Profile Monitoring for Autocorrelated Reflow Processes with Small Samples



Abstract
:1. Introduction
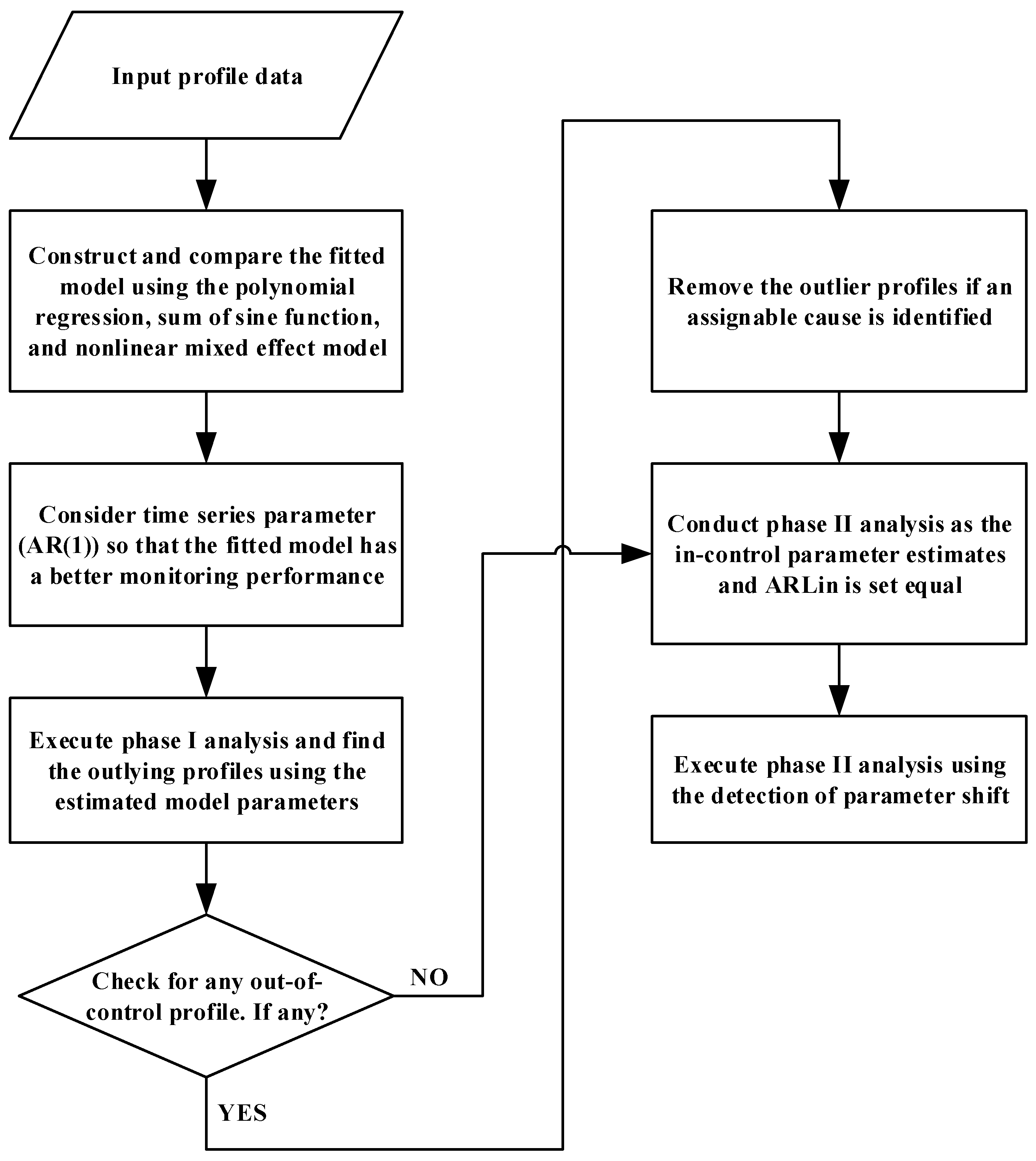
2. The Proposed Method for Monitoring Process Profiles
2.1. Constructing the Profile Model
2.1.1. Polynomial Model
2.1.2. Model of the Modified Sum of Sine Functions in two Different Forms
