1. Introduction
The world is experiencing unprecedented times since the beginning of 2020. COVID 19 has halted many manufacturing operations. The manufacturing facility where this case study was conducted continued to manufacture during the pandemic given its classification as an essential service and saw an unparalleled increase in volume demands. Paracetamol is used to treat mild cases of COVID 19 as it is effective in treating high temperatures. To benefit from the increase in demand and avoid potential lost sales, it was critical for the business to ensure a smooth, continuous supply of product to the customer. The researchers needed to deliver results in an environment where there was an unprecedented spike in demand without any risk of disruption to supply. Lean Six Sigma methods were applied in the manufacturing facility to root cause downtime issues and improve productivity and met customer demand.
Lean was derived from Taiichi Ohno’s post-war Japanese Production system, and its benefits are advocated by Womack and Jones in their 1990 and 1996 books “The Machine that Changed the World” and “Lean Thinking” [
1,
2].
The primary goal of Lean Thinking is to reduce or eliminate waste and waste is anything which adds no value in the eyes of customers. Lean thinking as “a way to do more with less and less human effort, less equipment, less time, and less space while coming closer to providing customers with what they want” [
1]. Adding value, creating flow, and establishing pull in pursuit of continuous perfection or improvement aligns a philosophy of continuous improvement and putting the customer first [
3,
4]. Lean focusses on reducing or eliminating non-value-added waste including the seven wastes of Transport, Inventory, Motion, Waiting, Over-production, Over-processing, and Defects is particularly vital in helping add value and improving flow in an operation [
4,
5].
Lean is known for its five main principles that enhance production namely, Identify Value; Value team Mapping; Create flow; establish pull and seek perfection. Steps within a process are then focused on to identify what is value adding for the customers perspective [
4]. The Value Stream Map (VSM) is the products entire life cycle from raw materials to the customers use [
6]. Value Steam mapping is utilized to eliminate waste and is important in designing processes for better flow [
7,
8]. To eliminate waste, there must be an accurate and complete understanding of the value stream [
9,
10]. Standard work is also a powerful Lean tool in the identifying waste and greatly assists in its removal [
11]. Creating flow is another important principle of Lean and when the production line stops everyone is forced to solve the problem of flow and understanding flow is essential to the elimination of waste [
12]. The Lean manufacturing principle of flow is about creating a value stream with no interruption, delays or bottle necks [
2,
6]. A pull system makes it easier to deliver products as needed, as in ‘just in time’ manufacturing or a customer demand driven system [
13]. Enhancing product flow, the lean principle of pull makes sure that nothing is made in advance if there is not a customer order or requirement for the product [
14]. Seeking perfection in Lean aims to ensure the perfect process happens step by step as continuous improvements and implementing preventative actions on root causes of quality problems and production waste [
15]. Lean methods can not only reduce waste but reduce operational losses, namely, equipment failures, setup and changeovers, idling and minor stoppages, reduced speed operation, scrap and rework and startup losses [
10]. Lean is a strategic approach to waste elimination and continuous improvement [
6,
16].
Motorola Inc. coined the term Six Sigma in the mid-1980s as a metric for measuring defects and improving quality. Six Sigma has evolved into a robust continuous and business process improvement initiative over the past thirty years [
17,
18]. The basic idea behind the Six Sigma philosophy is continuously to reduce product and process variation, for example, small variations in environmental conditions, operator performance, raw materials and machinery can cause cumulative quality problems [
19].
Six Sigma methodology utilizes a structured DMAIC (Define-Measure-Analyze-Improve-Control) approach to tackle problems with unknown root causes and unknown solutions [
20,
21]. The DMAIC structure is aligned with the classic Plan–Do–Check–Act (PDCA) cycle, but Six Sigma specifies the quality management tools and techniques to use within each step [
22]. The use of specific, challenging goals in Six Sigma projects can increase the size of improvements, reduce process variability and increase employees’ involvement in improvement efforts and their commitment to quality [
23]. Six Sigma integrates business-level performance, process measures, and project metrics that managers can utilize to manage the organization quantitatively and achieve strategic aims and objectives [
24]. When projects are aligned with a company’s scorecard or key performance indicators valuable results are achieved [
25].
Six Sigma, as a statistical and non-statistical toolkit integrated within the DMAIC method gives a framework for process improvement [
26].
Six Sigma uses a tiered set of trained improvement specialists, based on a martial arts “belt” system e.g., master black belts, black belts, green belts, yellow belts and a manager of champion belt level [
27,
28]. Each belt level represents a level of experience or training in Six Sigma tailored for that belt level and the knowledge and skillset associated with that level [
22].
Six Sigma, when used alone or coupled with another methodology such as Lean, can improve profits and increase customer satisfaction [
29,
30].
George (2002) successfully integrated Lean and Six Sigma for business process improvement and claimed that the integrated approach is superior to using exploiting Lean or Six Sigma on its own. His view was that Lean is not well suited to resolving complex problems that require intensive data analysis and advanced statistical tools and techniques [
31]. Lean and Six-Sigma aim at improving the productivity and efficiency of the business by removing waste and reducing variation, respectively [
30,
32].
The integration of Lean and Six Sigma is important as lean focuses on improving the flow of information and materials between the steps in the process steps and Six Sigma works strives to improve the value-adding transformations which occur within the process steps. Waste can also include rework or scrap, which are often the result of excess variability, so there is an obvious connection between Six Sigma and Lean [
33]. The most appropriate blend of Lean and Six Sigma tools useful on applicable to any one given problem must therefore depends on the nature of the specific problem being solved [
34].
The tools employed by lean and in Six Sigma were not all invented in these methodologies, but they were used in a structured approach to form each methodology. Thus, both can be thought of as toolboxes, where certain tools might be more suitable than others depending on the nature of problem or opportunity faced [
33].
Successful implementation of Lean Six-Sigma is carried out using several process improvement tools (fishbone, flowcharting, check sheets, pareto charts, control charts, value stream mapping, quick changeover, waste analysis and scatter diagrams) and other statistical tools [
20,
35,
36].
There are several critical success factors for the deployment and implementation of LSS, such as leadership alignment, proper selection of people and projects, training, motivation, accountability, information technology, marketing and supply chain management [
37]. Lean thinking can form the basis for careful screening of the value stream current state to find the waste and eliminate it. Six Sigma based statistical improvement methodologies and problem-solving methods and tools can be deployed to eliminate the deviation and drive the business towards the future state and provide a competitive advantage to the business [
18].
This research aims to apply Lean Six Sigma problem solving methodology and principles in a pharmaceutical manufacturing environment setting. The study demonstrates that an organization can improve productivity, reduce backlog, downtime, eliminate waste and ultimately improve customer delivery timelines through structured application of Lean Six Sigma problem solving methodology combined with selectively utilized resources.
3. Project Selection
Projects are prioritized in terms of benefit (or impact) and the resources necessitated. Identifying appropriate criteria for project selection is critical to an effective Lean Six Sigma project selection process. The urgency of the project topic focusing on a small-scale project and the chance of increasing probability of success is important in Six Sigma project selection [
39]. Selection utilizing a matrix such as in
Figure 6 is geared towards prioritizing ease of implementation against impact. Upon review of the problem under consideration in this research, this project aligns in the upper quadrants of high impact within the categories of low effort and high effort. As a dedicated team of SMEs was required, some aspects had high effort tasks, such as understanding the full engineering and automation intricacies of a packaging line, but other aspects were low effort. Had it been a “Low effort”, it would have been fixed previously.
The problem statement was defined and measured in more detail.
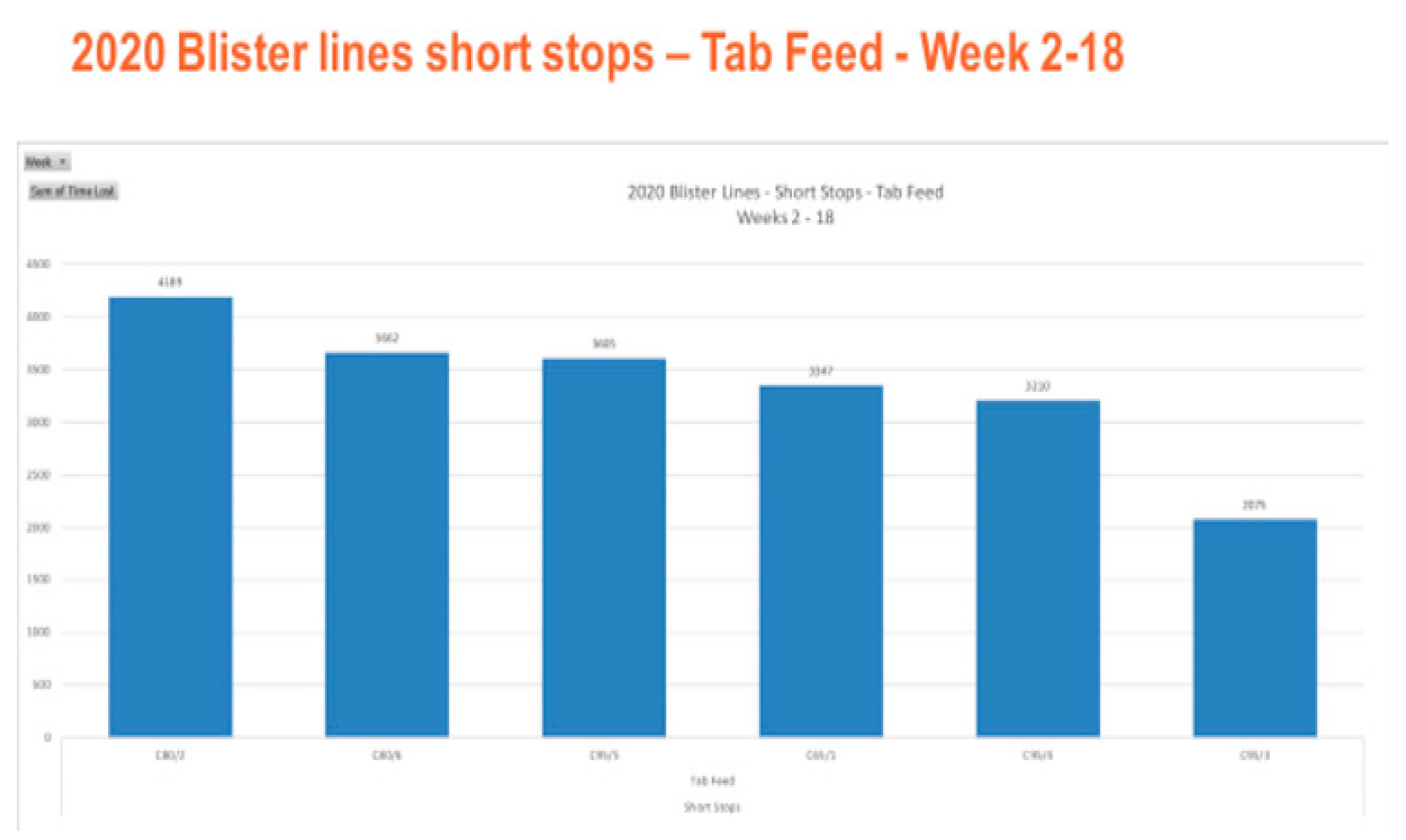
Within the packaging area line being reviewed, tablet feed issues are the highest cause of downtime within the short stop category.
