Experimental Study of Micro Electrochemical Discharge Machining of Ultra-Clear Glass with a Rotating Helical Tool



Abstract
:1. Introduction
2. Experimental Set-Up and Model for Machining Process
2.1. Experimental Set-Up
2.2. Establishing of Machining Process Model
- (a)
- The mean heat released by the discharges q is linear to the energy for melting material in unit time, for which the linear coefficient is the constant k.
- (b)
- The hole after drilling is a uniform cylinder.
- (c)
- The distance between the end of the rotary helical electrode and the bottom of the hole is assumed to be constant and this constant is c, shown in Figure 3.
3. Experiments and Discussion
3.1. Experimental Arrangement
3.2. Effect of Pulse Voltage on Side Gap
3.3. Effect of Duty Factor on Side Gap
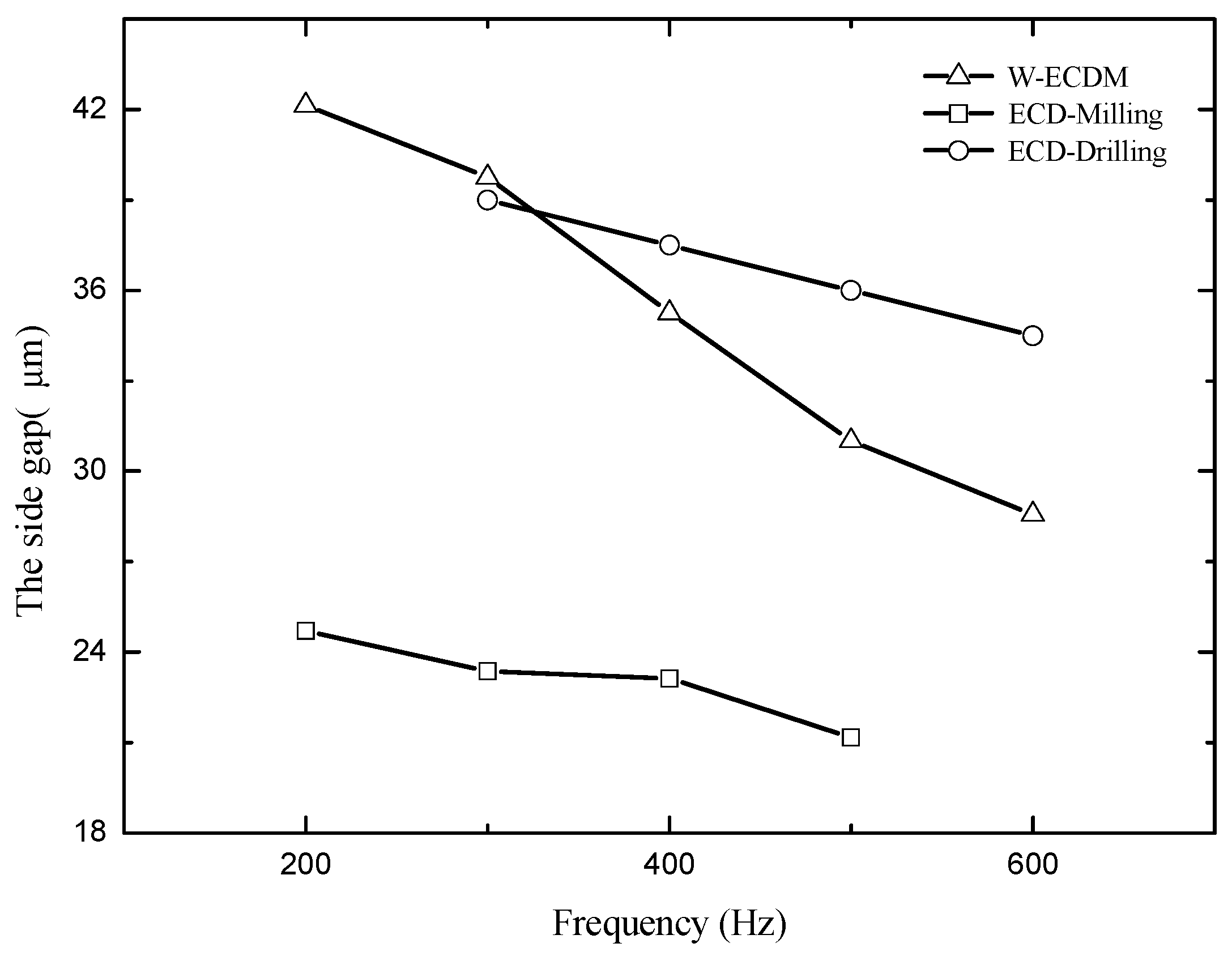
3.4. Effect of Frequency on Side Gap
3.5. Effect of Feed Rate on Side Gap
4. Experimental Results
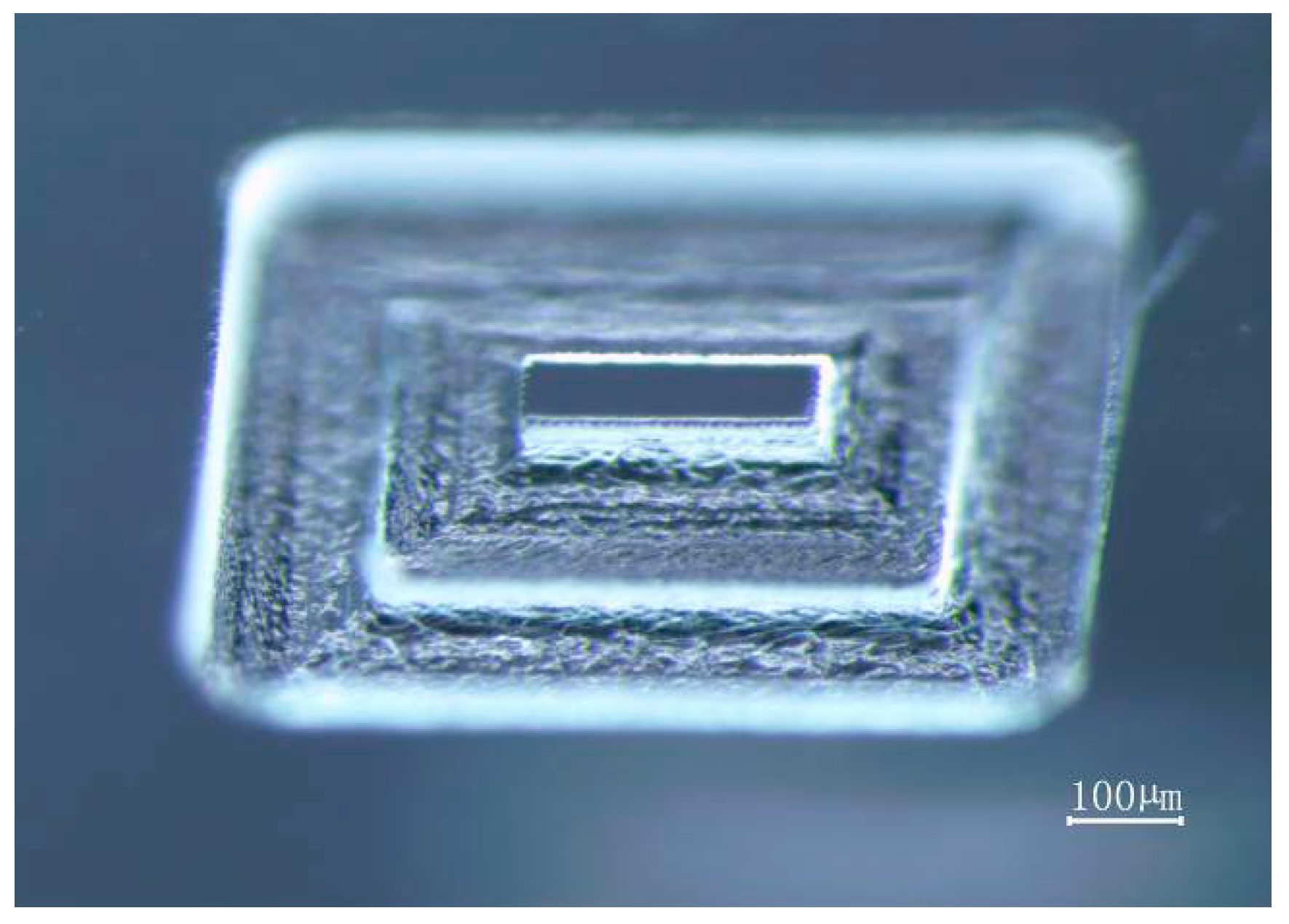
4.1. Electrochemical Discharge Drilling of Array Micro Holes
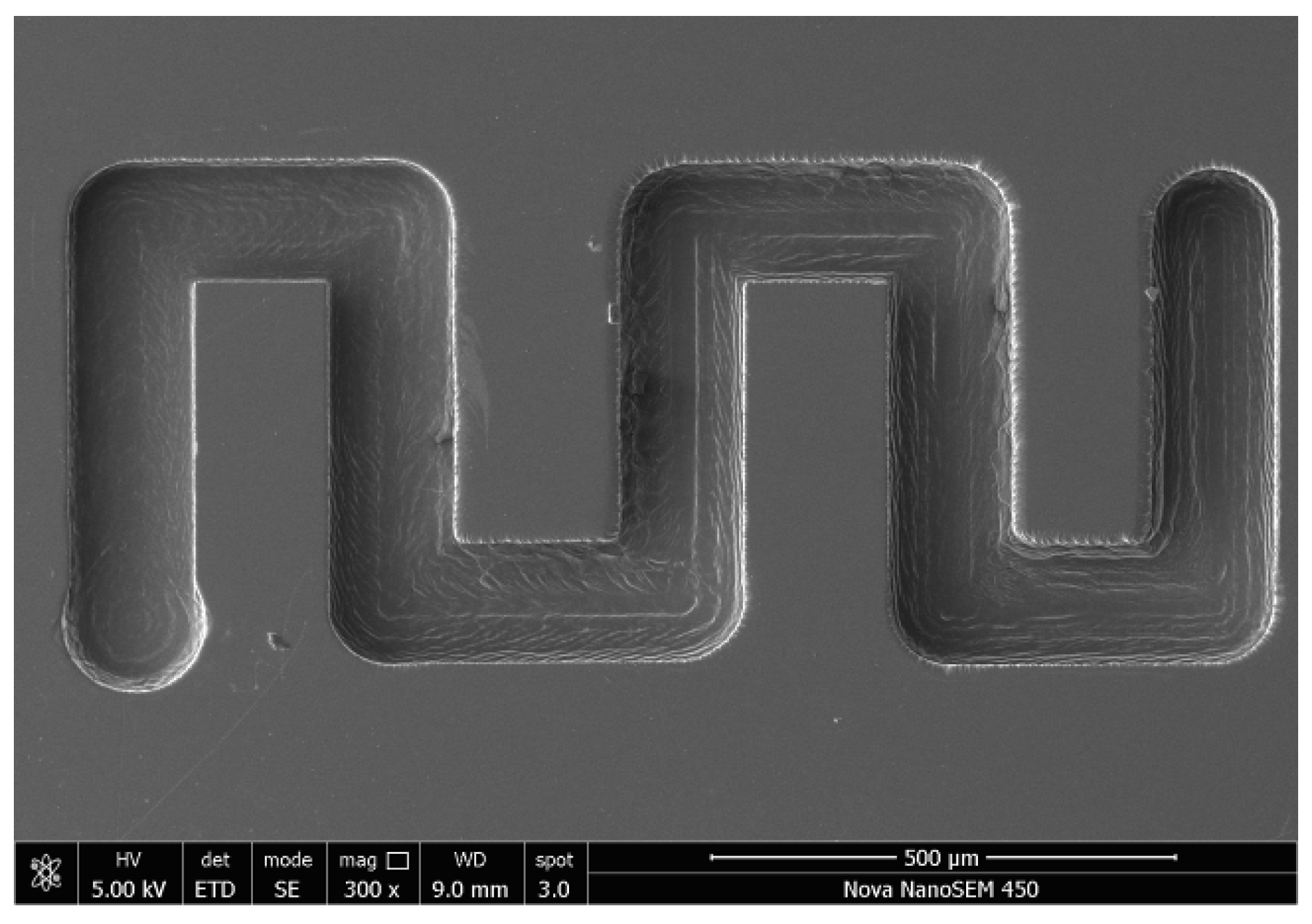
4.2. Electrochemical Discharge Milling of Micro Structures
