
Testing the PTT Rheological Model for Extrusion of Virgin and Composite Materials in View of Enhanced Conductivity and Mechanical Recycling Potential

 , and
, and
Abstract
:1. Introduction
2. Modeling Section
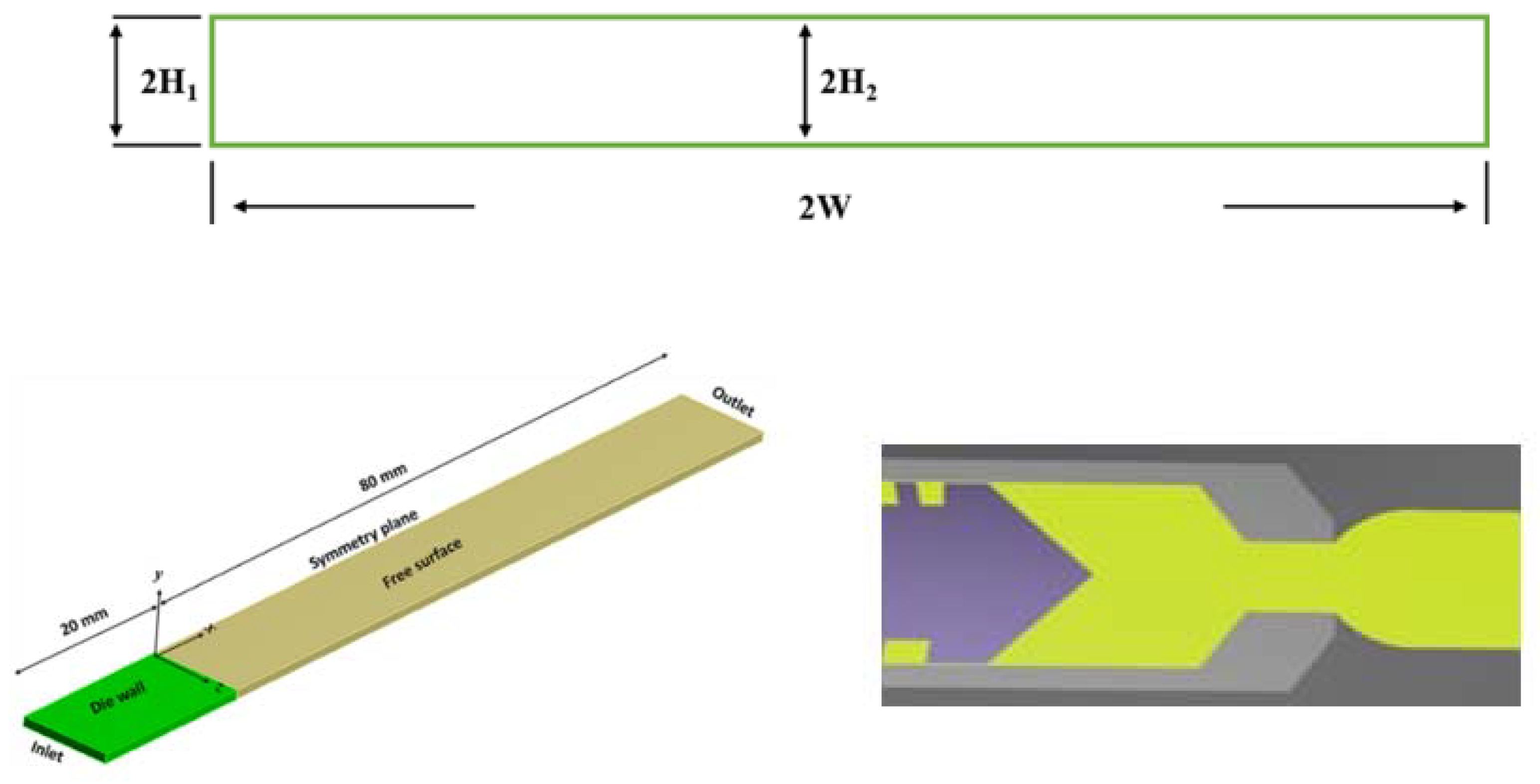
2.1. Geometric Parameters
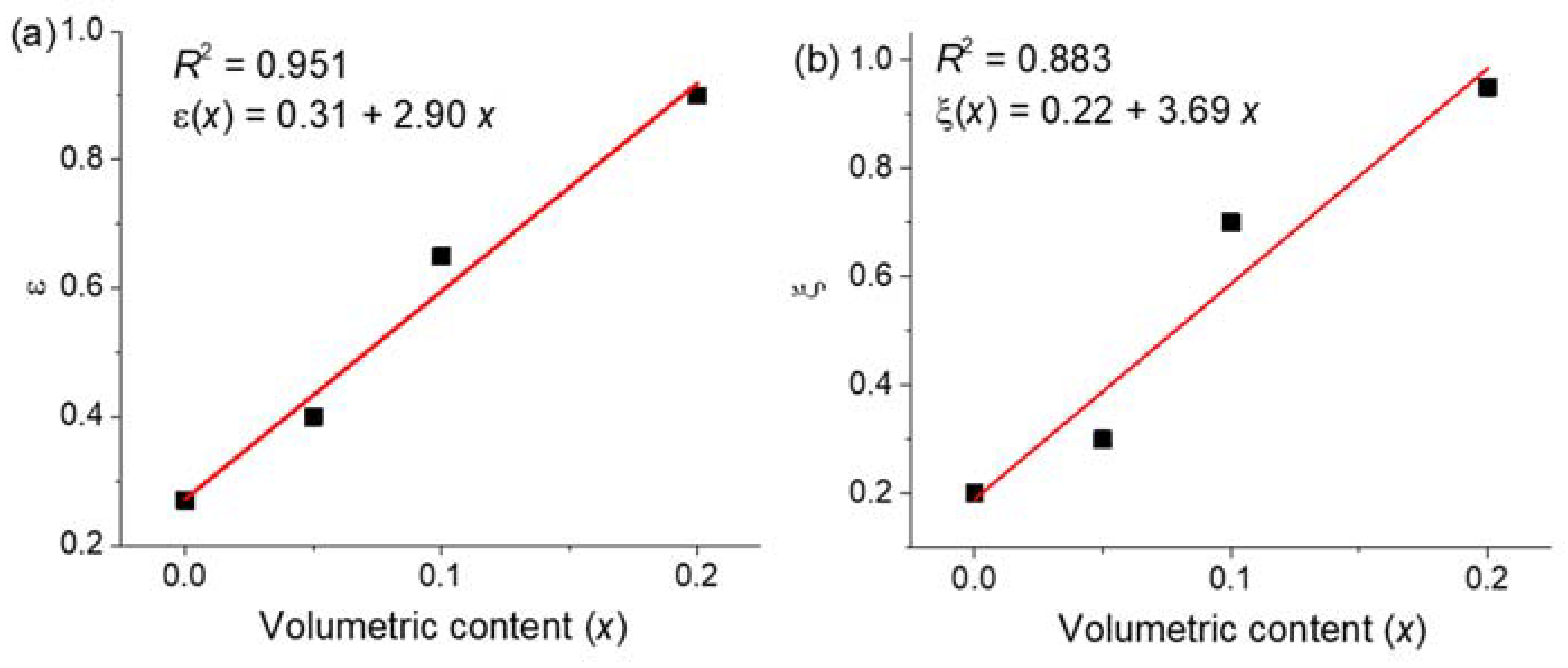
2.2. PTT Constitutive Model
2.3. Boundary Conditions and Numerical Method
3. Experimental Section
3.1. Materials
3.2. Rheological Measurements
3.3. Data Recording for Die Swell
4. Results and Discussion
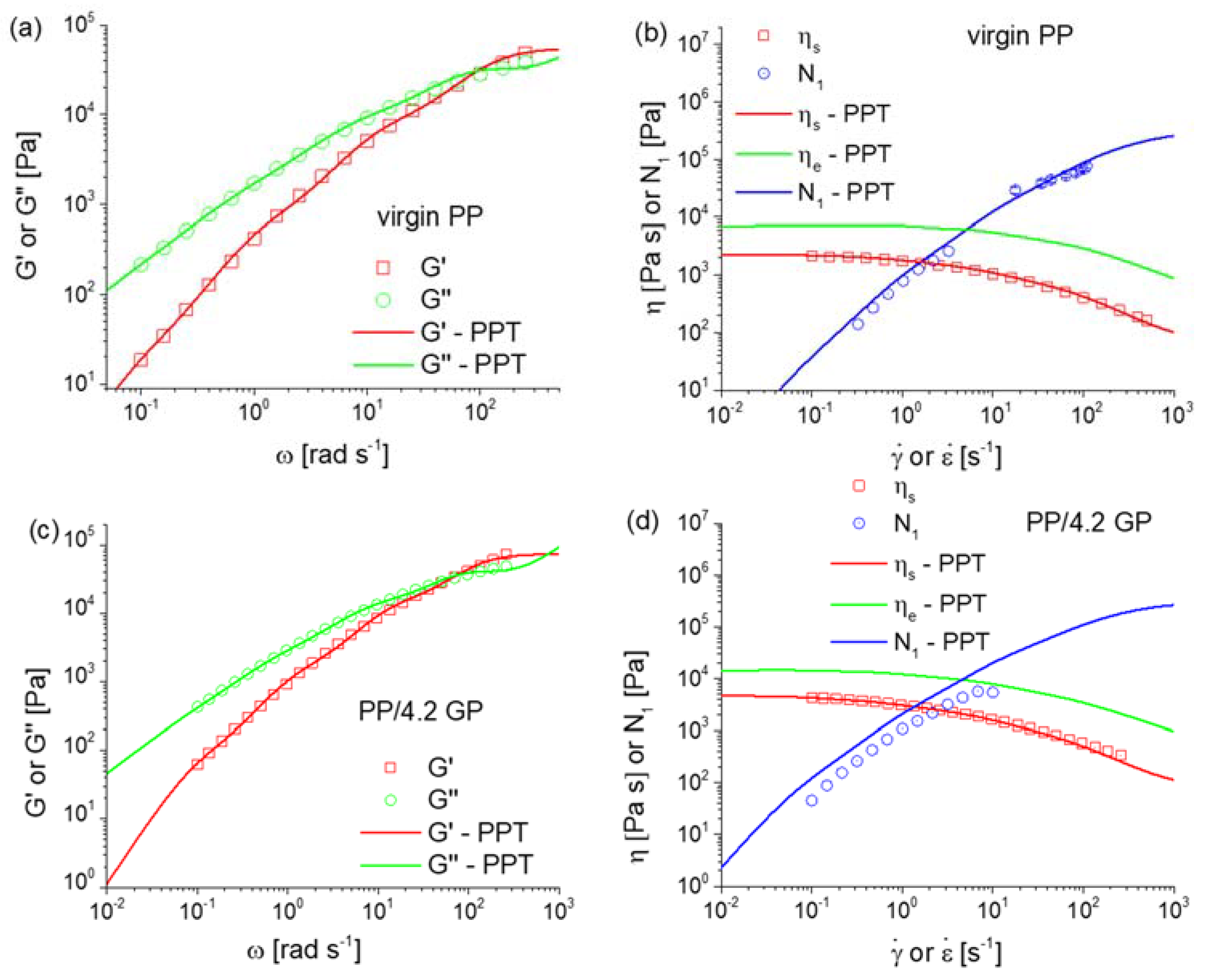
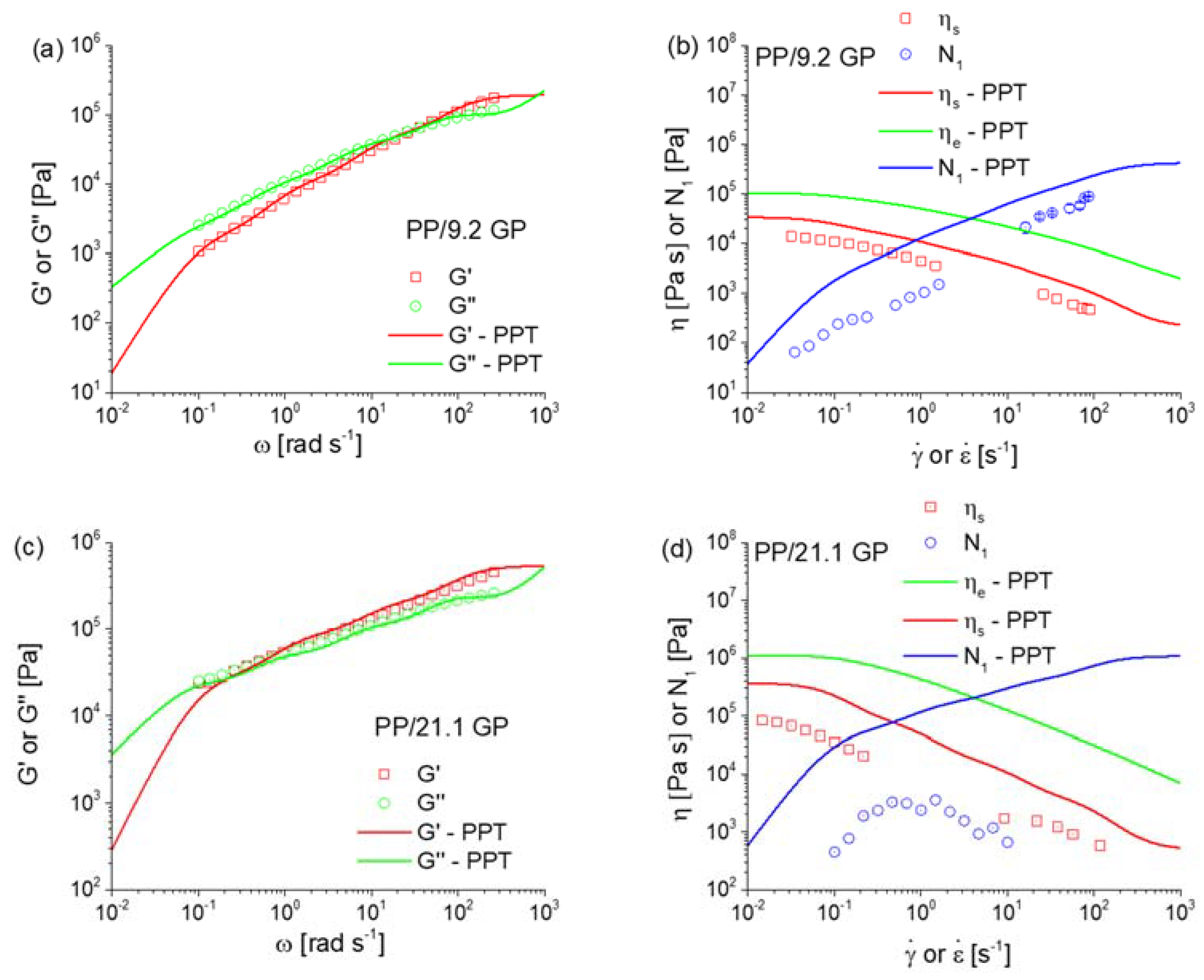
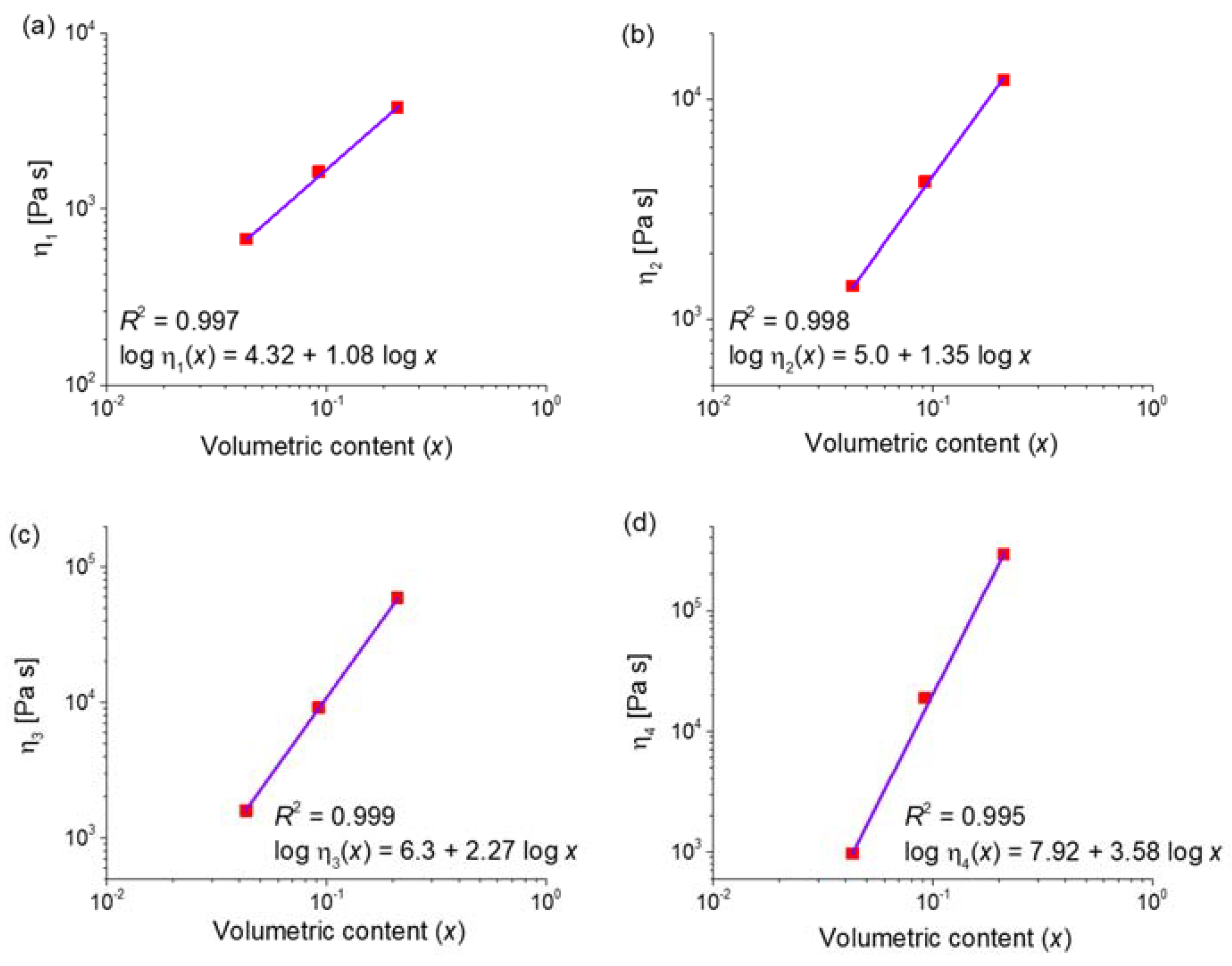
4.1. Rheological Analysis at Low and High Filler Contents
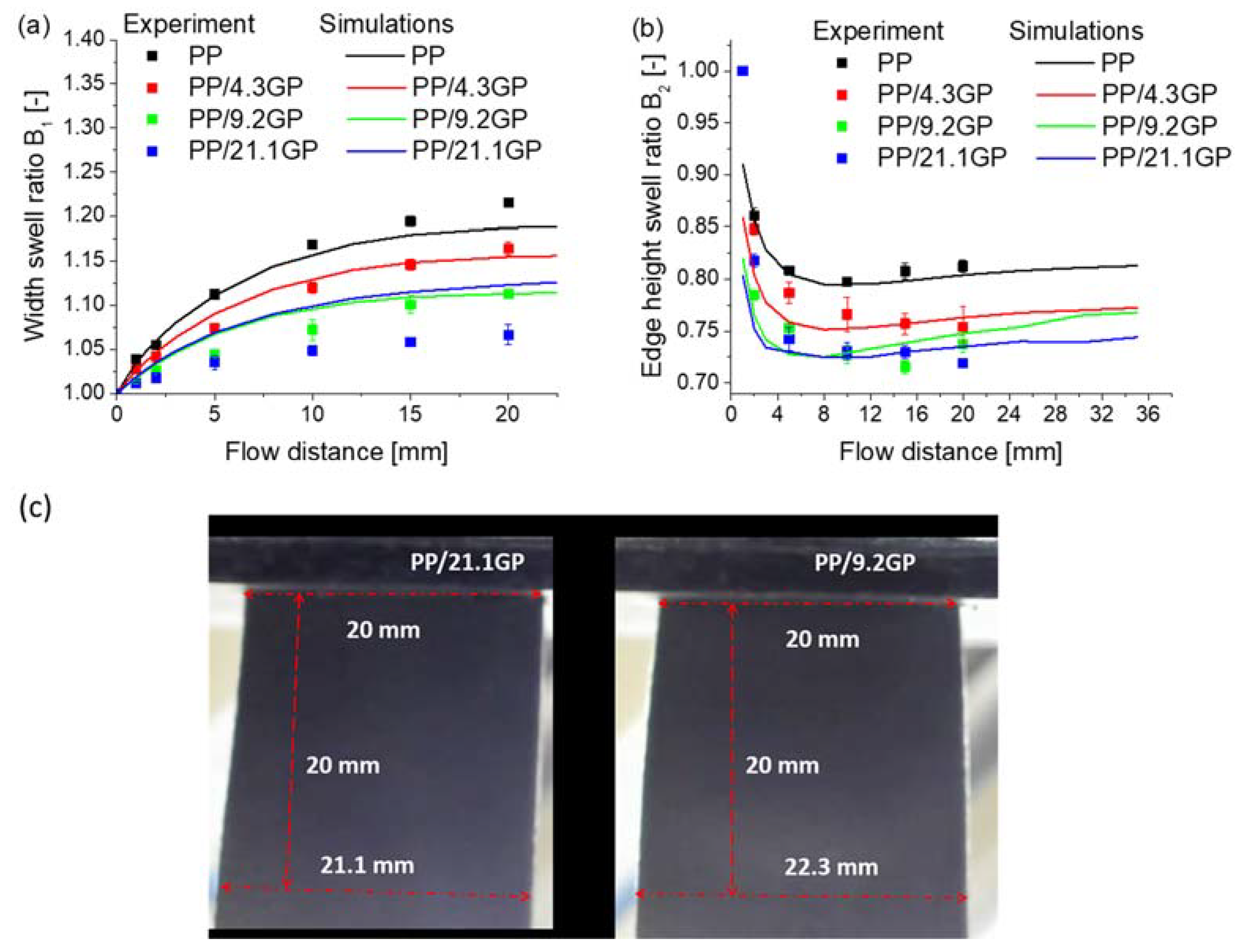
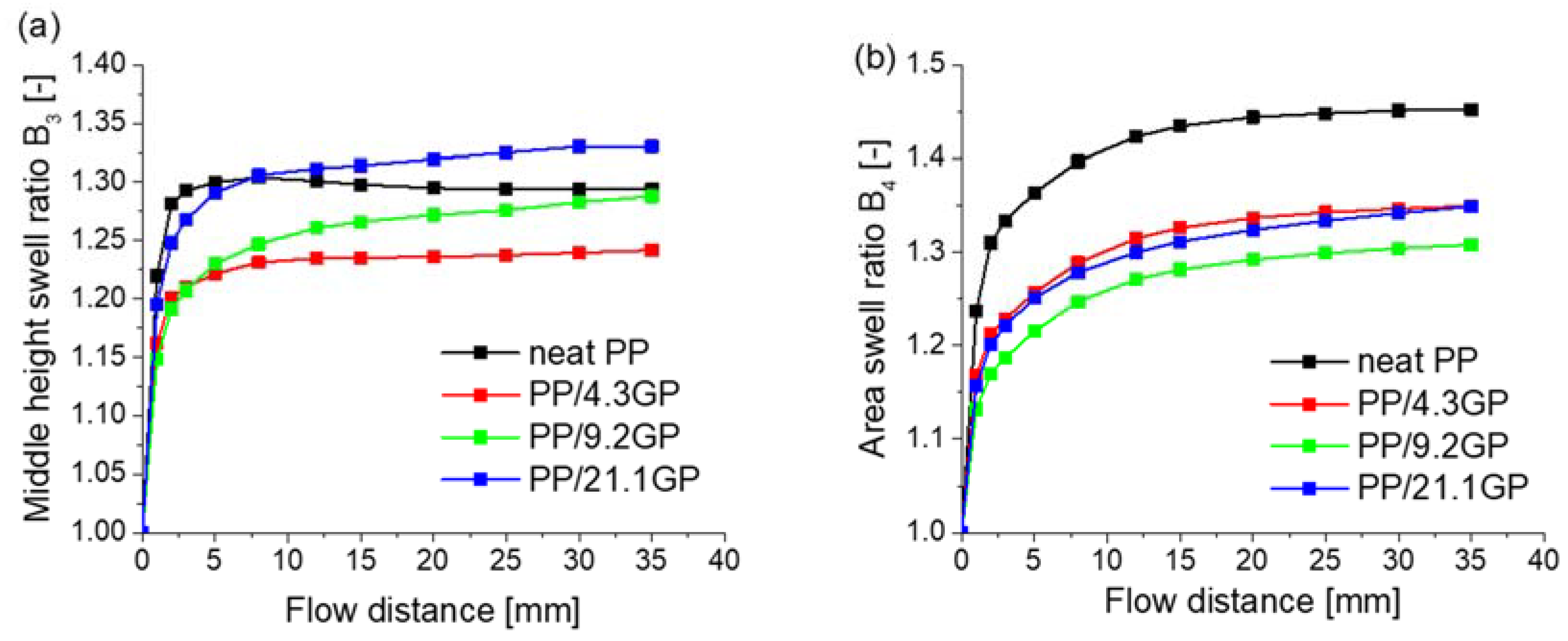
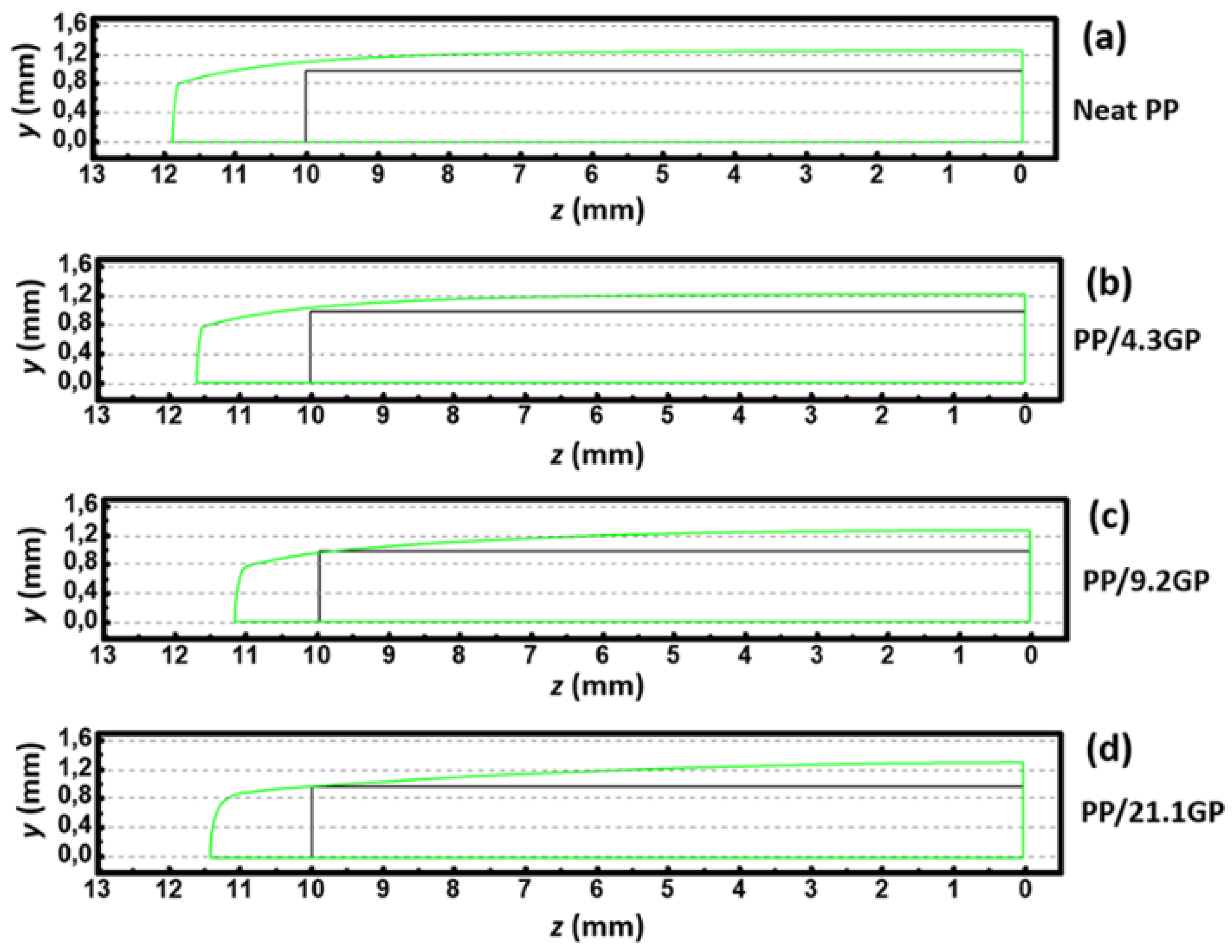
4.2. Impact of Filler Content on Extrudate Swell
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wieme, T.; Tang, D.; Delva, L.; D’hooge, D.R.; Cardon, L. The relevance of material and processing parameters on the thermal conductivity of thermoplastic composites. Polym. Eng. Sci. 2018, 58, 466–474. [Google Scholar] [CrossRef] [Green Version]
- Velayudhan, S.; Ramesh, P.; Sunny, M.; Varma, H. Extrusion of hydroxyapatite to clinically significant shapes. Mater. Lett. 2000, 46, 142–146. [Google Scholar] [CrossRef]
- Miller, E.; Rothstein, J.P. Control of the sharkskin instability in the extrusion of polymer melts using induced temperature gradients. Rheol. Acta 2004, 44, 160–173. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Tomkovic, T.; Liu, G.; Doufas, A.A.; Hatzikiriakos, S.G. Melt fracture of linear low-density polyethylenes: Die geometry and molecular weight characteristics. Phys. Fluids 2018, 30, 053103. [Google Scholar] [CrossRef]