The impact is 335 h of downtime over a 4-month period at an average 20 h per week with an upward trend observed in downtime for tablet feed of which one fifth (72 h) is being contributed by packaging line C80/2.
3.1. Team Creation
To define and assemble the team required to solve the problem, selection was based on individuals’ knowledge, skills and their ability to solve the problem. The typical size of a team for a ‘Focused Improvement’ is 3 to 7 people. The team for this project was agreed at the site leadership level and all team members were informed prior to commencement. A weekly governance was established to ensure regular updates on actions and communicate progress to cross-functional members next steps. Engineering, process technicians and operators were included to provide a high level of understanding on how the production line equipment should work. Technical analysis will provide the team with an expert understanding on how the tablet performs throughout the tablet transportation system, and if there are issues relating to the product rather than to the equipment.
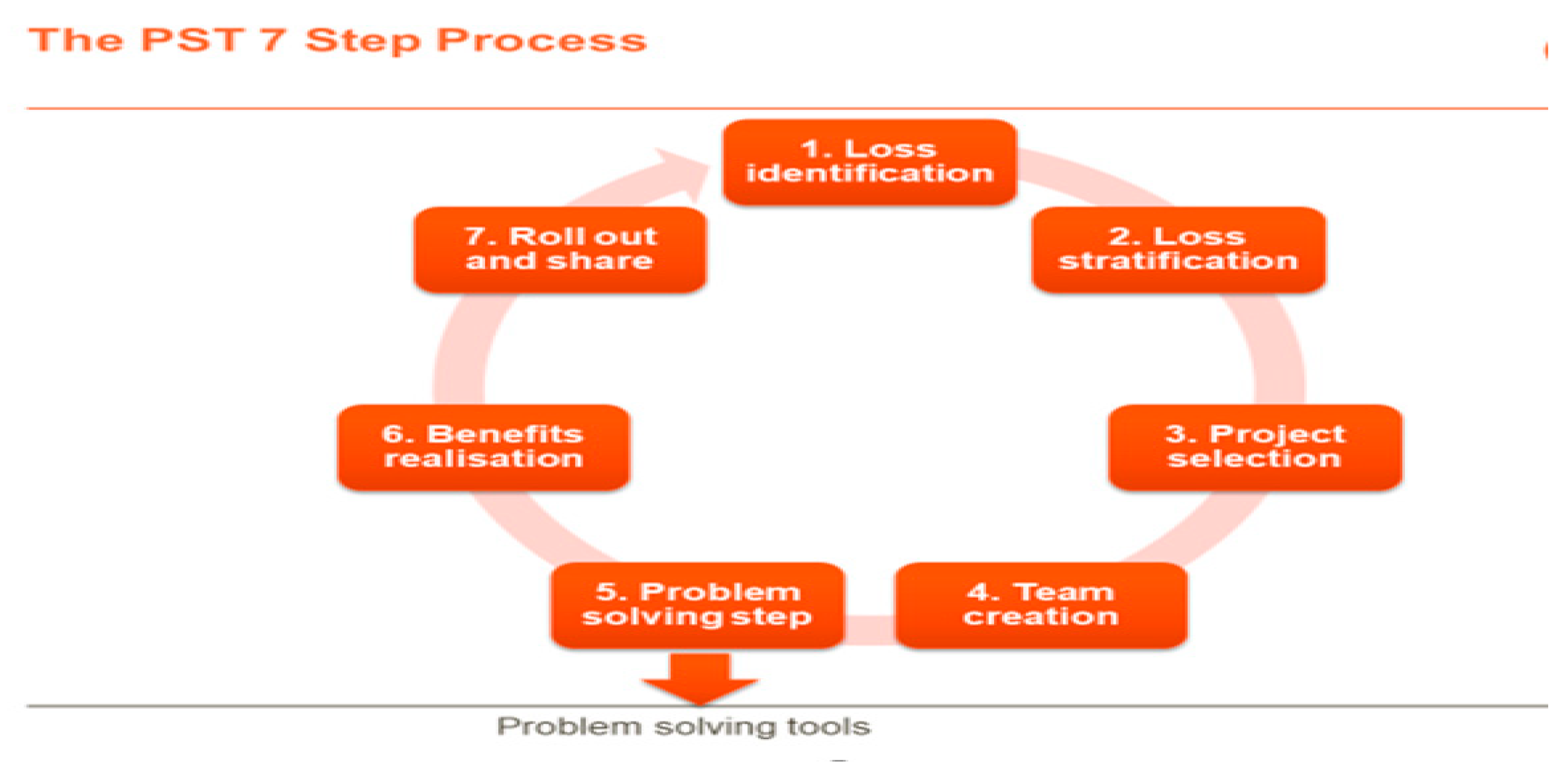
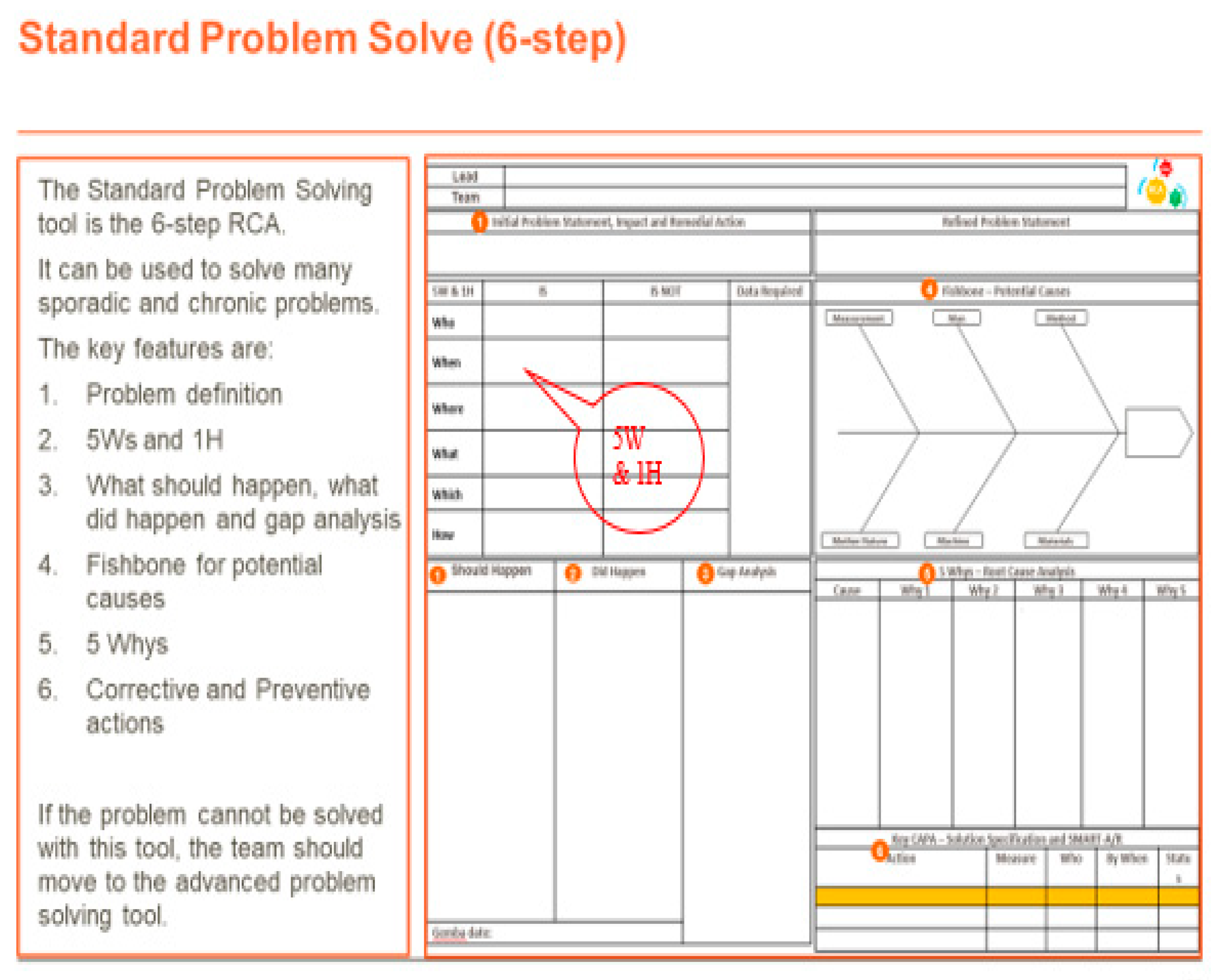
3.2. Problem Solving
This section will detail the specifics of the manufacturing site’s problem-solving template. Step five ‘Problem Solving’ of the 7-step cycle utilized a problem-solving tool called the ‘6-step problem-solve’ or problem-solving template. This template is similar in structure to the DMAIC or A3 (utilizes an A3 size sheet/template) problem solving as shown in
Figure 7.
3.3. Problem-Solving Approach
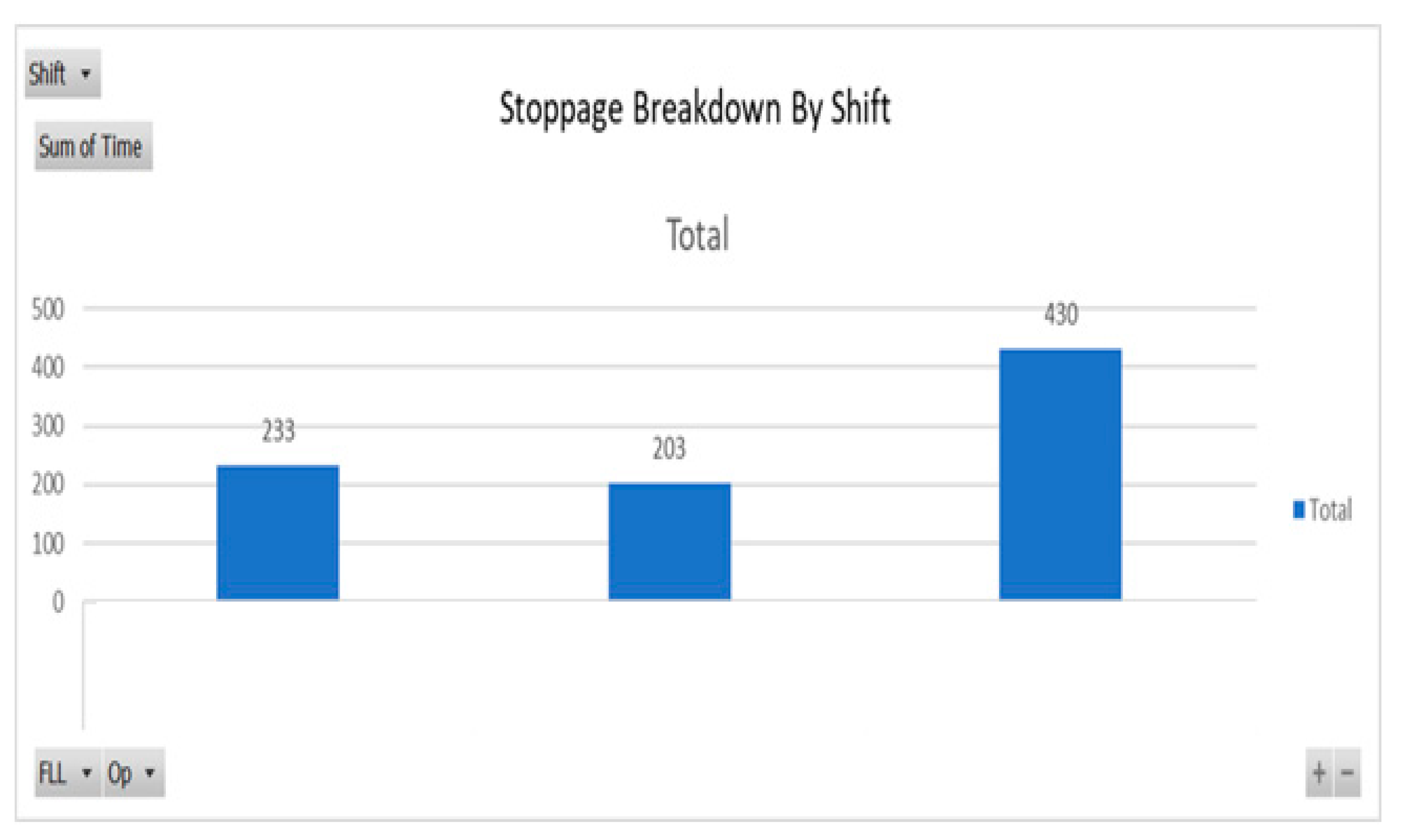
The next phase of the problem solve was to develop the 5Ws and 1H: Who, What, When, Where, Which and How. The simple question ‘Who found the problem’ can often lead to revealing interesting details relating to problem-solving.
