1. Introduction
Extractive distillation can be applied to separate mixtures that are difficult to separate by common distillation. Different solvents can be used to increase components’ relative volatility to different levels, and multiple distillation sequences can be used to achieve the separation. A solvent can make separation easier, while its application might lead to an undesired growth of the heat load of the distillation columns. Different solvent-to-feed ratios lead to varied energy consumption. In view of these characteristics, it is important to select the optimal extractive solvent, solvent-to-feed ratio and distillation sequence.
In chemical process, the mixture to be separated is generally the reactor’s effluent or part of it, which changes along reactor operating conditions. Because of this, the total annualized cost (TAC) of the reactor and that of the extractive distillation system changes as well. The identification of optimal extractive solvent, solvent-to-feed ratio and distillation sequence should be based on the integration and optimization of the reactor and the extractive distillation system.
Research on extraction distillation mainly focuses on the choice of solvent and its flowrate. De Figueiredo et al. evaluated the effect of solvent on the separation efficiency and energy consumption [
1]. Zhao et al. identified the optimal composition of mixed solvent for a tetrahydrofuran-ethanol-water ternary system [
2]. Zhang et al. proposed a method for identifying the optimal solvent on the basis of isovolatility curves [
3]. Based on vapor–liquid equilibrium diagrams and infinite dilution factors, Wang et al. selected the feasible solvent to separate the specified mixture and targeted the optimal distillation sequence with minimum TAC [
4]. In view of controllability and economy, Wang et al. simulated two possible extractive distillation sequences for separating toluene–methanol–water ternary azeotropic mixture to identify suitable flowrate of solvent [
5]. Woo and Kim presented a new procedure to search for new solvent using molecular simulation, and evaluated the procedure’s performance using highly energy-intensive processes [
6]. A multi-objective optimization-based molecular design method was developed by Zhou et al. [
7] and can be applied to find a list of Pareto-optimal solvents. With the thermodynamic analysis combined with residue curve maps, isovolatility line, univolatility line and material balance lines, Sun et al. determined the optimal solvent and extractive distillation sequence for acetonitrile–ethanol–water ternary azeotropic mixture [
8]. In these studies, the optimal solvent and its flowrate were selected based on the isovolatility curves, vapor–liquid equilibrium diagrams, etc., and the effects of the solvent on components’ volatility and energy consumption of extractive distillation columns were studied. However, the synthesis methods of extractive distillation sequences are seldom studied. Most of the studies are enumerated by exhaustive method and compared by simulation calculation.
Multiple distillation sequences can be used to separate the same mixture; their representation and evaluation are the key to optimization. Gutierrez-Guerra et al. designed the conventional and thermally coupled extractive distillation sequences, and minimized their energy consumption [
9]. Skvortsova et al. proposed algorithms to generate extractive distillation flowsheets for separating n-component mixtures with single binary azeotrope [
10]. Wang et al. proposed a methodology to automatically optimize the distillation sequences including simple columns and dividing wall columns [
11]. In this method, the mixed integer nonlinear programming (MINLP) problem is decomposed into integer programming (IP) and nonlinear programming (NLP) problems. Özçelik and Mert developed a genetic-algorithm-based solver to make an exergoeconomic multi-objective optimization in terms of targeting the optimal distillation sequence [
12]. Kong and Maravelias proposed a novel approach to synthesize distillation networks with more than one feed source [
13], and connections between feed sources and distillation columns are automatically determined according to this approach.
Some studies considered the intersection between reactor and separation system [
14,
15]. Recker et al. presented an approach for screening alternative reaction-separation flowsheets with the shortcut method first and then using the rigorous optimization method to determine the best one [
16]. Bertran et al. presented a framework for synthesizing the processing route with reaction and separation subsystems [
17]. In fact, it is more of an exhaustive method to enumerate all processing routes in the superstructure represented by the Processing Step-Interval Network. Kong and Shah proposed a mixed integer linear programming (MILP) optimization model to scan all reaction paths and different distillation sequences [
18]. Nezhadfard et al. presented a comprehensive algorithm to generate all feasible flowsheets by reaction/distillation matrix [
19], and extended it to identify complicated systems involving multiple reactions [
20]. Considering the variation of reactor operating conditions, Lv and Liu presented a matrix method to illustrate splits and distillation sequences and identify the optimal distillation sequences with minimal vapor flowrate [
21].
In the open literature, a lot of studies have been done on the extractive distillation and distillation sequences, and some of these studies concentrate on the integration of reaction and separation systems. However, the synthesis of extractive distillation sequences, as well as the integration of reactor and extractive distillation system are rarely reported.
This paper aims to propose a method for identifying the optimal extractive distillation sequence based on the integration of the reactor and the extractive distillation system. Procedures will be developed to analyze the impact of variations in reactor operating conditions, solvent and solvent-to-feed ratio to the cost; and the reactor and extractive distillation systems composed of different sequences will be evaluated based on the TAC. A selective hydrogenation of benzene to cyclohexene process will be studied to illustrate the application of proposed method.
