] [CrossRef] [Green Version]
- Choi, Y.S.; Hwang, K.E.; Jeong, T.J.; Kim, Y.B.; Jeon, K.H.; Kim, E.M.; Kim, C.J. Comparative study on the effects of boiling, steaming, grilling, microwaving and superheated steaming on quality characteristics of marinated chicken steak. Korean J. Food Sci. Anim. Resour. 2016, 36, 1–7. [Google Scholar] [CrossRef]
- Eom, S.H.; Lee, S.H.; Chun, Y.G.; Park, C.E.; Park, D.J. Softening of jumbo squid Dosidicus gigas via enzyme injection. Fish. Aquat. Sci. 2015, 18, 229–233. [Google Scholar] [CrossRef]
- Japan Care Food Conference. Available online: https://www.udf.jp/outline/udf.html (accessed on 22 March 2021).
- Korean Industrial Standards for Seniors Friendly Foods (KS H 4897). Available online: https://e-ks.kr/streamdocs/view/sd;streamdocsId=72059203773233835 (accessed on 22 March 2021).
- Grygier, M.J.; Fan, Y.W.; Sung, W.C. Effects of Different Softening Processes on the Hardness and Quality of Thawed Neritic Squid (Uroteuthis edulis) Muscle. Processes 2020, 8, 135. [Google Scholar] [CrossRef] [Green Version]
- Park, S.K.; Jo, D.M.; Yu, D.; Khan, F.; Lee, Y.B.; Kim, Y.M. Reduction of Trimethylamine Off-Odor by Lactic Acid Bacteria Isolated from Korean Traditional Fermented Food and Their In Situ Application. J. Microbiol. Biotechnol. 2020, 30, 1510–1515. [Google Scholar] [CrossRef] [PubMed]
- Muzaddadi, A.U.; Devatkal, S.; Oberoi, H.S. Agro-Industrial Wastes as Feedstock for Enzyme Production, 1st ed.; Academic Press: Cambridge, MA, USA, 2016. [Google Scholar] [CrossRef]
- Mercer, L.P.; Dodds, S.J.; Smith, D.I. Dispensable, indispensable, and conditionally indispensable amino acid ratios in the diet. Absorpt. Util. Amino Acids 1989, 1, 1–13. [Google Scholar]
- Shen, Q.; Guo, R.; Dai, Z.; Zhang, Y. Investigation of enzymatic hydrolysis conditions on the properties of protein hydrolysate from fish muscle (Collichthys niveatus) and evaluation of its functional properties. J. Agric. Food Chem. 2012, 60, 5192–5198. [Google Scholar] [CrossRef]
- World Health Organization; United Nations University. Protein and Amino Acid Requirements in Human Nutrition; World Health Organization: Geneva, Switzerland, 2007; Volume 935, p. 150. Available online: https://apps.who.int/iris/handle/10665/43411 (accessed on 29 September 2020).
- Pyz-Łukasik, R.; Paszkiewicz, W. Species variations in the proximate composition, amino acid profile, and protein quality of the muscle tissue of grass carp, bighead carp, siberian sturgeon, and wels catfish. J. Food Qual. 2018, 2018, 2625401. [Google Scholar] [CrossRef]
- Consultation, F.E. Dietary Protein Quality Evaluation in Human Nutrition; FAO Food and Nutrition Paper; FAO: Rome, Italy, 2011; p. 29. [Google Scholar]
- Lands, W.E. Fish, Omega-3 and Human Health; Champaign, AOCS Press: Urbana, IL, USA, 2005; Volume 220. [Google Scholar]
- Hibbeln, J.R.; Nieminen, L.R.; Blasbalg, T.L.; Riggs, J.A.; Lands, W.E. Healthy intakes of n−3 and n–6 fatty acids: Estimations considering worldwide diversity. Am. J. Clin. Nutr. 2006, 83, 1483S–1493S. [Google Scholar] [CrossRef]
- Industry Resources on the Changes to the Nutrition Facts Label. Available online: https://www.fda.gov/food/food-labeling-nutrition/industry-resources-changes-nutrition-facts-label (accessed on 22 March 2021).