Figure 8 demonstrates the breakdown of downtime experienced for tablet feed issues in minutes by shift.
Shift C has almost double the amount of downtime than Shift A and Shift B. However, all shifts experience downtime relating to tab feed issues. On closer examination, it was established that shift C has more inexperienced operators and their reaction time to resolving the issue was not as quick as the other shifts.
Further analysis established that shift C had 71% of downtime relating to ‘tablet feed’ issues during night shifts. This was root caused to a lack of trainers available on that shift.
Standard Work lays out the work sequence to develop standard operational procedures and it organizes the movements of the production operator [
40]. A standard work instruction was developed to help operators understand the sequence of steps in resolving such issues within 60 s. Previous demonstrated standards took 120 s per stop.
Table 1 on Standard work below illustrates this procedure.
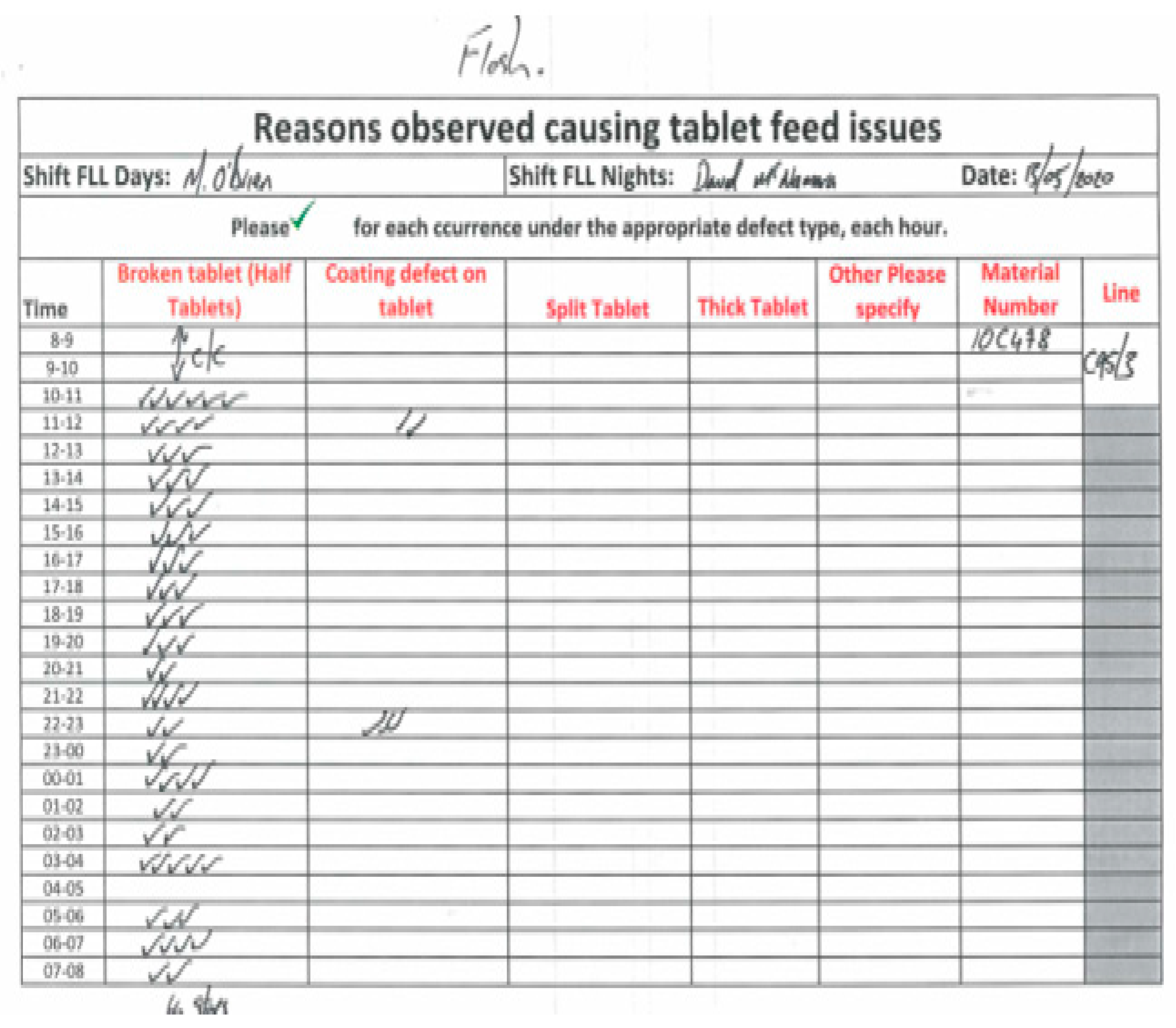
‘Tablet feed issues’ are the largest issues in scope. Getting an understanding of ‘What’ is happening is vital to gain clarity of the problem. A Gemba Walk was performed of the packaging area. Gemba is a technique used to observe and understand how work is being performed and is taken from the Japanese word “gembutsu” meaning “real thing” or “real place [
41]. Going to the Gemba (and seeing what is happening and talking to the people working on the packaging line helped deepen the team’s understanding of the defect type.
Figure 9 was developed based on operator observations, i.e., the four types of defect that cause tablet feed issues were: broken half tablets, coating defect (flaking on the tablet), split (horizontal) tablets, and thick tablets. Each time an operator observed a line stop, it was agreed to categorize each stoppage as per
Figure 9.
This visual brought great clarity to the team in order that they could differentiate the different types of defect and granularity around the number of stops. This check sheet exercise was conducted on each shift whilst running product 10C821 on the C80/2 packaging line. Broken half tablets were observed and recorded as the highest cause of stoppages.
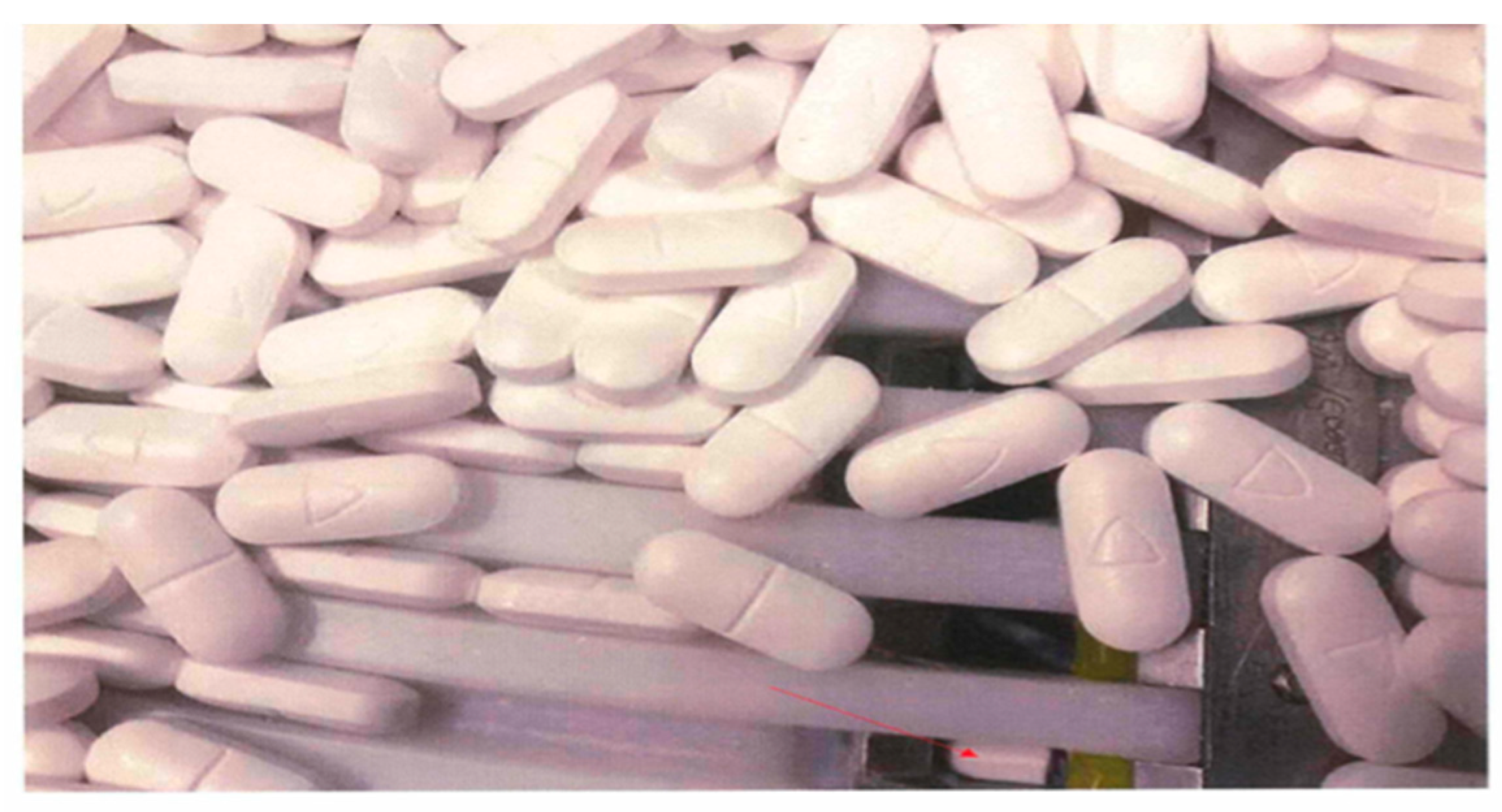
The team observed what was transpiring: tablets in the feed-bowl system fall into one of twelve feed lanes and due to gravity fall down the tablet feed chute and into a PVC pocket and are sent off to be sealed and packaged into a finished box identifying the product. However, if a half tablet gets into the feed lane, it will turn 90 degrees and face lengthways causing a blockage in the feed chute.
Figure 10 and
Figure 11 demonstrate a visual on what is happening in the feed system.
