1. Introduction
Cogeneration and polygeneration systems are an essential part of industrial production of materials and energies, consuming or generating heat, electricity, mechanical, and chemical energy [
1,
2]. Ambitious efforts of national and European institutions to reduce greenhouse gases emissions and to ensure sustainable industrial production [
3,
4,
5,
6,
7,
8,
9] at the same time cannot be successfully met without increasing material and energy efficiency of the industry [
10,
11,
12,
13] by simultaneous energy, economic, environmental, and risk and safety optimization [
14,
15,
16] of existing industrial cogeneration and polygeneration systems [
17,
18].
Efficient steam production, and its transport and use for both process heating and polygeneration purposes, has been targeted on various complexity levels in numerous recent studies [
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34,
35,
36,
37,
38]. Starting with techno-economic studies optimizing the efficiency of a single equipment unit [
24,
27,
30,
34,
35], through steam consumption optimization in a single production unit [
25,
32,
38,
39], and cogeneration potential exploitation [
19,
33,
36,
40,
41] to total site heat and power integration [
20,
21,
22,
23,
28,
33,
37,
42], the goal is always to reduce operational expenses, improve steam system stability, and decrease fuel consumption in industrial plants. Steam system topology and the impact of pressure and heat losses from steam pipelines on optimal cogeneration system sizing and operation has been addressed in several papers [
22,
37,
43,
44,
45], but most studies consider neither off-design operation of steam turbines nor variable steam pressure levels as important aspects in the optimization procedure. A systematic method comprising characteristics of a real steam system operation [
35,
46] (variable pipeline loads, steam pressures, and temperatures) as well as real process steam/work demands has the potential to fill the knowledge and experience the gap between the modeling approach in utility systems’ optimization and real steam system operation.
Process steam drives are important steam consumers in heavy industry [
20,
31,
34] and play a significant role in the design and operation of complex steam networks. The most common driven equipment includes compressors, pumps, and fans (blowers) [
34,
38,
47]. The steam turbines used can be of simple condensing, backpressure, or of a combined extraction condensing type [
36]. Steam consumption is influenced by several factors that include the actual steam inlet parameters, steam discharge pressure, actual turbine revolutions, as well as the shaft work needed, which varies according to the process requirements. Process compressors driven by steam turbines are standard equipment of ethylene production and gas processing and fractionation plants [
38,
47], and they are also frequently used in compression heat pump-assisted distillations [
48,
49,
50,
51]. Thus, they are deeply integrated in the process. The shaft work needed depends on several process parameters, including (but not limited to) the distillation feed amount and composition, desired product quality, and column and compressor design parameters. This highlights the pressing need to develop a robust method for process steam drive sizing which would incorporate not only the real steam-side condition variations but also the process-side shaft work variations. Improper sizing results either in limited shaft work delivery (undersizing), causing possible process throughput limitations, or inefficient steam use (oversizing). Moreover, the steam drive design and operation have to be optimized with respect to the whole steam system, always taking into account the marginal steam source, its seasonal operation variations [
52], and the possible steam pipeline capacity constraints [
26,
43].
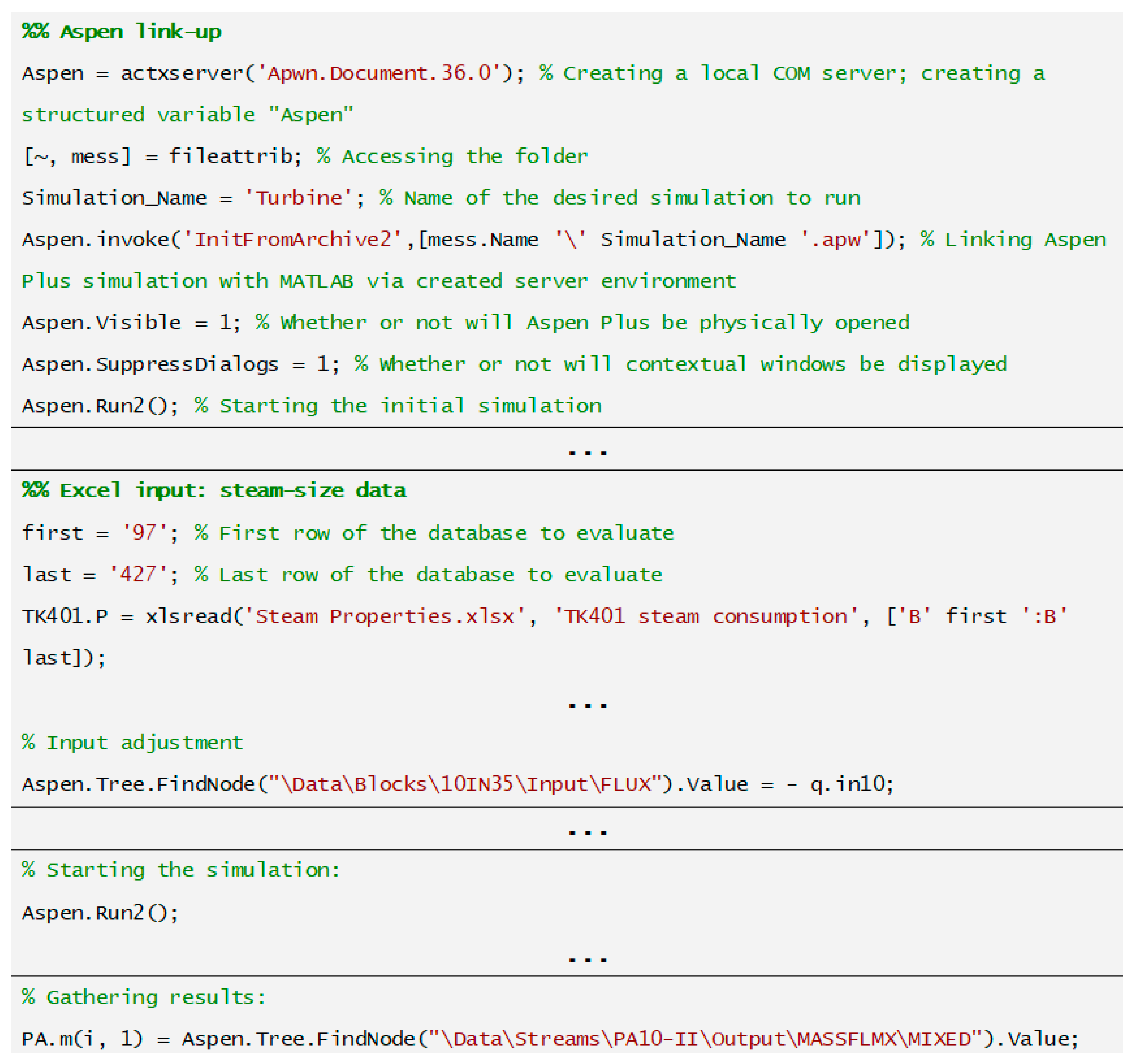
Given all the prerequisites, it is only natural that examination and precise evaluation of such complex process parameters poses a challenge which can hardly be faced successfully without employing robust simulation environment. For almost two decades, researchers have strived to combine the colossal computing capacity of the Aspen Plus
® simulation engine with the exceptional data-processing capabilities of the MATLAB
® software [
53,
54]. Several papers have been published, mostly focusing on multi-objective optimization [
55,
56,
57,
58,
59] or automation problems solution [
60,
61]. Unfortunately, only scarce details regarding the chosen approach can be found. Hence, the perspective to close this gap in knowledge remains particularly attractive.
The contribution of this paper to the field of knowledge is twofold:
First, it presents a robust method for optimal process drive sizing and integration considering all relevant factors affecting the design, while the method is suitable for operational optimization as well;
Second, both the process-side and steam-side are modeled using Aspen Plus® and MATLAB® linking, which is a novel and promising approach for complex systems’ operation analysis and optimization purposes.
Table 1 provides a comparison of the key parameters and characteristics of relevant recently published methods with the proposed method, all of them aiming at: 1. Maximization of the cogeneration potential exploitation; 2. optimal process steam drive sizing; and 3. optimal steam vs. electrodrive use. As is seen in
Table 1, the relevant methods are focused mostly on steam-side modeling and optimization, while the proposed method presents a coupled steam- and process-side modeling approach. Moreover, several of the relevant methods do not incorporate such important aspects as the varying inlet steam parameters or shaft work requirements and implement fix turbine and driven equipment efficiencies instead of considering their variations in the real operation. As documented on an industrial case study, failure to implement the real operational parameters of a system leads to steam drive undersizing and, consequently, to limited process throughput.
The effect is that the more pronounced, the farther the process drive is located from the main steam pipeline. Further findings from the industrial case study include the fact that the incorporation of a steam drive into an existing steam network can significantly affect its balance (and, thus, its operation) and thus create a new operation bottleneck, or remedy its existing ones. Furthermore, the marginal steam source operation mode is also affected, which has to be considered when evaluating the economic feasibility of such an investment proposal.
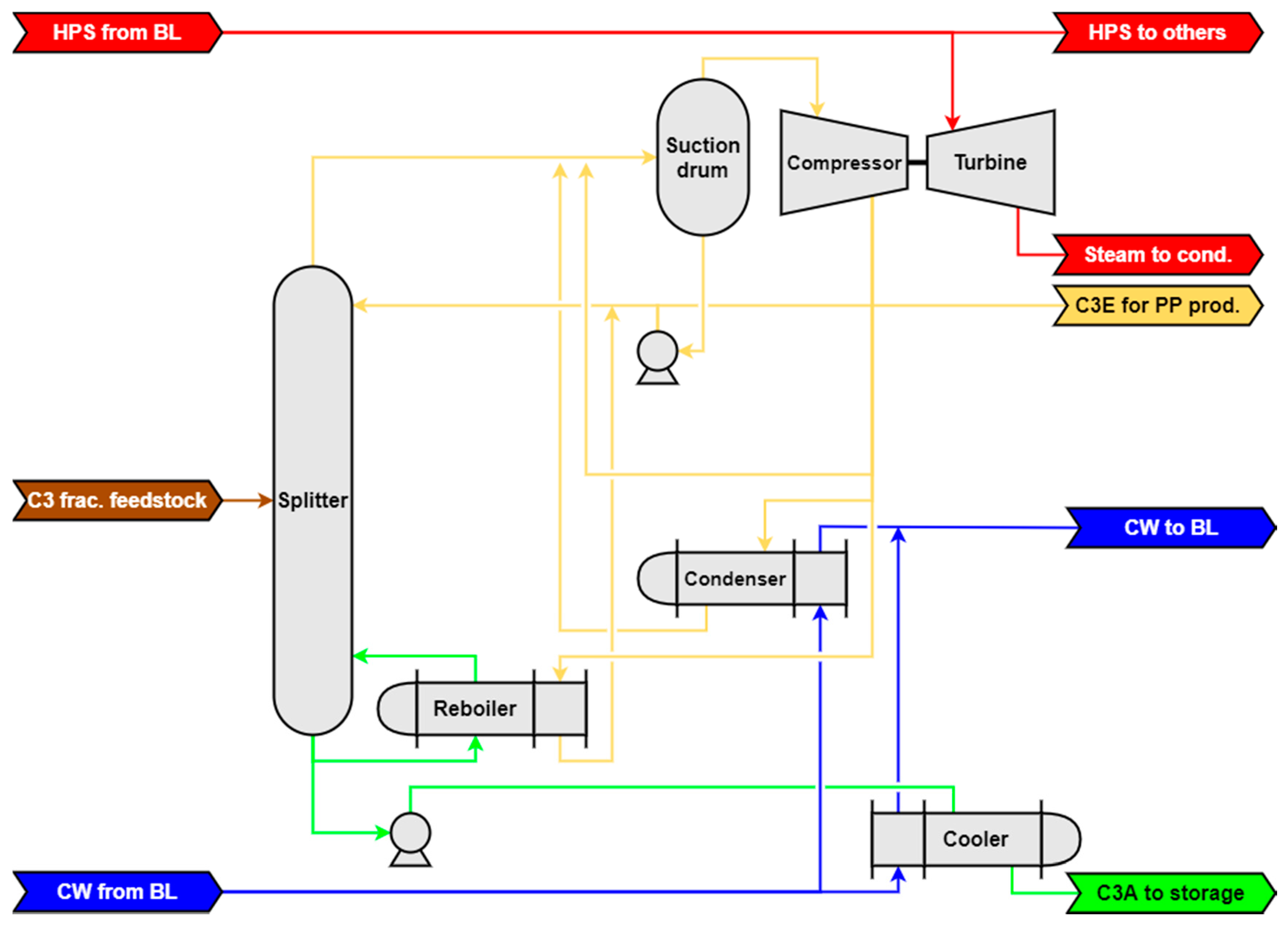
Paper organization is as follows: Part 2 presents the proposed complex steam drive sizing method and is subdivided into process-side and steam-side model subparts. Following that, part 3 introduces an industrial case study with the description of the existing system layout, proposed change, available process data, and their processing, including initial analyses and their results serving as additional model input parameters. Part 4 presents the calculation results, including a comparison of the presented steam drive sizing method with several others (included in
Table 1), and evaluating the economic feasibility of the proposed system change. Discussion is followed by a concise conclusion part summing up the novelty and significance of the presented method and the key findings extracted from the industrial case study results.