- Tian, H.; Zhao, D.; Wang, M.; Jin, G.; Jin, Y. Study on extrudate swell of polypropylene in double-lumen micro profile extrusion. J. Mater. Process. Technol. 2015, 225, 357–368. [Google Scholar] [CrossRef]
- De Keer, L.; Kilic, K.I.; Van Steenberge, P.H.; Daelemans, L.; Kodura, D.; Frisch, H.; De Clerck, K.; Reyniers, M.-F.; Barner-Kowollik, C.; Dauskardt, R.H. Computational prediction of the molecular configuration of three-dimensional network polymers. Nat. Mater. 2021, 20, 1422–1430. [Google Scholar] [CrossRef]
- Gilbert, M. Plastics materials: Introduction and historical development. In Brydson’s Plastics Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–18. [Google Scholar]
- Teoh, S.; Tang, Z.; Hastings, G.W. Thermoplastic polymers in biomedical applications: Structures, properties and processing. In Handbook of Biomaterial Properties; Springer: Berlin/Heidelberg, Germany, 1998; pp. 270–301. [Google Scholar]
- Amangeldi, M.; Wei, D.; Perveen, A.; Zhang, D. Numerical Modeling of Thermal Flows in Entrance Channels for Polymer Extrusion: A Parametric Study. Processes 2020, 8, 1256. [Google Scholar] [CrossRef]
- Trucillo, P. Drug Carriers: Classification, Administration, Release Profiles, and Industrial Approach. Processes 2021, 9, 470. [Google Scholar] [CrossRef]
- T’Joen, C.; Park, Y.; Wang, Q.; Sommers, A.; Han, X.; Jacobi, A. A review on polymer heat exchangers for HVAC&R applications. Int. J. Refrig. 2009, 32, 763–779. [Google Scholar]
- Chen, X.; Su, Y.; Reay, D.; Riffat, S. Recent research developments in polymer heat exchangers—A review. Renew. Sustain. Energy Rev. 2016, 60, 1367–1386. [Google Scholar] [CrossRef]