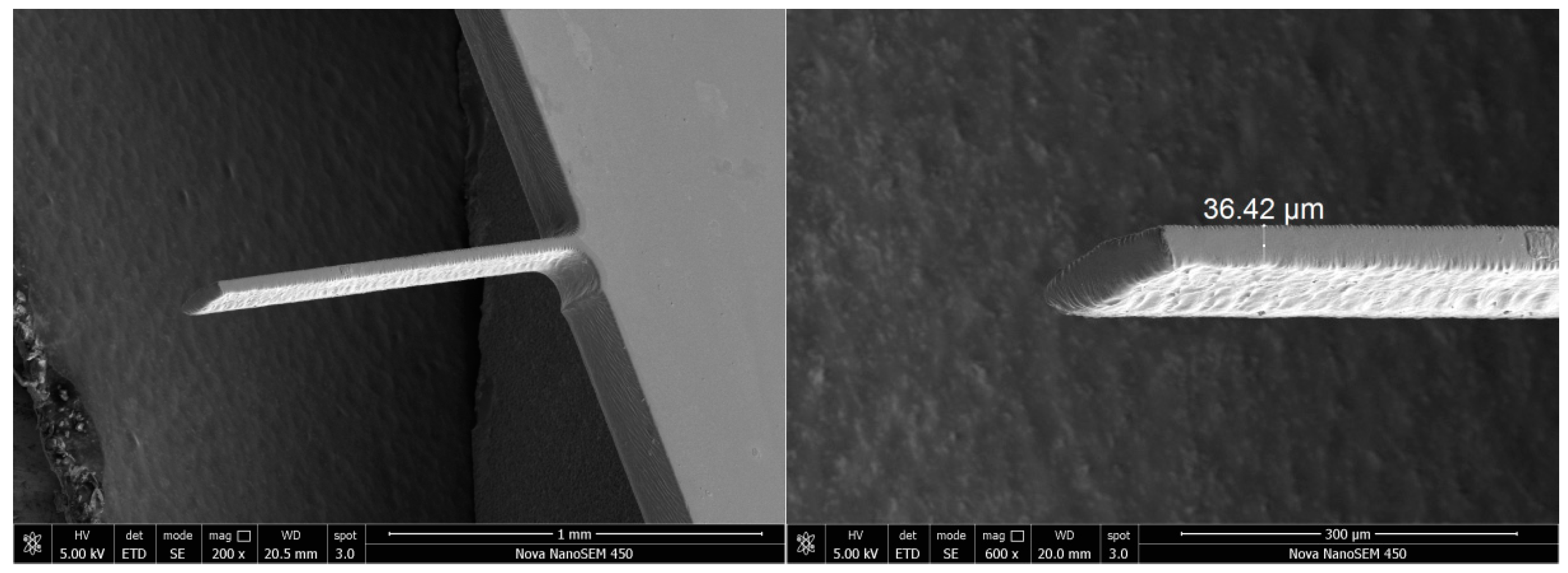
4.3. Wire Electrochemical Discharge of Micro Structures
5. Conclusions
- (1)
- The mathematical model for the ECDM process was established to guide the machining of microstructures on ultra-clear glass.
- (2)
- The side gap increased with the increase in voltage and duty factor and was reduced with a higher frequency and feed rate in a certain range.