4. Optimization of Reaction and Extractive Distillation System
In chemical process, the mixture to be separated by distillation sequence is generally the reactor effluent; reactor operating conditions affect its composition, and further affect the separation system. When the extractive distillation is used, solvent and the distillation sequence affect the system’s cost. To achieve economic optimization, all these factors should be considered together.
For a reactor with
m reactions and
n components (
A1,
A2, …,
An, arranged in the order of decreasing volatility), all reactions can be expressed as Equation (17).
Herein, represents the stoichiometric coefficient of component Ai in reaction k.
According to reaction kinetics, the reaction rate of each component is a function of a reactor’s temperature and concentration, as shown by Equation (18).
where
is the reaction rate of
Ai,
TR is the reactor temperature, and
c represents components’ concentration.
The flowrate of the reactor effluents can be calculated according to the mass and energy balance equations. Two ideal reactors, plug flow reactor (PFR) and continuous stirred tank reactor (CSTR), are illustrated. For PFR reactor, its mass and energy balances are shown by Equations (19) and (20), respectively. With these two equations integrated, the composition of the reactor effluent can be obtained.
where
Fi represents the flowrate of
Ai;
V is the effective volume of reactor;
Cpi represents the molar heat capacity of
Ai at constant pressure;
U is the heat transfer coefficient;
a is the effective heat transfer area per unit of reactor volume;
Ta is utility temperature for heat exchange of the reactor.
is the shaft work per unit volume;
Rk and (Δ
HR)
k denote the reaction rate and reaction heat of reaction
k.
For CSTR reactor carried out under the isothermal condition, the mass and energy balance are shown by Equations (21) and (22). Similarly, the composition of reactor effluent can be obtained based on these equations.
where
Fp0 is the flowrate of key reactant
Ap before the reactions,
Xp is the conversion of key reactant
Ap,
is the reaction rate of
Ap,
F0 is the feed flowrate,
S is the heat transfer area,
T0 is the feed temperature.
When operating reactor conditions change, the energy consumption and investment of the reactor will change accordingly, as well as the reactor’s effluent. The latter affects the extractive distillation sequence. At the same time, the application of different solvents and solvent-to-feed ratios leads to different relative volatilities, different energy consumptions and different costs of the reaction and extractive distillation system.