4. Results and Discussion
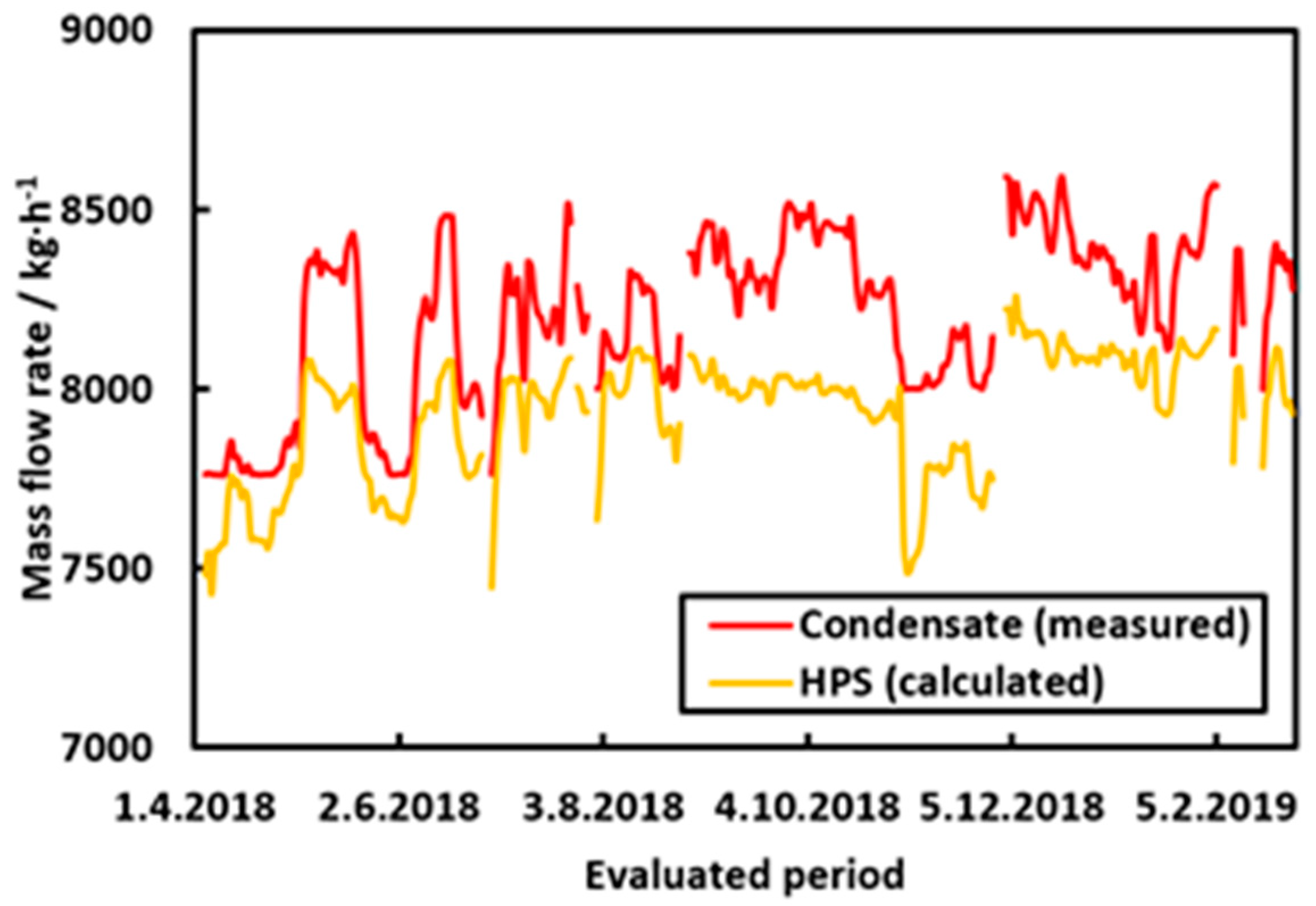
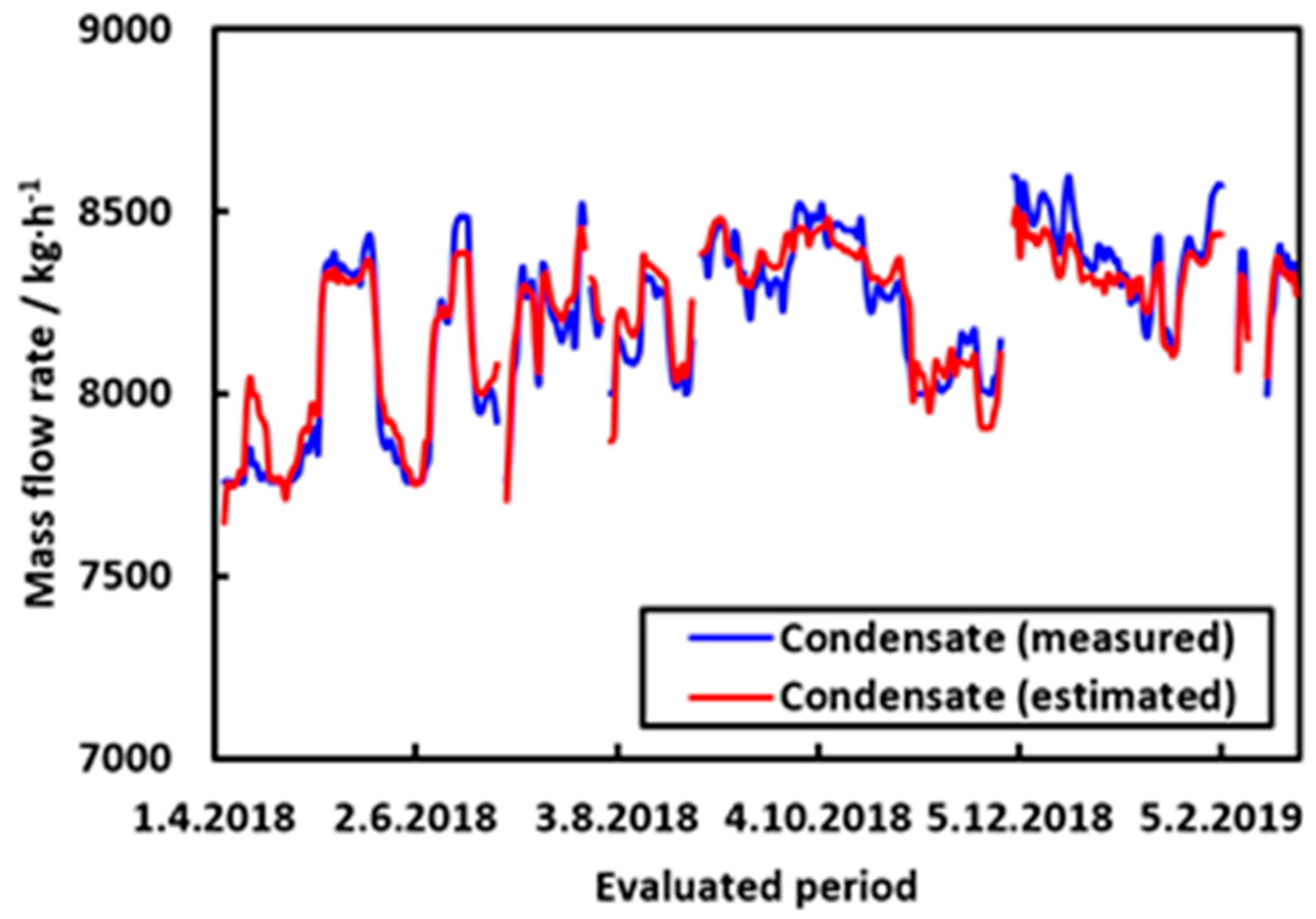
The proposed change in the process steam drive from the actual condensing steam turbine to a new backpressure one anticipated a significant increase in HPS consumption. Whereas the actual consumption ranged roughly from 7.5 to 8.5 t/h (
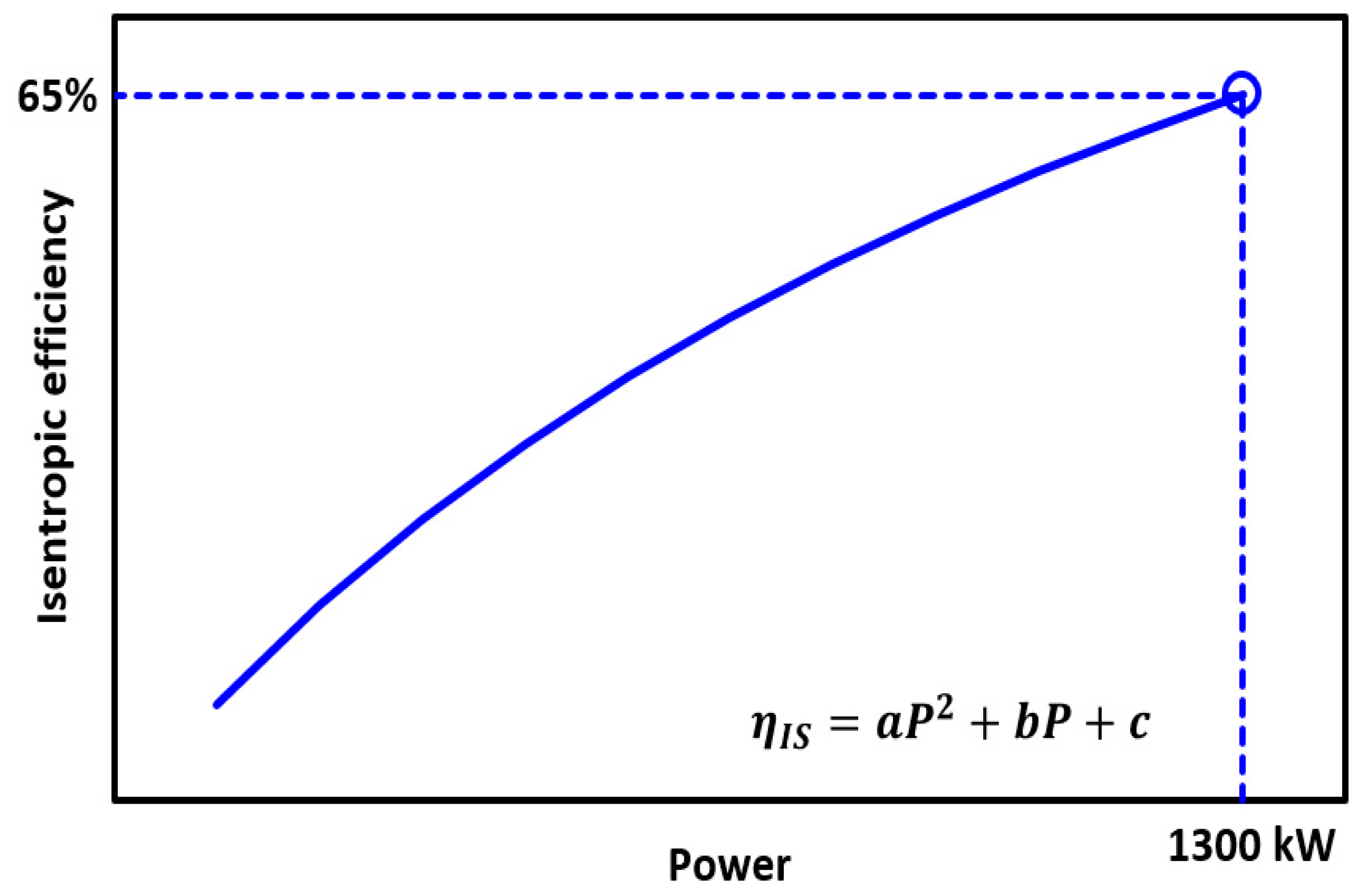
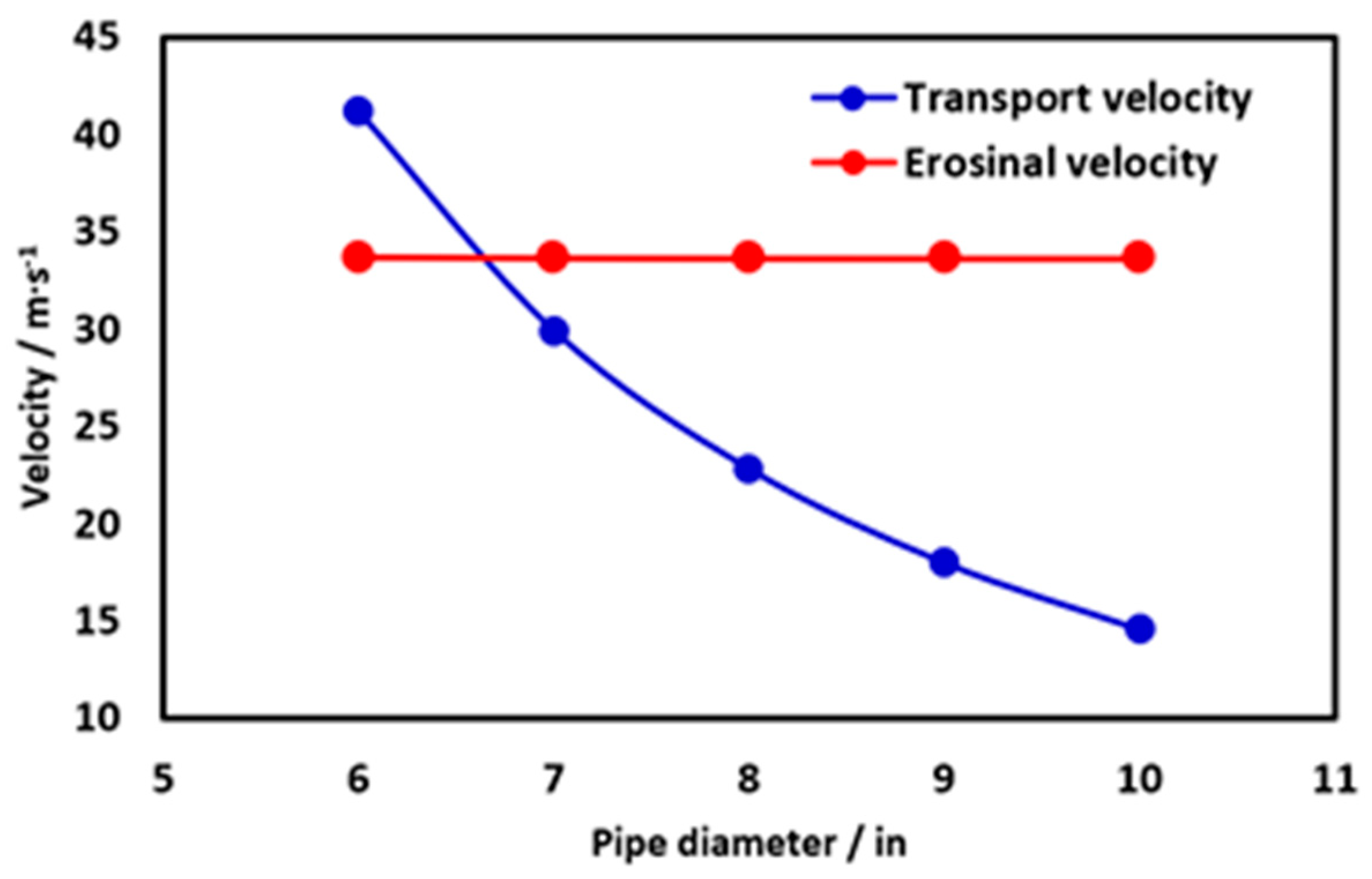
Figure 6), preliminary calculations for the turbine at nominal conditions (3.35 MPa, 325 °C HPS (BL), 1.0 MPa, 252 °C MPS (BL), 65% isentropic efficiency, 85% mechanical efficiency, 100% compressor shaft speed) revealed an increase in turbine HPS consumption to approx. 35 t/h. Hence, steam transport velocities in the interconnecting pipeline were studied (
Figure 20).
As the conducted case study showed (
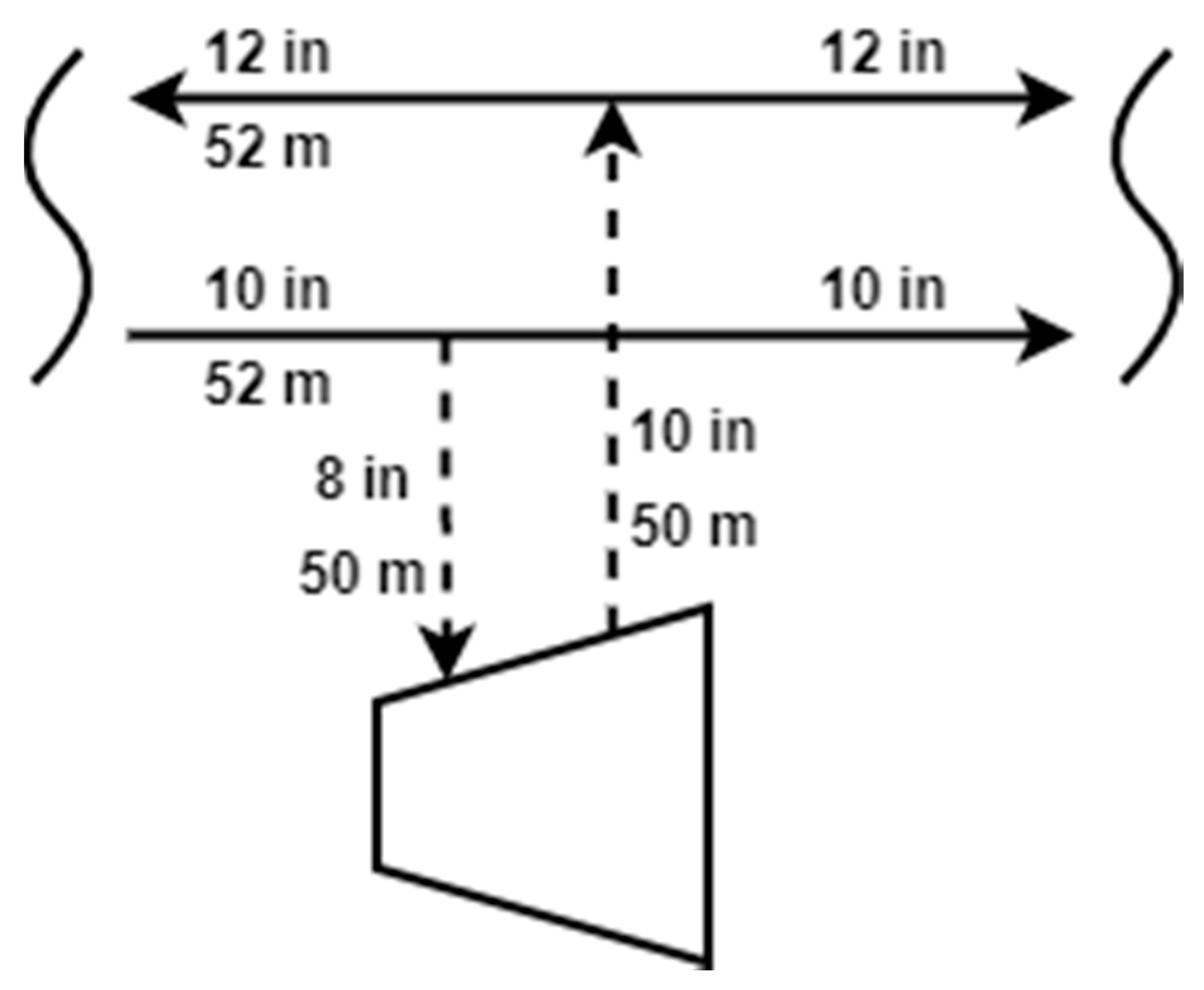