- Luo, W.; Cheng, C.; Zhou, S.; Zou, H.; Liang, M. Thermal, electrical and rheological behavior of high-density polyethylene/graphite composites. Iran. Polym. J. 2015, 24, 573–581. [Google Scholar] [CrossRef]
- Tu, H.; Ye, L. Thermal conductive PS/graphite composites. Polym. Adv. Technol. 2009, 20, 21–27. [Google Scholar] [CrossRef]
- Muratov, D.; Kuznetsov, D.; Il’Inykh, I.; Mazov, I.; Stepashkin, A.; Tcherdyntsev, V. Thermal conductivity of polypropylene filled with inorganic particles. J. Alloys Compd. 2014, 586, S451–S454. [Google Scholar] [CrossRef]
- Zhou, W.; Qi, S.; Li, H.; Shao, S. Study on insulating thermal conductive BN/HDPE composites. Thermochim. Acta 2007, 452, 36–42. [Google Scholar] [CrossRef]
- Ma, A.; Wu, Y.; Chen, W.; Wu, X. Preparation and properties of multi-walled carbon nanotubes/carbon fiber/epoxy composites. Polym. Compos. 2014, 35, 2150–2153. [Google Scholar] [CrossRef]
- Fiorio, R.; Villanueva Díez, S.; Sánchez, A.; D’hooge, D.R.; Cardon, L. Influence of different stabilization systems and multiple ultraviolet A (UVA) aging/recycling steps on physicochemical, mechanical, colorimetric, and thermal-oxidative properties of ABS. Materials 2020, 13, 212. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vollmer, I.; Jenks, M.J.; Roelands, M.C.; White, R.J.; van Harmelen, T.; de Wild, P.; van Der Laan, G.P.; Meirer, F.; Keurentjes, J.T.; Weckhuysen, B.M. Beyond mechanical recycling: Giving new life to plastic waste. Angew. Chem. Int. Ed. 2020, 59, 15402–15423. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sunaga, Y.; Ogoe, S.; Aoki, K.; Ito, H.; Teramoto, Y. Profitable mass-production of acid-modified recovered resins for value-added mechanical recycling as a compatibilizer for composites. ACS Sustain. Chem. Eng. 2018, 6, 12110–12118. [Google Scholar] [CrossRef]