With the feed chute blocked, no further tablets within that lane can continue along to the PVC pocket and then get packaged. When the vision system camera detects four consecutive empty pockets it stops the packaging line. The operator then re-starts the line as per the standard work (procedure) in
Table 1 on Standard Work.
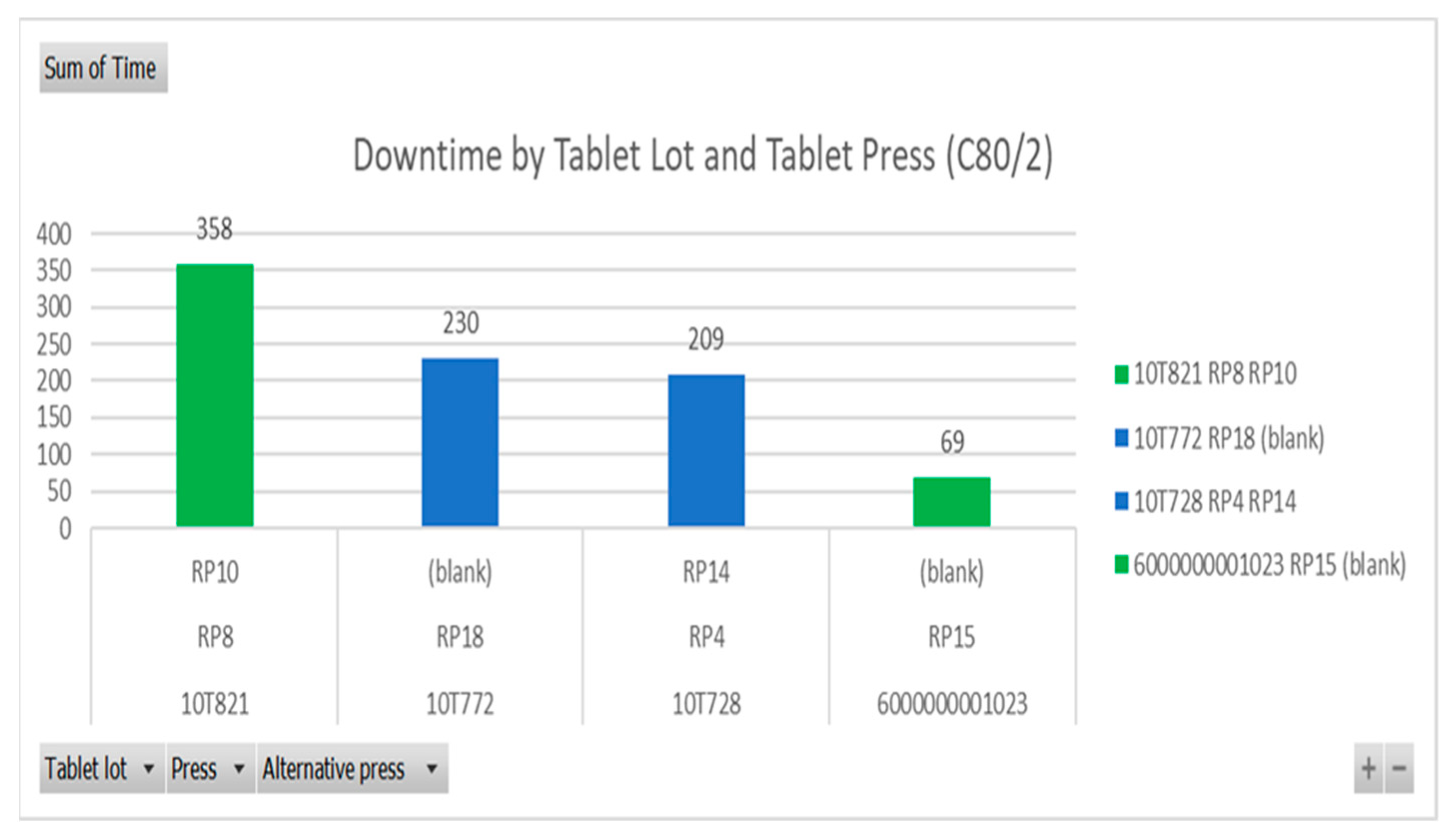
Most downtime was observed when loading or running product type 10C821 as per
Figure 12.
The research team wanted to understand when tablets break. The packaging department is the last process in the manufacturing process and an inspection was carried out before packaging to ensure product was conforming to specification before going into packaging and was not broken.
The team conducted a physical 100% inspection on four of the 80 kg drums to ensure the packaging operation received defect-free product in order to properly conduct the trial. Upon inspection, 751 defects (half tablets) were inspected out of the process prior to reaching the packaging department. The team deduced that these defects were created from the coating department or during transportation to warehouse, this can be said with confidence as the inside of the tablet is uncoated therefore, ruling out the compression department.
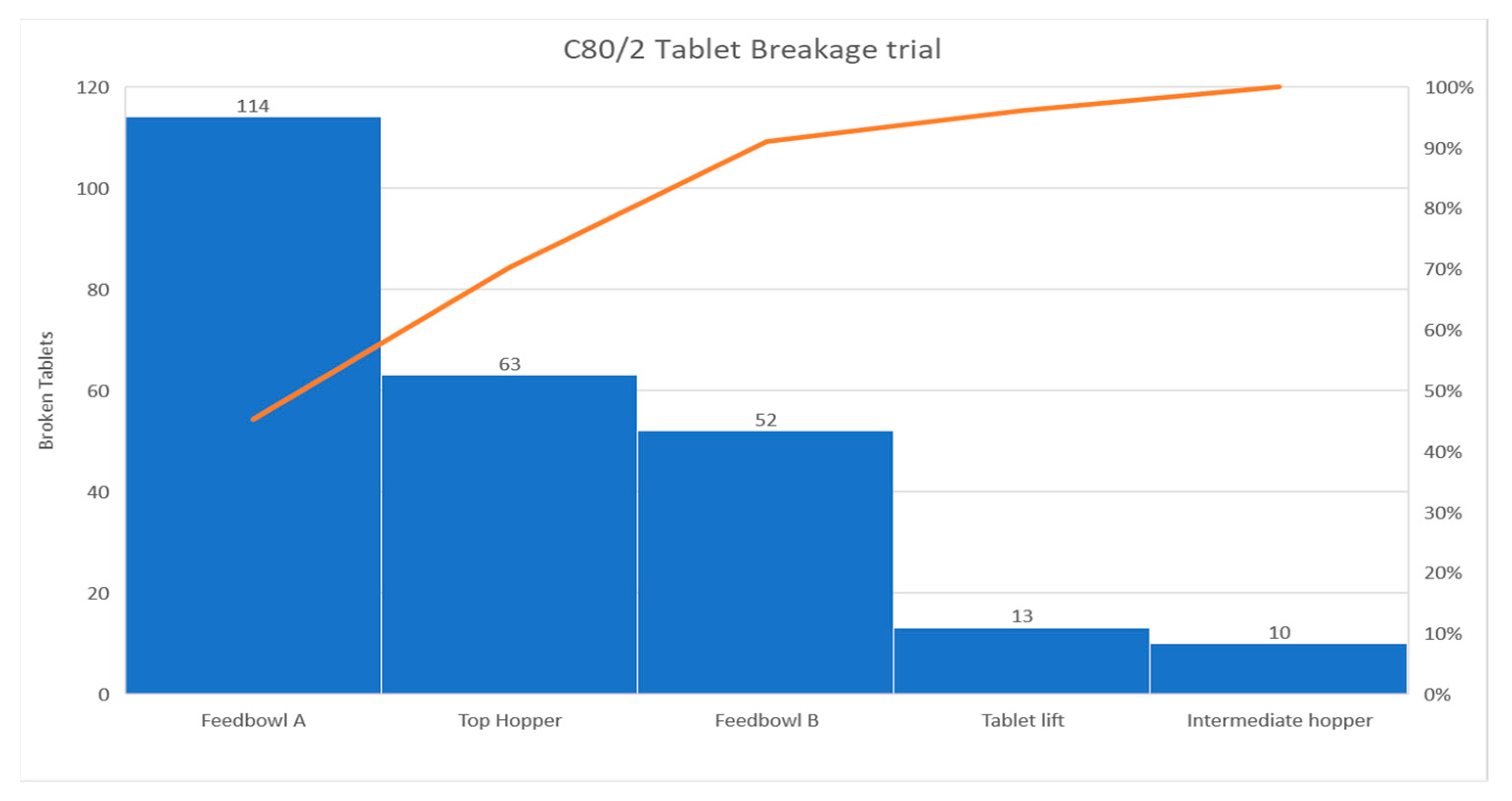
If the defect was created in the compression process, the half tablet would have coating solution on it, as the compression department is the preceding (upstream) department from coating. This was not the case from the team’s observations. As shown in
Figure 13, the trial proved that the tablet breaks shown were in the packaging line and demonstrated when specifically, most tablets were breaking within the line. The team needed to ascertain why tablets are breaking in Packaging and confirm tablet robustness. From
Figure 13, when tablets break within the process, it happens in a very specific area. Feed-bowl A is the entry point to the tablet feed bowl system. In total, 114 breaks were observed at this point. Also feeding into this area is the top hopper which saw 63 breaks. Of the 252 breaks observed, 70% of them were in the feed bowl A and top hopper areas. The team rapidly orientated to concentrate in this area.
The team needed to ascertain if a step change in the process was contributing to performance variability, i.e., does the issue happen straight after a downstream breakdown? Does it happen on production restart after breaks? Does it happen immediately after restart of a comprehensive clean? All these questions need to be considered and eliminated to provide a definitive root cause and corrective action (RCA).
3.4. Coating Department
The first characteristic to consider was the hypothesis if the upstream process, the Coating department, was a contributory factor to breakage. Typically, the coating department sprays tablets for 72 min. However, a process change had moved some product portfolios to a ‘flash spray’ which means it is coated for 22 min. The temperature within the coating pan is 52 degrees, therefore the team needed to see if the shortened time for tablets in the coating pan reduced the baking time effect.
A normal spray with a 72-min spray time shows a typical tablet of 10 KP entering the coating process and raises to 13 KP minutes after the process.
Flash Spray tablets show the KP value as above 10 KP on entry to the process and 10KP minutes after the process—showing no increase in hardness. To see if this change in spray time affected the performance of the tablet on the packaging line—the downtime due to tablet issues was compared between normal and full spray process.