2.2. Phase I and II Monitoring and Analysis
3. Experimental Results for Profile Monitoring
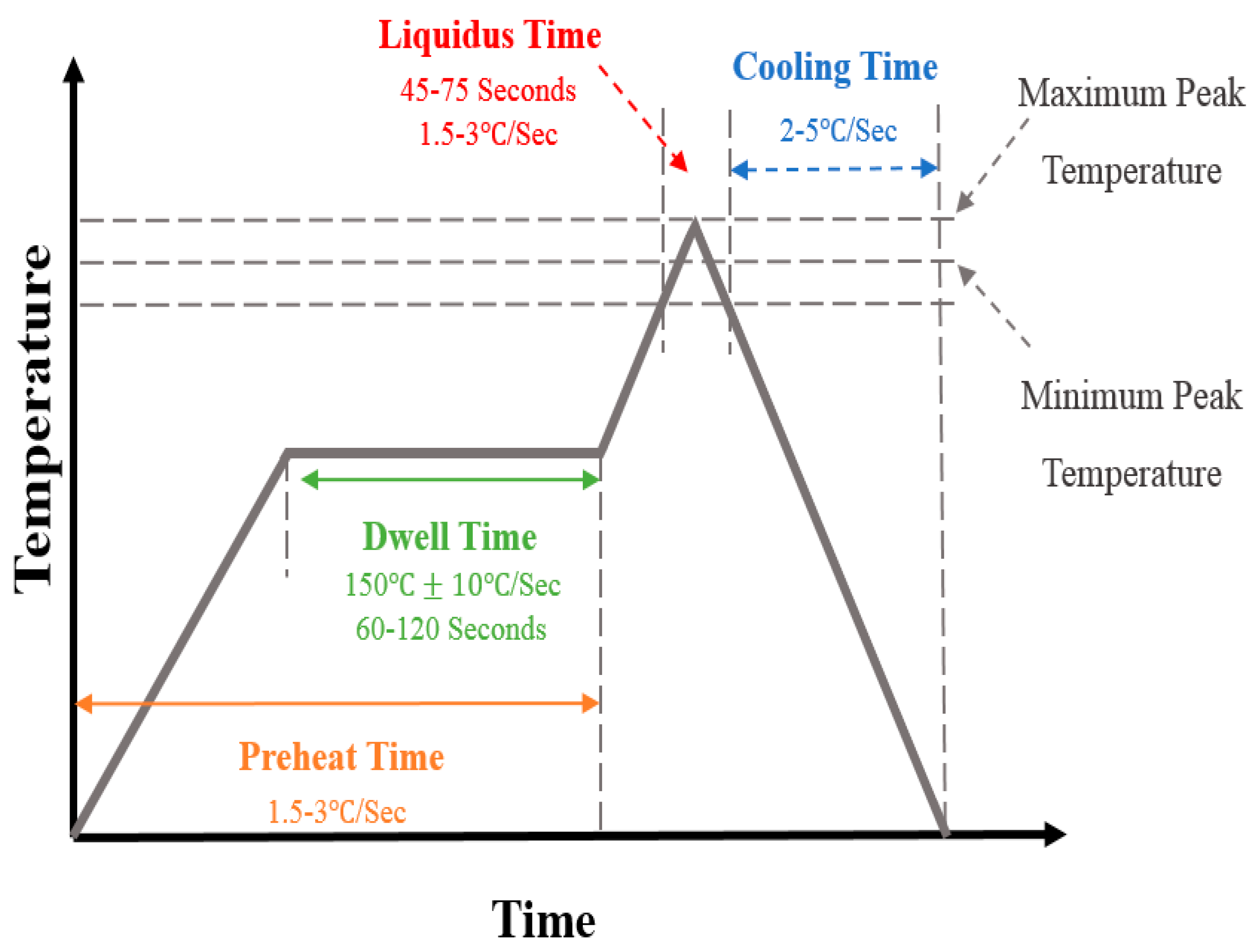
3.1. Fundamentals of Reflow Process
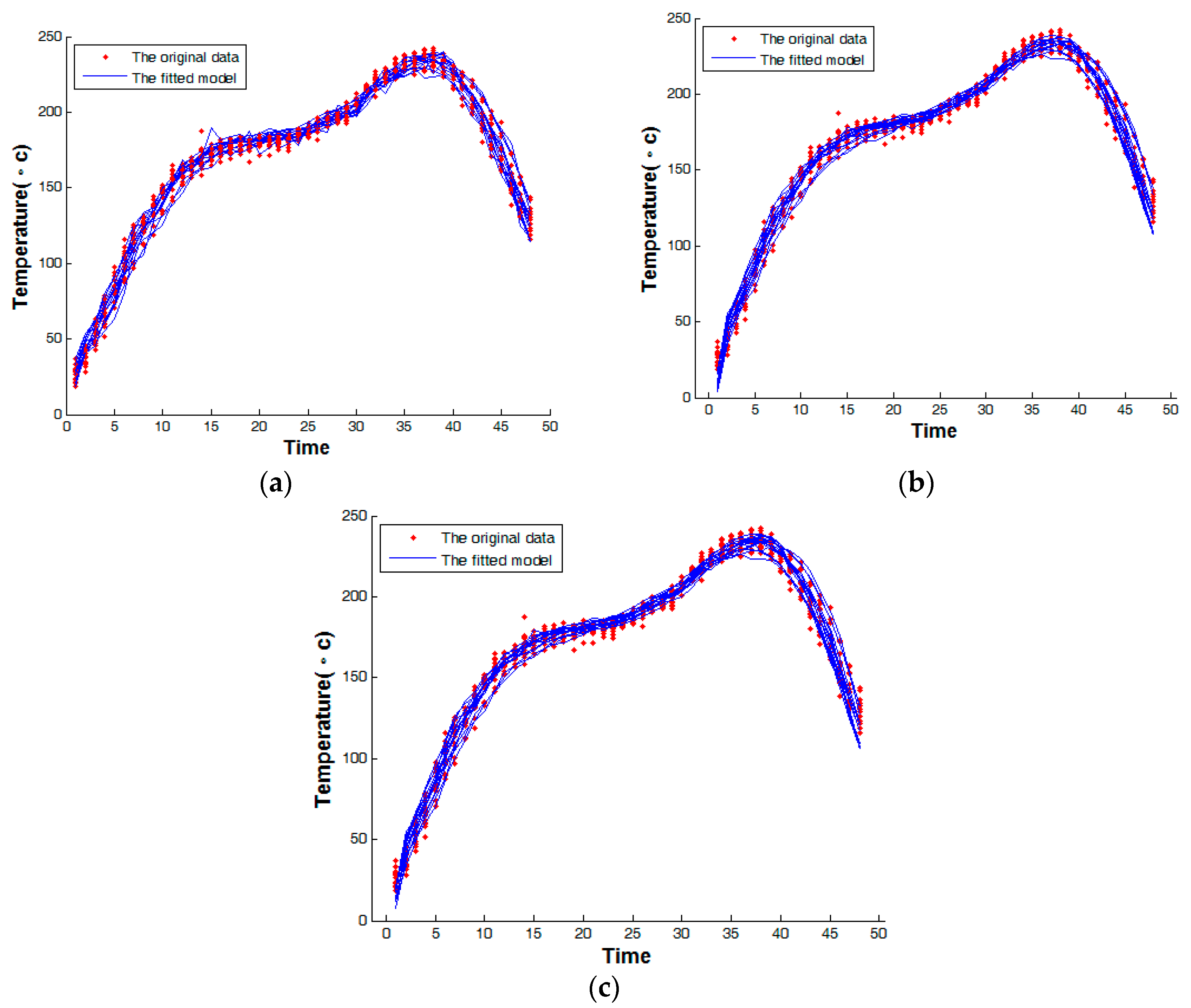
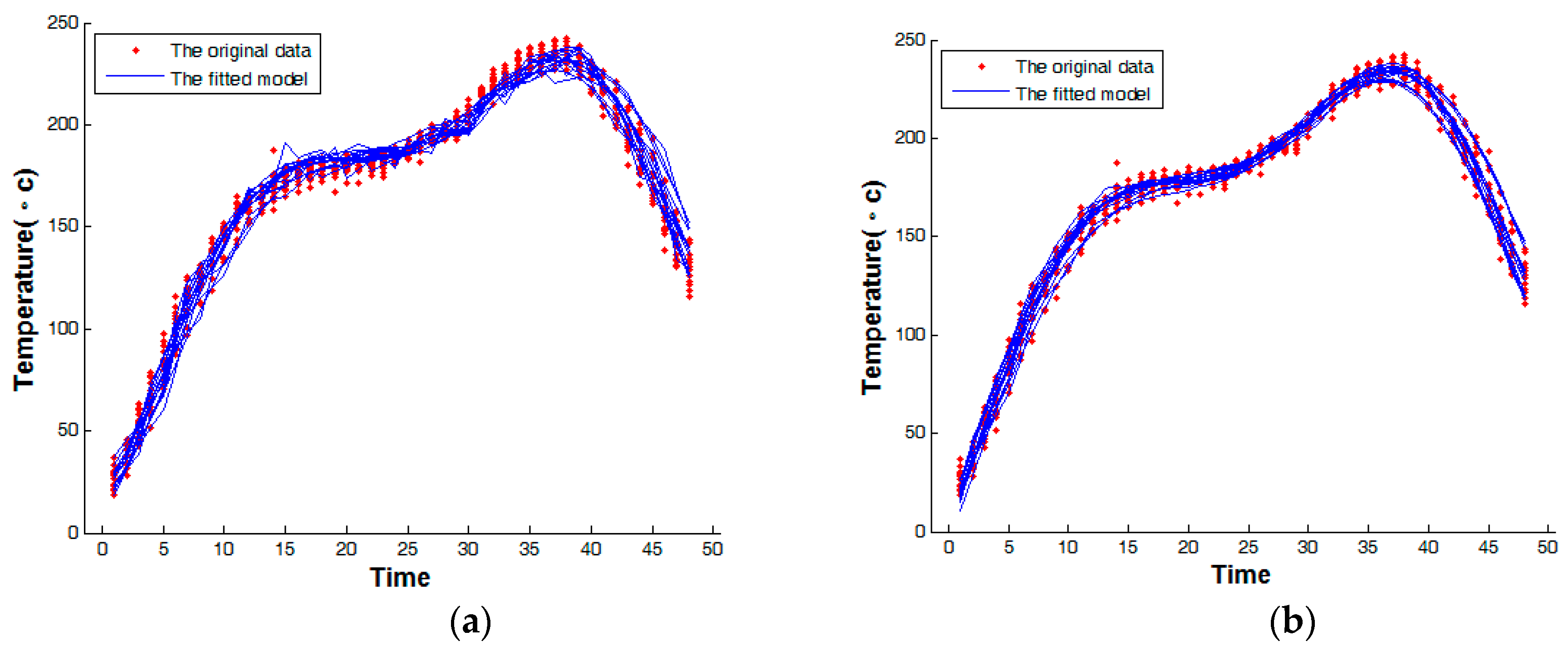
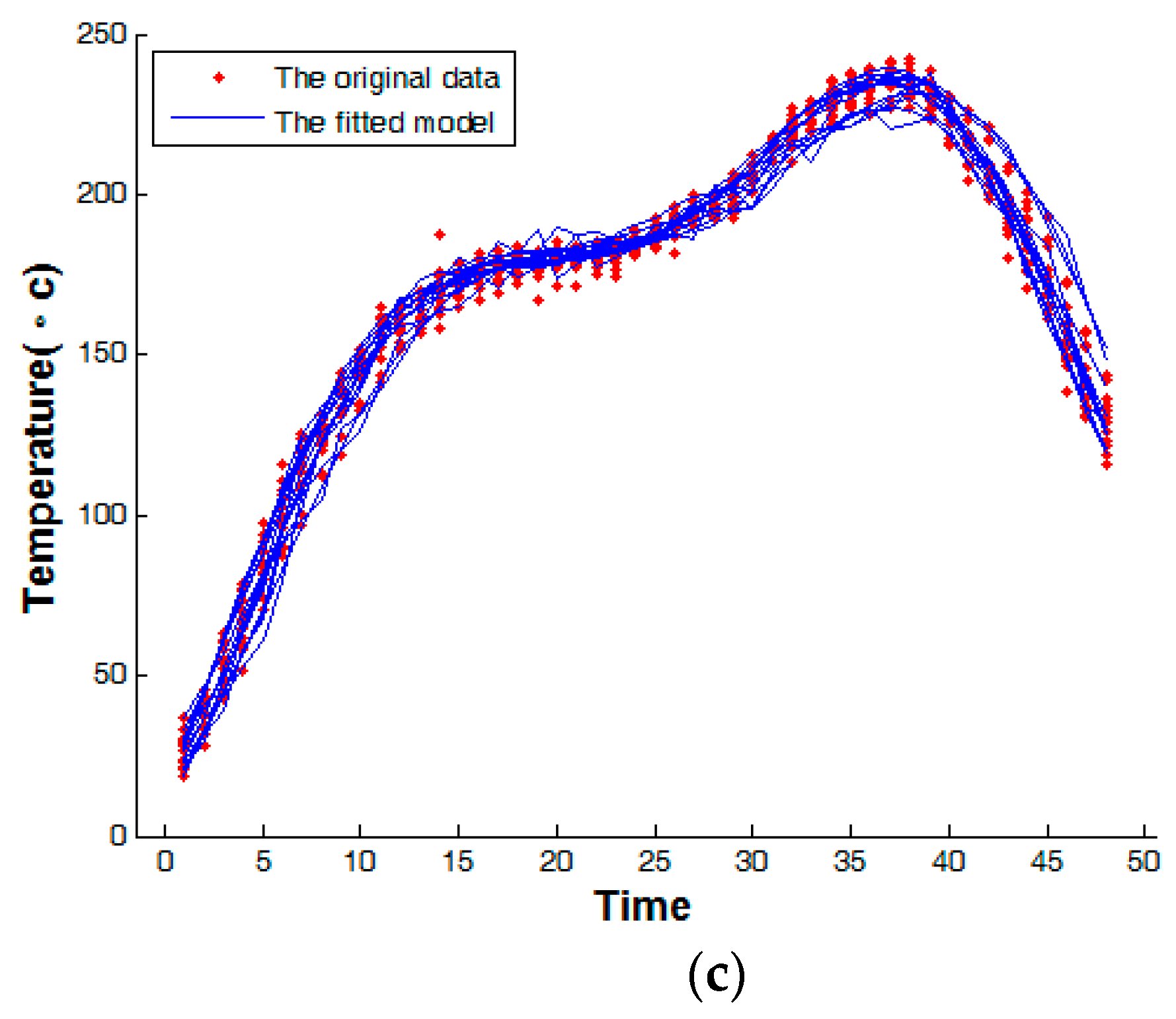
