Thermal and Torrefaction Characteristics of a Small-Scale Rotating Drum Reactor

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Biomass Sample
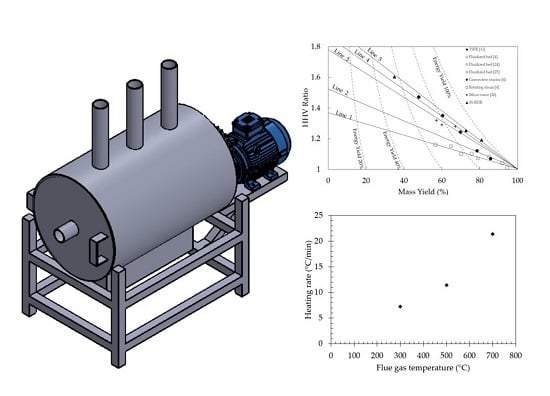
2.2. Small-Scale Rotating Drum Reactor
2.3. Experimental Procedure
3. Results and Discussion
3.1. Thermal Characteristics of SS-RDR
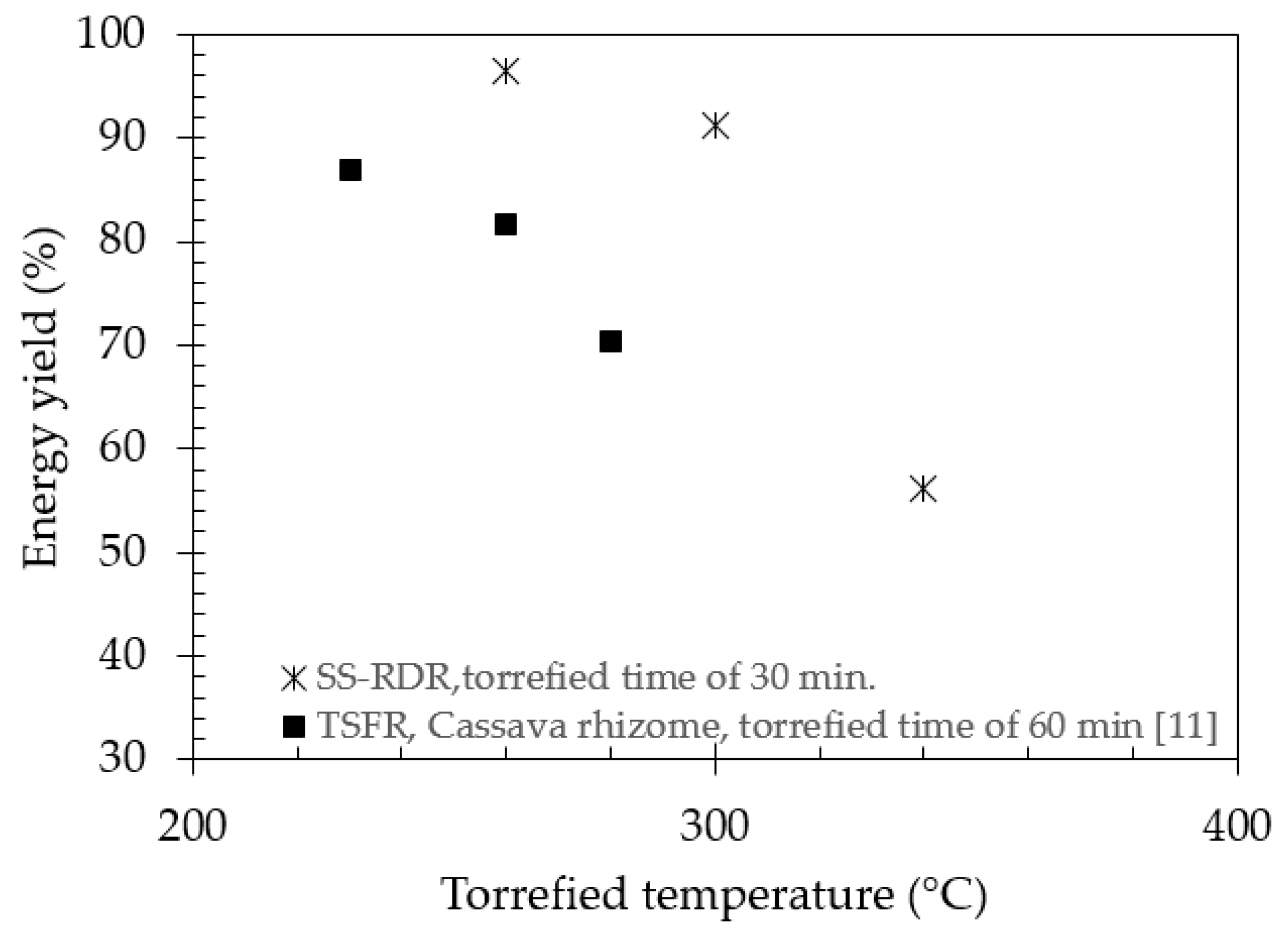
3.2. HHV Ratio, Mass Yield, and Energy Yield
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bridgeman, T.G.; Jones, J.M.; Shield, I.; Williams, P.T. Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties. Fuel 2008, 87, 844–856. [Google Scholar] [CrossRef]
- Medic, D.; Darr, M.; Shah, A.; Potter, B.; Zimmerman, J. Effects of torrefaction process parameters on biomass feedstock upgrading. Fuel 2012, 91, 147–154. [Google Scholar] [CrossRef]
- Deng, J.; Wang, G.; Kuang, J.; Zhang, Y.; Luo, Y. Pretreatment of agricultural residues for co-gasification via torrefaction. J. Anal. Appl. Pyrolysis 2009, 86, 331–337. [Google Scholar] [CrossRef]
- Dhungana, A.; Basu, P.; Dutta, A. Effects of Reactor Design on the Torrefaction of Biomass. J. Energy Resour. Technol. 2012, 134, 041801. [Google Scholar] [CrossRef]
- Thararux, C.; Kiatsiriroat, T. Drying Strategy of a Rotary Drum Longan Dryer. Int. Energy J. 2003, 4, 105–118. [Google Scholar]
- Ribeiro, J.M.C.; Godina, R.; Matias, J.C.O.; Nunes, L.J.R. Future Perspectives of Biomass Torrefaction: Review of the Current State-Of-The-Art and Research Development. Sustainability 2018, 10, 2323. [Google Scholar] [CrossRef] [Green Version]
- Nhuchhen, D.R.; Basu, P.; Acharya, B. A comprehensive review on biomass torrefaction. Int. J. Renew. Energy Biofuels 2014, 2014, 1–56. [Google Scholar] [CrossRef]
- Teal, W.B.; Gobel, R.J.; Johnson, A. Biomass torrefaction system and method. Patent number 0085023 A1, 21 August 2012. [Google Scholar]
- Libingson, A.D.; Thomas, B.J. High energy efficiency biomass conversion process. Patent number 8388813 B1, 5 March 2013. [Google Scholar]