The TAC of the reaction and extractive distillation system can be calculated according to Equation (16). The investment cost of the system includes the cost of the reactor, distillation column, feed preheater, reboilers and condensers; the operating cost covers the cost of energy supplied to the equipment and the cost of solvent.
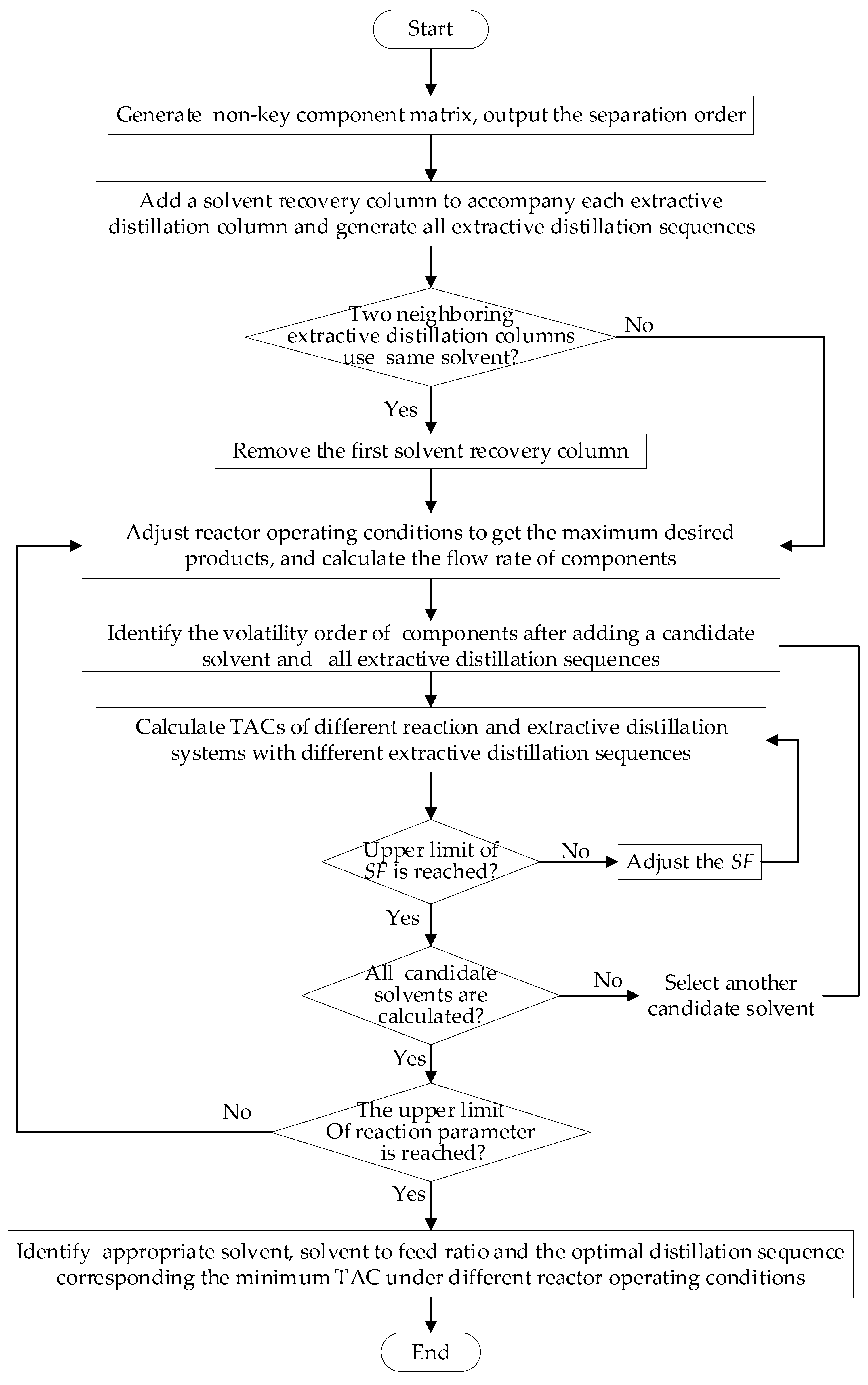
In the integration of the reactor and the extractive distillation system, the separation order of the reactor effluent is identified first based on the non-key component matrix method. Then, the addition of solvent is considered, and the extractive distillation columns and solvent recovery columns are configured to form extractive distillation sequences. For a set of given reactor operating conditions, the composition of reactor effluent with maximum desired product is identified through adjusting other reactor operating conditions; then the volatility orders of components are determined after the solvent is added, and the extractive distillation sequences are generated. The reactor and identified extractive distillation sequences constitute different configurations. The TACs of the systems with different reactor operating conditions, candidate solvents, solvent-to-feed ratios and extractive distillation sequences are calculated, and the optimal system with minimum TAC and the corresponding parameters can be identified. The procedure is shown in
Figure 5. The calculation can be implemented by MATLAB R2020b.
It should be noted that the proposed method cannot be applied to the system when the distillation column has side stream or the column performs non-sharp split. The reason is that the non-key component matrix can only be used for the simple column with sharp split. Besides, in the integration of the reactor and the extractive distillation system, the recycling of unreacted reactants is not taken into account. These limitations will be improved in further studies.
5. Case Study
Cyclohexene (HE,
C6H10) is generally produced by selective hydrogenation of benzene (BZ,
C6H6). The reactions are shown below [
29]:
where
C6H12 is cyclohexane (HA).
When catalyst Ru-M-B/ZrO2 is used, the reaction rates under high pressure (>4 MPa) are shown by Equations (23) and (24) [
29]. The feed flowrate and the inlet concentration of benzene (BZ) are taken as 33.33 mol·s
−1 and 0.078 mol·m
−3, respectively.
where
and
are the reaction rates of BZ and HA,
is the concentration of BZ, and
TR is the reaction temperature.
At 298 K and 5 MPa, the reaction heat for reaction 1 and 2 are −95,000 J·mol
−1 and −120,000 J·mol
−1, respectively. To simplify the calculation, the molar heat capacity of each component is taken as constant, and the reaction heat for reaction 1 and 2 in reaction temperature can be obtained by Equations (25) and (26).