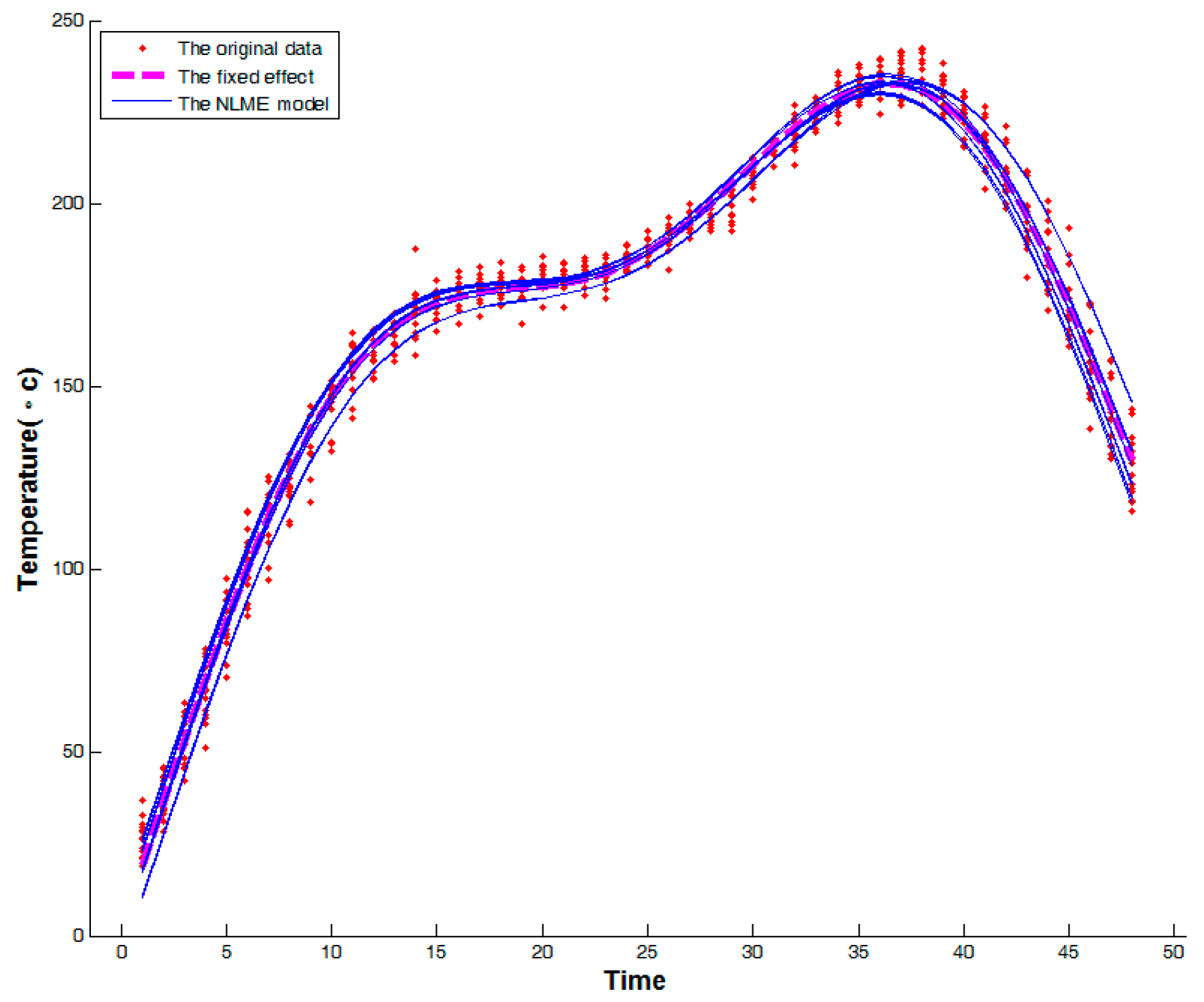
3.2. Comparing and Evaluating the Different Profile Models
3.3. Simulations for Phase I Analyses
3.4. Simulation Results for Phase II Monitoring
4. Conclusions
- If the profile pattern exhibits a significant autocorrelation effect, then the proposed framework can use a different profile model with AR(1) and the proposed model selection procedure to strengthen the fitting performance. Furthermore, we feel safe to conclude that the sum of two-sine functions with AR(1) can be a viable modelling option for nonlinear profiling monitoring instances where only small samples are available for the reflow process.