Figure 20), steam transported by a pipeline with a diameter below 7′′ would breach the erosional velocity limit defined for HPS. Thus, a pipeline with such a diameter would encounter serious erosion. As the diameter of 7′′ is not typical for industrial applications, an 8′′ inlet pipeline was considered. A 10′′ pipeline was chosen for the exhaust side (
Figure 21).
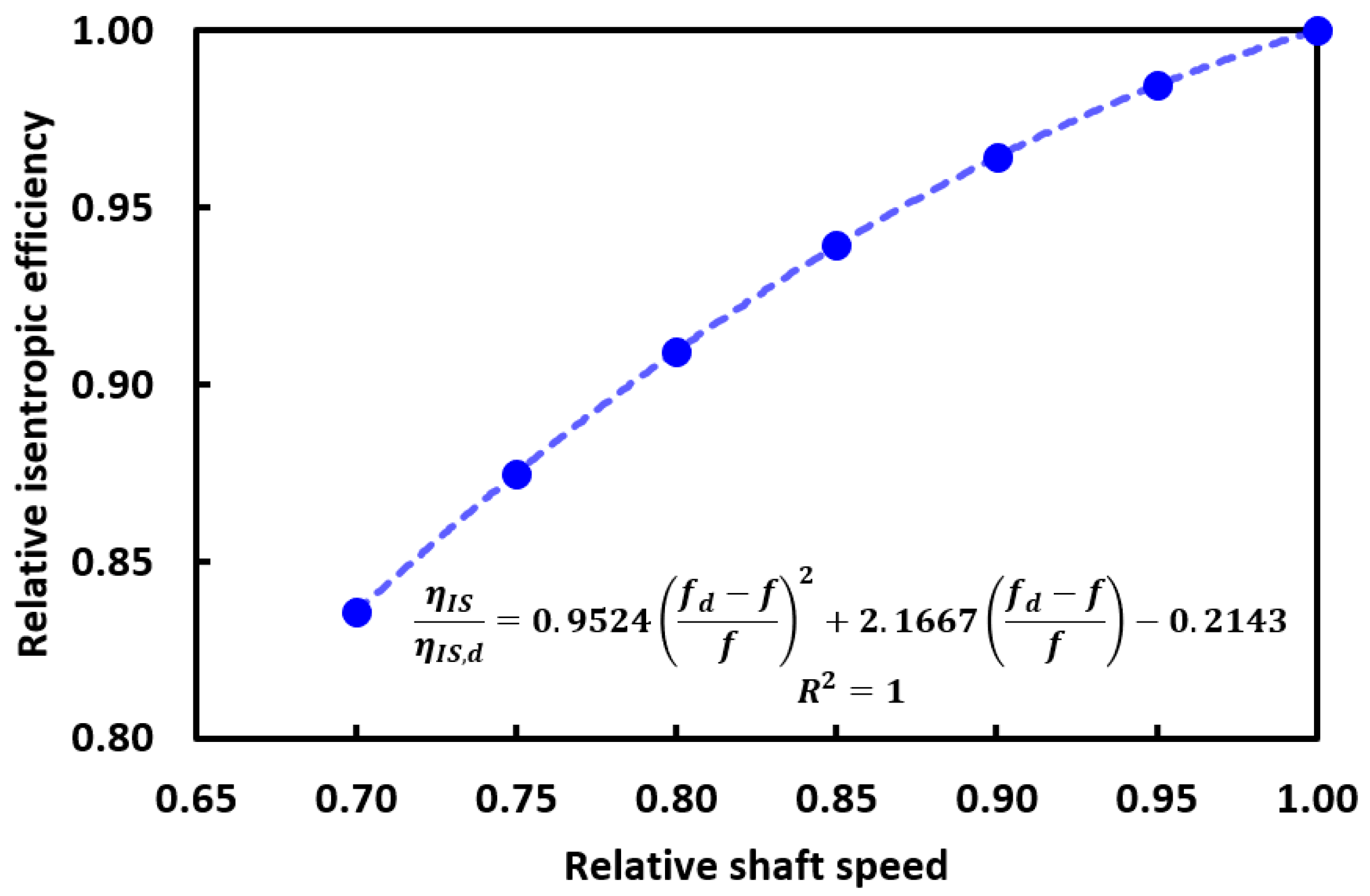
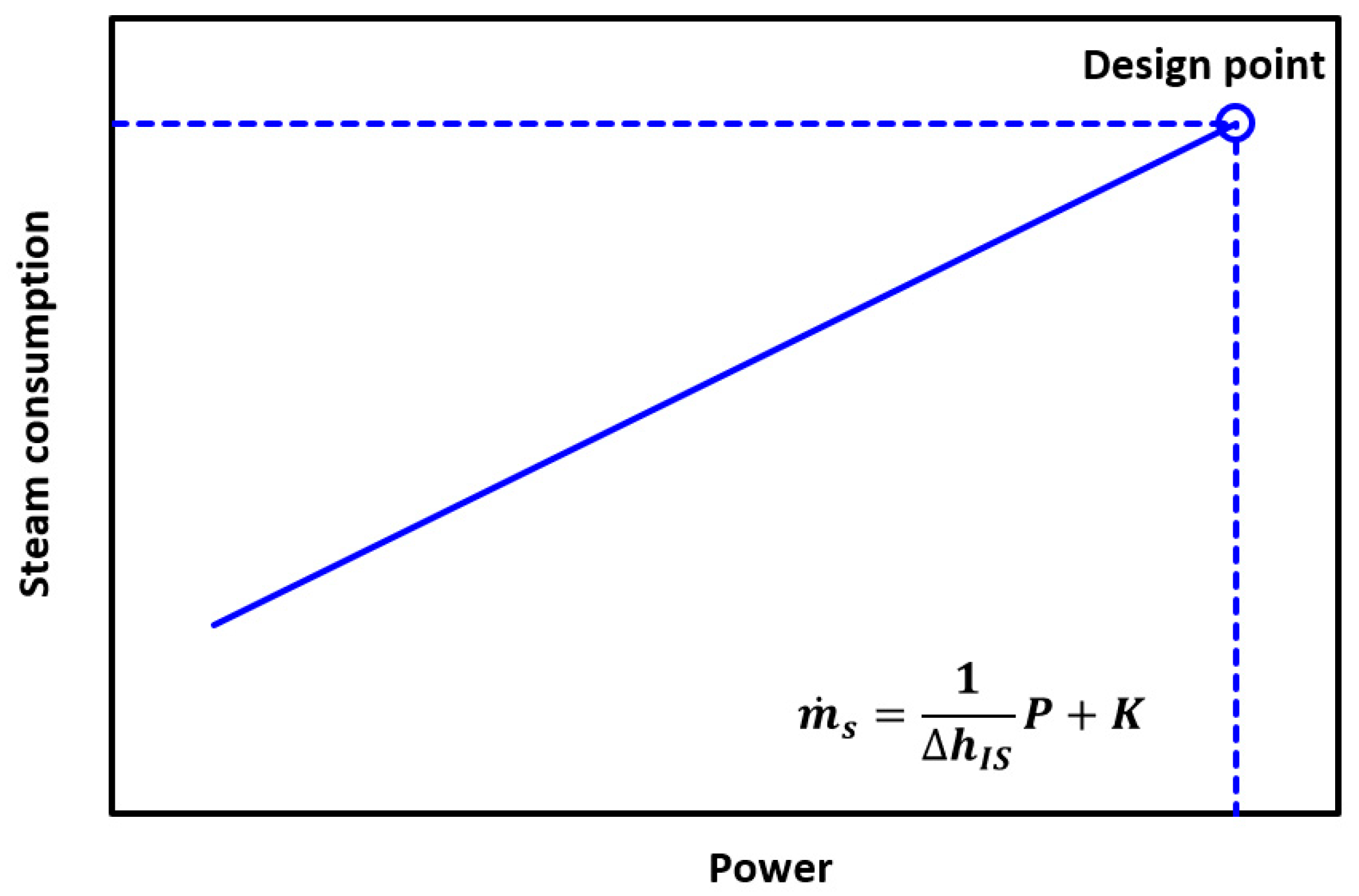
The optimal inner pipe diameter was used to calculate nominal performance parameters. For each case, respective assumptions were incorporated in the simulation program to obtain information on nominal HPS consumption. The isentropic enthalpy difference was then determined from the actual enthalpy difference calculated by the model, and the characteristics’ intercept was calculated directly, as seen in Equation (13):
For any point of the characteristics (different from the nominal point), isentropic efficiency can be calculated from Equation (14):
Polynomial fitting of the isentropic efficiencies provided parameters for
Figure 19, which, as well as other characteristic parameters of the turbine, are summed up in
Table 4.