- Ferreira, C.T.; Perez, C.A.; Hirayama, D.; Saron, C. Recycling of polyamide (PA) from scrap tires as composites and blends. J. Environ. Chem. Eng. 2013, 1, 762–767. [Google Scholar] [CrossRef]
- Nimmegeers, P.; Parchomenko, A.; De Meulenaere, P.; D’hooge, D.R.; Van Steenberge, P.H.; Rechberger, H.; Billen, P. Extending multilevel statistical entropy analysis towards plastic recyclability prediction. Sustainability 2021, 13, 3553. [Google Scholar] [CrossRef]
- Liang, J.; Chen, C.; Zhou, T.; Zou, S.; Huang, W.; Tsui, C.; Tang, C.; Mišković-Stanković, V. Melt extrudate swell behavior of multi-walled carbon nanotubes filled-polypropylene composites. Polym. Compos. 2015, 38, 2433–2439. [Google Scholar] [CrossRef]
- Liang, J.-Z. Effects of particle size on melt viscoelastic properties during capillary extrusion of glass bead-filled LDPE composites. J. Thermoplast. Compos. Mater. 2006, 19, 703–713. [Google Scholar] [CrossRef]
- Liang, J.-Z.; Yang, J.; Tang, C.-Y. Die-swell behavior of PP/Al(OH)3/Mg(OH)2 flame retardant composite melts. Polym. Test. 2010, 29, 624–628. [Google Scholar] [CrossRef]
- Sentmanat, M.; Hatzikiriakos, S.G. Mechanism of gross melt fracture elimination in the extrusion of polyethylenes in the presence of boron nitride. Rheol. Acta 2004, 43, 624–633. [Google Scholar] [CrossRef]
- Allal, A.; Vergnes, B. Molecular design to eliminate sharkskin defect for linear polymers. J. Non-Newton. Fluid Mech. 2007, 146, 45–50. [Google Scholar] [CrossRef]
- Allal, A.; Lavernhe, A.; Vergnes, B.; Marin, G. Relationships between molecular structure and sharkskin defect for linear polymers. J. Non-Newton. Fluid Mech. 2006, 134, 127–135. [Google Scholar] [CrossRef]