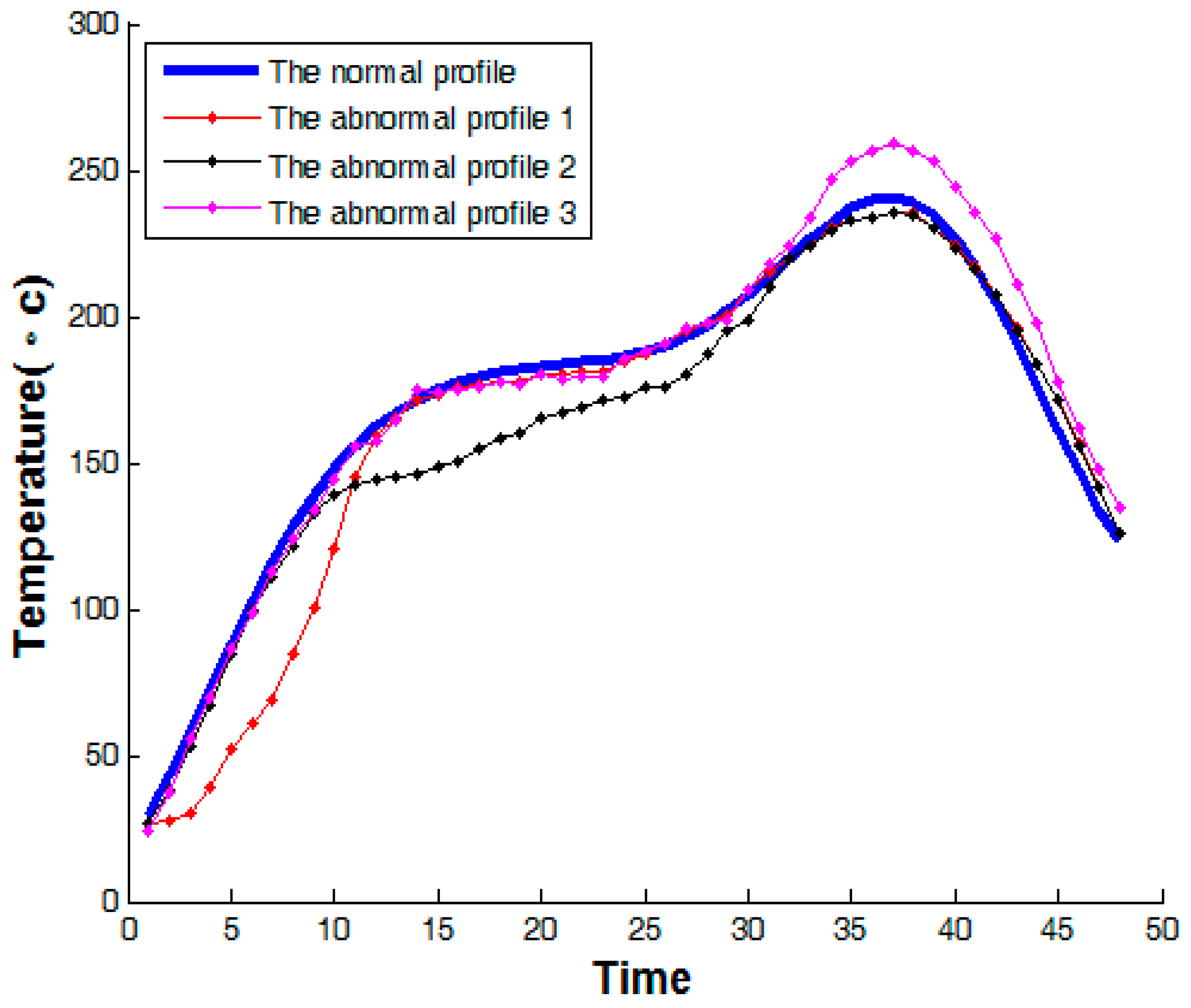
- In phase I of the reflow process that is investigated in this paper, two types of composite models all have good monitoring ability for identifying outlying profiles. However, the nonlinear mixed effects model cannot resolve the problem of autocorrelation in the residuals. This situation will cause difficulties in monitoring when autocorrelation is present.