To account for ambient temperature variations during the evaluated period, discrete temperature peaks were considered. These encompassed the highest, the lowest, and the average ambient temperature measured in 2018. Because cases 4–6 did not consider the pipeline properties, turbine characteristics for these cases were identical as they shared the same design point.
As can be seen in
Table 4, temperature fluctuations affected the steam consumption minimally. Due to high temperature of the transported medium (HPS, ~325 °C), the driving force of heat transfer depended only insignificantly on the change of ambient temperature. Thus, the ambient temperature variations could be neglected, and were not taken into further consideration.
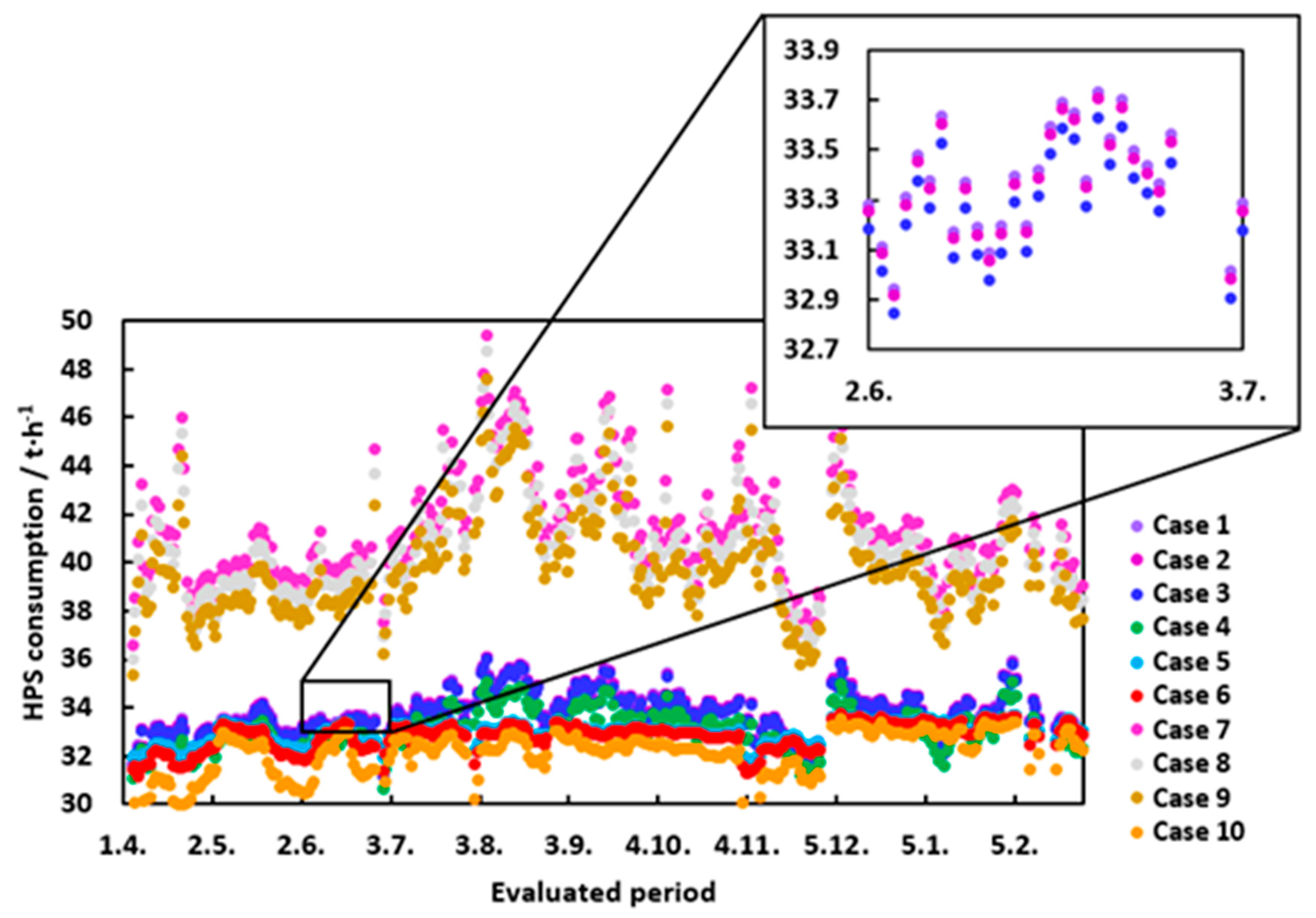
To visualize the differences between individual approaches, HPS consumption over the evaluated period using the methodology of each considered case was examined. For cases incorporating heat loss, the average ambient temperature (10 °C) was considered. In
Figure 22, an evident discrepancy between the individual cases can be observed. Average deviations from the base cases (case 1 for actual pipeline length; case 7 for tenfold increase in pipeline length) are summarized in
Table 5.
While the effect of heat losses from pipelines to the ambient space were proven to be minimal for the actual length of piping (average deviation ≤ 0.31%), a tenfold increase in the pipe length increased the average deviation up to 3.74%. Hence, heat loss increased linearly with the distance. An almost identical trend could be observed in the pressure drop calculation, however, with dramatically different impact on the calculated HPS consumption. Thus, for calculations comprising long pipelines, severe errors are to be expected if pressure drop is neglected. Furthermore, models not considering steam quality fluctuations (case 5) and compressor shaft speed variations (case 6) are not capable of predicting peaks in HPS consumption (provide different trends) and are thus unsuitable even for systems comprising short pipelines, though their average deviation is only slightly different to case 4.