- CFR—Code of Federal Regulations Title 21. Available online: https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/cfrsearch.cfm?fr=101.62 (accessed on 22 March 2021).
- Parker, R.W.; Maurer, E.M.; Childers, A.; Lewisi, D.H. Effect of frozen storage and vacuum-packaging on survival of Vibrio vulnificus in Gulf Coast oysters (Crassostrea virginica). J. Food Prot. 1994, 57, 604–606. [Google Scholar] [CrossRef] [PubMed]
- Karlsdottir, M.G.; Sveinsdottir, K.; Kristinsson, H.G.; Villot, D.; Craft, B.D.; Arason, S. Effects of temperature during frozen storage on lipid deterioration of saithe (Pollachius virens) and hoki (Macruronus novaezelandiae) muscles. Food Chem. 2012, 156, 234–242. [Google Scholar] [CrossRef] [PubMed]
- Yamaguchi, K.; Toyomizu, M. A role of phospholipid in antioxygenic action of lipids from the ordinary muscle of lean fish (plaice, Paralichthys olivaceus). Bull. Jpn. Soc. Sci. Fish. 1984, 50, 1897–1903. [Google Scholar] [CrossRef]
- Etemadian, Y.; Shabanpour, B. Changes in physicochemical properties and shelf life ability of kutum (Rutilus frisiikutum) slices during packaging and storage in ice. J. Food Process. Preserv. 2014, 38, 159–168. [Google Scholar] [CrossRef]
- Shi, L.; Yin, T.; Wang, L.; Xiong, G.; Gao, R.; Ding, A.; Jiao, C. Effect of pre-chilling time on the physicochemical properties of channel catfish during frozen storage. Int. J. Refrig. 2020, 115, 56–62. [Google Scholar] [CrossRef]
- Dalvi-Isfahan, M.; Hamdami, N.; Le-Bail, A. Effect of freezing under electrostatic field on the quality of lamb meat. Innov. Food Sci. Emerg. Technol. 2016, 37, 68–73. [Google Scholar] [CrossRef]
- Leygonie, C.; Britz, T.J.; Hoffman, L.C. Impact of freezing and thawing on the quality of meat. Meat Sci. 2012, 91, 93–98. [Google Scholar] [CrossRef] [PubMed]
- Park, J.H.; An, D.S.; Lee, D.S.; Park, E. Prediction of shelf-life of sea tangle drink. J. Korean Soc. Food Sci. Nutr. 2014, 43, 784–790. [Google Scholar] [CrossRef] [Green Version]




| Independent Variables | Symbol | Unit | Range Level | ||||
|---|---|---|---|---|---|---|---|
| −1.414 | −1 | 0 | +1 | +1.414 | |||
| Concentration | X1 | % | 0.3 | 0.5 | 1.0 | 1.5 | 1.7 |
| Time | X2 | h | 1.6 | 2.0 | 3.0 | 4.0 | 4.4 |
| Run No. | Independent Variables | Dependent Variables | ||||||
|---|---|---|---|---|---|---|---|---|
| Coded Values | Actual Values | Predicted Values | Actual Values | |||||
| X1 | X2 | X1 | X2 | Y1 | Y2 | Y1 | Y2 | |