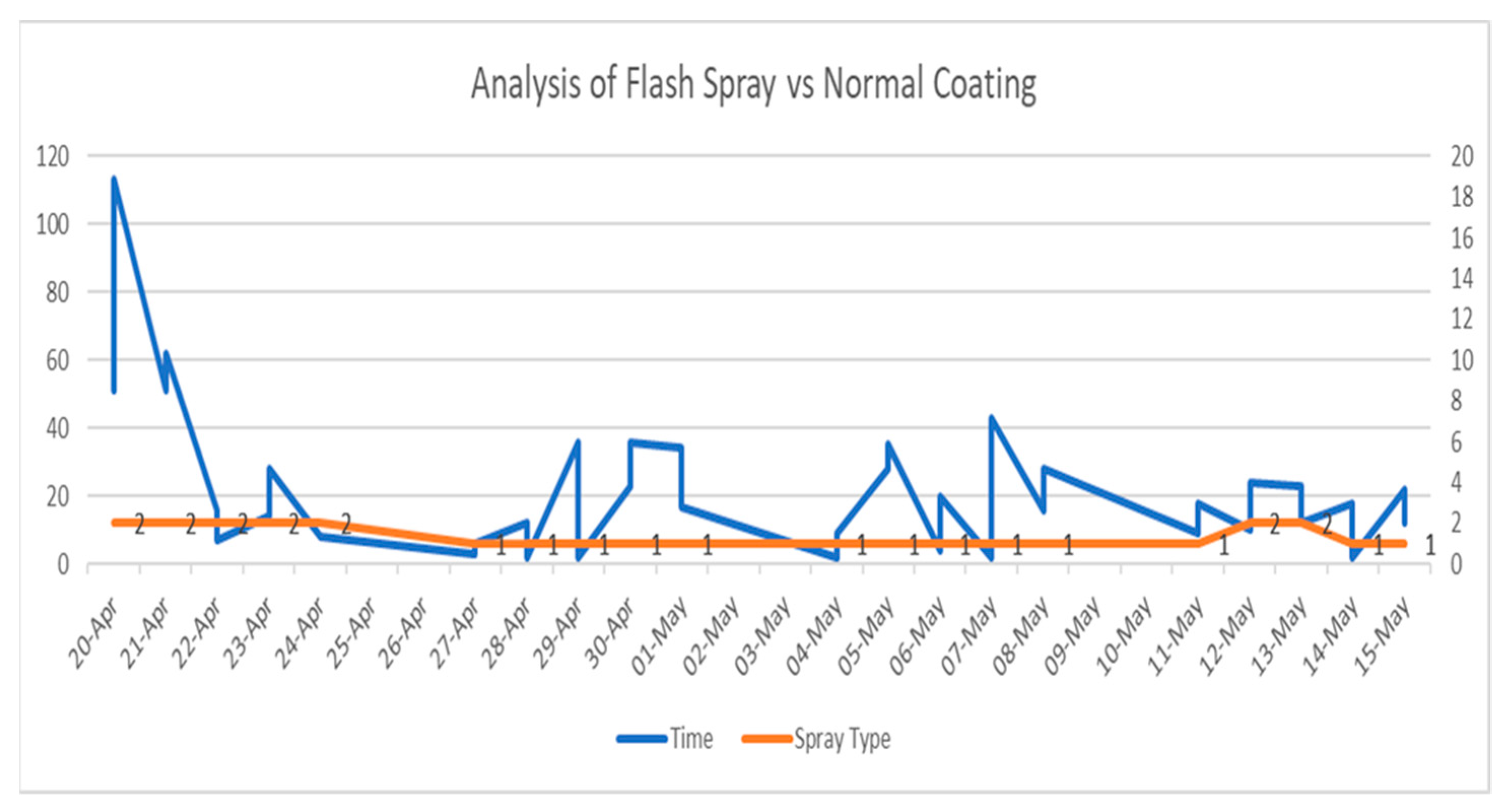
As per
Figure 14, there was no downtime difference due to tablet feed issues when the C80/2 line ran on Flash spray vs. Normal spray and there was no difference in downtime over the period of 4 weeks between the two spray types. The team then moved to understand whether there is a spike in downtime due to the restart of the packaging line after a changeover and/or break. The potential root cause of spray type duration affecting tablet hardness and resulting in breakages was rejected as the tablet feed issues remained the same irrespective of spray type used in the coating process.
3.5. Refined Problem Statement
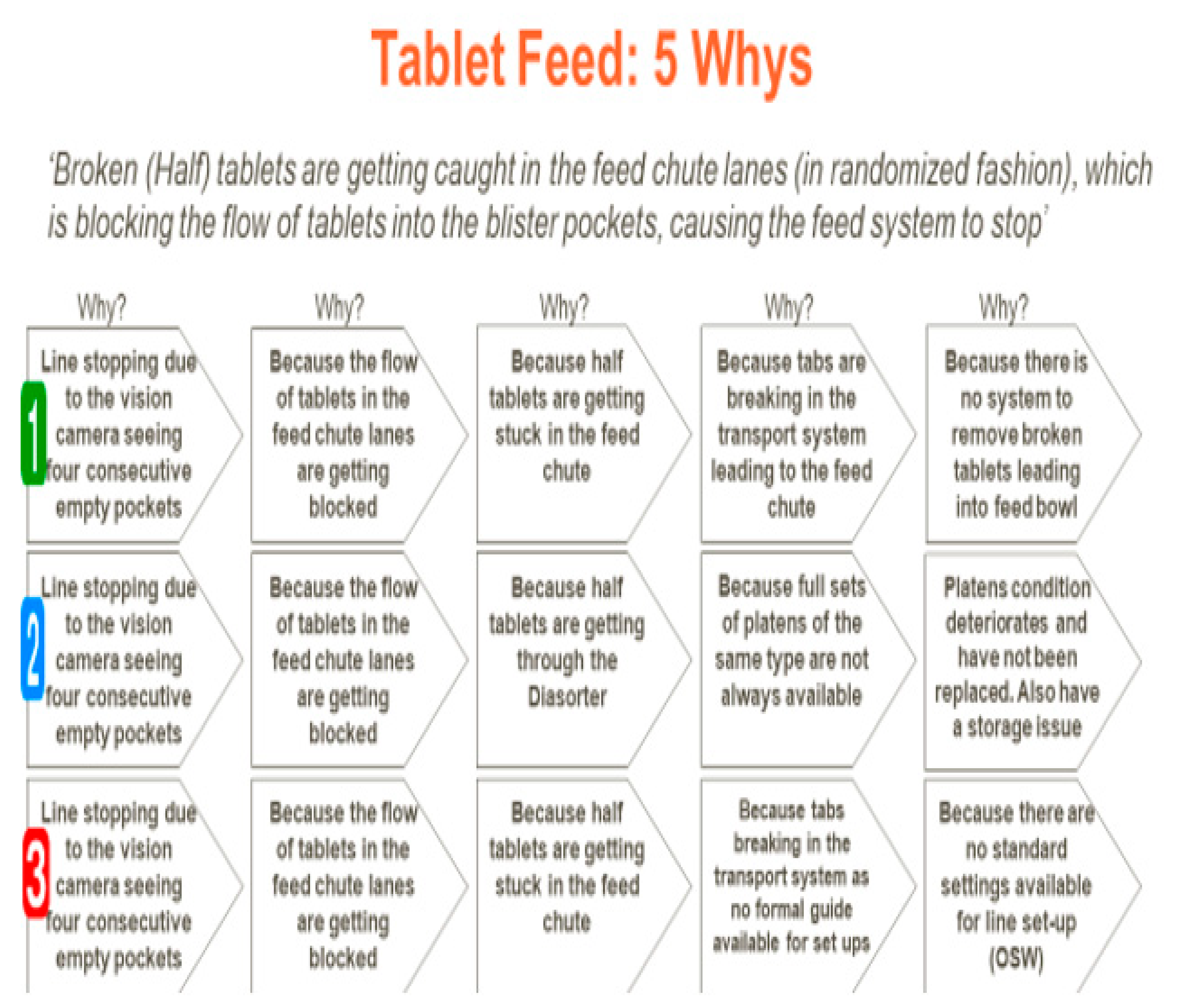
A refined problem statement could now be developed to reflect the current state and the information the team understands thus far:
- -
Broken (Half) tablets are getting caught in the feed chute lanes (in randomized fashion), which is blocking the flow of tablets into the blister pockets, causing the feed system to stop.
Based on the information obtained above, a deeper dive was conducted to see what is happening in the ‘Feed-bowl A’ area. This is where 70% of the breaks occurred. The team studied the entry of tablets to the feed hopper (Feed-bowl A) and broke down the sequence of the movement of tablets through this system and identified failure modes as per
Figure 15.
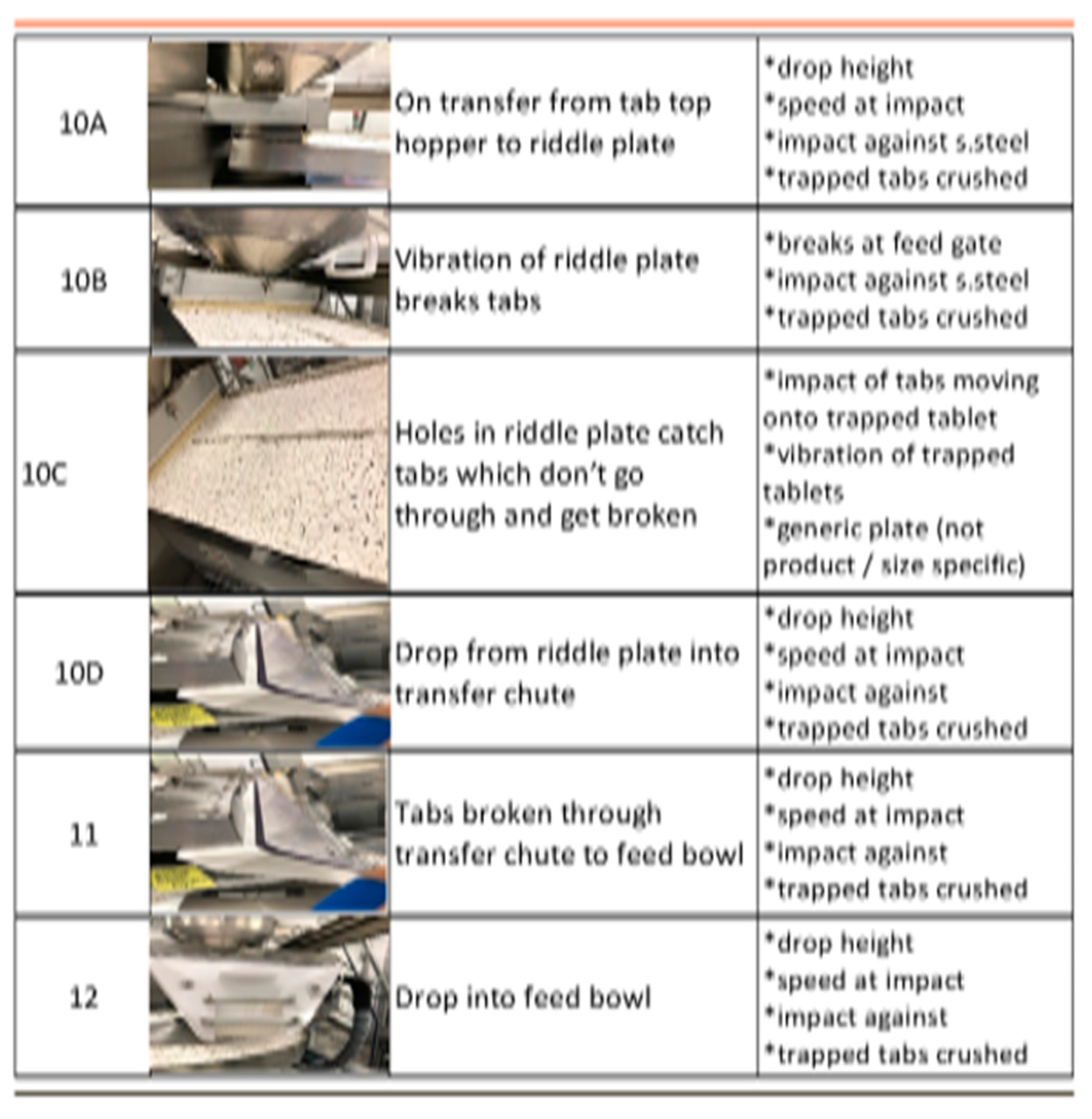
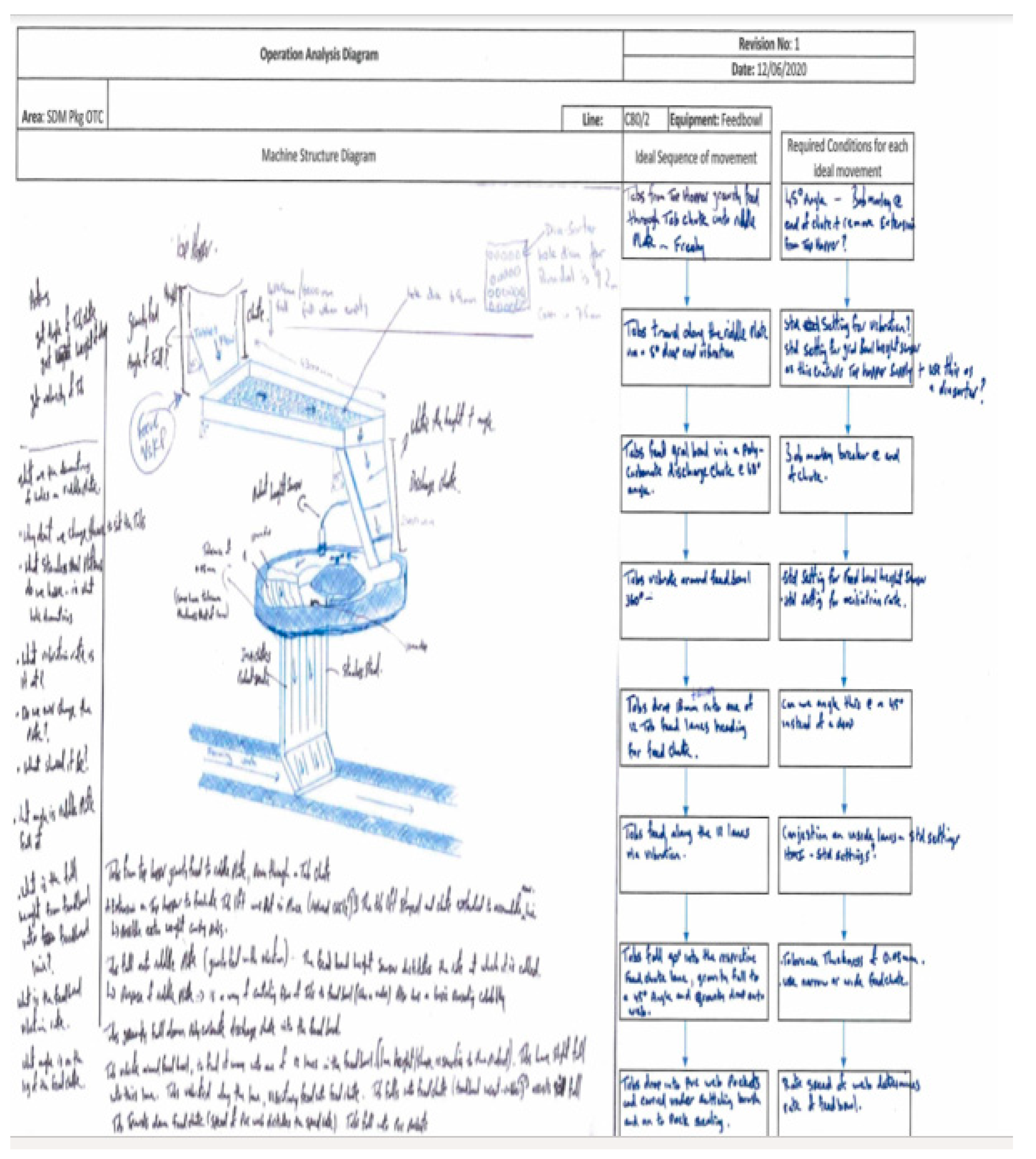
From this risk analysis in
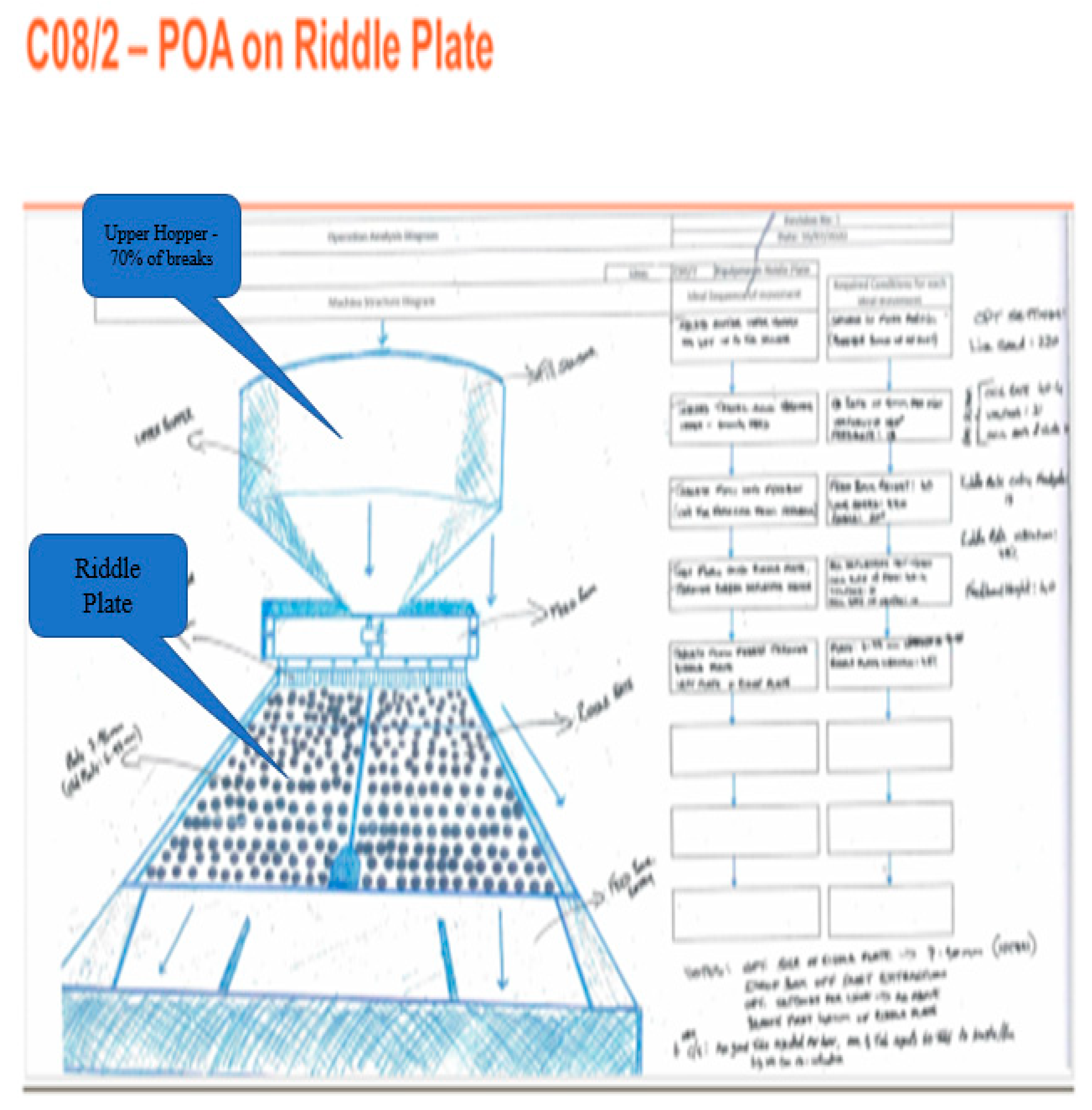
Figure 15, the team next conducted a ‘Principal of Operation Analysis’ (POA) (
Figure 16) or functional analysis diagram in conjunction with brainstorming. The Principle of Operation Analysis Diagram identifies how the entire system operates correctly, analyzing that each movement works correctly by desirable sequences of movement [
42]. The tool also identified the principles of movement and processing which shows how the specific components operate correctly and shows the relationship between the machine system and material system while processing. The POA is a very thorough analysis of angles, vibrations rates, oscillations and speed. Each step in the sequence is challenged as to why it happens. Each step in this condensed area of focus is broken down to a level that all aspects of ‘what is happening’ are completely understood.
In summary, the POA tool provided invaluable information for the team to proceed and develop the ‘5 Whys’ and start moving towards a solution. A 5 Whys analysis as demonstrated in
Figure 17 shows the outcome of output from using the Principal of Operation tool.
The principal of operation analysis resulted in an understanding that the upper hopper gravity feeds down onto the riddle plate. The shape of the hopper creates a vortex-type action creating pressure on the tablets within this stainless-steel unit—effectively, it resembles sand flowing through an egg timer. There is a window on the side of the hopper and upon observation shows that the tablets on the outside area of the hopper move last; the tablets in the center of the hopper get pulled down first thus creating pressure on the tablets.