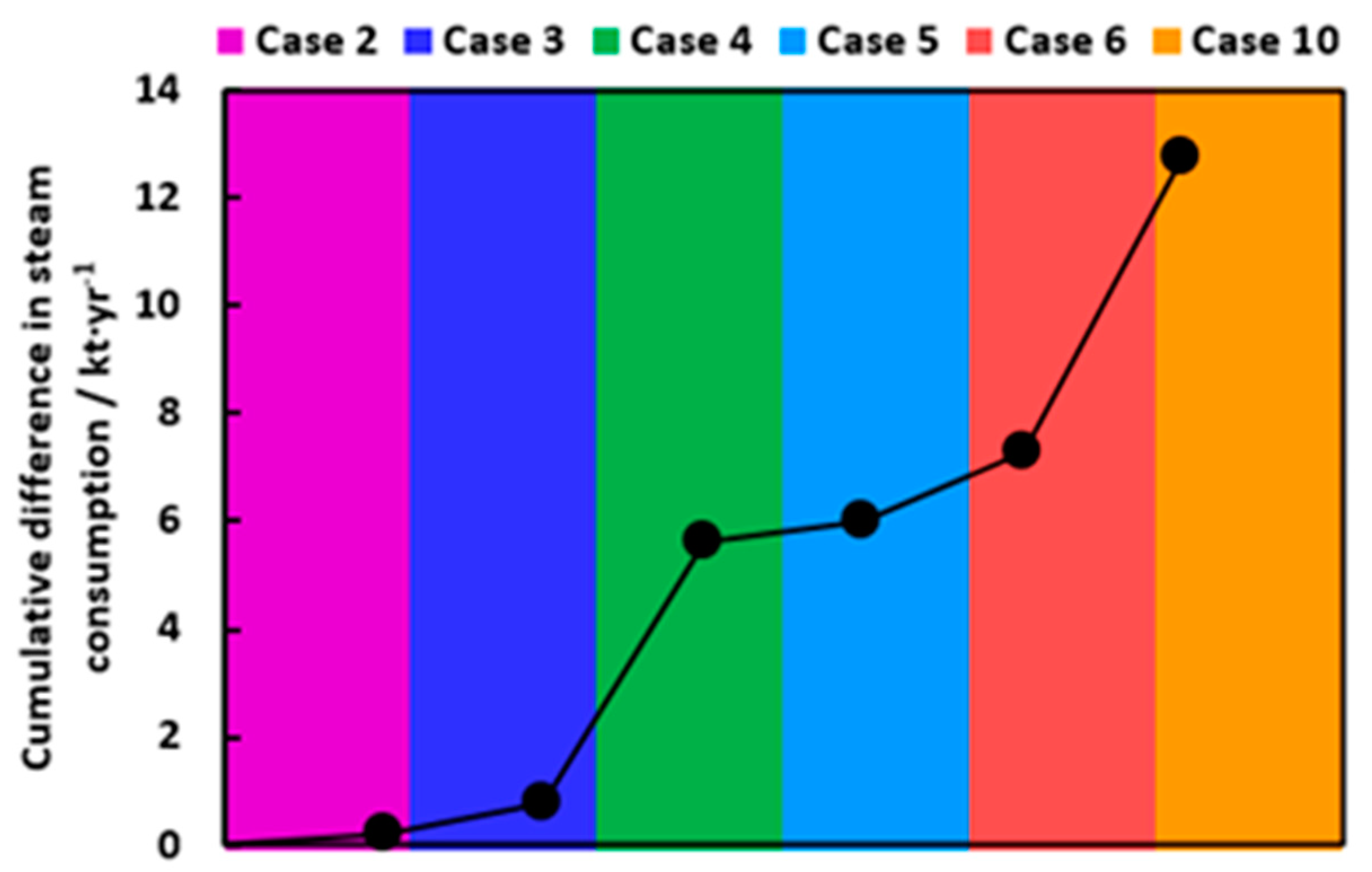
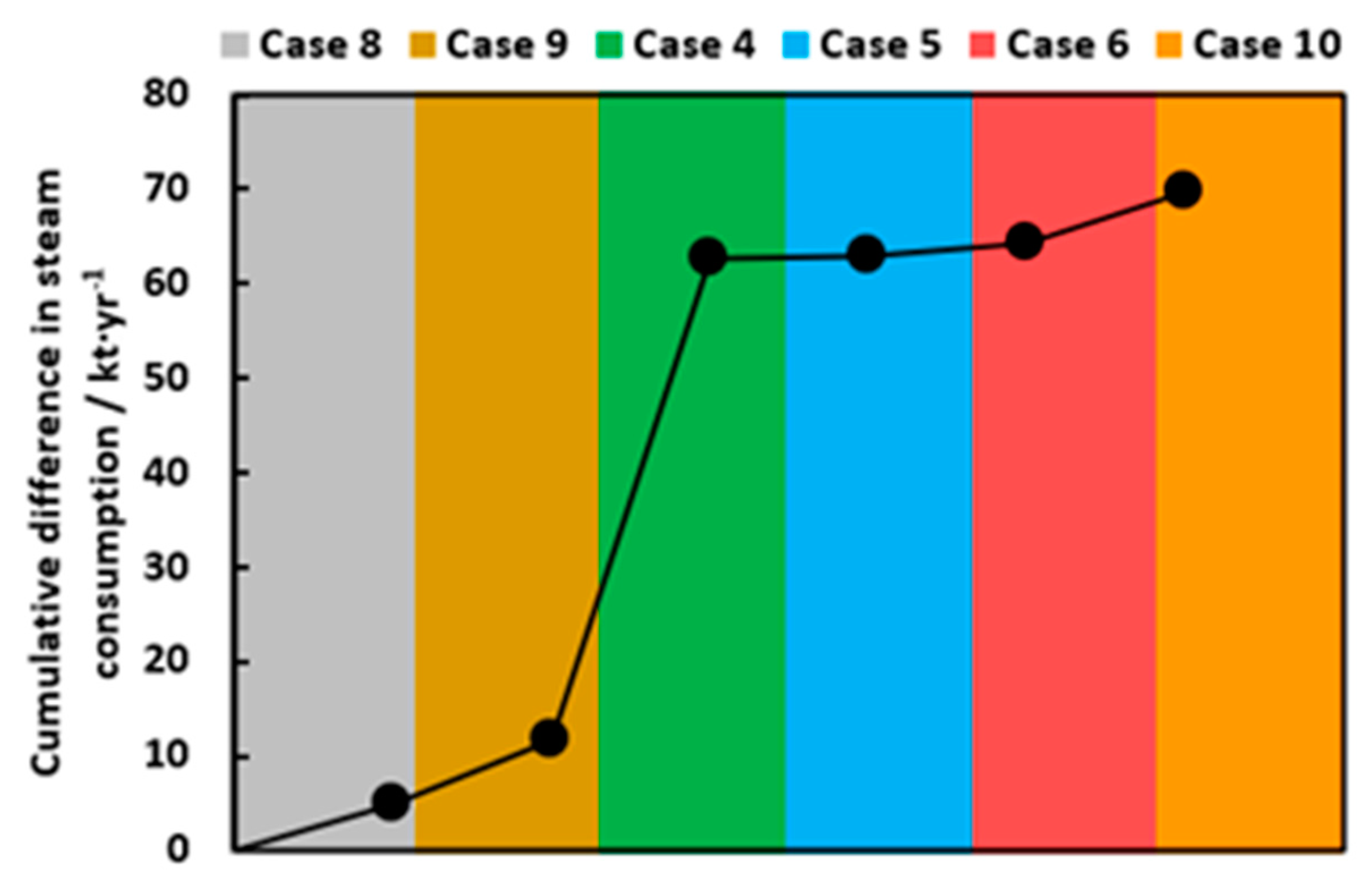
For a more comprehensive illustration, the yearly cumulative differences were displayed in
Figure 23 and
Figure 24 for case 1 and case 7, respectively. For the actual-size pipeline, two most significant contributions were visible: The first caused by neglecting the pipeline pressure drop and the second by considering a constant isentropic efficiency. The latter has proven to be the most severe, resulting in an almost 13 kt/y difference.
When considering a pipeline ten times the length of the actual pipeline, the effect of every simplification in the process drive sizing becomes more evident. However, in contrast to calculations of the actual pipeline, the pressure drop is the most crucial. Moreover, cumulative differences in HPS consumption prove the overall trend to be monotonic as opposed to average deviation of case 5 from case 7 (
Table 5). These findings underline the fact that even though average deviations for some cases showed only slight differences, significant cumulative differences can occur. This, above all, affected the final economic evaluation.
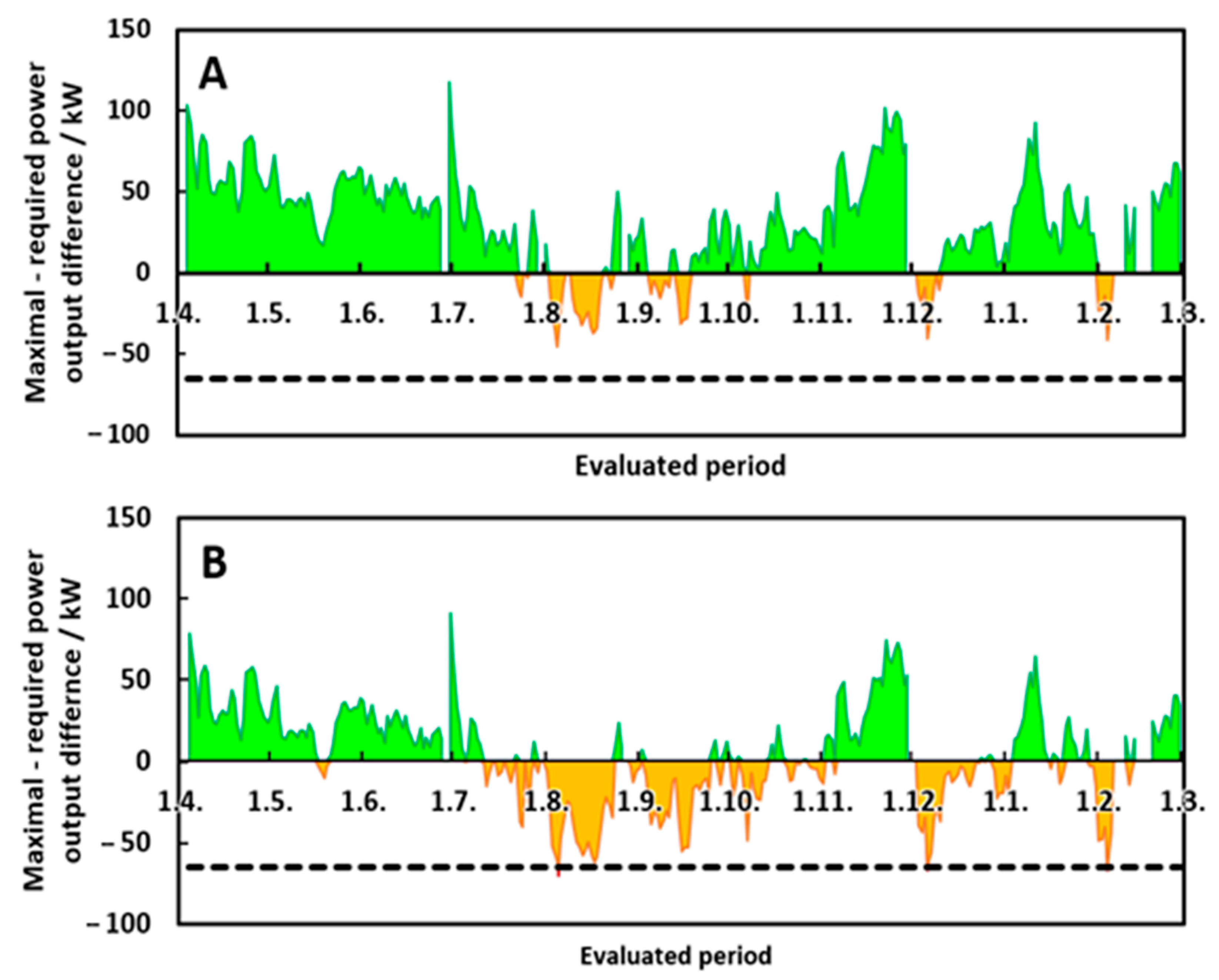
Practically every unit operates off-design for most of the operational time as the exact conditions defined as nominal are hardly ever met. However, the measure of deviation from the design parameters shows how well the equipment has been designed. To assess a possible negative impact of the steam drive replacement on the driven process, a study was conducted operating the turbine at full load for each case and each day of the evaluated period. The power output provided by the turbine consuming nominal amount of steam (
Table 4) was compared to the actual power requirements of the process. A threshold of 5% (65 kW) was set, which is a typical design margin. In this study, again, results for the actual pipeline were compared to the ten-times-longer pipeline variant.
As shown in
Figure 25, for a relatively short pipeline (≈100 m), a turbine designed with respect to all abovementioned aspects (Case 1) provided the process with the required power over the whole evaluated period. Simplified models, cases 4–6, also provided satisfactory results with hardly any threshold overshoots. However, the difference in the performance reserve was evident, pointing out nominal turbine inlet steam mass flow undersizing.