| 1 | −1 | −1 | 0.5 | 2.0 | 104.21 | 6.89 | 109.97 | 7.00 |
| 2 | +1 | −1 | 1.5 | 2.0 | 89.44 | 7.23 | 90.61 | 7.19 |
| 3 | −1 | +1 | 0.5 | 4.0 | 79.01 | 7.24 | 81.59 | 7.05 |
| 4 | +1 | +1 | 1.5 | 4.0 | 68.55 | 7.15 | 66.55 | 6.81 |
| 5 | −1.414 | 0 | 0.3 | 3.0 | 91.94 | 6.89 | 86.82 | 6.90 |
| 6 | +1.414 | 0 | 1.7 | 3.0 | 74.09 | 7.06 | 75.44 | 7.29 |
| 7 | 0 | −1.414 | 1.0 | 1.6 | 103.89 | 7.19 | 99.77 | 7.10 |
| 8 | 0 | +1.414 | 1.0 | 4.4 | 71.29 | 7.38 | 71.65 | 7.71 |
| 9 | 0 | 0 | 1.0 | 3.0 | 78.85 | 8.62 | 82.64 | 8.33 |
| 10 | 0 | 0 | 1.0 | 3.0 | 78.85 | 8.62 | 76.75 | 8.67 |
| 11 | 0 | 0 | 1.0 | 3.0 | 78.85 | 8.62 | 77.15 | 8.86 |
| Responses | Sources | Degree of Freedom | Sum of Square | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Y1 (Hardness) | Model | 5 | 1,497,399,512 | 299,479,902 | 13.39 | 0.006 |
| Linear | 2 | 1,380,861,537 | 690,430,769 | 30.86 | 0.002 | |
| X1 | 1 | 318,487,830 | 318,487,830 | 14.24 | <0.013 | |
| X2 | 1 | 1,062,373,707 | 1,062,373,707 | 47.49 | <0.001 | |
| Quadratic | 2 | 111,882,435 | 55,941,217 | 2.5 | 0.177 | |
| X1X1 | 1 | 24,524,218 | 24,524,218 | 1.1 | 0.343 | |
| X2X2 | 1 | 107,945,524 | 107,945,524 | 4.83 | 0.079 | |
| Interaction | 1 | 4,655,540 | 4,655,540 | 0.21 | 0.667 | |
| X1X2 | 1 | 4,655,540 | 4,655,540 | 0.21 | 0.667 | |
| Error | 5 | 111,856,616 | 22,371,323 | |||
| Lack of fit | 3 | 90,212,044 | 30,070,681 | 2.78 | 0.276 | |
| Pure error | 2 | 21,644,572 | 10,822,286 | |||
| R2= 0.931 | Total | 10 | 1,609,256,128 | |||
| Y2 (Overall acceptance) | Model | 5 | 5.04497 | 1.00899 | 10.51 | 0.011 |
| Linear | 2 | 0.06691 | 0.03346 | 0.35 | 0.722 | |
| X1 | 1 | 0.03144 | 0.03144 | 0.33 | 0.592 | |
| X2 | 1 | 0.03547 | 0.03547 | 0.37 | 0.570 | |
| Quadratic | 2 | 4.93183 | 2.46592 | 25.68 | 0.002 | |
| X1X1 | 1 | 3.81447 | 3.81447 | 39.73 | <0.001 | |
| X2X2 | 1 | 2.51137 | 2.51137 | 26.16 | <0.004 | |
| Interaction | 1 | 0.04623 | 0.04623 | 0.48 | 0.519 | |
| X1X2 | 1 | 0.04623 | 0.04623 | 0.48 | 0.519 | |
| Error | 5 | 0.48005 | 0.09601 | |||
| Lack of fit | 3 | 0.33585 | 0.11195 | 1.55 | 0.415 | |
| Pure error | 2 | 0.14420 | 0.07210 | |||
| R2= 0.913 | Total | 10 | 5.52502 |
| Responses | Optimizing | Optimum Code Values | Predicted Value | Experimental Value | Desirability | ||
|---|---|---|---|---|---|---|---|
| X1 | X2 | ||||||
| Y1 | Targeting (77.15) | 1.00 | 3.16 | 77.14 | 76.23 ± 3.02 | 0.99 | 0.91 |