- (3)
- By employing optimized parameters in ECDM, micro holes, micro channels, micro slits and complicated three-dimensional features with ten several-micron side gaps were successfully fabricated on ultra-clear glass.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Allesu, K.; Ghosh, A.; Wuju, M.K. A preliminary qualitative approach of a proposed mechanism of material removal in electrical machining of glass. Eur. J. Mech. Eng. 1991, 36, 201–207. [Google Scholar]
- Zheng, Z.P.; Cheng, W.H.; Huang, F.Y.; Yan, B. 3D microstructuring of Pyrex glass using the electrochemical discharge machining process. J. Micromech. Microeng. 2007, 17, 960–966. [Google Scholar] [CrossRef]
- Díaz-Tena, E.; Gallastegui, E.; Hipperdinger, M.; Donati, E.R.; Ramírez, M. New advances in copper biomachining by iron-oxidizing bacteria. Corros. Sci. 2016, 112, 385–392. [Google Scholar] [CrossRef]
- Paredes-Sanchez, J.P.; Lopez-Ochoa, L.M.; Lopez-Gonzalez, L.M.; Las-Heras-Casas, J.; Xiberta-Bernat, J. Evolution and perspectives of the bioenergy applications in Spain. J. Clean. Prod. 2019, 213, 553–568. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Plaza, S.; De Lacalle, L.N.; Lamikiz, A. Computer simulation of wire-EDM taper-cutting. Int. J. Comput. Integr. Manuf. 2006, 19, 727–735. [Google Scholar] [CrossRef]
- Nasim, S.; Mohammad, R.R.; Mansour, H. Experimental investigation of surfactant-mixed electrolyte into electro chemical discharge machining (ECDM) process. J. Mater. Process. Technol. 2017, 250, 190–202. [Google Scholar]
- Zhang, Z.Y.; Huang, L.; Jiang, Y.J.; Liu, G.; Nie, X.; Lu, H.Q.; Zhuang, H.W. A study to explore the properties of electrochemical discharge effect based on pulse power supply. Int. J. Adv. Manuf. Technol. 2016, 85, 2107–2114. [Google Scholar] [CrossRef]
- Sathisha, N.; Somashekhar, S.H.; Shivakumar, J. Prediction of material removal Rrate using regression analysis and artificial neural network of ECDM process. Int. J. Recent Adv. Mech. Eng. 2014, 3, 69–81. [Google Scholar]
- Jawalkar, C.S.; Sharma, A.P.; Kumar, P. Micromachining with ECDM: Research Potentials and Experimental Investigations. Channels 2012, 6, 340–345. [Google Scholar]
- Cao, X.D.; Kim, B.H.; Chu, C.N. Hybrid Micromachining of Glass Using ECDM and Micro Grinding. Int. J. Precis. Eng. Manuf. 2016, 14, 5–10. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R. Effect of ultrasonic vibration on the single discharge of electrochemical discharge machining. Mater. Manuf. Process. 2017, 33, 444–451. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R. Analytical and experimental study on the integration of ultrasonicallyvibrated tool into the micro electro-chemical discharge drilling. Precis. Eng. 2017, 47, 424–433. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Developments in electrochemical discharge machining: A review on electrochemical discharge machining, process variants and their hybrid methods. Int. J. Mach. Tools Manuf. 2016, 105. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R. Study of the current signal and material removal during ultrasonic-assisted electro chemical discharge machining. Int. J. Adv. Manuf. Technol. 2017, 92, 1591–1599. [Google Scholar] [CrossRef]
- Han, M.S.; Min, B.K.; Lee, S.J. Modeling gas film formation in electrochemical discharge machining processes using a side-insulated electrode. J. Micromech. Microeng. 2008, 18, 19–26. [Google Scholar] [CrossRef]
- Furutani, K.; Maeda, H. Machining a glass rod with a lathe-type electro-chemical discharge machine. J. Micromech. Microeng. 2008, 18, 6–13. [Google Scholar] [CrossRef]