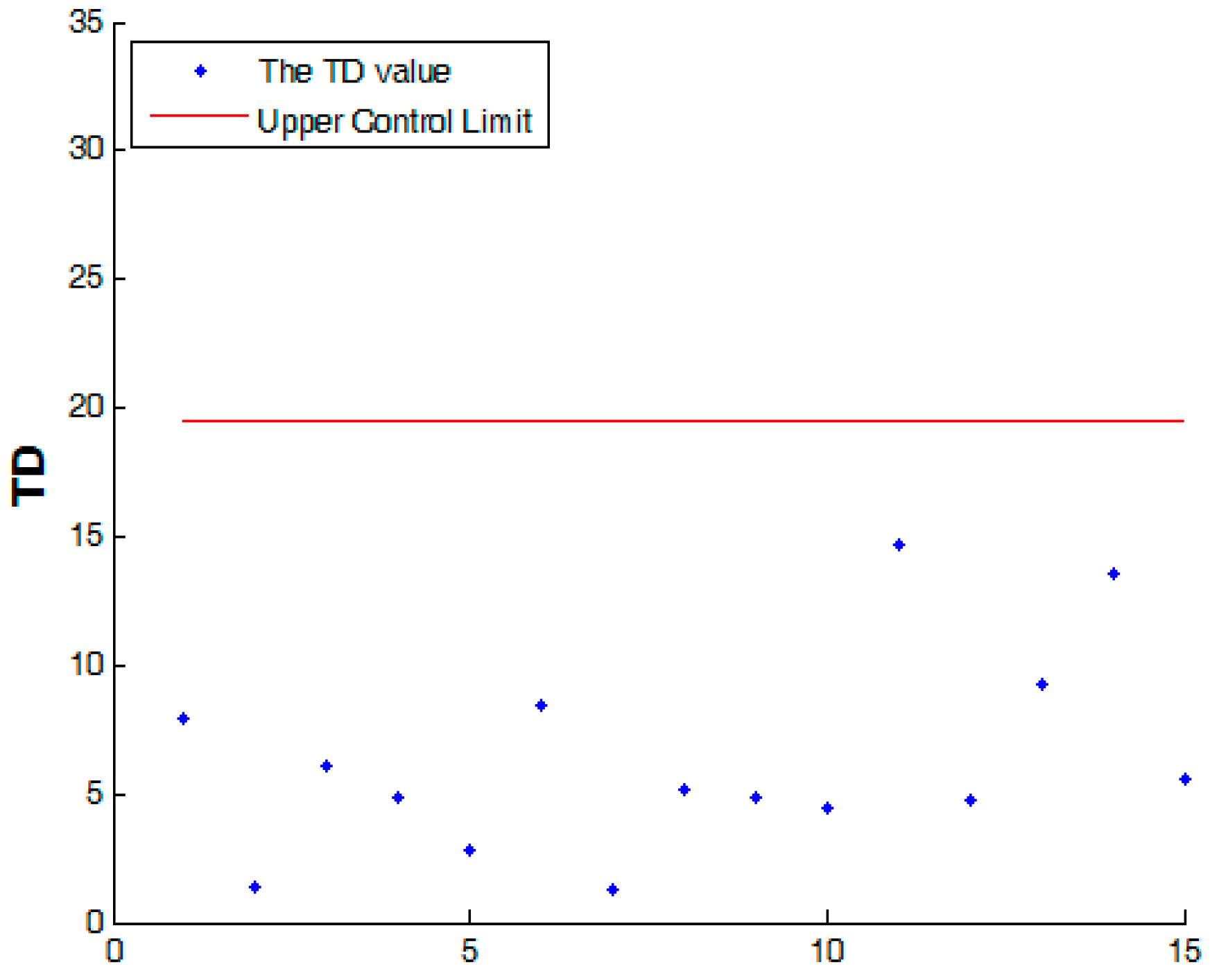
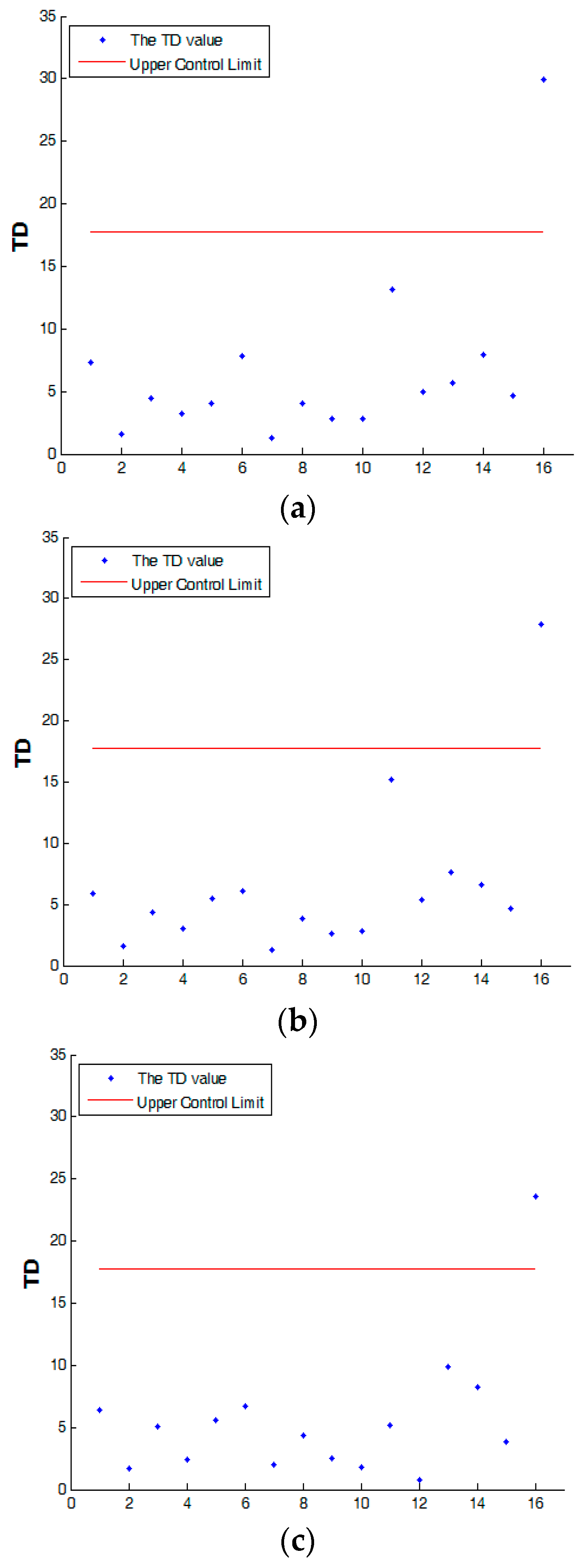
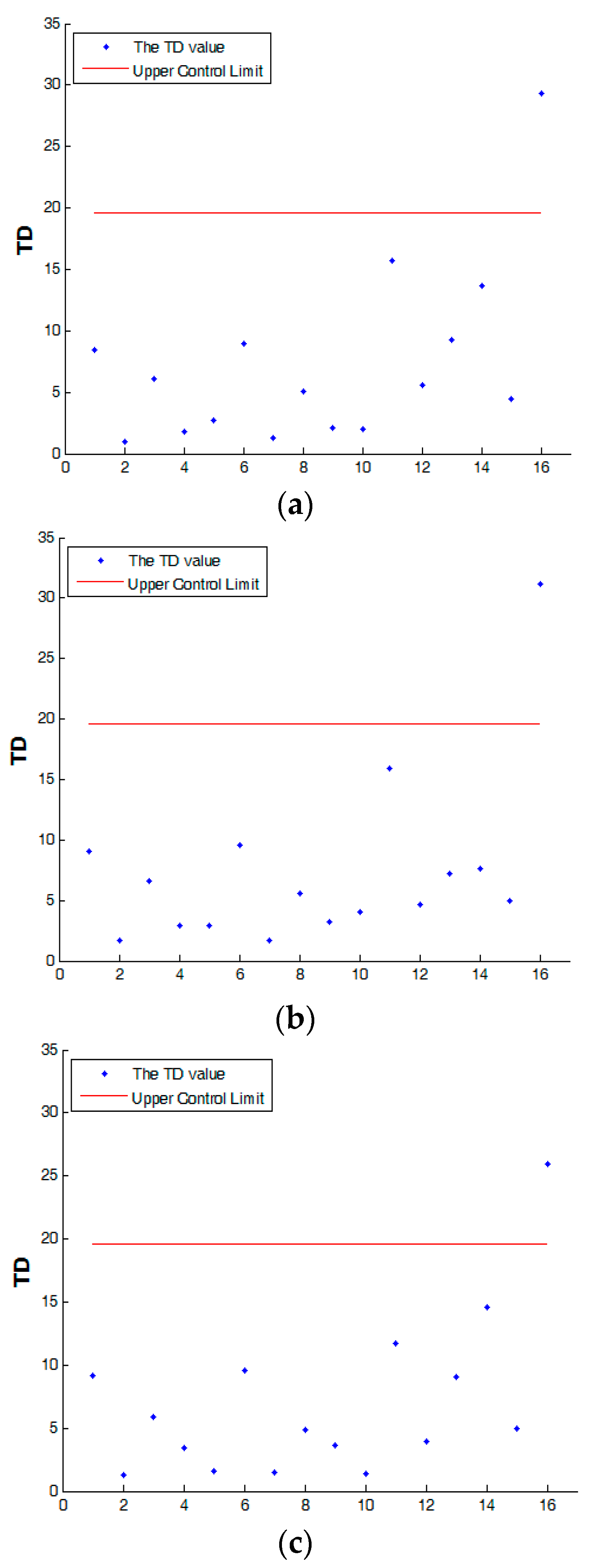
- According to the phase I results of the reflow process that was