
Enhanced Separation of Oil and Solids in Oily Sludge by Froth Flotation at Normal Temperature

Abstract
:1. Introduction
2. Materials and Methods
2.1. Oil Sludge Sampling
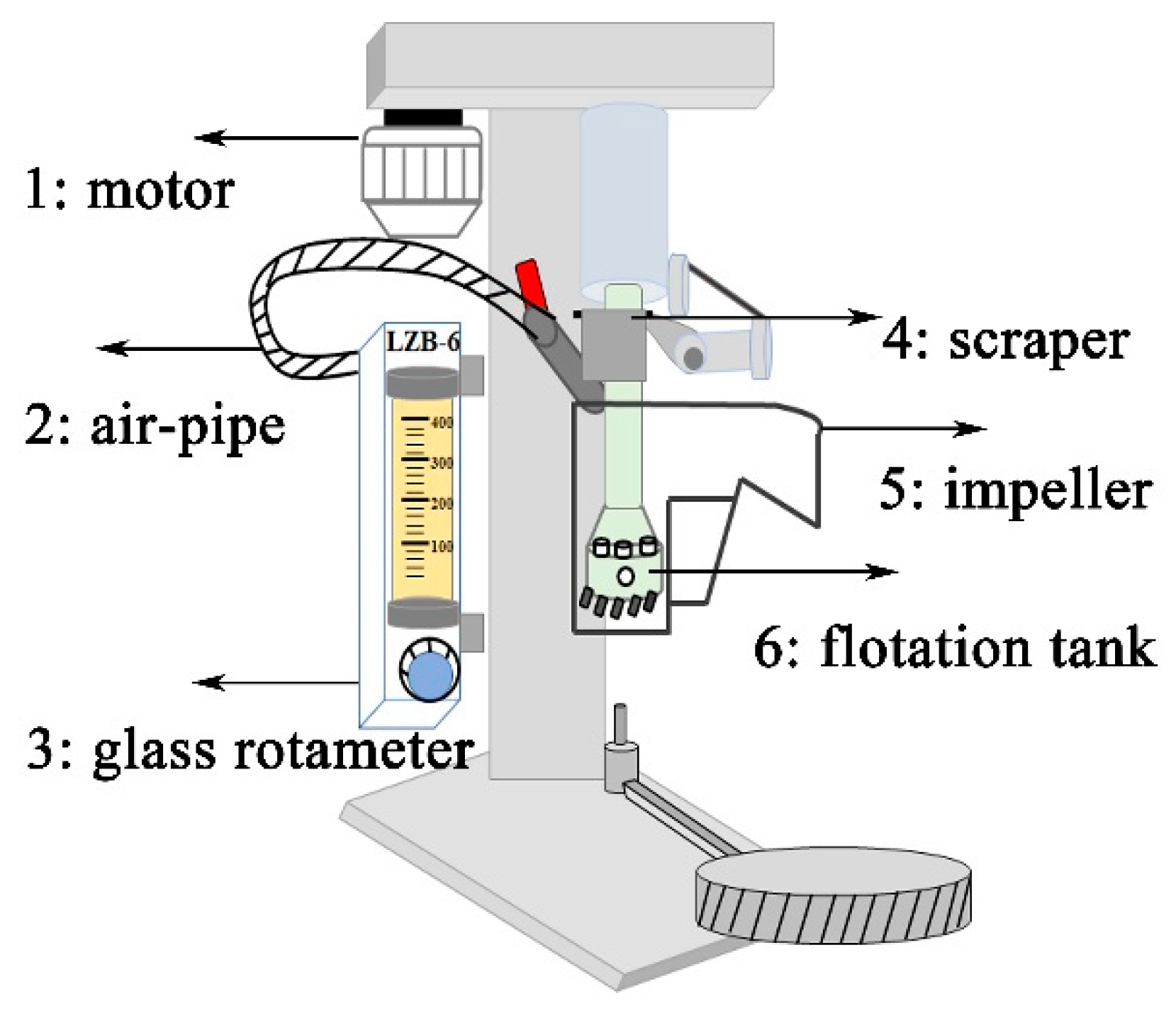
2.2. Experimental Setup and Procedures
2.2.1. Flotation Process
2.2.2. Orthogonal Experimental Design
2.2.3. Analytical Methods
3. Results and Discussion
3.1. Effect of Flotation Parameters on Separation of Oil and Solids in OS
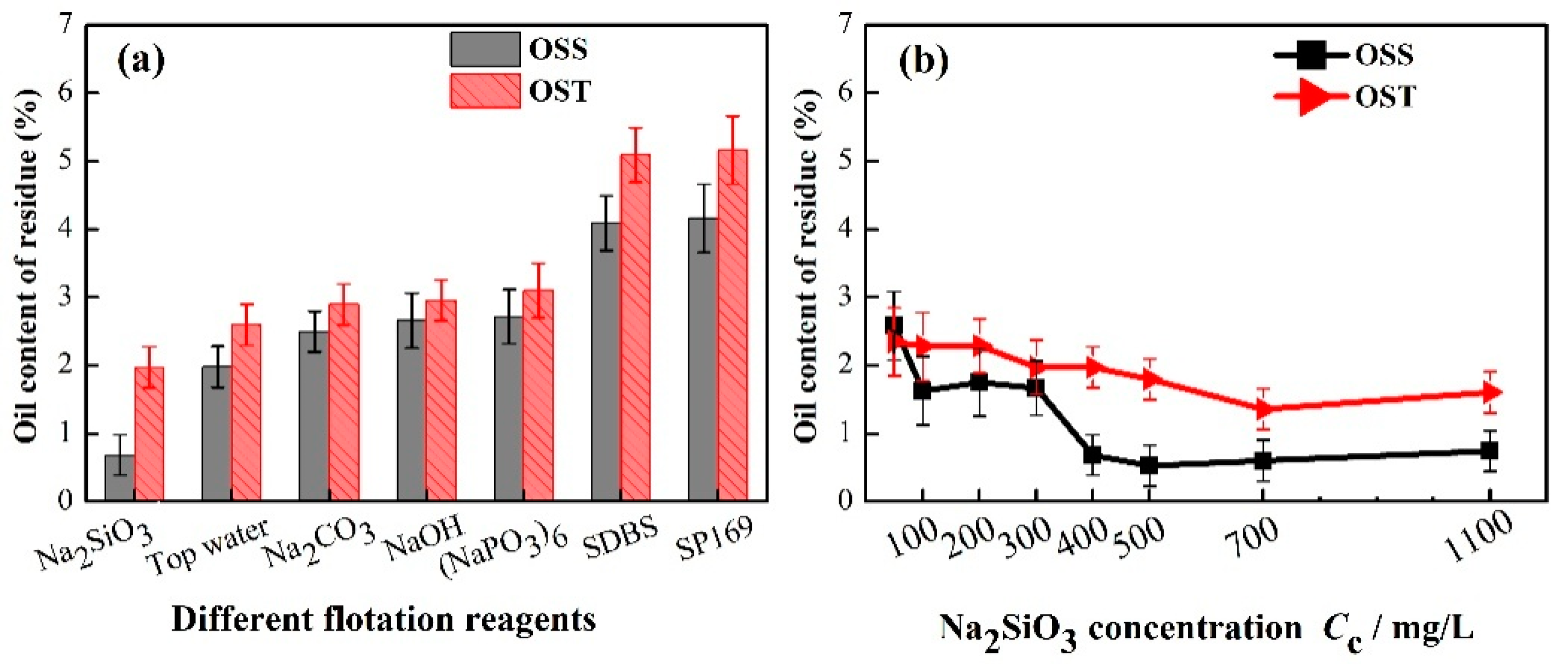
3.1.1. Flotation Reagents Screening
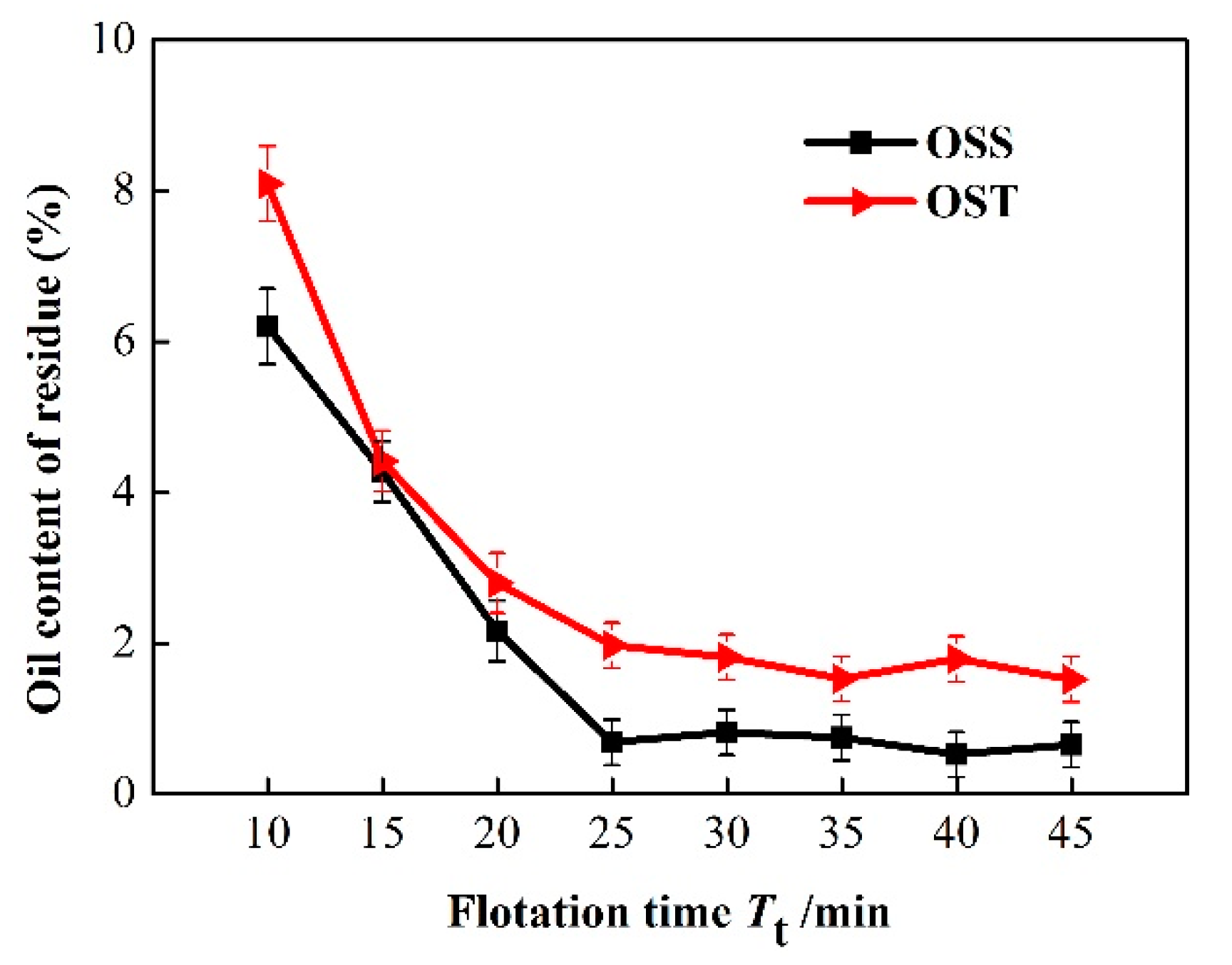
3.1.2. Flotation Time
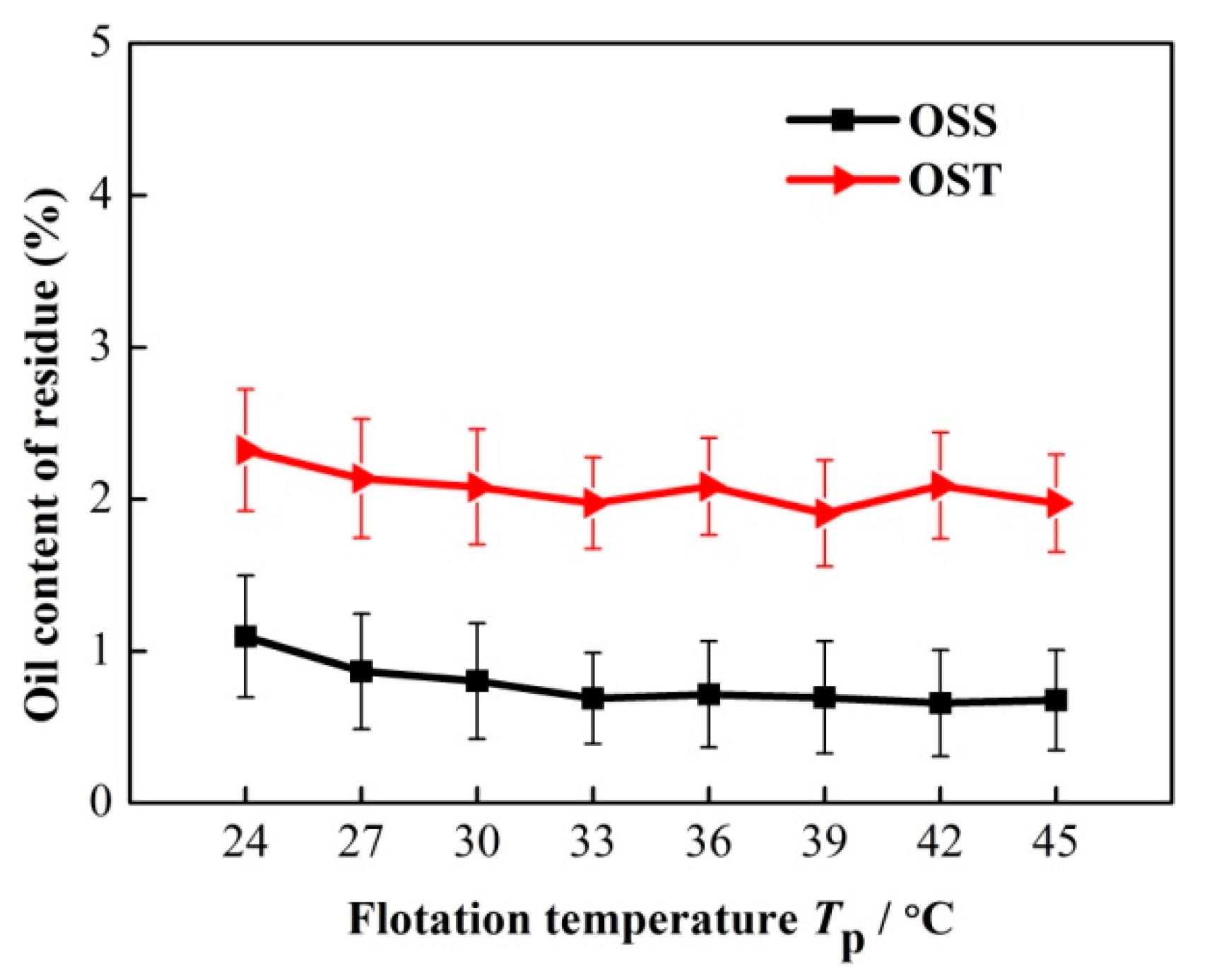
3.1.3. Flotation Temperature
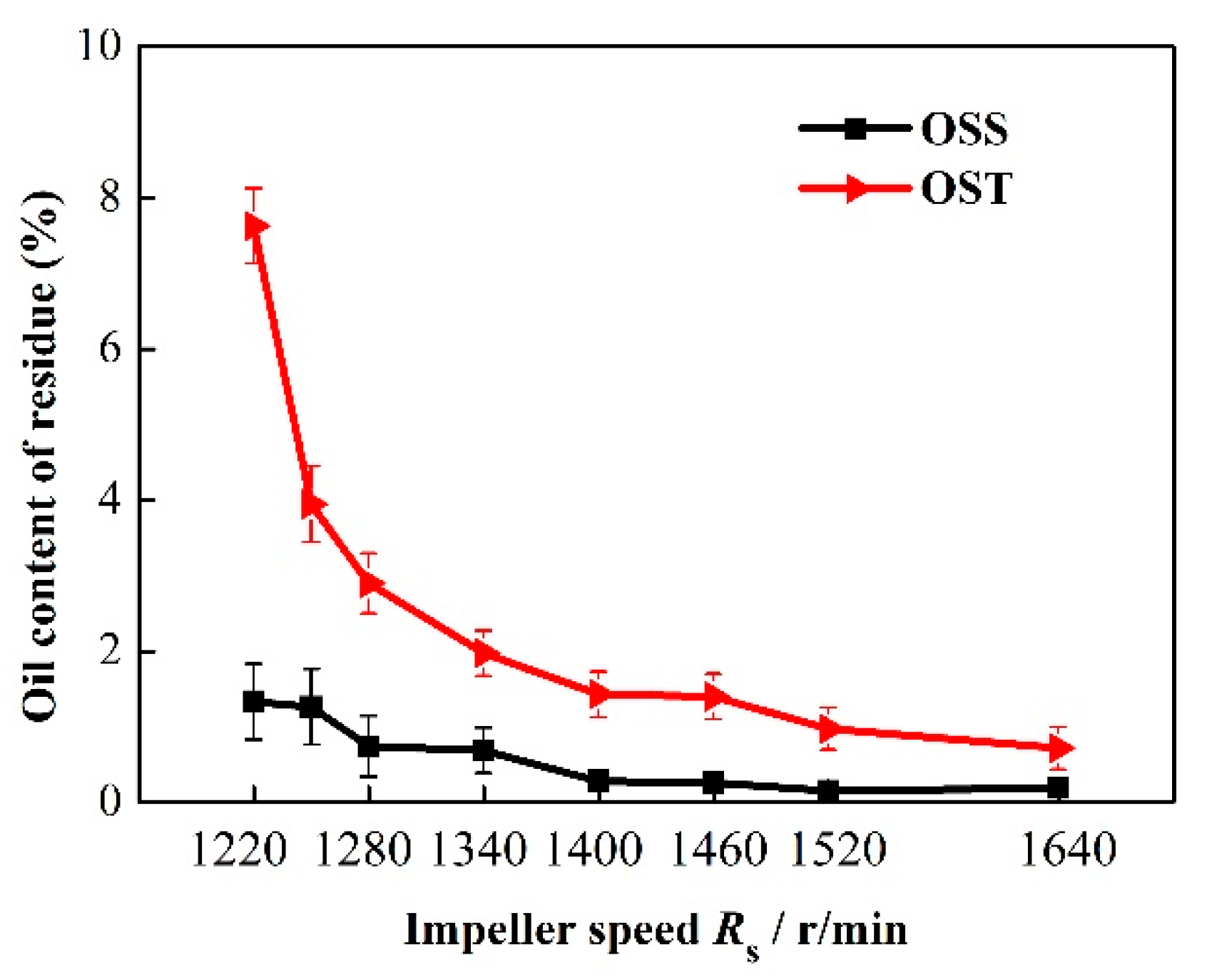
3.1.4. Impeller Speed
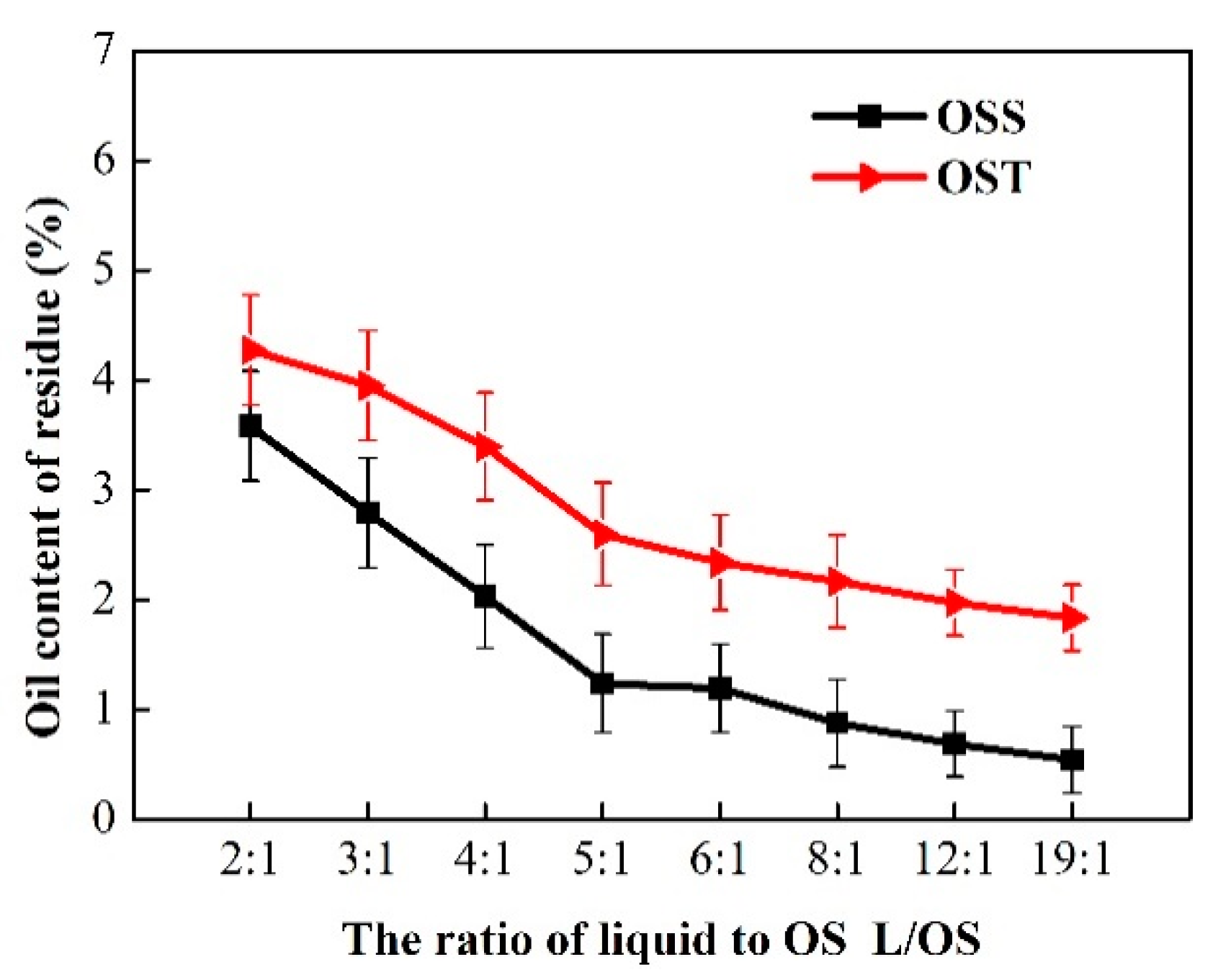
3.1.5. The Ratio of Liquid to OS
3.2. Analysis of Orthogonal Experimental Results
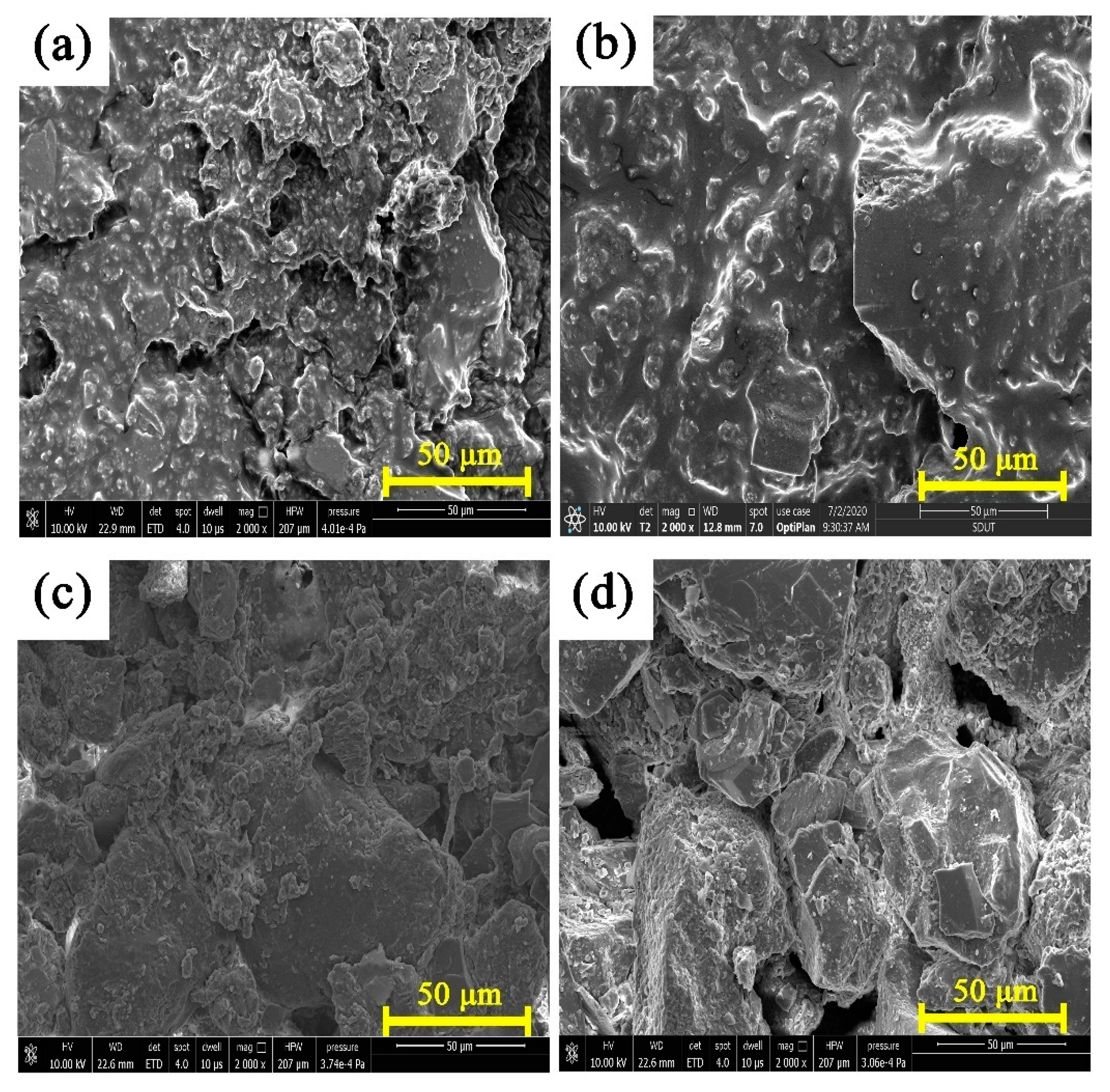
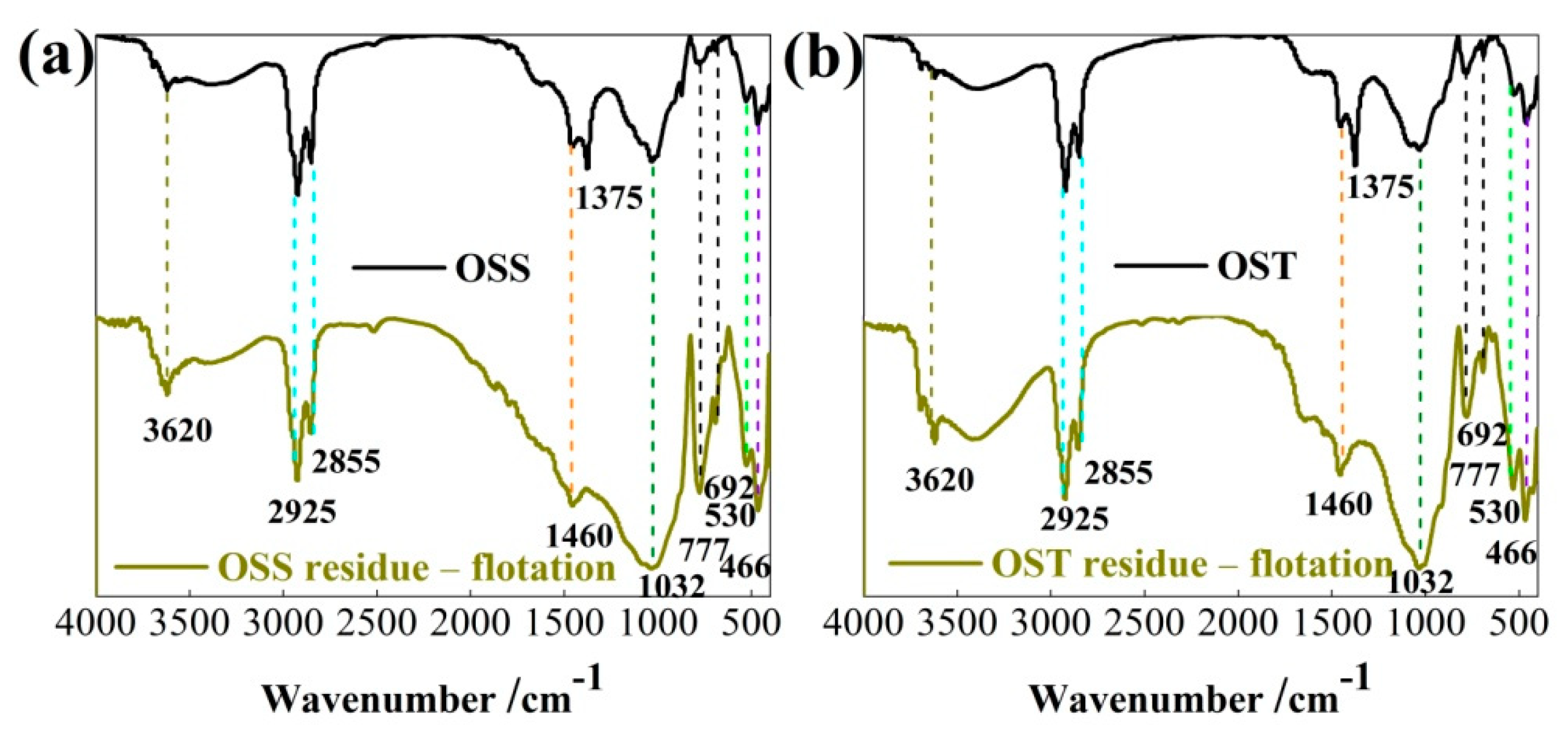
3.3. SEM Image and FTIR Analysis of OS and Residue
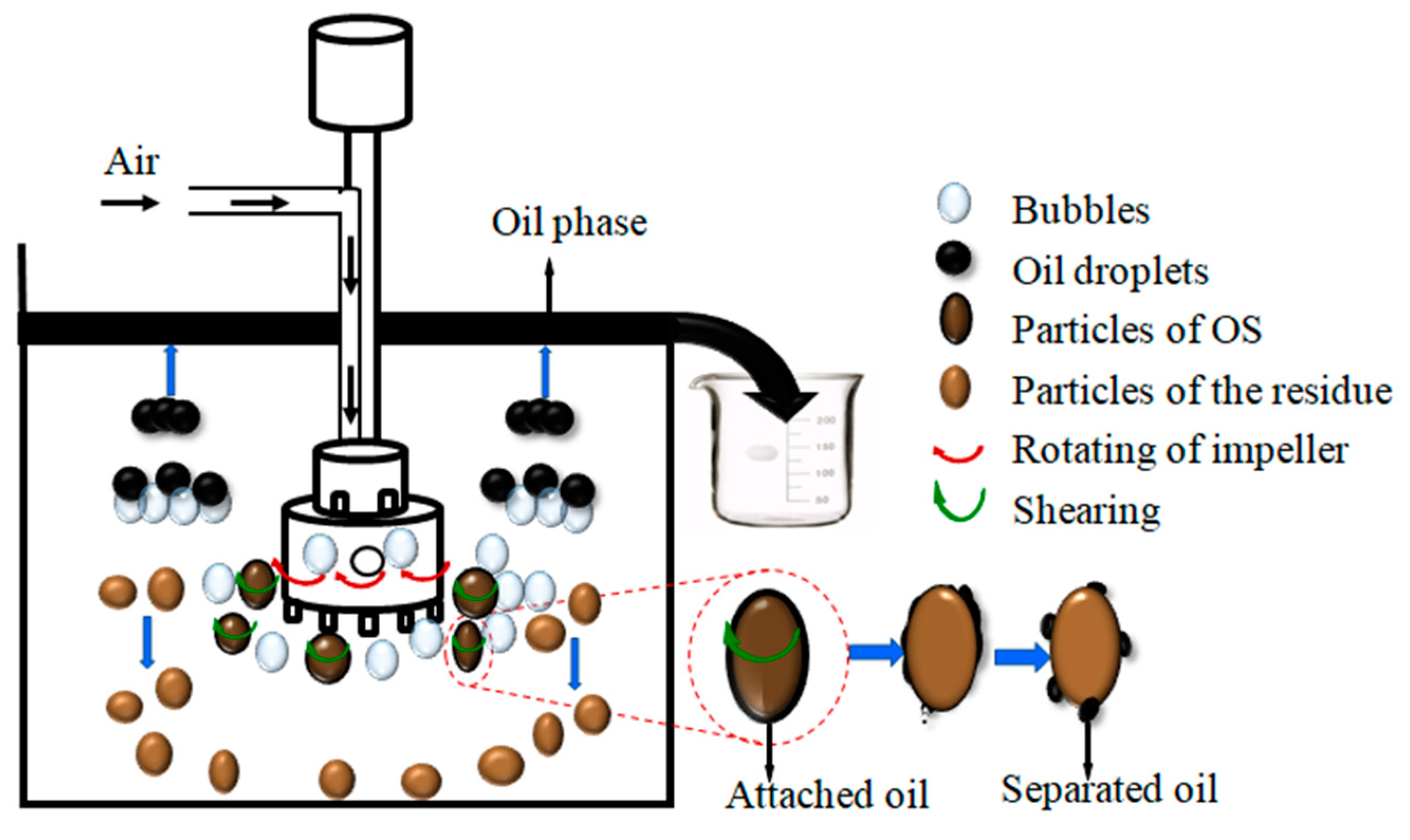
3.4. Mechanism of Froth Flotation Treating OS
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Lin, F.; Li, K.; Zheng, F.; Yan, B.; Che, L.; Tian, W.; Chen, G.; Yoshikawa, K. A critical review on energy recovery and non-hazardous disposal of oily sludge from petroleum industry by pyrolysis. J. Hazard. Mater. 2021, 406, 124706. [Google Scholar] [CrossRef] [PubMed]
- Gao, N.; Duan, Y.; Li, Z.; Quan, C.; Yoshikawa, K. Hydrothermal treatment combined with in-situ mechanical compression for floated oily sludge dewatering. J. Hazard. Mater. 2021, 402, 124173. [Google Scholar] [CrossRef] [PubMed]
- Bao, Q.; Huang, L.; Xiu, J.; Yi, L.; Ma, Y. Study on the treatment of oily sludge in oil fields with lipopeptide/sophorolipid complex bio-surfactant. Ecotoxicol. Environ. Saf. 2021, 212, 111964. [Google Scholar] [CrossRef]