- Ariffin, A.; Ariff, Z.; Jikan, S. Evaluation on extrudate swell and melt fracture of polypropylene/kaolin composites at high shear stress. J. Reinf. Plast. Compos. 2011, 30, 609–619. [Google Scholar] [CrossRef]
- Liang, J.Z.; Feng, J.Q.; Tsui, C.P.; Tang, C.Y. Extrudate swell behavior of polypropylene composites filled with microencapsulated red phosphorus. J. Appl. Polym. Sci. 2013, 129, 3497–3501. [Google Scholar] [CrossRef]
- Dangtungee, R.; Supaphol, P. Melt rheology and extrudate swell of titanium (IV) oxide nanoparticle-filled isotactic polypropylene: Effects of content and surface characteristics. Polym. Test. 2008, 27, 951–956. [Google Scholar] [CrossRef]
- Aral, B.K.; Kalyon, D.M. Viscoelastic material functions of noncolloidal suspensions with spherical particles. J. Rheol. 1997, 41, 599–620. [Google Scholar] [CrossRef]
- Stabik, J. Influence of filler particle geometry on die swell. Int. Polym. Process. 2004, 19, 350–355. [Google Scholar] [CrossRef]
- Tang, D.; Marchesini, F.H.; Cardon, L.; D’hooge, D.R. Evaluating the exit pressure method for measurements of normal stress difference at high shear rates. J. Rheol. 2020, 64, 739–750. [Google Scholar] [CrossRef]
- Tang, D.; Marchesini, F.H.; D’hooge, D.R.; Cardon, L. Isothermal flow of neat polypropylene through a slit die and its die swell: Bridging experiments and 3D numerical simulations. J. Non-Newton. Fluid Mech. 2019, 266, 33–45. [Google Scholar] [CrossRef]
- Tang, D.; Marchesini, F.H.; Cardon, L.; D’hooge, D.R. Three-dimensional flow simulations for polymer extrudate swell out of slit dies from low to high aspect ratios. Phys. Fluids 2019, 31, 093103. [Google Scholar] [CrossRef]