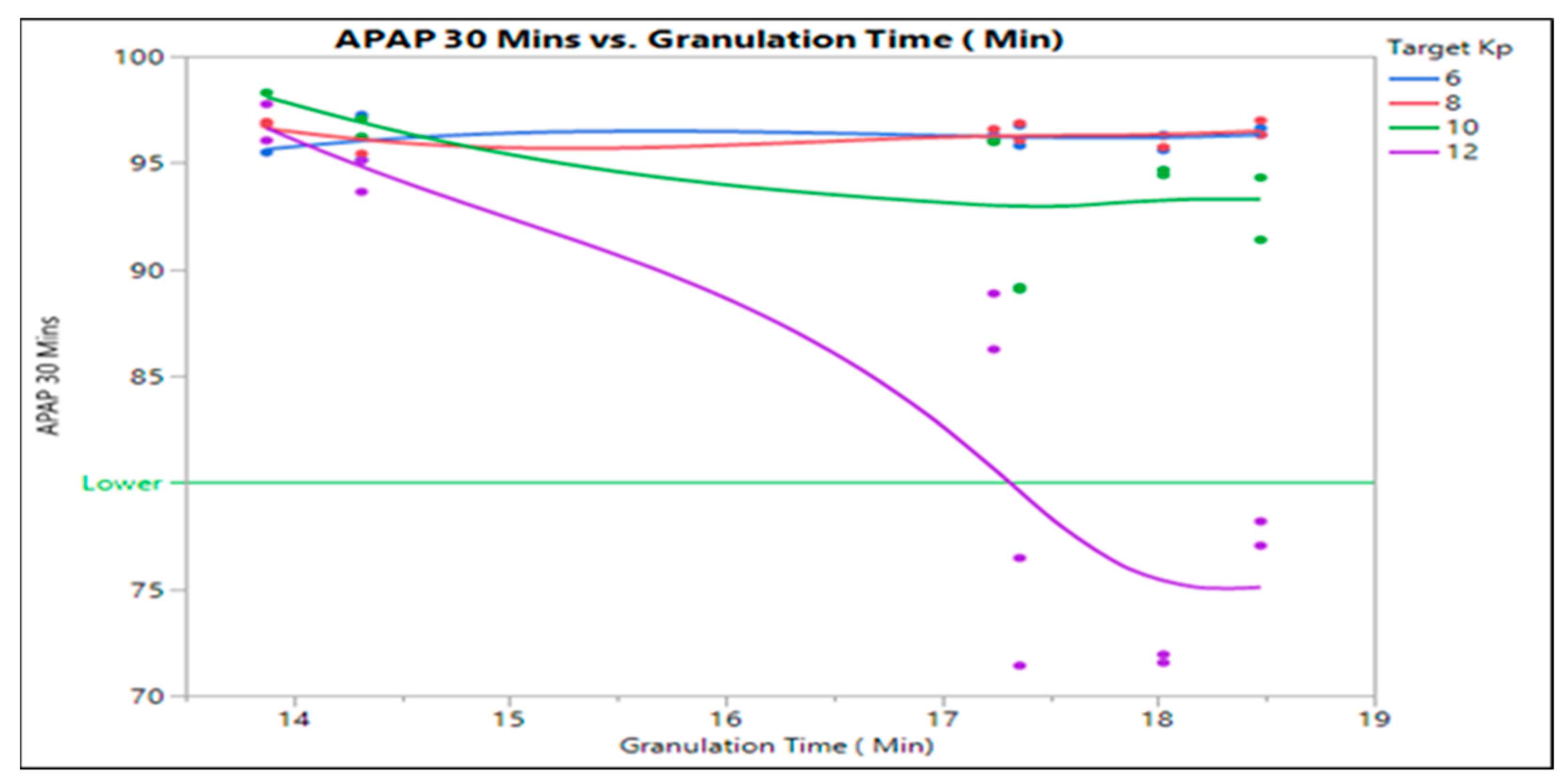
3.6. Analysis of Robustness of the Tablets
An obvious solution to preventing tablets breaking would be to increase their hardness and this would be fixing the “true” root cause of the tablets breaking online and align with the aim of Six Sigma methods to find the “true” root cause.
However, increasing tablet hardness to fix what is effectively a process issue on the manufacturing line may not be the best solution for both the customer and the company. The team looked at the effect of making tablets harder on the dissolution of the tablet (dissolving of the tablet in the body). Simply making tablets more robust (harder) will increase the chance of dissolution failure.
In summary, if tablet hardness was to be increased:
Therefore, the team needs to mitigate against broken tablets in the system rather than eliminate the issue. Eliminating the issue from happening, i.e., tablet breakages will not only be a costly and time-consuming regulatory submission but will affect the dissolution of the tablet in the body and hence the potential speed of efficacy of the product. It is highly unlikely any regulatory body would accept a change in hardness that would have a negative effect on tablet efficacy and disintegration time in the body. After the PoO and 5 Whys exercise helped understand the root causes of the tablet feed and broken tablet issues, potential corrective actions were then brainstormed. The team then moved into the action implementation stage and tracked results.
3.7. Benefits Realization and Results
Once the problem-solving stage was complete, the 6th stage of the problem-solving seven-step process is to measure the benefits and results. Once the root causing process was completed, the following actions were taken as demonstrated in
Table 2.
It was observed during the creation of the original POA that the riddle plate area (located directly after the upper hopper (feed-bowl A—where 70% of the breaks happen) has small holes to remove excess dust from the tablets. The question was posed, would it be possible to increase the hole size and use the riddle plate for two functions. That is, dust extraction and a dia-sorting function (remove broken tablets). If the riddle plate was tailor made for each product family to have specific sized holes in which broken/half tablets will fall through, it will effectively stop the broken tablets continuing through the process and into the tablet feed area, causing the production line to stop. A trial was conducted on the C80/2 line whilst running on 10C821 (the highest downtime was attributed to this product) with a product specific riddle plate as in
Figure 19. It effectively removed all tablet feed stops for the entire 48 h the trial lasted.
Quantitative data on installation of the new riddle plates demonstrated an elimination in short tops. There was consequently extra time afforded to the operators to complete value-adding steps (preparing for upcoming changeovers, getting carton leaflets rolls ready for replacement etc.). The flow of the line improved and non-value additional stops reduced.
Effectively, by dia-sorting tablets (removing broken tablets) at the riddle plate the line restart procedure (demonstrated as standard work in
Table 1) was eliminated. This was nonvalue additional work since operators had to conduct standard work multiple times an hour, depending on the product (often up to 20 times an hour).
The cost benefits of the project are presented in
Table 3. The conservative savings of this case study in this one manufacturing plant are estimated at £388,426 (€446,460 or
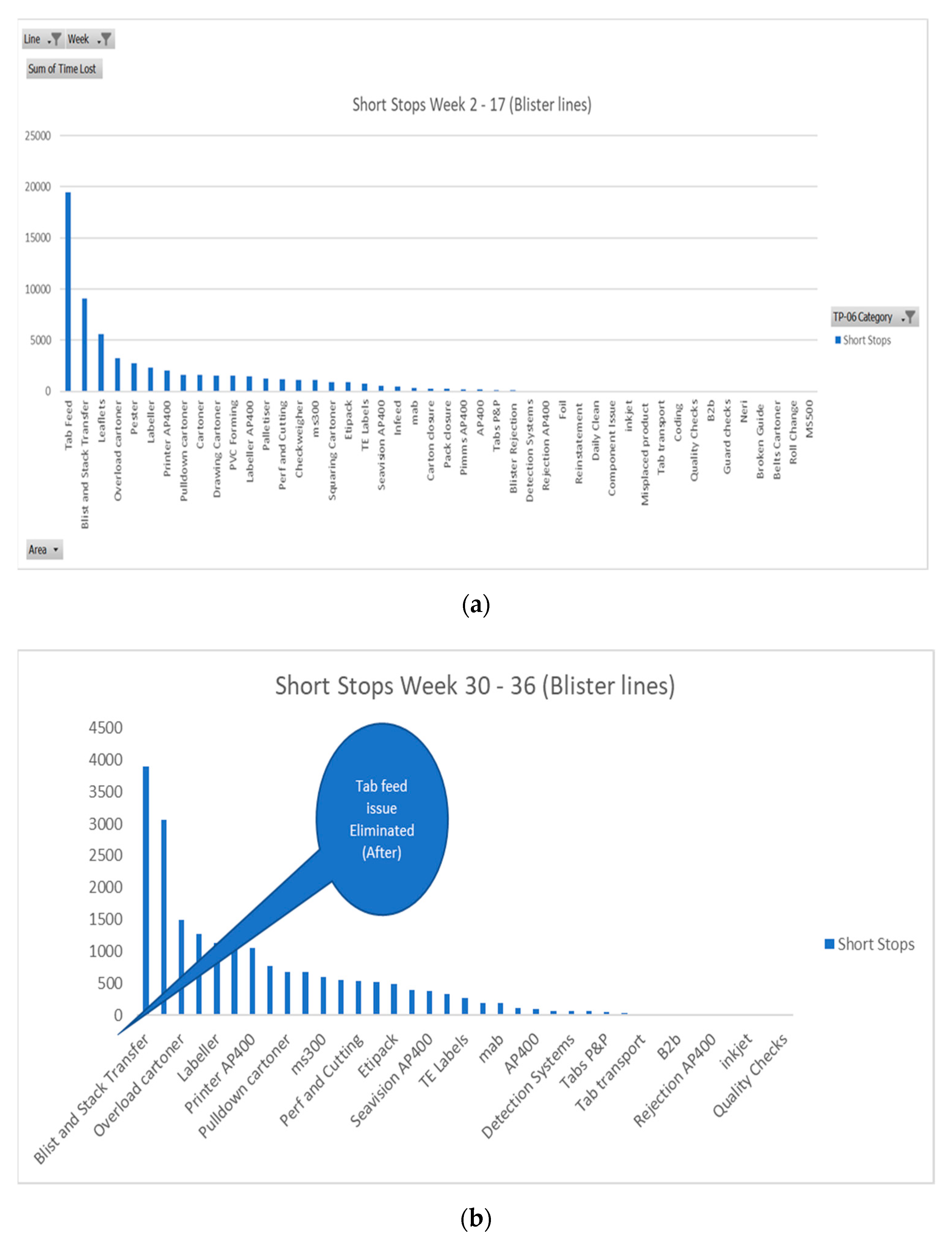
$541,000). The outlay in expenditure in providing all six blister lines is £26,400 equipment spend, plus capital project support cost of £3600 totaling £30,000 for the entire spend. The net result will be £358,426 in recoveries to the OTC site but notwithstanding the benefits from a qualitative point of view. The trials conducted eliminated the tablet feed issues as shown in
Figure 20. It is important to note that the above figures have a 20% contingency built in for possible variation in performance at the riddle plate area. Therefore, the figures presented are understated and the company can expect a greater return than the figures stated above. The learnings from this project are being deployed to multiple sister sites of the manufacturer across the world and the project savings are expected to be greater once the changes are implemented globally.
As per
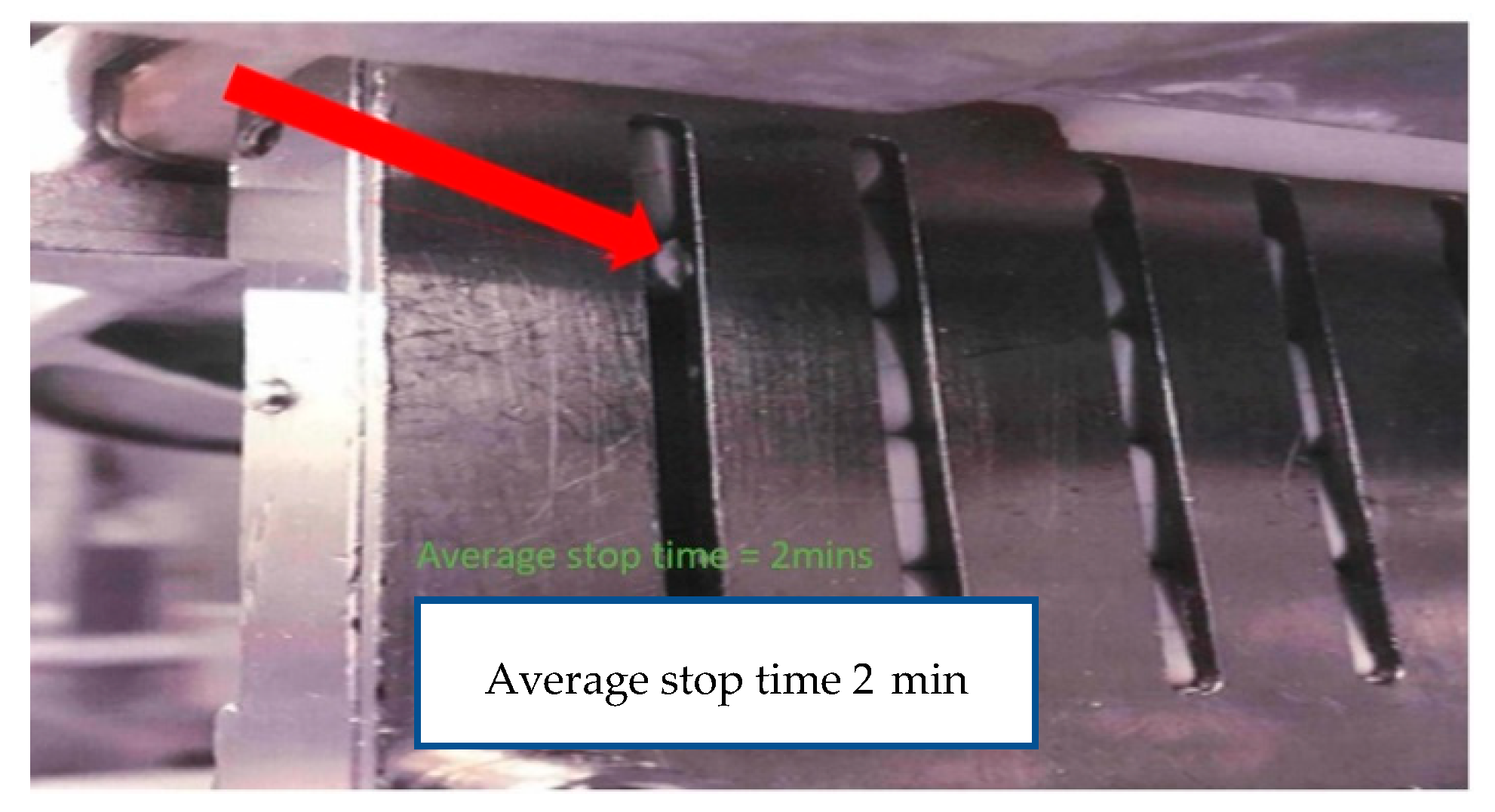
Table 3, there is a secondary benefit to this project in relation to production startup rejects. These “hidden” losses occur when production starts immediately after commissioning, or the startup production does not meet the required quality and can grow in quantity [
10]. On restart of the production line, six blisters automatically get rejected as the seal of the blister may be jeopardized as it sits above the sealing bar at 70 degrees for the duration of the stop (on average 2 min). Tablets or blisters rejected due to line restarts are now eliminated. No “good” tablets were rejected since the project actions were implemented and this failure mode is being removed from the manufacturing line downtime board and list.