- Hui, K.; Tang, J.; Lu, H.; Xi, B.; Qu, C.; Li, J. Status and prospect of oil recovery from oily sludge: A review. Arab. J. Chem. 2020, 13, 6523–6543. [Google Scholar] [CrossRef]
- Hu, G.; Li, J.; Zeng, G. Recent development in the treatment of oily sludge from petroleum industry: A review. J. Hazard. Mater. 2013, 261, 470–490. [Google Scholar] [CrossRef]
- Zhao, M.; Wang, X.; Liu, D.; Li, Z.; Guo, S.; Zhu, W.; Shi, N.; Wen, F.; Dong, J. Insight into essential channel effect of pore structures and hydrogen bonds on the solvent extraction of oily sludge. J. Hazard. Mater. 2020, 389, 121826. [Google Scholar] [CrossRef]
- Hamidi, Y.; Ataei, S.A.; Sarrafi, A. A simple, fast and low-cost method for the efficient separation of hydrocarbons from oily sludge. J. Hazard. Mater. 2021, 413, 125328. [Google Scholar] [CrossRef] [PubMed]
- Luo, X.; Gong, H.; He, Z.; Zhang, P.; He, L. Research on mechanism and characteristics of oil recovery from oily sludge in ultrasonic fields. J. Hazard. Mater. 2020, 399, 123137. [Google Scholar] [CrossRef]
- Gao, Y.-X.; Ding, R.; Chen, X.; Gong, Z.-B.; Zhang, Y.; Yang, M. Ultrasonic washing for oily sludge treatment in pilot scale. Ultrasonics 2018, 90, 1–4. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Lin, F.; Xiang, L.; Zheng, F.; Che, L.; Tian, W.; Guo, X.; Yan, B.; Song, Y.; Chen, G. Hazardous elements flow during pyrolysis of oily sludge. J. Hazard. Mater. 2021, 409, 124986. [Google Scholar] [CrossRef]
- Hu, G.; Li, J.; Hou, H. A combination of solvent extraction and freeze thaw for oil recovery from petroleum refinery wastewater treatment pond sludge. J. Hazard. Mater. 2015, 283, 832–840. [Google Scholar] [CrossRef]
- Duan, M.; Wang, X.; Fang, S.; Zhao, B.; Li, C.; Xiong, Y. Treatment of Daqing oily sludge by thermochemical cleaning method. Colloids Surf. A Physicochem. Eng. Asp. 2018, 554, 272–278. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J.; Thring, R.W.; Hu, X.; Song, X. Oil recovery from refinery oily sludge via ultrasound and freeze/thaw. J. Hazard. Mater. 2012, 203–204, 195–203. [Google Scholar] [CrossRef] [PubMed]