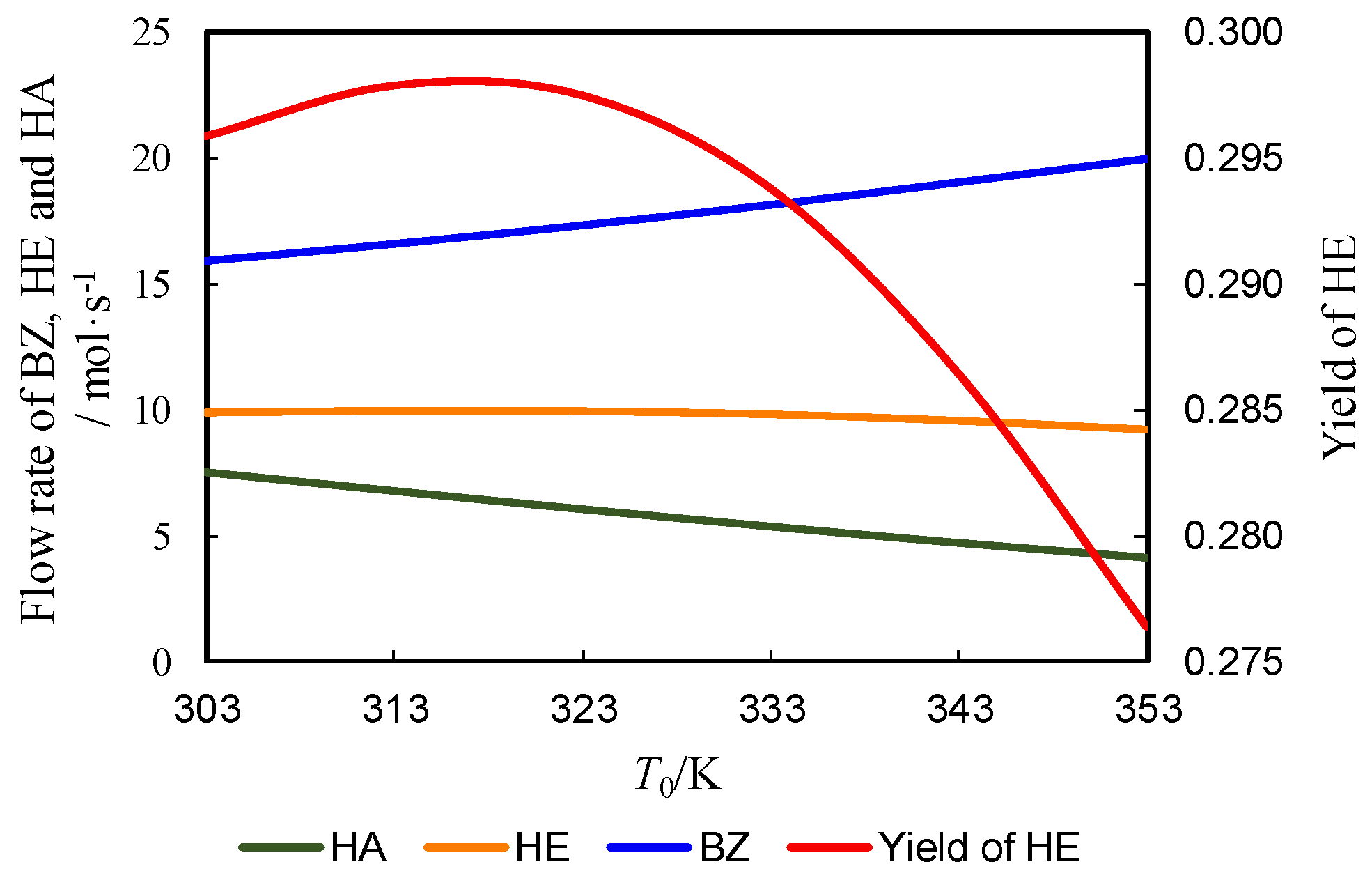
The reaction system can be taken as a quasi-homogeneous system and the reactor can be taken as PFR. On the basis of Equations (23)–(26), the reactor volume can be adjusted to maximize the target product HE; the flowrate of BZ, HE and HA can be calculated according to the mass and energy balances, as shown by Equations (19) and (20) in
Section 4. With the reactor outlet temperature keeping to be 473 K and the inlet temperature (
T0) changing from 303 K to 353 K in the step of 10 K, the product composition is calculated and plotted in
Figure 6.
It can be seen from this figure that, along with the variation of the reactor’s inlet temperature, the flowrate of desired product (HE) decreases slowly, while its yield increases first and then decreases. When the inlet temperature is 313 K, the maximum yield of HE, 0.298, is obtained.