Table 4 summarizes the elimination of the projected blister loss per year of 7.9 million which has been eliminated and demonstrates the downtime loss avoidance of 20,888 min downtime.
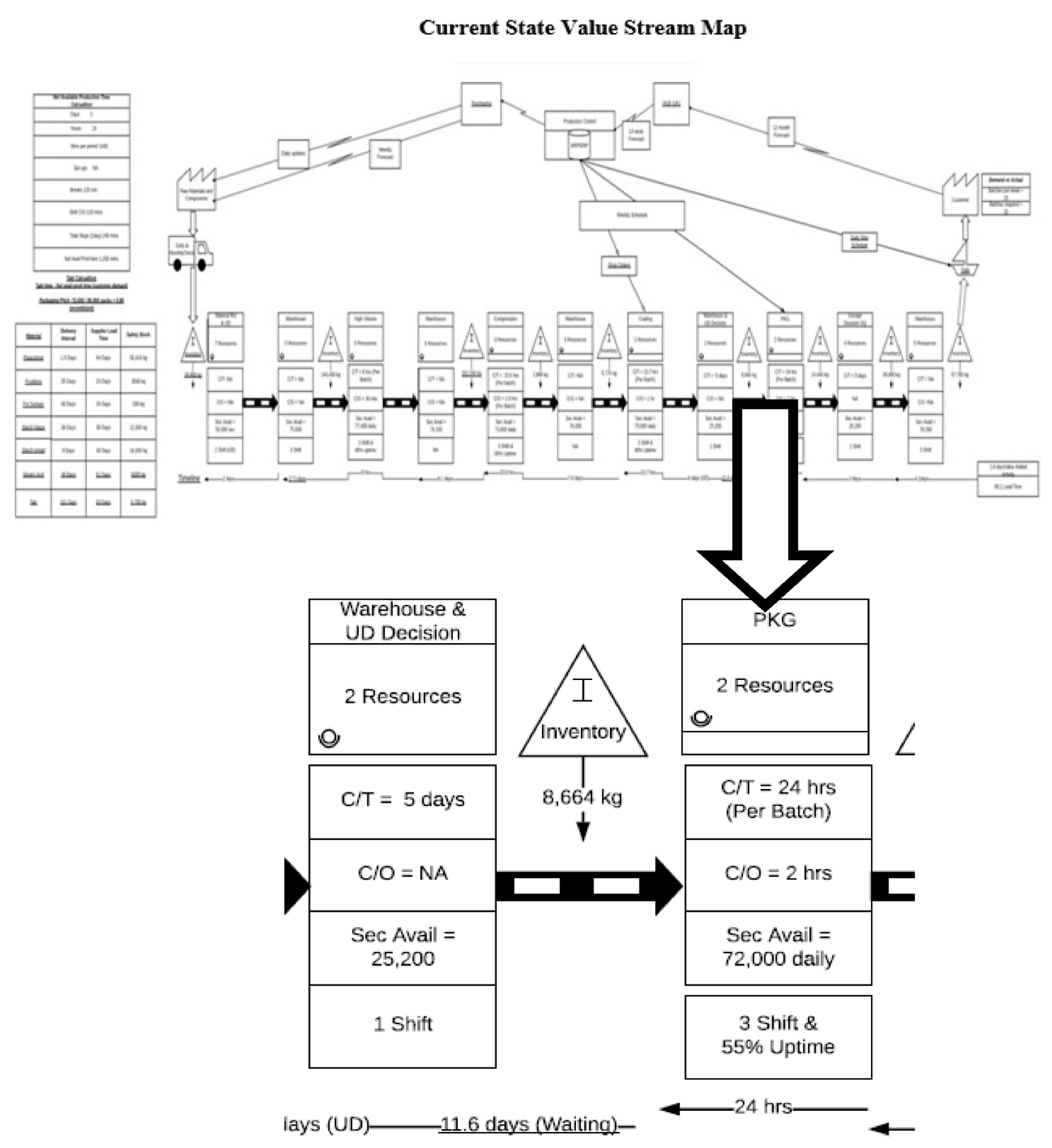
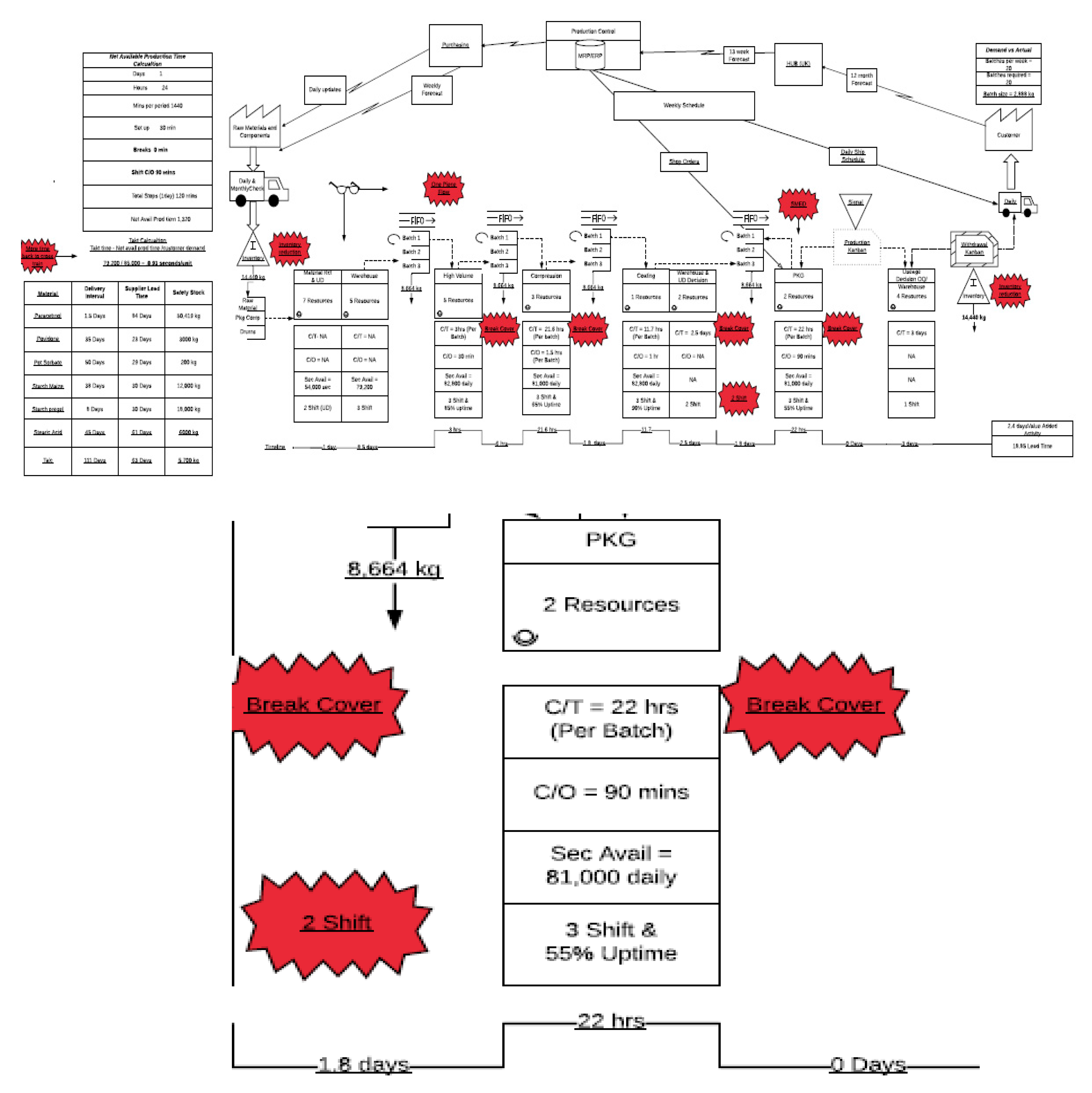
3.8. Future Value Stream Map
A future-state VSM represents the ideal state of the manufacturing system [
43]. A “future” value stream map was drawn up by the project team and stakeholders. Since the purpose of lean manufacturing is to reduce or eliminate waste, the Lean/Sigma team needed to define a future value-stream map that serves as a guide for all future lean projects. Once the project was completed, the team were able to gather data and measure the new performance and reflect that “new” or “after” process data in the future VSM. A comparison of the “before” vs. “after” process measures was utilized to populate the VSM.
It can be observed from the visual Future Value stream map in
Figure 21 and
Table 5 below that the project yielded
Product backlog into the packaging area reduced by 84%
The cycle per batch improved by 8.3%.
The line changeover time reduced by 25%
The line availability improved by 11%.
The Packaging improvement (reduction of downtime) had an overall positive effect on the overall factory lead time (in days) and the overall factory value add time (in days) with improvement of 69% and 14%, respectively.
3.9. Roll out and Share
The final step of the 7-step problem solving methodology is to roll out and deploy changes and share learnings. Internally within the manufacturing site, the actions implemented in this project are being investigated for deployment in the effervescent department as they have a similar process.
On a global scale, the project was shared with all the organizations’ sister pharmaceutical sites globally and the parent site in the organization. At the time of writing, deployment of project learnings has already commenced in a European sister site. When the corrective actions described in this case study are implemented, the savings are expected to be increased five-fold.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}