- Jean, D.; Lee, D.; Wu, J.C.S. Separation of oil from oily sludge by freezing and thawing. Water Res. 1999, 33, 1756–1759. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Q.; Wu, B.; Li, X.; Ma, F.; Li, F.; Gu, Q. Hematite-facilitated pyrolysis: An innovative method for remediating soils contaminated with heavy hydrocarbons. J. Hazard. Mater. 2020, 383, 121165. [Google Scholar] [CrossRef]
- Lin, B.; Huang, Q.; Chi, Y. Co-pyrolysis of oily sludge and rice husk for improving pyrolysis oil quality. Fuel Process. Technol. 2018, 177, 275–282. [Google Scholar] [CrossRef]
- Lee, T.; Nam, I.-H.; Kim, J.-H.; Zhang, M.; Jeong, T.Y.; Baek, K.; Kwon, E.E. The enhanced thermolysis of heavy oil contaminated soil using CO2 for soil remediation and energy recovery. J. CO2 Util. 2018, 28, 367–373. [Google Scholar] [CrossRef]
- Forbes, E. Shear, selective and temperature responsive flocculation: A comparison of fine particle flotation techniques. Int. J. Miner. Process. 2011, 99, 1–10. [Google Scholar] [CrossRef]
- Saththasivam, J.; Loganathan, K.; Sarp, S. An overview of oil–water separation using gas flotation systems. Chemosphere 2016, 144, 671–680. [Google Scholar] [CrossRef]
- Moosai, R.; Dawe, R.A. Gas attachment of oil droplets for gas flotation for oily wastewater cleanup. Sep. Purif. Technol. 2003, 33, 303–314. [Google Scholar] [CrossRef]
- Etchepare, R.; Oliveira, H.; Azevedo, A.; Rubio, J. Separation of emulsified crude oil in saline water by dissolved air flotation with micro and nanobubbles. Sep. Purif. Technol. 2017, 186, 326–332. [Google Scholar] [CrossRef]
- Yu, L.; Han, M.; He, F. A review of treating oily wastewater. Arab. J. Chem. 2017, 10, S1913–S1922. [Google Scholar] [CrossRef] [Green Version]