investigated in this study, the Hotelling T2 control chart can produce satisfactory performance for monitoring of the process profile.
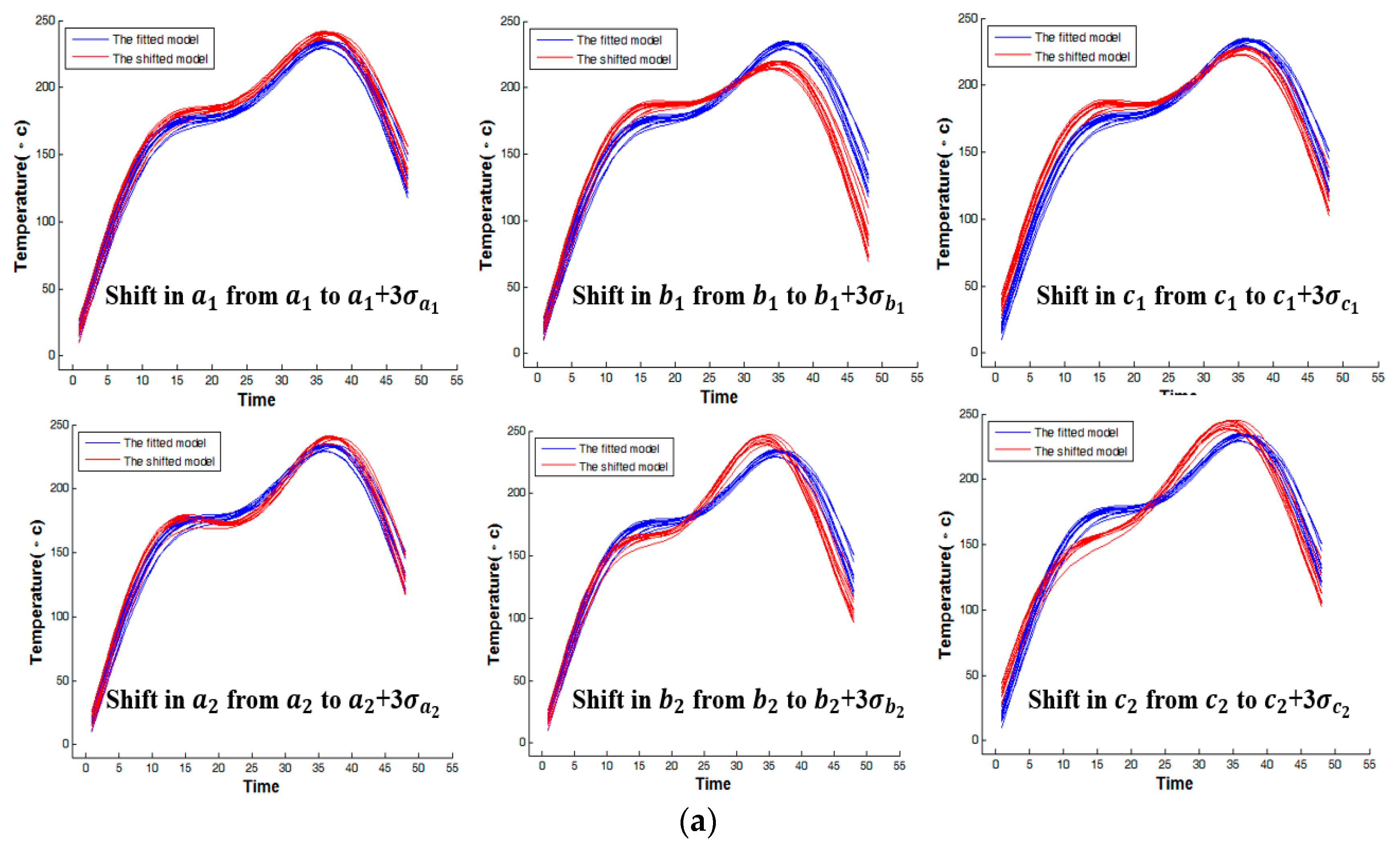