- Pawlak-Kruczek, H.; Krochmalny, K.; Mościcki, K.; Zgóra, J.; Czerep, M.; Ostrycharczyk, M.; Niedźwiecki, Ł. Torrefaction of various types of biomass in laboratory scale, batch-wise isothermal rotary reactor and pilot scale, continuous multi-stage tape reactor. Inżynieria i Ochrona Środowiska 2017, 20, 457–472. [Google Scholar] [CrossRef]
- Soponpongpipat, N.; Nanetoe, N.; Comsawang, P. Thermal Degradation of Cassava Rhizome in Thermosyphon-Fixed Bed Torrefaction Reactor. Processes 2020, 8, 267. [Google Scholar] [CrossRef] [Green Version]
- Mok, W.S.L.; Antal, M.J.; Szabo, P.; Varhegyi, G.; Zelei, B. Formation of charcoal from biomass in a sealed reactor. Ind. Eng. Chem. Res. 1992, 31, 1162–1166. [Google Scholar] [CrossRef]
- Kuzmina, J.S.; Director, L.B.; Shevchenko, A.L.; Zaichenko, V.M. Energy efficiency analysis of reactor for torrefaction of biomass with direct heating. J. Phys. Conf. Ser. 2016, 774, 012138. [Google Scholar] [CrossRef]
- Director, L.B.; Ivanin, O.A.; Sinelshchikov, V.A. Numerical analysis of biomass torrefaction reactor with recirculation of heat carrier. J. Phys. Conf. Ser. 2018, 946, 012037. [Google Scholar] [CrossRef] [Green Version]
- Ayu, T.T.; Hailu, M.H.; Hagos, F.Y.; Atnaw, S.M. Energy audit and waste heat recovery system design for a cement rotary kiln in Ethiopia: A case study. Int. J. Automot. Mech. Eng. (IJAME) 2015, 12, 2983–3002. [Google Scholar] [CrossRef]
- Engin, T.; Ari, V. Energy auditing and recovery for dry type cement rotary kiln systems––A case study. Energy Convers. Manag. 2005, 46, 551–562. [Google Scholar] [CrossRef]
- Saadon, S.; Uemura, Y.; Mansor, N. Torrefaction in the Presence of Oxygen and Carbon Dioxide: The Effect on Yield of Oil Palm Kernel Shell. Procedia Chem. 2014, 9, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.-H.; Lu, K.-M.; Lee, W.-J.; Liu, S.-H.; Lin, T.-C. Non-oxidative and oxidative torrefaction characterization and SEM observations of fibrous and ligneous biomass. Appl. Energy 2014, 114, 104–113. [Google Scholar] [CrossRef]
- Wang, C.; Peng, J.; Li, H.; Bi, X.T.; Legros, R.; Lim, C.J. Oxidative torrefaction of biomass residues and densification of torrefied sawdust to pellets. Bioresour. Technol. 2013, 127, 318–325. [Google Scholar] [CrossRef]