| Y2 | Maximizing | 8.61 | 8.38 ± 0.19 | 0.82 | |||
| Herbs | Appearance | Odor | Taste | Texture | Overall Acceptance |
|---|---|---|---|---|---|
| Control | 6.81 abc ± 0.14 | 6.62 ab ± 0.33 | 5.90 ab ± 0.24 | 7.86 a ± 0.21 | 6.67 abc ± 0.19 |
| Bay leaves | 7.05 bc ± 0.13 | 7.76 b ± 0.09 | 7.43 d ± 0.19 | 8.19 a ± 0.20 | 7.90 d ± 0.15 |
| Coriander powder | 6.95 bc ± 0.14 | 6.90 ab ± 0.16 | 6.05 ab ± 0.16 | 8.05 a ± 0.17 | 7.24 cd ± 0.23 |
| Fennel whole | 6.14 a ± 0.19 | 5.95 a ± 0.26 | 6.05 ab ± 0.29 | 7.81 a ± 0.09 | 6.67 abc ± 0.18 |
| Thyme whole | 7.24 c ± 0.11 | 6.48 a ± 0.37 | 5.90 ab ± 0.18 | 7.81 a ± 0.13 | 6.38 abc ± 0.23 |
| Cumin seeds | 6.67 abc ± 0.17 | 5.95 a ± 0.35 | 5.67 ab ± 0.25 | 7.62 a ± 0.14 | 6.19 ab ± 0.27 |
| Basil whole | 7.14 bc ± 0.19 | 6.05 a ± 0.16 | 5.48 a ± 0.14 | 7.76 a ± 0.15 | 6.48 abc ± 0.19 |
| Basil powder | 6.81 abc ± 0.14 | 6.86 ab ± 0.25 | 7.14 cd ± 0.10 | 7.95 a ± 0.11 | 7.24 cd ± 0.13 |
| Star anise | 6.05 a ± 0.21 | 6.19 a ± 0.23 | 5.90 ab ± 0.15 | 7.95 a ± 0.17 | 6.10 a ± 0.15 |
| Sea buckthorn fruit powder | 6.43 ab ± 0.26 | 6.19 a ± 0.25 | 6.48 bc ± 0.19 | 7.71 a ± 0.14 | 7.10 bcd ± 0.23 |
| Parameters | Raw Yellowfin Sole | Nonenzyme Processed Yellowfin Sole | Texture-Modified Yellowfin Sole |
|---|---|---|---|
| Total bacteria counts (log CFU/g) | 4.06 ± 0.32 | ND | ND |
| Total volatile basic nitrogen (mg%) | 8.66 a ± 0.77 | 7.84 a ± 0.31 | 6.08 a ± 0.84 |
| pH | 6.64 a ± 0.10 | 7.02 b ± 0.06 | 6.95 a ± 0.07 |
| Thiobarbituric acid reactive substances (mg MDA/kg) | 0.13 a ± 0.02 | 0.08 a ± 0.01 | 0.07 a ± 0.01 |
| Hardness (kN/m2) | 143.51 a ± 7.17 | 120.41 a ± 15.32 | 76.28 b ± 3.03 |
| Overall acceptance (score) | - | 7.43 a ± 0.28 | 8.38 b ± 0.19 |
| Amino Acids | Taste of Amino Acid | Texture-Modified Yellowfin Sole(g/100 g) | Recommended Daily Requirement 1 (g/70 kg Body Weight) | Chemical Score for Protein 2 (%) |
|---|---|---|---|---|
| Histidine | Bitter | 0.46 | 1.05 | 133.1 |
| Isoleucine | Bitter | 0.89 | 2.10 | 137.3 |
| Leucine | Bitter | 1.77 | 4.13 | 134.4 |
| Lysine | Bitter | 2.03 | 3.15 | 195.8 |
| SAA 3 | Bitter | 0.95 | 1.54 | 191.3 |
| AAA 4 | Bitter | 1.55 | 2.66 | 175.1 |
| Threonine | Sweet | 1.01 | 1.61 | 187.2 |
| Tryptophan | Bitter | 0.18 | 4.20 | 12.6 |
| Valine | Bitter | 1.02 | 2.73 | 118.0 |
| ∑ EAA 5 | 9.86 | 23.17 | ||
| Aspartate | Umami | 2.19 | ||
| Serine | Sweet | 1.06 | ||
| Glutamic | Sweet | 3.36 | ||
| Proline | Sweet | 0.87 | ||