- Stasiuk, E.N.; Schramm, L.L. The influence of solvent and demulsifier additions on nascent froth formation during flotation recovery of Bitumen from Athabasca oil sands. Fuel Process. Technol. 2001, 73, 95–110. [Google Scholar] [CrossRef]
- Al-Otoom, A.; Allawzi, M.; Al-Omari, N.; Al-Hsienat, E. Bitumen recovery from Jordanian oil sand by froth flotation using petroleum cycles oil cuts. Energy 2010, 35, 4217–4225. [Google Scholar] [CrossRef]
- Ramaswamy, B.; Kar, D.D.; De, S. A study on recovery of oil from sludge containing oil using froth flotation. J. Environ. Manag. 2007, 85, 150–154. [Google Scholar] [CrossRef]
- Guo, S.; Li, G.; Qu, J.; Liu, X. Improvement of acidification on dewaterability of oily sludge from flotation. Chem. Eng. J. 2011, 168, 746–751. [Google Scholar] [CrossRef]
- Li, H.; Zhou, Z.A.; Xu, Z.; Masliyah, J.H. Role of Acidified Sodium Silicate in Low Temperature Bitumen Extraction from Poor-Processing Oil Sand Ores. Ind. Eng. Chem. Res. 2005, 44, 4753–4761. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, J.; Cao, Y.; Wang, Y. Effects of particle size on lignite reverse flotation kinetics in the presence of sodium chloride. Powder Technol. 2013, 246, 658–663. [Google Scholar] [CrossRef]
- Gautam, P.; Bajagain, R.; Jeong, S.-W. Combined effects of soil particle size with washing time and soil-to-water ratio on removal of total petroleum hydrocarbon from fuel contaminated soil. Chemosphere 2020, 250, 126206. [Google Scholar] [CrossRef] [PubMed]
- Mousset, E.; Oturan, M.A.; van Hullebusch, E.D.; Guibaud, G.; Esposito, G. Soil Washing/Flushing Treatments of Organic Pollutants Enhanced by Cyclodextrins and Integrated Treatments: State of the Art. Crit. Rev. Environ. Sci. Technol. 2014, 44, 705–795. [Google Scholar] [CrossRef]
- Ni, C.; Xie, G.; Jin, M.; Peng, Y.; Xia, W. The difference in flotation kinetics of various size fractions of bituminous coal between rougher and cleaner flotation processes. Powder Technol. 2016, 292, 210–216. [Google Scholar] [CrossRef]