- Cengel, Y.A. Heat Transfer—A Practical Approach, 2nd ed.; McGraw-Hill: New York, NY, USA, 2003. [Google Scholar]
- Budde, K.P.; Megha, R.; Patel, R.; Pandey, J. Investigating effects of temperature on fuel properties of torrefied biomass for bio-energy systems. Energy Sources Part. A Recovery Util. Environ. Eff. 2018, 41, 1140–1148. [Google Scholar] [CrossRef]
- Chen, D.; Zhou, J.; Zhang, Q. Effects of heating rate on slow pyrolysis behavior, kinetic parameters and products properties of moso bamboo. Bioresour. Technol. 2014, 169, 313–319. [Google Scholar] [CrossRef]
- Soponpongpipat, N.; Sae-Ueng, U. The effect of biomass bulk arrangements on the decomposition pathways in the torrefaction process. Renew. Energy 2015, 81, 679–684. [Google Scholar] [CrossRef]
- Li, H.; Liu, X.; Legros, R.; Bi, X.T.; Lim, C.J.; Sokhansanj, S. Torrefaction of sawdust in a fluidized bed reactor. Bioresour. Technol. 2012, 103, 453–458. [Google Scholar] [CrossRef] [PubMed]
- Atienza-Martínez, M.; Fonts, I.; Ábrego, J.; Ceamanos, J.; Gea, G. Sewage sludge torrefaction in a fluidized bed reactor. Chem. Eng. J. 2013, 222, 534–545. [Google Scholar] [CrossRef]
- Lin, Y.L. Effects of Microwave-Induced Torrefaction on Waste Straw Upgrading. Int. J. Chem. Eng. Appl. 2015, 6, 401–404. [Google Scholar] [CrossRef] [Green Version]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soponpongpipat, N.; Nanetoe, S.; Comsawang, P. Thermal and Torrefaction Characteristics of a Small-Scale Rotating Drum Reactor. Processes 2020, 8, 489. https://doi.org/10.3390/pr8040489
Soponpongpipat N, Nanetoe S, Comsawang P. Thermal and Torrefaction Characteristics of a Small-Scale Rotating Drum Reactor. Processes. 2020; 8(4):489. https://doi.org/10.3390/pr8040489
Chicago/Turabian StyleSoponpongpipat, Nitipong, Suwat Nanetoe, and Paisan Comsawang. 2020. "Thermal and Torrefaction Characteristics of a Small-Scale Rotating Drum Reactor" Processes 8, no. 4: 489. https://doi.org/10.3390/pr8040489