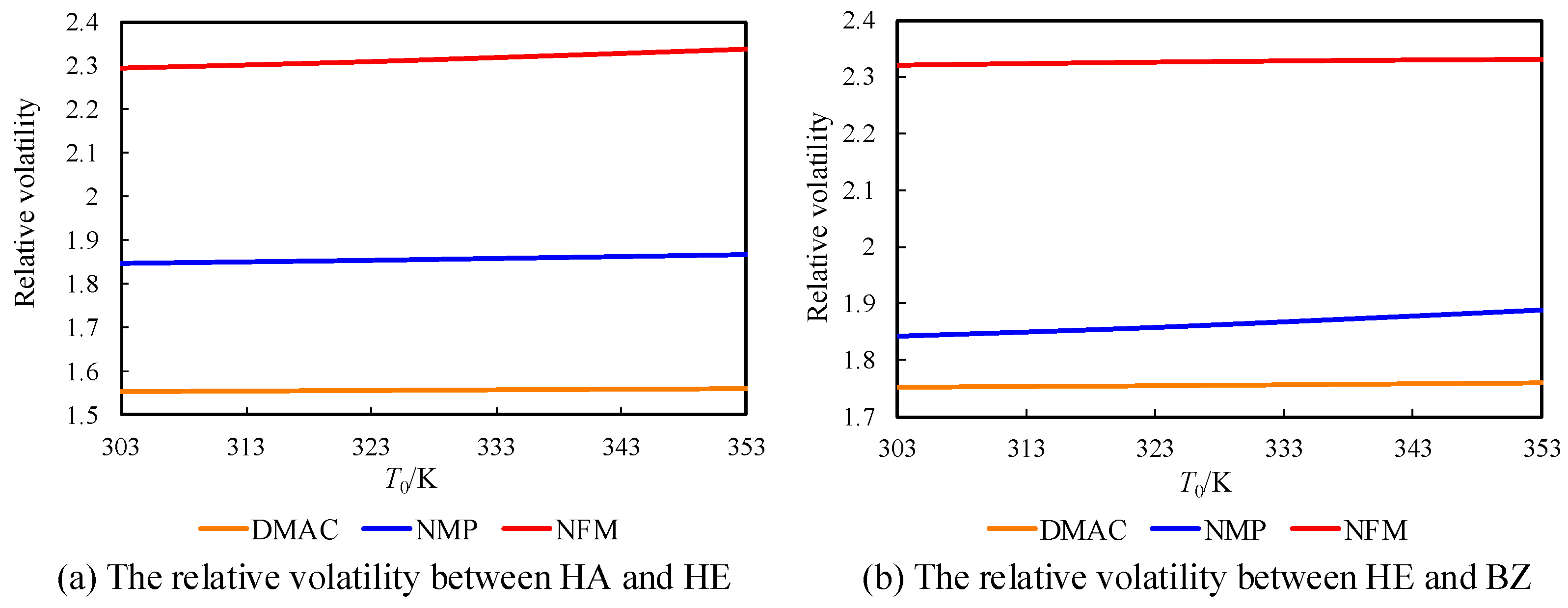
In the reactor’s effluent, HA, HE and BZ form three binary azeotropes, and extractive distillation is used to separate them. In the presence of solvent, the decreasing order of components’ volatility is HA > HE > BZ. The candidate solvents include
N,
N-Dimethylacetamide (DMAC),
N-Methylpyrrolidone (NMP) and
N-Formylmorpholine (NFM), and the prices of the three candidate solvents are shown in
Table 2. Based on the method introduced in
Section 2.2, when different solvents are employed and
SF = 3, the relative volatility (α) versus reactor inlet temperature (
T0) curve is calculated for every pair of adjacent components and plotted in
Figure 7. As the inlet temperature of reactor increases, the relative volatilities between components increase accordingly. When NFM is employed, the relative volatilities are much greater than those when the other two solvents are used. When the solvent DMAC is employed, components have the minimum relative volatility.
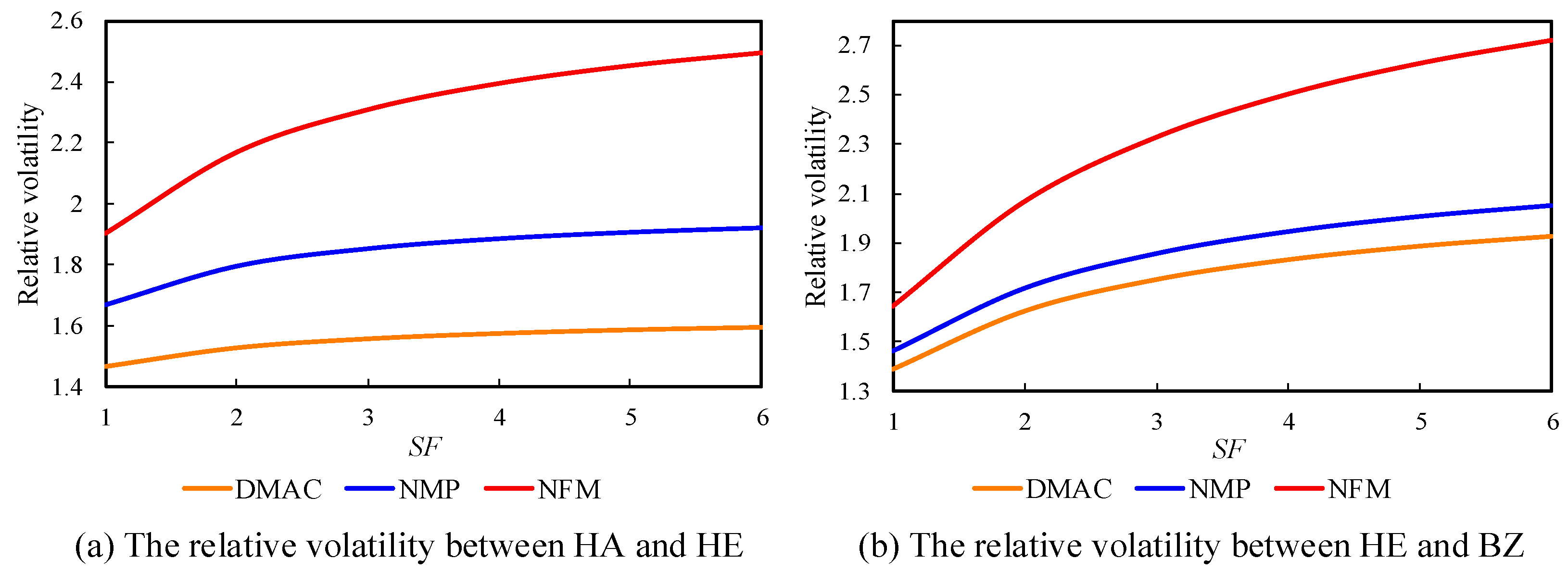
For each solvent, the relative volatility of components changes along the solvent-to-feed ratio. For example, when the feed temperature is 323 K, the molar composition of the reactor effluent is 18% HA, 30% HE and 52% BZ. For three candidate solvents, the variation of relative volatility along the solvent-to-feed ratio is plotted in