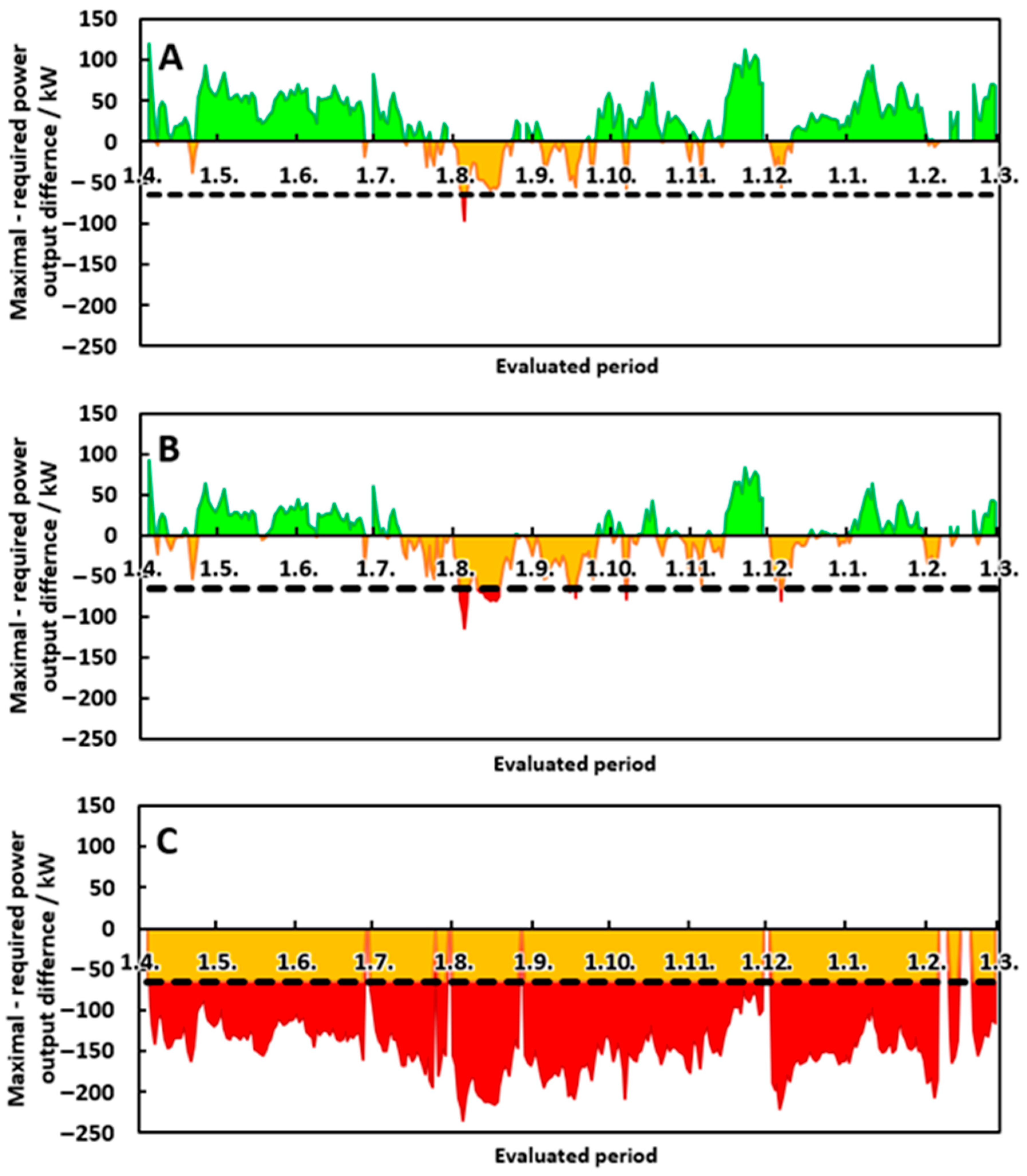
The situation changed dramatically with the increase in pipeline length. As depicted in
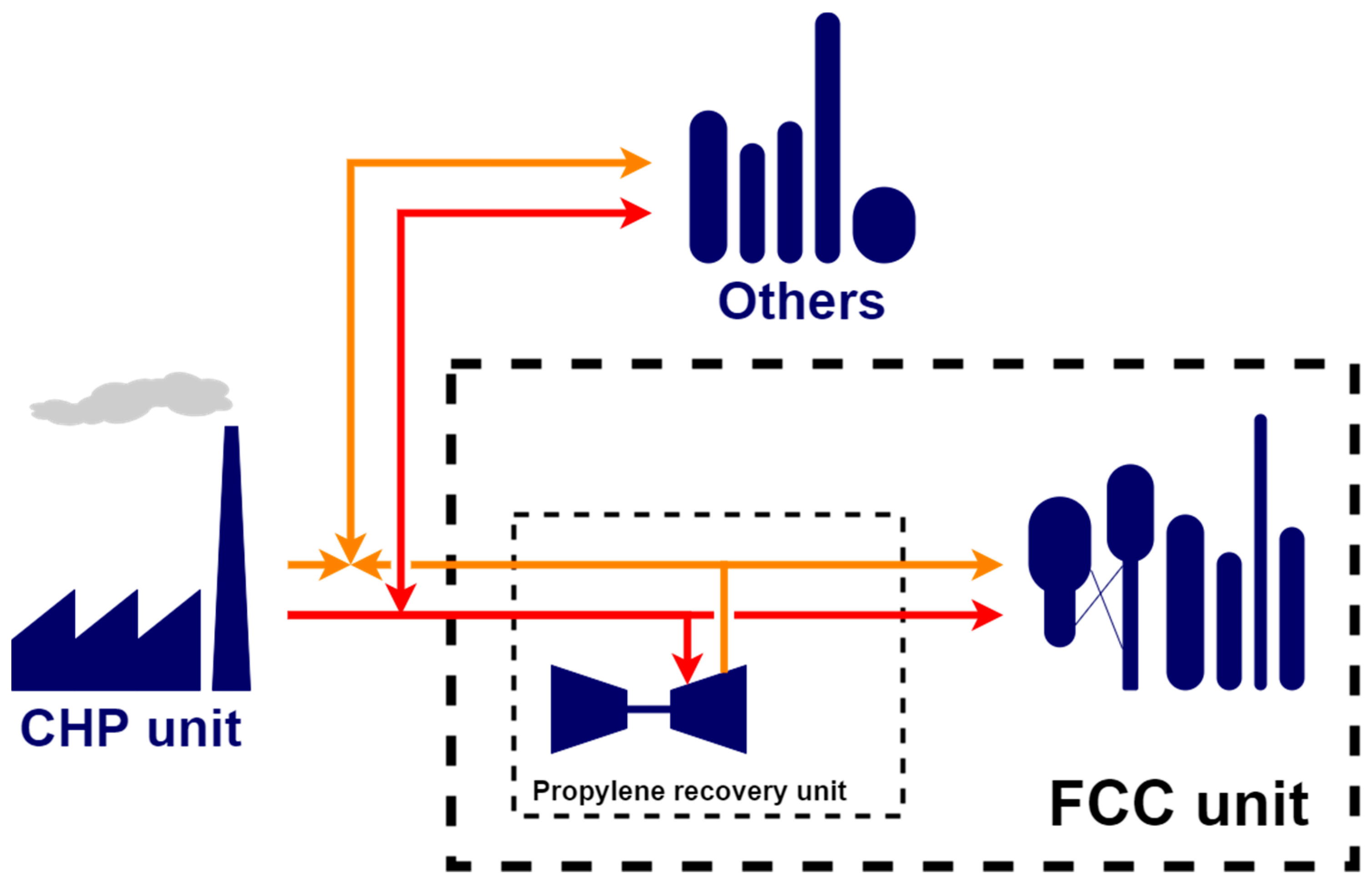
Figure 26, even when all the aspects were considered (case 7), there was a short period of time when the turbine was not capable of providing the required mechanical power. The more such periods appeared, the less system properties were considered (e.g., case 9, which did not take heat loss into account). Finally, the worst-case scenario did not take pressure drop into account. As proven below, a turbine designed without regard to pressure drop along the pipeline did not provide the process with the required mechanical power with its lack exceeding 100 kW (approximately 8% of nominal mechanical power requirement) very frequently. The inability of the steam drive designed without steam frictional pressure losses consideration to meet the process-side mechanical power demand inevitably resulted in a decrease of processed C3 fraction mass flow. The C3 fraction splitting process could thus become a bottleneck of the whole FCC reaction products separation section with serious consequences on its profitability.
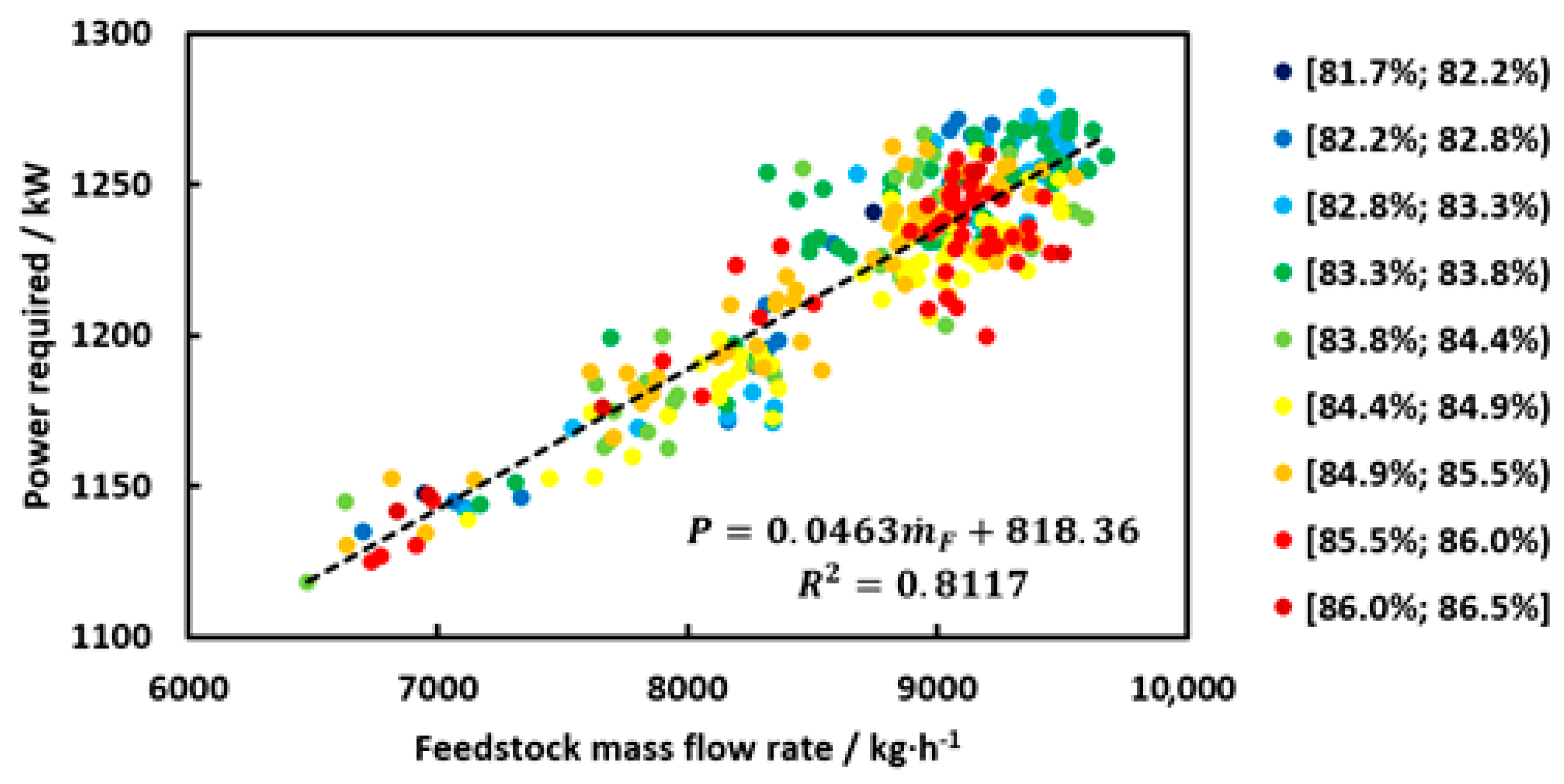
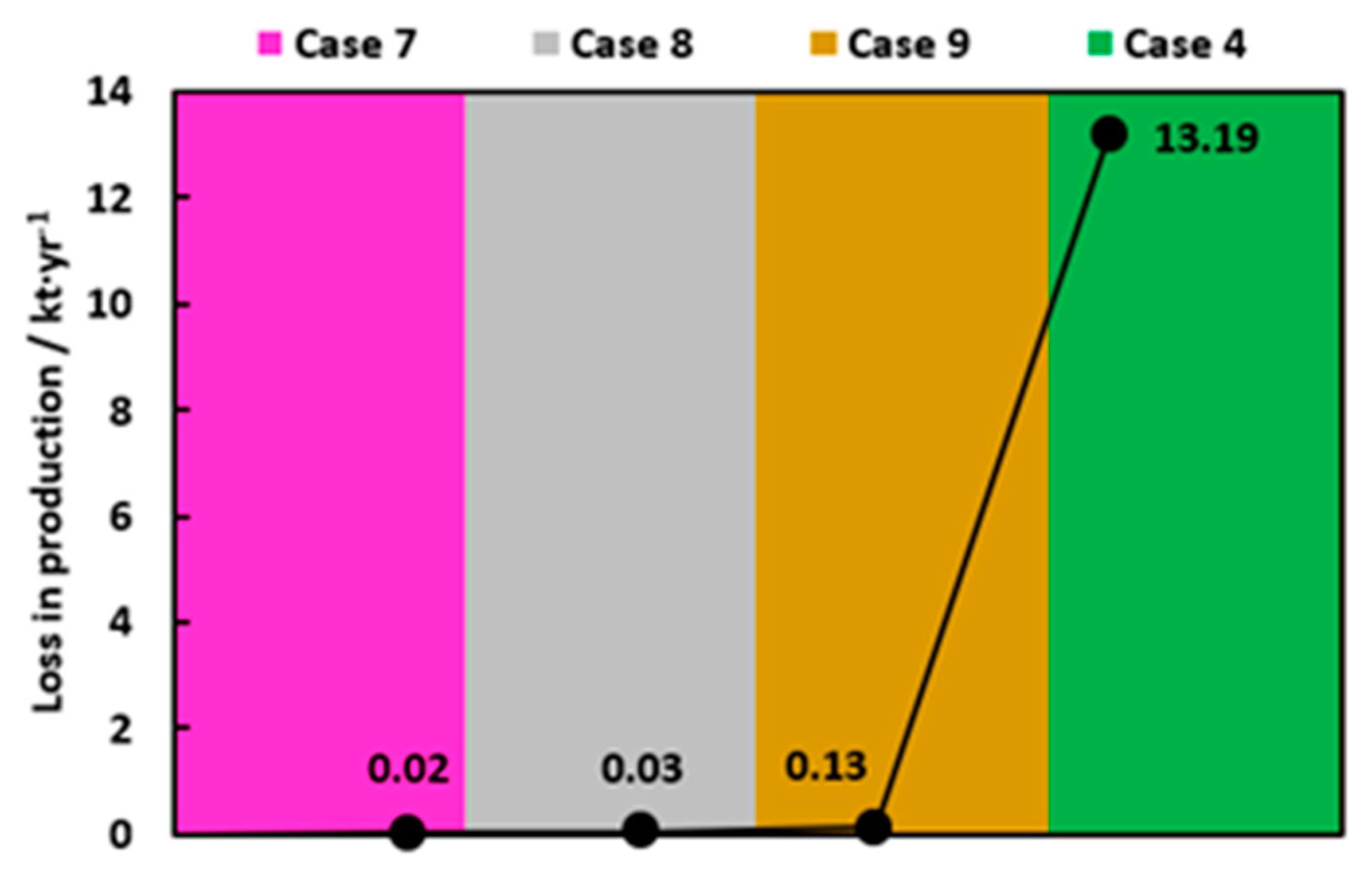
Based on the process side characteristics (
Figure 10), production loss due to insufficient power supply can be quantified. Each 100 kW of lacking power output (i.e., power output below the dashed line in
Figure 26) represented 2.16 t/h of production loss (
Figure 27). For the studied propylene recovery unit processing approx. 65.8 kt of feedstock yearly, the decrease of 13.2 kt/y (20%) was unacceptable.