| Glycine | Sweet | 1.33 | ||
| Alanine | Sweet | 1.46 | ||
| Arginine | Sweet | 1.46 | ||
| ∑ NAA 6 | 11.73 | |||
| EAA/NAA | 0.84 (45.67:54.33) |
| Fatty Acids | Shorthand | Texture-Modified Yellowfin Sole |
|---|---|---|
| % | ||
| Lauric acid | C12:0 | 0.1 |
| Myristic acid | C14:0 | 3.5 |
| Pentadecanoic acid | C15:0 | 0.7 |
| Palmitic acid | C16:0 | 10.2 |
| Magaric acid | C17:0 | 1.5 |
| Stearic acid | C18:0 | 5.5 |
| Arachidic acid | C20:0 | 0.3 |
| Heneicosylic acid | C21:0 | 0.2 |
| Behenic acid | C22:0 | 0.1 |
| ∑ SFA 1 | 22.1 | |
| Myristoleic acid | C14:1 | 1.5 |
| Pentadecenoic acid | C15:1 | 0.7 |
| Palmitoleic acid | C16:1 | 7.8 |
| Magaoleic acid | C17:1 | 1.5 |
| Oleic acid | C18:1 | 16.3 |
| Eicosenoic acid | C20:1 | 3.8 |
| Eicosadienoic acid | C20:2 | 1.2 |
| Erucic acid | C22:1 | 0.9 |
| ∑ MUFA 2 | 33.7 | |
| Linoleic acid | C18:2 n-6 | 2.4 |
| γ-Linolenic acid | C18:3 n-6 | 0.3 |
| Dihomo γ-Linolenic acid | C20:3 n-6 | 0.3 |
| Arachidonic acid | C20:4 n-6 | 3.5 |
| ∑ n-6 | 6.5 | |
| Linolenic acid | C18:3 n-3 | 4.5 |
| Eicosatrienoic acid | C20:3 n-3 | 0.6 |
| Eicosapentaenoic acid (EPA) | C20:5 n-3 | 22.4 |
| Docosapentaenoic acid (DPA) | C22:5 n-3 | 2.6 |
| Docosahexaenoic acid (DHA) | C22:6 n-3 | 7.6 |
| ∑ n-3 | 37.7 | |
| ∑ PUFA 3 | 44.2 | |
| Total fatty acid (%) | 100.0 | |
| n-3/n-6 | 5.8 |
| Parameters | Texture-Modified Yellowfin Sole (100 g) | Daily Values 1 | ||
|---|---|---|---|---|
| Amount | % DV 2 | |||
| Ash | g | 1.6 | - | - |
| Calories | cal | 118.5 | - | - |
| Sodium | g | 0.2 | 8.7 | 2.3 |
| Carbohydrate | g | 0.6 | 0.2 | 275 |
| Sugar | g | 0.3 | 0.6 | 50 |
| Dietary fiber | g | 1.5 | 5.4 | 28 |
| Crude fat | g | 3.7 | 4.7 | 78 |
| Trans fat | g | - | - | 2 |
| Saturated fat | g | 0.8 | 4.0 | 20 |
| Cholesterol | mg | 86.9 | 28.9 | 300 |
| Crude protein | g | 20.7 | 41.4 | 50 |
| Vitamin D | μg | - | - | 20 |
| Potassium | g | 0.1 | 2.1 | 4.7 |
| Iron | mg | 1.7 | 9.4 | 18 |
| Calcium | g | 0.3 | 23.1 | 1.3 |
| Temperature | Day | Appearance | Odor | Taste | Texture | Overall Acceptance |
|---|---|---|---|---|---|---|
| −13 °C | 0 | 8.19 a ± 0.11 | 8.29 a ± 0.12 | 8.19 a ± 0.13 | 8.43 a ± 0.13 | 8.57 a ± 0.11 |
| 30 | 8.10 a ± 0.12 | 8.00 ab ± 0.15 | 7.95 a ± 0.13 | 8.29 a ± 0.12 | 8.33 ab ± 0.14 | |
| 60 | 8.05 a ± 0.19 | 8.00 ab ± 0.17 | 7.81 a ± 0.15 | 8.24 a ± 0.18 | 8.38 ab ± 0.13 | |
| 90 | 7.95 a ± 0.18 | 7.90 ab ± 0.14 | 7.81 a ± 0.15 | 8.14 a ± 0.19 | 8.29 ab ± 0.12 | |