Figure 8. It can be seen that the relative volatility increases along the solvent-to-feed ratio or flowrate of solvent, no matter which solvent is used. However, increasing solvent’s flowrate will increase duty of separation and cost of solvent, and hence will cause an increment of the system’s TAC.
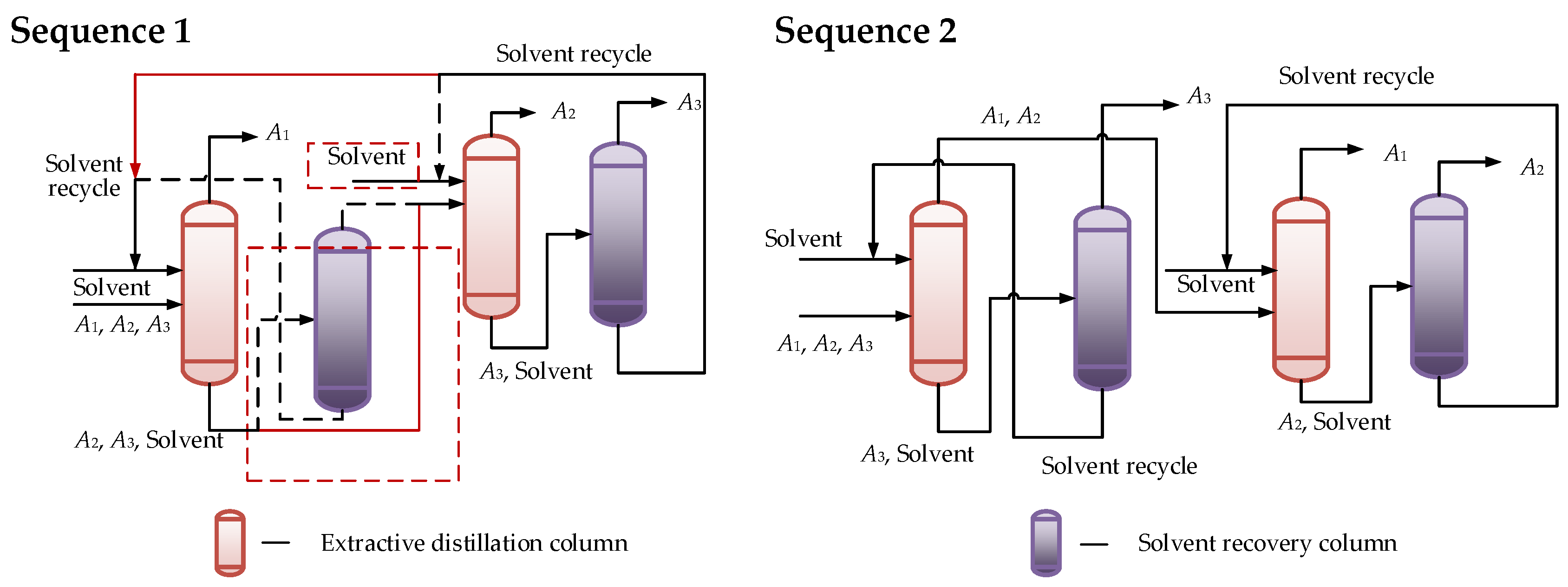
The feed of the extractive distillation system includes three components (excludes the solvent), the corresponding non-key component matrix shown by Equation (14) can represent the possible extractive distillation sequences. Herein,
A1, A2, A3 represent HA, HE and BZ, respectively. Based on this and with the solvent considered, sequence 1 (S1) and sequence 2 (S2) are identified, and their flowsheets are the same as those shown in
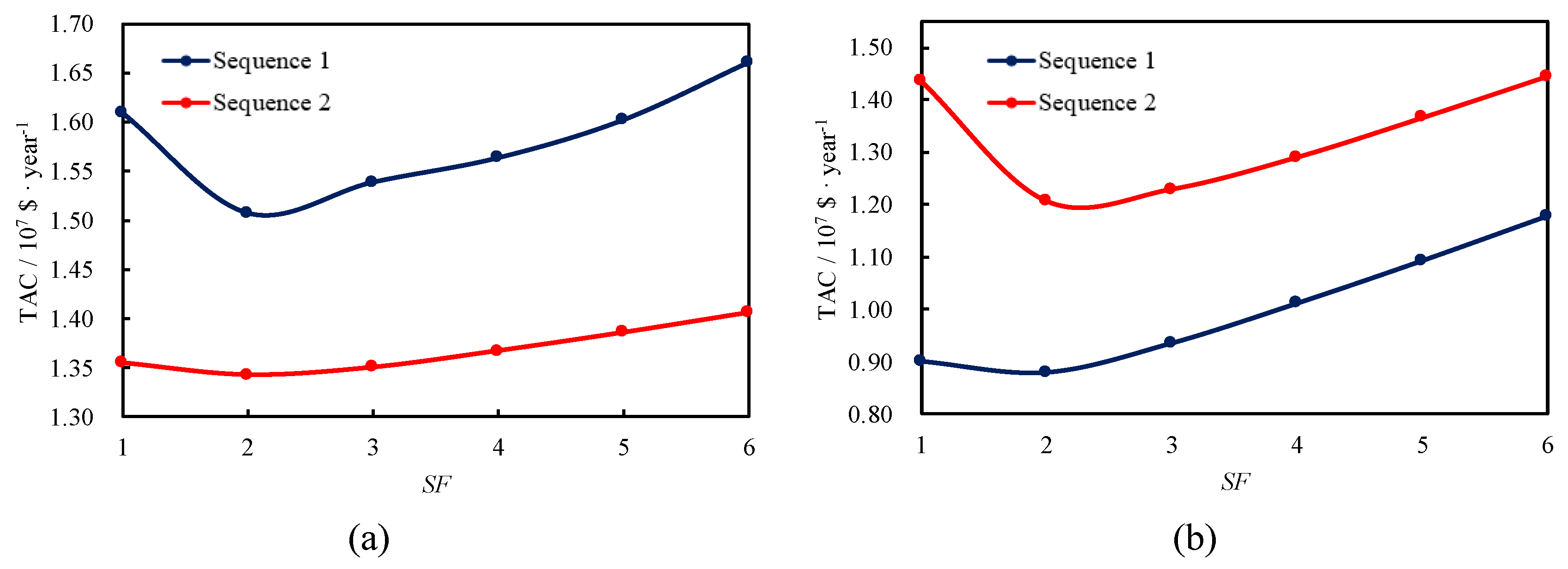
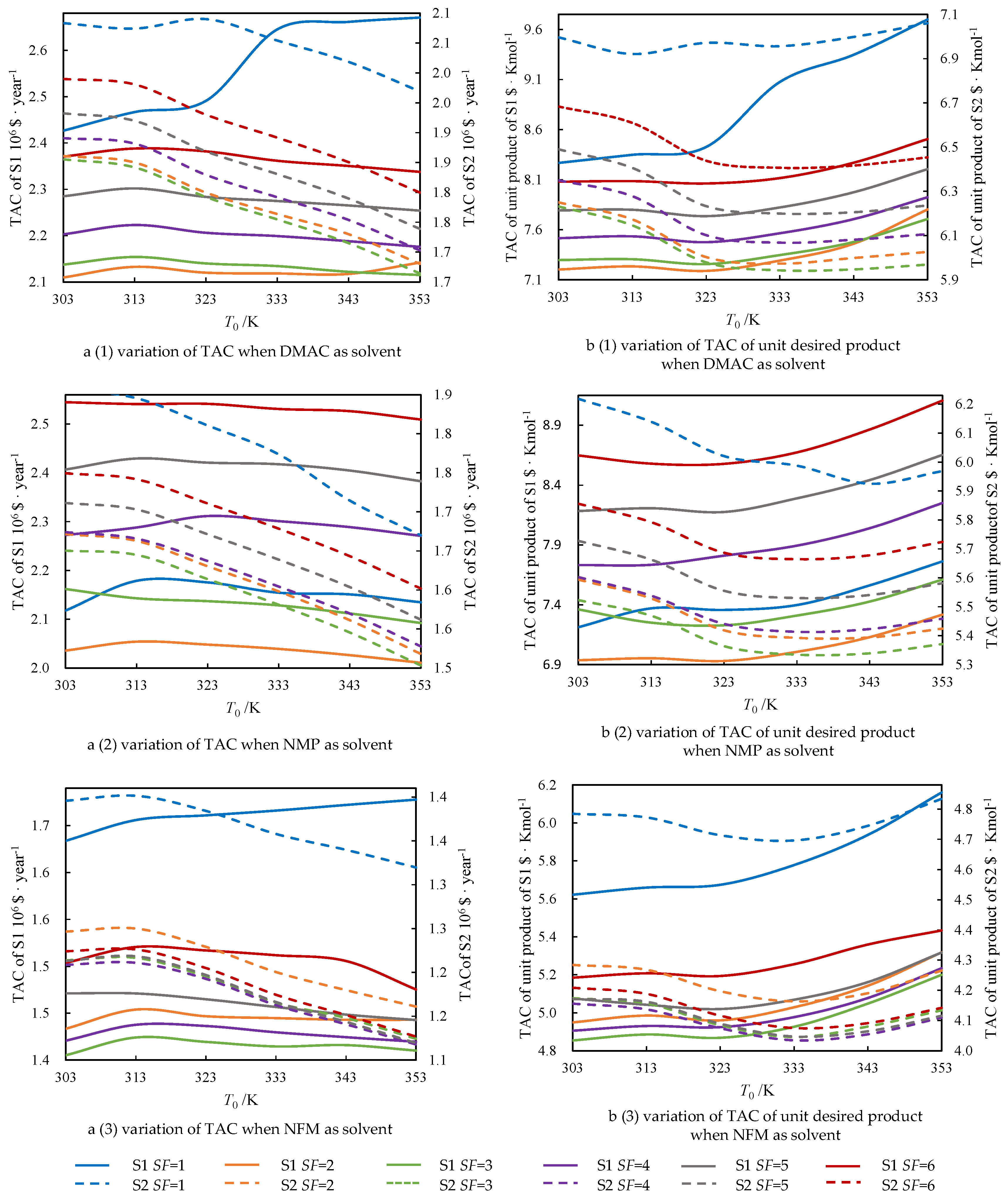
Figure 1. Since the solvents of two extractive distillation columns are the same, the first solvent recovery column of S1 is taken out. For sequences S1 and S2, the TACs and TACs of unit desired product of the system are calculated according to the procedure introduced in
Section 4, and are plotted in