- Anzoom, S.J.; Tripathy, S.K.; Sahu, L.; Bhattacharya, S.; Mukherjee, A. Influence of impeller speed and cell volume on coal flotation performance in a self-aerating flotation machine. Adv. Powder Technol. 2020, 31, 4053–4063. [Google Scholar] [CrossRef]
- Mu, B.; Zhu, W.; Zhong, J.; Chen, L.; Lin, N.; Wang, C.; Chen, S.; Li, Z. Mechanism of separation and removal of water from oily sludge using liquid dimethyl ether to dissolve hydrocarbons. Chemosphere 2021, 279, 130452. [Google Scholar] [CrossRef] [PubMed]
- Tao, X.; Liu, Y.; Jiang, H.; Chen, R. Microbubble generation with shear flow on large-area membrane for fine particle flotation. Chem. Eng. Process.-Process Intensif. 2019, 145, 107671. [Google Scholar] [CrossRef]
- Fan, M.; Tao, D.; Honaker, R.; Luo, Z. Nanobubble generation and its application in froth flotation (part I): Nanobubble generation and its effects on properties of microbubble and millimeter scale bubble solutions. Min. Sci. Technol. 2010, 20, 1–19. [Google Scholar] [CrossRef]
- Girgin, E.; Do, S.; Gomez, C.O.; Finch, J. Bubble size as a function of impeller speed in a self-aeration laboratory flotation cell. Miner. Eng. 2006, 19, 201–203. [Google Scholar] [CrossRef]
- Koh, P.T.L.; Schwarz, M.P. CFD model of a self-aerating flotation cell. Int. J. Miner. Process. 2007, 85, 16–24. [Google Scholar] [CrossRef] [Green Version]
- Lu, Z.; Liu, W.; Bao, M.; Zhao, L.; Sun, X.; Lu, J.; Li, Y. Oil recovery from polymer-containing oil sludge in oilfield by thermochemical cleaning treatment. Colloids Surf. A Physicochem. Eng. Asp. 2021, 611, 125887. [Google Scholar] [CrossRef]
- Lv, X.; Song, Z.; Yu, J.; Su, Y.; Zhao, X.; Sun, J.; Mao, Y.; Wang, W. Study on the demulsification of refinery oily sludge enhanced by microwave irradiation. Fuel 2020, 279, 118417. [Google Scholar] [CrossRef]