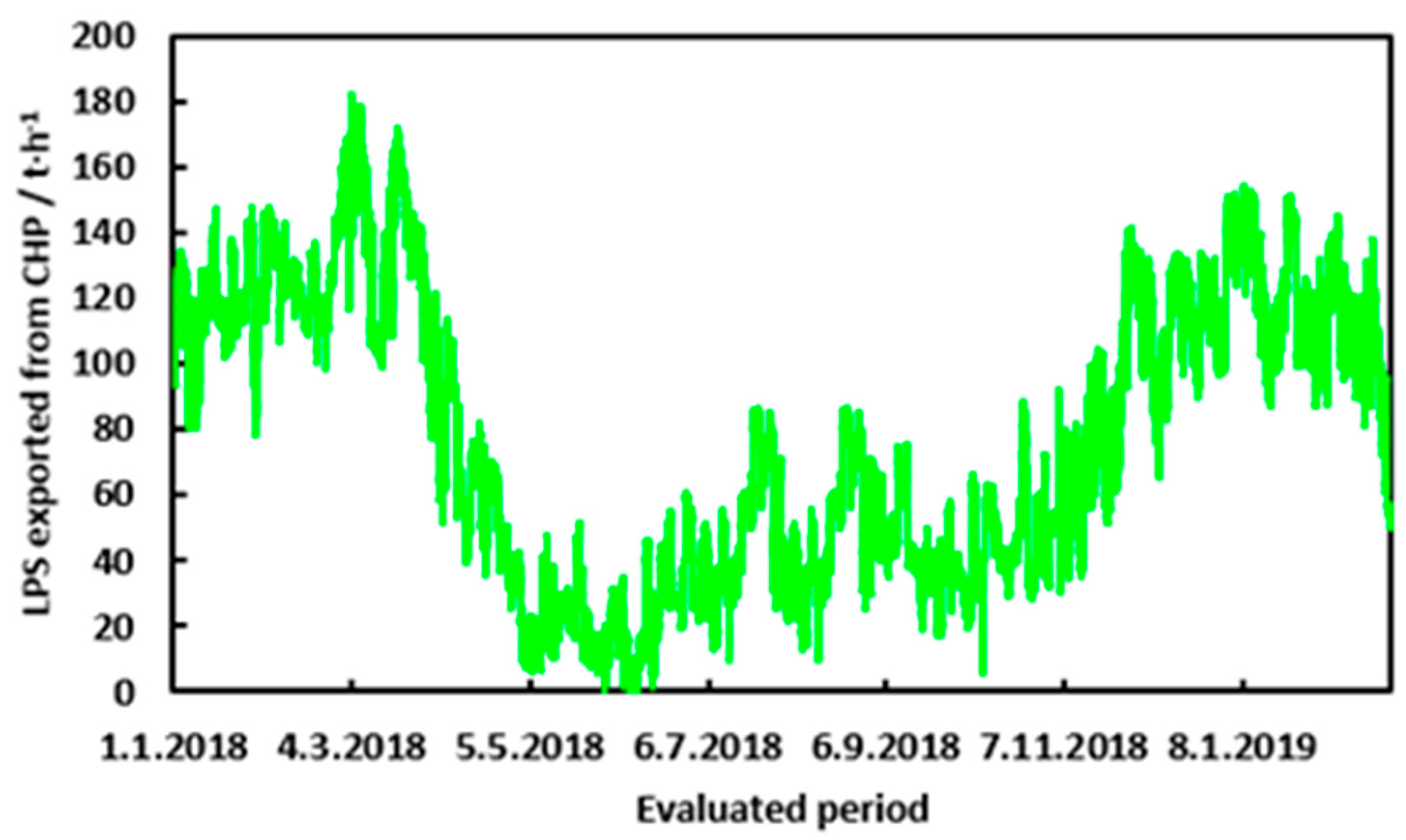
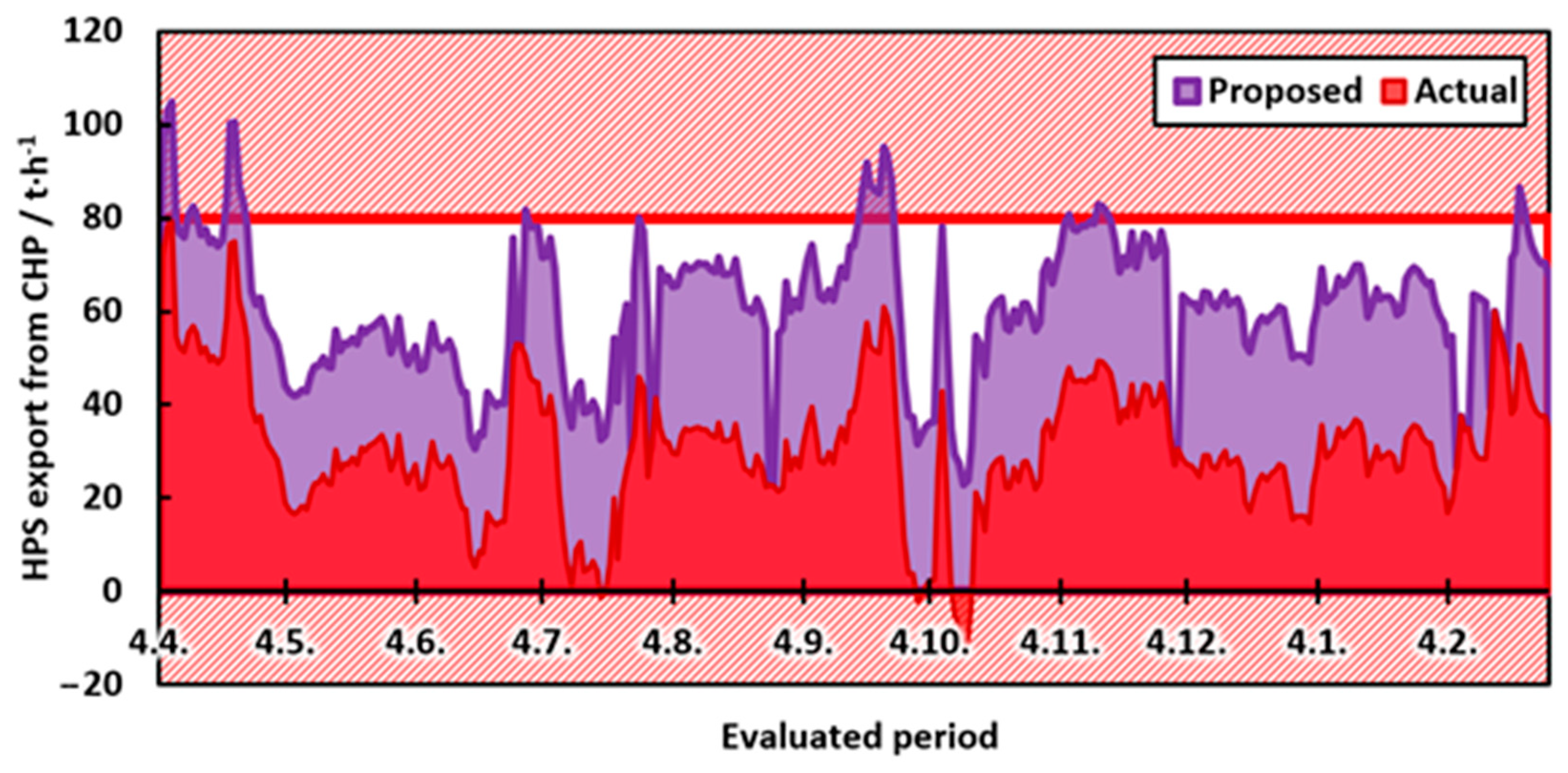
Besides the impact of the proposed steam drive change on the propylene recovery process, its effect on the operation of the refinery’s main HPS and MPS pipelines was assessed in terms of transported steam mass flow. A significant change in the steam mass flow may result in new bottlenecks or even an infeasible operation of the network [
26]. Current HPS pipeline operation was analyzed in detail by Hanus et al. [
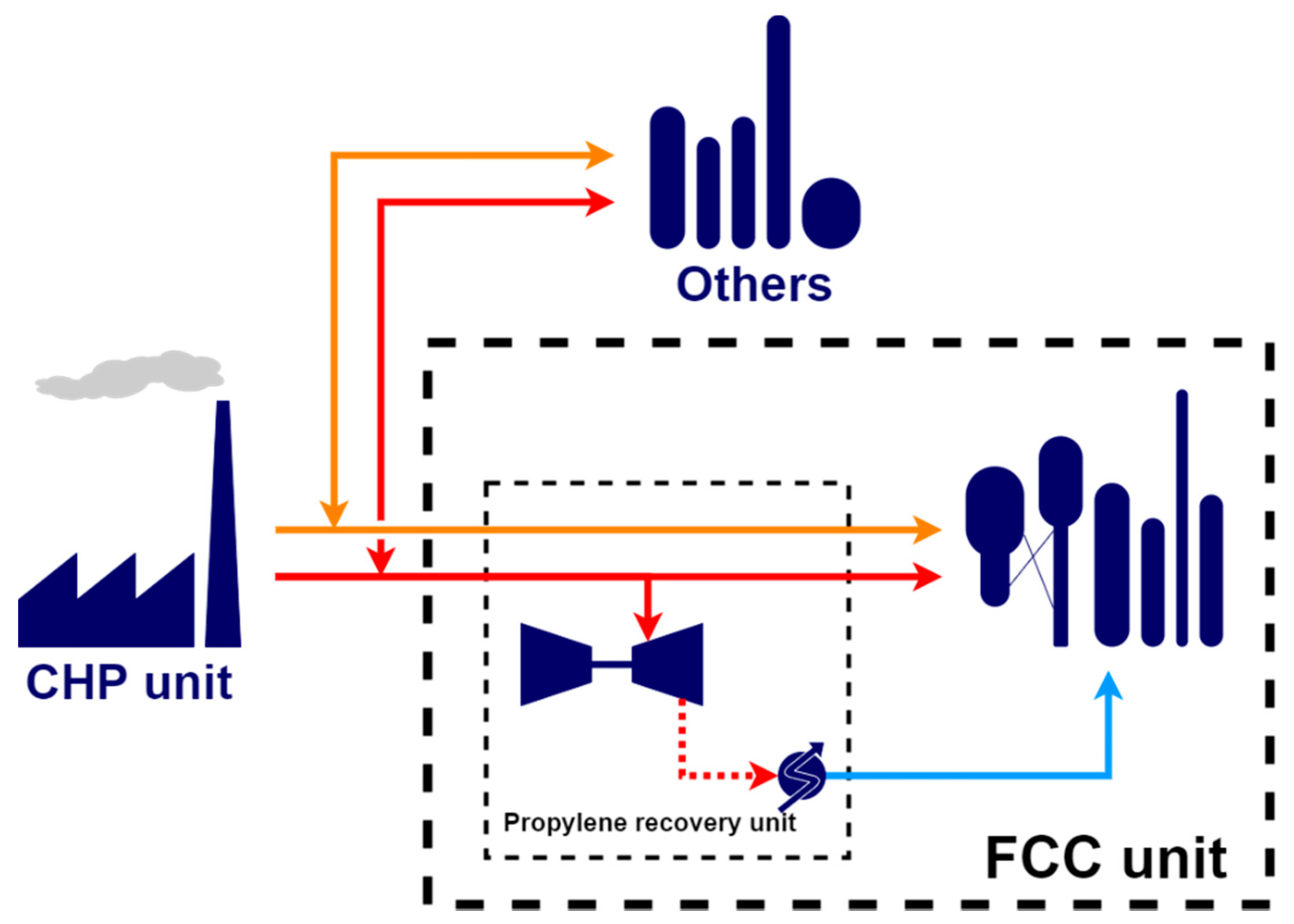
26], defining the safe operation window between 20 and 60 t/h of exported HPS from CHP. Such conditions prevent excessive erosion and pressure losses on one hand and steam stagnation in pipelines on the other. An existing pipeline, returning HPS to the CHP, enables HPS network operation with zero or even negative net HPS export from the CHP. Furthermore, exporting more than 60 t/h of HPS from the CHP is possible by utilizing a second main HPS pipeline that is normally closed but can be activated if needed. However, even with both the main HPS pipelines active, exporting more than 80 t/h HPS from the CHP for longer periods is unwanted, though possible. As shown in
Figure 28, the proposed steam drive change eliminated the occurrence of undesirably low HPS export from the CHP and simultaneously led to HPS export of over 80 t/h in certain periods, forcing the steam network operators to undertake additional measures to ensure the HPS network stability.