- Kun, L.W.; Hsin, M.L.; Kuan, H.C. Application of Electrochemical Discharge Machining to Micro-Machining of Quartz. Adv. Mater. Res. 2004, 939, 161–168. [Google Scholar]
- Tsuchiya, H.; Inoue, T.; Miyazaiki, M. Wire electro-chemical discharge machining of glasses and ceramics. Bull. Jpn. Soc. Precis. Eng. 1985, 19, 73–74. [Google Scholar]
- Jain, V.K.; Rao, P.S.; Choudhary, S.K.; Rajurkar, K.P. Experimental Investigations into Traveling Wire Electrochemical Spark Machining (TW-ECSM) of Composites. J. Eng. Ind. 1991, 113, 75–84. [Google Scholar] [CrossRef]
- Panda, M.C.; Yadava, V. Finite element prediction of material removal rate due to traveling wire electrochemical spark machining. Int. J. Adv. Manuf. Technol. 2009, 45, 506–520. [Google Scholar] [CrossRef]
- Kuo, K.Y.; Wu, K.L.; Yang, C.K.; Yan, B.H. Wire electrochemical discharge machining (WECDM) of quartz glass with titrated electrolyte flow. Int. J. Mach. Tools Manuf. 2013, 72, 50–57. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Y.B.; Fu, C.; Jia, Z.X. Surface integrity of alumina machined by electrochemical discharge assisted diamond wire sawing. J. Manuf. Process. 2018, 31, 96–102. [Google Scholar] [CrossRef]
- Rattan, N.; Mulik, R.S. Improvement in material removal rate (MRR) using magnetic field in TW-ECSM process. Mater. Manuf. Process. 2017, 32, 101–107. [Google Scholar] [CrossRef]
- Huang, S.F.; Liu, Y.; Li, J.; Hu, H.X.; Sun, L.Y. Electrochemical Discharge Machining Micro-Hole in Stainless Steel with Tool Electrode High-Speed Rotating. Mater. Manuf. Process. 2014, 29, 634–637. [Google Scholar] [CrossRef]
- Han, M.S.; Min, B.K.; Lee, S.J. Geometric improvement of electrochemical discharge micro-drilling using an ultrasonic-vibrated electrolyte. J. Micromech. Microeng. 2009, 19, 65004. [Google Scholar] [CrossRef]
- Fang, X.L.; Zhang, P.F.; Zeng, Y.B.; Qu, N.S.; Zhu, D. Enhancement of performance of wire electrochemical micromachining using a rotary helical electrode. J. Mater. Process. Technol. 2016, 227, 129–137. [Google Scholar]
- Wang, M.Y.; Zhang, J.H.; Liu, Y.; Li, M.H. Investigation of Micro Electrochemical Discharge Machining Tool with High Efficiency. Recent Pat. Eng. 2016, 10, 146–153. [Google Scholar] [CrossRef]
- Jain, V.K.; Dixit, P.M.; Pandey, P.M. On the analysis of the electrochemical spark machining process. Int. J. Mach. Tools Manuf. 1999, 39, 165–186. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | ECD-Drilling | ECD-Milling | Wire ECDM |
|---|---|---|---|
| Pulse voltage | 35–41 (V) | 34–40 (V) | 32–40 (V) |
| Frequency | 400–700 (Hz) | 200–500 (Hz) | 200–600 (Hz) |
| Duty factor | 60–90 (%) | 50–80 (%) | 50–90 (%) |
| Feed velocity | 0.5–2 (μm/s) | 0.5–2 (μm/s) | 0.5–2.5 (μm/s) |
| Spindle speed | 3000 (rpm) | ||
| Concentration | 3 M (KOH) | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Zhang, C.; Li, S.; Guo, C.; Wei, Z. Experimental Study of Micro Electrochemical Discharge Machining of Ultra-Clear Glass with a Rotating Helical Tool. Processes 2019, 7, 195. https://doi.org/10.3390/pr7040195
Liu Y, Zhang C, Li S, Guo C, Wei Z. Experimental Study of Micro Electrochemical Discharge Machining of Ultra-Clear Glass with a Rotating Helical Tool. Processes. 2019; 7(4):195. https://doi.org/10.3390/pr7040195
Chicago/Turabian StyleLiu, Yong, Chao Zhang, Songsong Li, Chunsheng Guo, and Zhiyuan Wei. 2019. "Experimental Study of Micro Electrochemical Discharge Machining of Ultra-Clear Glass with a Rotating Helical Tool" Processes 7, no. 4: 195. https://doi.org/10.3390/pr7040195