- Kiriakidis, D.; Mitsoulis, E. Viscoelastic simulations of extrudate swell for an HDPE melt through slit and capillary dies. Adv. Polym. Technol. 1993, 12, 107–117. [Google Scholar] [CrossRef]
- Kádár, R.; Naue, I.F.; Wilhelm, M. First normal stress difference and in-situ spectral dynamics in a high sensitivity extrusion die for capillary rheometry via the ‘hole effect’. Polymer 2016, 104, 193–203. [Google Scholar] [CrossRef]
- Macosko, C.W.; Larson, R.G. Rheology: Principles, Measurements, and Applications; Wiley: New York, NY, USA, 1994; pp. 1–550. [Google Scholar]
- Meissner, J.; Garbella, R.; Hostettler, J. Measuring normal stress differences in polymer melt shear flow. J. Rheol. 1989, 33, 843–864. [Google Scholar] [CrossRef]
- Mitsoulis, E.; Luger, H.-J.; Miethlinger, J.; Friesenbichler, W. Flow Behavior of a Polypropylene Melt in Capillary Dies. Int. Polym. Process. 2018, 33, 642–651. [Google Scholar] [CrossRef]
- Konaganti, V.; Behzadfar, E.; Ansari, M.; Mitsoulis, E.; Hatzikiriakos, S. Extrudate swell of high density polyethylenes in slit (flat) dies. Int. Polym. Process. 2016, 31, 262–272. [Google Scholar] [CrossRef]
- Barnes, H.A. A review of the rheology of filled viscoelastic systems. Rheol. Rev. 2003, 1–36. [Google Scholar]
- Ohl, N.; Gleissle, W. The second normal stress difference for pure and highly filled viscoelastic fluids. Rheol. Acta 1992, 31, 294–305. [Google Scholar] [CrossRef]
- Prashantha, K.; Soulestin, J.; Lacrampe, M.; Krawczak, P.; Dupin, G.; Claes, M. Masterbatch-based multi-walled carbon nanotube filled polypropylene nanocomposites: Assessment of rheological and mechanical properties. Compos. Sci. Technol. 2009, 69, 1756–1763. [Google Scholar] [CrossRef]