- Amini, E.; Bradshaw, D.J.; Finch, J.; Brennan, M. Influence of turbulence kinetic energy on bubble size in different scale flotation cells. Miner. Eng. 2013, 45, 146–150. [Google Scholar] [CrossRef]
- Shahbazi, B.; Rezai, B.; Javad Koleini, S.M. The effect of hydrodynamic parameters on probability of bubble–particle collision and attachment. Miner. Eng. 2009, 22, 57–63. [Google Scholar] [CrossRef]
- Wu, X.; Leung, D.Y.C. Optimization of biodiesel production from camelina oil using orthogonal experiment. Appl. Energy 2011, 88, 3615–3624. [Google Scholar] [CrossRef]
- Wu, X.-F.; Qin, H.-B.; Zheng, Y.-X.; Zhang, Y.; Chen, W.; Zuo, J.Y.; Sun, C.-Y.; Chen, G.-J. A novel method for recovering oil from oily sludge via water-enhanced CO2 extraction. J. CO2 Util. 2019, 33, 513–520. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| OS Sample | Elemental Composition (wt%) | Four Components (wt%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| C | H | S | N | O | Saturates | Aromatics | Resins | Asphaltenes | |
| OSS | 74.5 | 9.6 | 2.6 | 0.5 | 12.8 | 57.5 | 30.5 | 6.8 | 5.2 |
| OST | 81.6 | 10.6 | 2.4 | 0.4 | 5.0 | 55.3 | 28.8 | 9.3 | 6.6 |
| OS Sample | Mineral Composition (%) | Particle Size Distribution (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | SO3 | K2O | MgO | Others a | 0–10 μm | 10–30 μm | 30–100 μm | |
| OSS | 49.0 | 14.0 | 11.6 | 7.7 | 7.3 | 2.7 | 2.4 | 5.3 | 62.4 | 24.5 | 13.1 |
| OST | 55.4 | 15.0 | 6.1 | 6.9 | 5.3 | 2.9 | 2.5 | 5.9 | 3.0 | 79.5 | 17.5 |
| Level | Parameters | ||||
|---|---|---|---|---|---|
| Flotation Time (min) | Concentration (mg/L) | Temperature (°C) | Impeller Speed (r/min) | The Ratio of Liquid to OS | |
| Tt | Cc | Tp | Rs | L/OS | |
| 1 | 10 | 100 | 24 | 1220 | 19:1 |
| 2 | 25 | 400 | 33 | 1340 | 12:1 |
| 3 | 40 | 700 | 42 | 1460 | 5:1 |
| Trial No. | Parameters | Oil Content of | |||||
|---|---|---|---|---|---|---|---|
| OSS Residue | OST Residue | ||||||