| 120 | 7.90 a ± 0.17 | 7.71 ab ± 0.12 | 7.76 a ± 0.15 | 7.90 a ± 0.18 | 8.19 ab ± 0.11 | |
| 150 | 7.95 a ± 0.15 | 7.67 b ± 0.16 | 7.76 a ± 0.18 | 7.81 a ± 0.18 | 7.95 b ± 0.18 | |
| −18 °C | 0 | 8.19 a ± 0.11 | 8.29 a ± 0.12 | 8.19 a ± 0.13 | 8.43 a ± 0.13 | 8.57 a ± 0.11 |
| 30 | 8.14 a ± 0.16 | 8.14 a ± 0.13 | 8.05 a ± 0.15 | 8.38 a ± 0.11 | 8.43 a ± 0.15 | |
| 60 | 8.19 a ± 0.11 | 8.05 a ± 0.13 | 8.00 a ± 0.17 | 8.29 a ± 0.14 | 8.33 a ± 0.13 | |
| 90 | 8.00 a ± 0.17 | 7.95 a ± 0.16 | 8.00 a ± 0.17 | 8.10 a ± 0.17 | 8.33 a ± 0.11 | |
| 120 | 8.00 a ± 0.15 | 7.76 a ± 0.14 | 7.67 a ± 0.14 | 7.95 a ± 0.21 | 8.19 a ± 0.15 | |
| 150 | 8.05 a ± 0.18 | 7.71 a ± 0.17 | 7.67 a ± 0.17 | 7.86 a ± 0.16 | 8.14 a ± 0.19 | |
| −23 °C | 0 | 8.19 a ± 0.11 | 8.29 a ± 0.12 | 8.19 a ± 0.13 | 8.43 a ± 0.13 | 8.57 a ± 0.11 |
| 30 | 8.19 a ± 0.18 | 8.10 a ± 0.17 | 8.10 a ± 0.14 | 8.29 a ± 0.16 | 8.38 ab ± 0.15 | |
| 60 | 8.05 a ± 0.16 | 7.95 a ± 0.16 | 8.00 a ± 0.18 | 8.29 a ± 0.12 | 8.19 ab ± 0.15 | |
| 90 | 8.05 a ± 0.15 | 7.71 a ± 0.20 | 8.05 a ± 0.15 | 8.19 a ± 0.16 | 8.29 ab ± 0.14 | |
| 120 | 7.90 a ± 0.17 | 7.81 a ± 0.19 | 7.81 a ± 0.19 | 8.10 a ± 0.22 | 8.19 ab ± 0.13 | |
| 150 | 8.00 a ± 0.14 | 7.71 a ± 0.14 | 7.57 a ± 0.19 | 8.14 a ± 0.16 | 8.00 b ± 0.14 |
| Determined Parameter | Response Order | Temperature (°C) | R2 | Predicted Shelf-Life (Month) |
|---|---|---|---|---|
| Total Volatile Basic Nitrogen | Zero order | −13 | 0.8102 | 16.52 |
| −18 | 0.8589 | |||
| −23 | 0.8705 | |||
| First order | −13 | 0.7626 | 11.30 | |
| −18 | 0.8363 | |||
| −23 | 0.8490 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, W.-H.; Yoon, S.-J.; Choi, J.-S. Optimization of Texture-Modified Yellowfin Sole (Pleuronectes aspera) by Enzymatic Treatment and Superheated Steam Treating to Improve Quality Characteristics. Processes 2021, 9, 763. https://doi.org/10.3390/pr9050763
Cho W-H, Yoon S-J, Choi J-S. Optimization of Texture-Modified Yellowfin Sole (Pleuronectes aspera) by Enzymatic Treatment and Superheated Steam Treating to Improve Quality Characteristics. Processes. 2021; 9(5):763. https://doi.org/10.3390/pr9050763
Chicago/Turabian StyleCho, Woo-Hee, Sung-Joon Yoon, and Jae-Suk Choi. 2021. "Optimization of Texture-Modified Yellowfin Sole (Pleuronectes aspera) by Enzymatic Treatment and Superheated Steam Treating to Improve Quality Characteristics" Processes 9, no. 5: 763. https://doi.org/10.3390/pr9050763