- Hristov, V.; Takacs, E.; Vlachopoulos, J. Surface tearing and wall slip phenomena in extrusion of highly filled HDPE/wood flour composites. Polym. Eng. Sci. 2006, 46, 1204–1214. [Google Scholar] [CrossRef]
- Konaganti, V.K.; Ansari, M.; Mitsoulis, E.; Hatzikiriakos, S.G. Extrudate swell of a high-density polyethylene melt: II. Modeling using integral and differential constitutive equations. J. Non-Newton. Fluid Mech. 2015, 225, 94–105. [Google Scholar] [CrossRef]
- Normandin, M.; Clermont, J.-R.; Guillet, J.; Raveyre, C. Three-dimensional extrudate swell experimental and numerical study of a polyethylene melt obeying a memory-integral equation. J. Non-Newton. Fluid Mech. 1999, 87, 1–25. [Google Scholar] [CrossRef]
- Yang, C.; Li, Z. A study of wall slip in the capillary flow of a filled rubber compound. Polym. Test. 2014, 37, 45–50. [Google Scholar] [CrossRef]
- Tang, D.; Marchesini, F.H.; Cardon, L.; D’hooge, R.D. The impact of upstream contraction flow on three-dimensional polymer extrudate swell from slit dies. J. Non-Newton. Fluid Mech. 2020, 282, 104337. [Google Scholar] [CrossRef]
- Spanjaards, M.; Hulsen, M.; Anderson, P. Transient 3D finite element method for predicting extrudate swell of domains containing sharp edges. J. Non-Newton. Fluid Mech. 2019, 270, 79–95. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PTT Model | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Mode | λi | ηi | εi | ξi | |||||
| Neat PP a | 1 | λ1 | 0.01 | η1 | 536 | ε1 | 0.3 | ξ1 | 0.2 |
| 2 | λ2 | 0.1 | η2 | 816 | ε2 | 0.3 | ξ2 | 0.2 | |
| 3 | λ3 | 1 | η3 | 707 | ε3 | 0.3 | ξ3 | 0.2 | |
| 4 | λ4 | 10 | η4 | 220 | ε4 | 0.3 | ξ4 | 0.2 | |