| Tt | Cc | Tp | Rs | L/OS | Yi | Gi | |
| 1 | 10 | 100 | 24 | 1220 | 19:1 | 1.8 | 15.7 |
| 2 | 10 | 400 | 33 | 1340 | 12:1 | 1.4 | 7.7 |
| 3 | 10 | 700 | 42 | 1460 | 5:1 | 1.4 | 2.2 |
| 4 | 25 | 100 | 24 | 1340 | 12:1 | 1.1 | 2.4 |
| 5 | 25 | 400 | 33 | 1460 | 19:1 | 0.6 | 1.2 |
| 6 | 25 | 700 | 42 | 1220 | 5:1 | 4.8 | 10.0 |
| 7 | 40 | 100 | 33 | 1220 | 5:1 | 5.7 | 15.1 |
| 8 | 40 | 400 | 42 | 1340 | 19:1 | 1.0 | 1.8 |
| 9 | 40 | 700 | 24 | 1460 | 12:1 | 0.7 | 1.3 |
| 10 | 10 | 100 | 42 | 1460 | 12:1 | 1.2 | 2.7 |
| 11 | 10 | 400 | 24 | 1220 | 5:1 | 4.0 | 17.5 |
| 12 | 10 | 700 | 42 | 1340 | 19:1 | 1.8 | 3.4 |
| 13 | 25 | 100 | 33 | 1460 | 19:1 | 1.1 | 1.2 |
| 14 | 25 | 400 | 42 | 1220 | 12:1 | 3.9 | 10.4 |
| 15 | 25 | 700 | 24 | 1340 | 5:1 | 0.7 | 3.0 |
| 16 | 40 | 100 | 42 | 1340 | 5:1 | 0.7 | 2.3 |
| 17 | 40 | 400 | 24 | 1460 | 19:1 | 0.8 | 1.4 |
| 18 | 40 | 700 | 33 | 1220 | 12:1 | 7.7 | 13.5 |
| Value Name | Oil Content of OSS Residue | Oil Content of OST Residue | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tt | Cc | Tp | Rs | L/OS | Tt | Cc | Tp | Rs | L/OS | |
| 1.9 | 1.9 | 1.5 | 4.7 | 1.2 | 8.2 | 6.6 | 6.9 | 13.7 | 4.1 | |
| 2.0 | 1.8 | 3.0 | 1.1 | 2.7 | 4.7 | 6.6 | 7.0 | 3.4 | 6.3 | |
| 2.8 | 2.9 | 2.2 | 1.0 | 2.9 | 5.9 | 5.6 | 4.9 | 1.7 | 8.3 | |
| Rj | 0.8 | 1.0 | 1.5 | 3.7 | 1.7 | 3.5 | 1.1 | 2.1 | 12.0 | 4.2 |
| Ranking of influencing parameters | Rs > L/OS > Tp > Cc > Tt | Rs > L/OS > Tt > Tp > Cc | ||||||||
| Correlation | ||||||||
|---|---|---|---|---|---|---|---|---|
| Tt | Cc | Tp | Rs | L/OS | Oil Content of OSS Residue | Oil Content of OST Residue | ||
| Tt | Pearson Correlation | 1 | 0.000 | 0.000 | 0.000 | 0.000 | 0.169 | −0.166 |
| Sig. (2-tailed) | 1.000 | 1.000 | 1.000 | 1.000 | 0.503 | 0.511 | ||
| N | 18 | 18 | 18 | 18 | 18 | 18 | 18 | |
| Cc | Pearson Correlation | 0.000 | 1 | 0.000 | 0.000 | −0.167 | 0.186 | −0.072 |