Figure 9. When the solvent-to-feed ratio increases, the TAC and TAC of unit desired product decrease first and then increase, no matter which solvent is used. For S1, when DMAC is used and the reactor’s inlet temperature lies in 303~343 K, the minimum TAC is obtained when the solvent-to-feed ratio equals 2, while the solvent-to-feed ratio corresponding to the minimum TAC is 3 when the feed inlet into the reactor is at 353 K. When NMP is used, the solvent-to-feed ratio with minimum TAC is equal to 2, while it is 3 when NFM is the solvent. For S2, the solvent-to-feed ratio with minimum TAC is equal to 3 when DMAC and NMP are used at all of the reactor’s inlet temperatures, while it is 4 when NFM is used.
It can be seen that for each sequence, the variation trends of TACs are similar for three candidate solvents, as well as those of TACs of unit desired product. The TAC of S1 is always greater than that of S2, no matter which solvent and solvent-to-feed ratio are used.
To sum up, the minimum TAC of the system can be achieved when the solvent is NFM, the solvent-to-feed ratio is 4 and S2 is applied. As shown in
Figure 9b(3), for S2, when the reactor’s inlet temperature increases, the TACs of unit desired product wavelike rise. The minimum TAC of unit desired product, 4.01
$·kmol
−1, is achieved when the reaction inlet temperature is 333 K.
6. Conclusions
A method was proposed to integrate the reaction and the extractive distillation, and identify the optimal solvent and solvent-to-feed ratio. The two-step procedure can identify the extractive distillation sequences efficiently and automatically. The variation trend curves of the TAC of the reaction and the extractive distillation system indicate the variation of total cost along key parameters, and can be used to analyze the effect of reactor operating conditions, solvents and solvent-to-feed ratio, and compare different distillation sequences efficiently. The proposed method also can be used to identify the optimal extractive distillation sequence and optimize the reactor operating conditions. Case study shows that for the ethylbenzene process, the minimum TAC of unit desired product, 4.01 $·kmol−1, is achieved when the reaction inlet temperature is 333 K, solvent NFM and sequence S2 are employed, and the solvent-to-feed ratio is 4.
In this work, the reactor’s inlet temperature and solvent-to-feed ratio were analyzed and optimized. Other reactor conditions, such as reactant concentration, operation pressure, reflux ratio in extractive distillation system and the recycle of unreacted reactant also affect the reaction and extractive distillation system. Besides, columns with side stream or those performing non-sharp split can also be used in the extractive distillation. The proposed method will be extended to take these factors into consideration.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