| PP/4.3GP | 1 | λ1 | 0.01 | η1 | 670 | ε1 | 0.4 | ξ1 | 0.3 |
| 2 | λ2 | 0.1 | η2 | 1417 | ε2 | 0.4 | ξ2 | 0.3 | |
| 3 | λ3 | 1 | η3 | 1590 | ε3 | 0.4 | ξ3 | 0.3 | |
| 4 | λ4 | 10 | η4 | 970 | ε4 | 0.4 | ξ4 | 0.3 | |
| PP/9.2GP | 1 | λ1 | 0.01 | η1 | 1620 | ε1 | 0.65 | ξ1 | 0.7 |
| 2 | λ2 | 0.1 | η2 | 4192 | ε2 | 0.65 | ξ2 | 0.7 | |
| 3 | λ3 | 1 | η3 | 9183 | ε3 | 0.65 | ξ3 | 0.7 | |
| 4 | λ4 | 10 | η4 | 18,818 | ε4 | 0.65 | ξ4 | 0.7 | |
| PP/21.1GP | 1 | λ1 | 0.01 | η1 | 3766 | ε1 | 0.9 | ξ1 | 0.95 |
| 2 | λ2 | 0.1 | η2 | 12,232 | ε2 | 0.9 | ξ2 | 0.95 | |
| 3 | λ3 | 1 | η3 | 58,956 | ε3 | 0.9 | ξ3 | 0.95 | |
| 4 | λ4 | 10 | η4 | 292,851 | ε4 | 0.9 | ξ4 | 0.95 | |
| (Pa s) | ||
|---|---|---|
| 1.08 | ||
| 1.35 | ||
| 2.27 | ||
| 3.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Edeleva, M.; Tang, D.; Van Waeleghem, T.; Marchesini, F.H.; Cardon, L.; D’hooge, D.R. Testing the PTT Rheological Model for Extrusion of Virgin and Composite Materials in View of Enhanced Conductivity and Mechanical Recycling Potential. Processes 2021, 9, 1969. https://doi.org/10.3390/pr9111969
Edeleva M, Tang D, Van Waeleghem T, Marchesini FH, Cardon L, D’hooge DR. Testing the PTT Rheological Model for Extrusion of Virgin and Composite Materials in View of Enhanced Conductivity and Mechanical Recycling Potential. Processes. 2021; 9(11):1969. https://doi.org/10.3390/pr9111969
Chicago/Turabian StyleEdeleva, Mariya, Dahang Tang, Tom Van Waeleghem, Flávio H. Marchesini, Ludwig Cardon, and Dagmar R. D’hooge. 2021. "Testing the PTT Rheological Model for Extrusion of Virgin and Composite Materials in View of Enhanced Conductivity and Mechanical Recycling Potential" Processes 9, no. 11: 1969. https://doi.org/10.3390/pr9111969