| Sig. (2-tailed) | 1.000 | 1.000 | 1.000 | 0.509 | 0.461 | 0.776 | ||
| N | 18 | 18 | 18 | 18 | 18 | 18 | 18 | |
| Tp | Pearson Correlation | 0.000 | 0.000 | 1 | 0.000 | −0.167 | 0.132 | −0.143 |
| Sig. (2-tailed) | 1.000 | 1.000 | 1.000 | 0.509 | 0.602 | 0.571 | ||
| N | 18 | 18 | 18 | 18 | 18 | 18 | 18 | |
| Rs | Pearson Correlation | 0.000 | 0.000 | 0.000 | 1 | 0.333 | −0.746 ** | −0.868 ** |
| Sig. (2-tailed) | 1.000 | 1.000 | 1.000 | 0.177 | 0.000 | 0.000 | ||
| N | 18 | 18 | 18 | 18 | 18 | 18 | 18 | |
| L/OS | Pearson Correlation | 0.000 | −0.167 | −0.167 | 0.333 | 1 | −0.350 | −0.305 |
| Sig. (2-tailed) | 1.000 | 0.509 | 0.509 | 0.177 | 0.155 | 0.218 | ||
| N | 18 | 18 | 18 | 18 | 18 | 18 | 18 | |
| Oil content of OSS residue | Pearson Correlation | 0.169 | 0.186 | 0.132 | −0.746 ** | −0.350 | 1 | 0.775 ** |
| Sig. (2-tailed) | 0.503 | 0.461 | 0.602 | 0.000 | 0.155 | 0.000 | ||
| N | 18 | 18 | 18 | 18 | 18 | 18 | 18 | |
| Oil content of OST residue | Pearson Correlation | −0.166 | −0.072 | −0.143 | −0.868 ** | −0.305 | 0.775 ** | 1 |
| Sig. (2-tailed) | 0.511 | 0.776 | 0.571 | 0.000 | 0.218 | 0.000 | ||
| N | 18 | 18 | 18 | 18 | 18 | 18 | 18 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Lin, H.; Yang, Y.; Shang, Z.; Li, Q.; Ma, Y.; Liu, A.; Jiang, M. Enhanced Separation of Oil and Solids in Oily Sludge by Froth Flotation at Normal Temperature. Processes 2021, 9, 2163. https://doi.org/10.3390/pr9122163
Li W, Lin H, Yang Y, Shang Z, Li Q, Ma Y, Liu A, Jiang M. Enhanced Separation of Oil and Solids in Oily Sludge by Froth Flotation at Normal Temperature. Processes. 2021; 9(12):2163. https://doi.org/10.3390/pr9122163
Chicago/Turabian StyleLi, Wenying, Hongyang Lin, Yang Yang, Zhenxiao Shang, Qiuhong Li, Yanfei Ma, Aiju Liu, and Man Jiang. 2021. "Enhanced Separation of Oil and Solids in Oily Sludge by Froth Flotation at Normal Temperature" Processes 9, no. 12: 2163. https://doi.org/10.3390/pr9122163