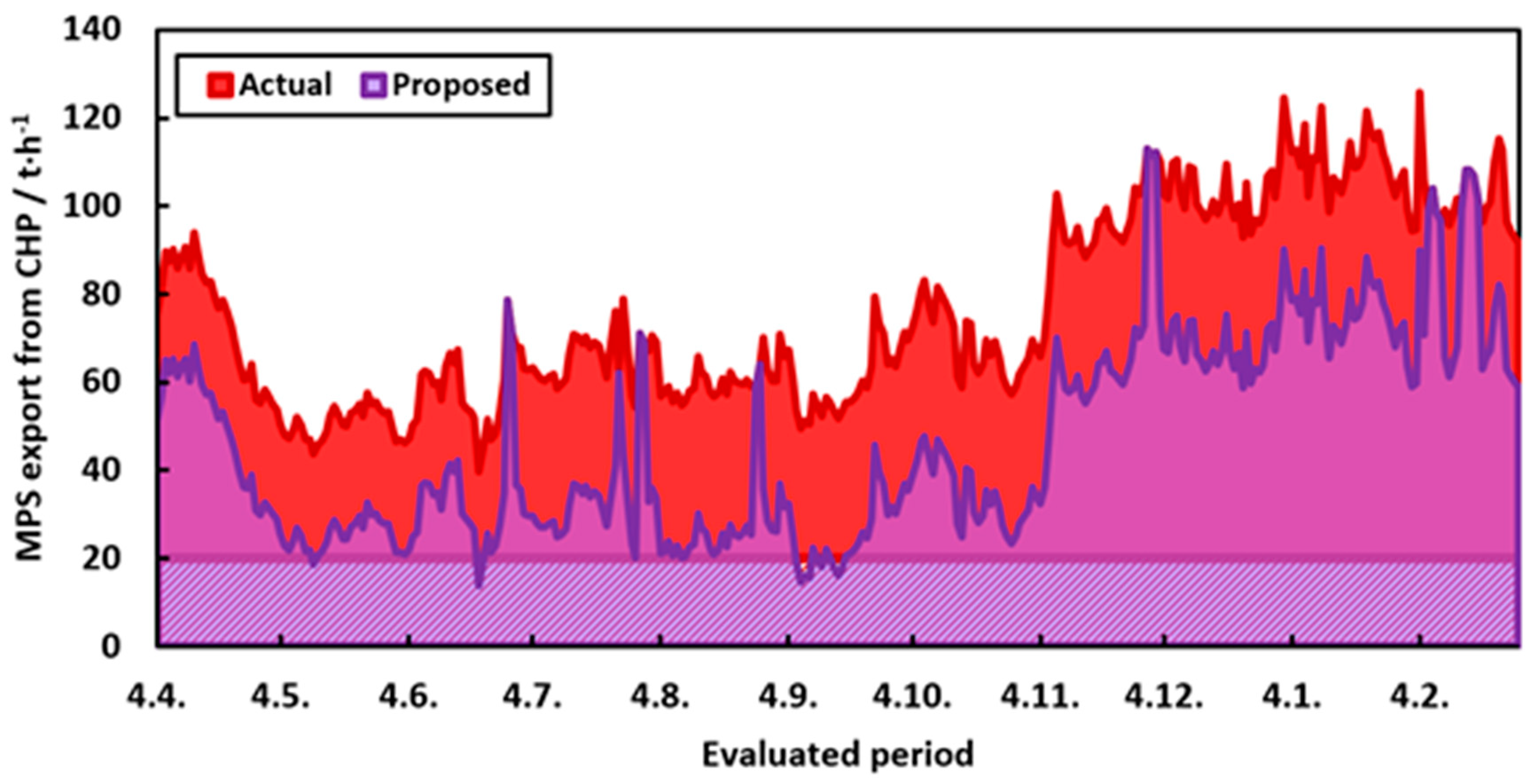
The MPS network operation was also investigated and the results are shown in
Figure 29. Presently, the MPS demand of the refinery exceeds 80 or even 100 t/h, which strains the MPS production capacity of the CHP. MPS export of over 100 t/h cannot usually be met by steam extraction and the deficit has to be covered by 9 MPa steam throttling in the CHP. As presented in
Figure 29, the occurrence of such unwanted states is strongly reduced by the new process drive in operation. A few periods appear, though, with MPS export below 20 t/h, which may affect the MPS network operation stability and have to be avoided by active MPS network management.
The change in exported steam mass flow at high-pressure and middle-pressure levels affects fuel consumption and carbon dioxide emissions of the CHP. The resulting effect differs according to the season of the year:
In colder months (October to April), fuel is saved, and CO2 emissions are reduced. Backpressure power production in the CHP is also reduced;
In warmer months (May to September), the reduction in the CHP backpressure power production is compensated by an increase in the condensing production which keeps the total power output of the CHP unchanged. The resulting change in fuel consumption and in CO2 emissions production is determined by the difference between: (a) Marginal condensing power production efficiency of the CHP and, (b) the condensing mechanical power production in the replaced condensing steam drive.
Based on discussion with CHP managers and operators, the following input data were considered in calculations:
Average thermal efficiency of the CHP is 85%, determined as the ratio of the enthalpy in exported steam to the fuel lower heating value;
Heavy fuel oil combusted in the CHP produces 3.2 tons of CO2 per 1 ton of oil;
Marginal efficiency of the condensing power production in the CHP is 3 MWh per ton of combusted fuel.
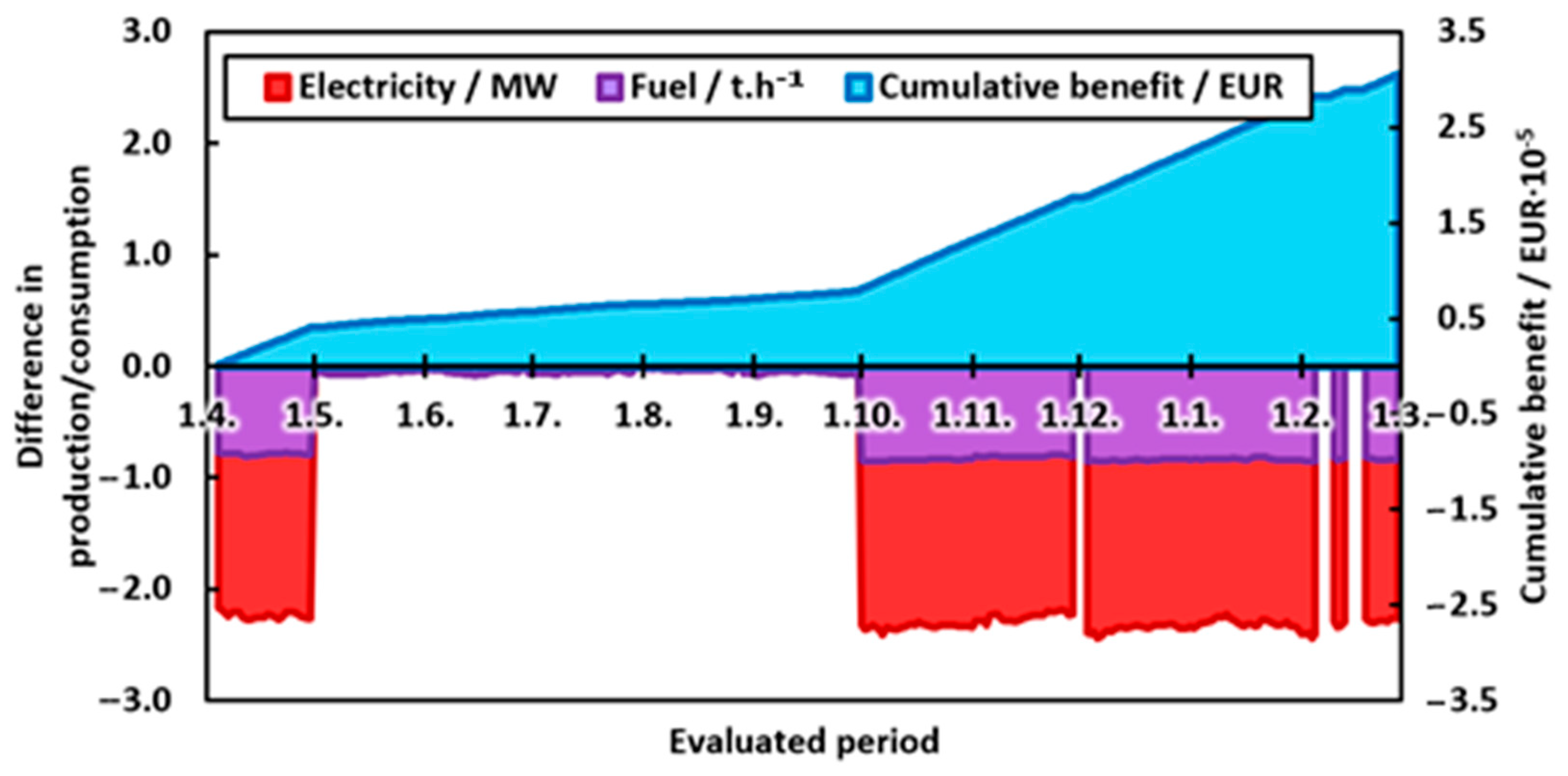
Trends of fuel consumption change and CHP electric power output decrease in the evaluated period are visualized in
Figure 30.
Evaluation of the economic potential of the condensing steam drive replacement assumed the following prices: Electricity 45 €/MWh; heavy fuel oil 120 €/t; and CO
2 emissions 27 €/t. The hourly benefit results from (1) the achieved decrease in fuel consumption and in CO
2 emissions, and (2) the amount of additional power purchased from the outer grid. Additional power has to be purchased to balance the lower CHP output in colder months (
Figure 30). The cumulative benefit curve (
Figure 30) is obtained by summing up the hourly benefits over the evaluated period. As can be seen, most of the benefit is harvested during colder months. Overall, 3.72 kt/year of fuel can be saved and CO
2 emissions from the CHP can be reduced by 11.13 kt/year as a result of the process steam drive replacement. The resulting benefit is expected to be over 300,000 EUR/year. A preliminary estimate of the steam drive replacement cost including new pipelines is around 450,000 EUR, leading to a preliminary simple payback period of 1.5 years. Due to the envisioned CO
2 emission cost increase, economic feasibility of this proposal should be retained even if the fuel price decreases or that of purchased electricity increases.
Considering the results presented in
Figure 25, it can be concluded that the C3 fraction feed processing capacity is met even with less rigorous steam drive sizing method. However, for the alternative with ten-times-longer pipelines, only the rigorous method presented in this paper ensures the retained process throughput capacity. Less complex sizing methods led to undersizing of the steam drive and the resulting processing capacity limitation (see
Figure 27) outweighed the economic potential of the steam drive replacement (
Figure 30) by far.
The presented technical and economic results varied significantly depending on the type and operation of the CHP that served as a marginal steam source. Modern industrial CHP units usually comprise a gas turbine-based combined cycle. If such a unit operates in a purely cogeneration mode (no or minimal condensing power production), the resulting change in fuel consumption and power production is different from that in
Figure 30. Apart from the electricity production change due to the steam balance shift on HPS and MPS levels, either (a) an increase in condensing power production due to utilization of the saved HPS, or, (b) a decrease in the power output of gas turbine(s) and the associated fuel consumption reduction can be observed. The way is chosen by the CHP managers based on fuel costs compared to marginal power production cost in the combined cycle. In any case, since the combined cycle is a more efficient marginal cogeneration steam source than a traditional steam CHP, the resulting fuel consumption and CO
2 emissions release is lower. This further accentuates the need to analyze the marginal steam source operation carefully prior to steam drive sizing.








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}