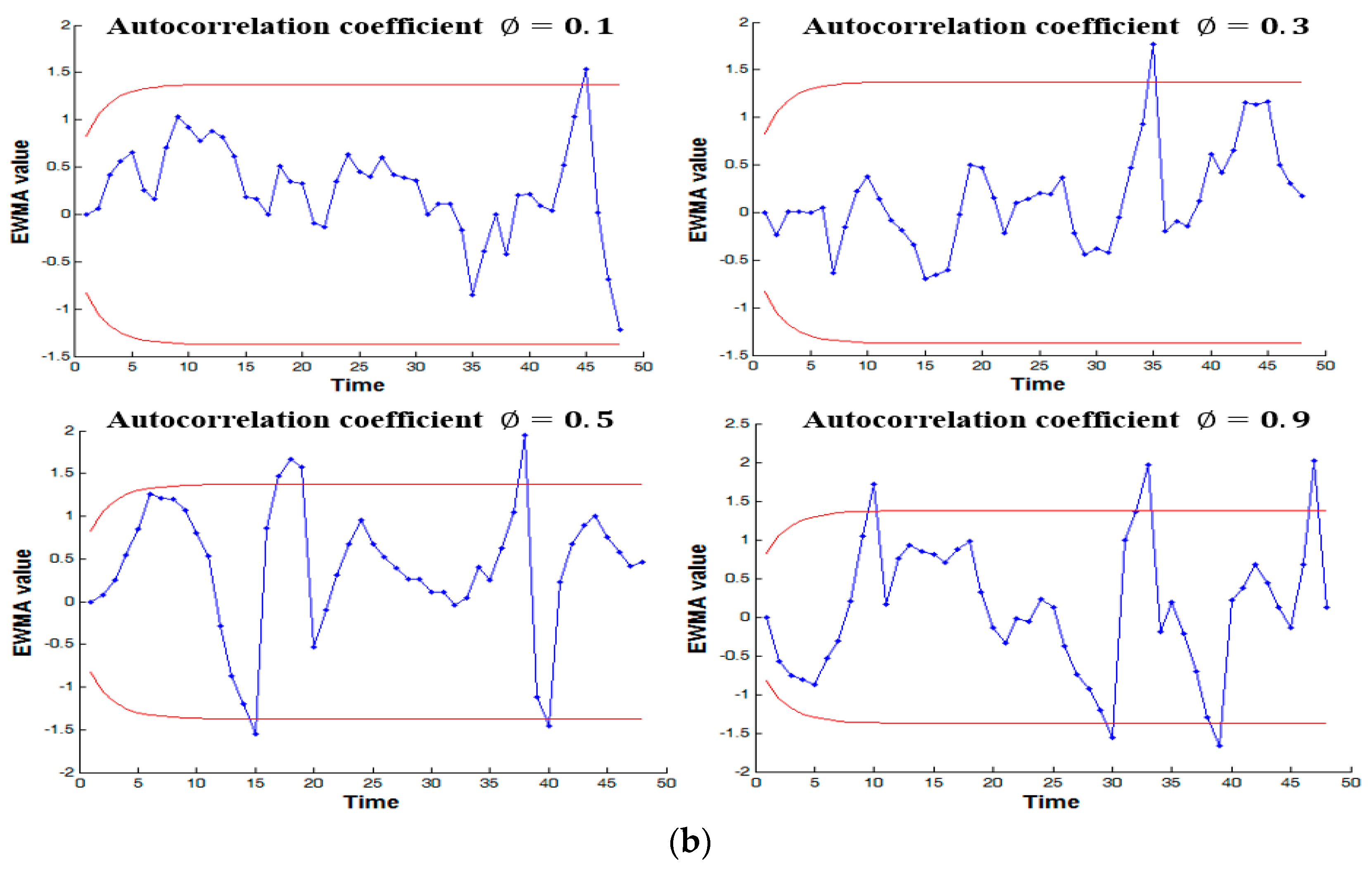
- On the whole, the proposed monitoring framework displays better detecting performances than the traditional polynomial regression model in phase II analysis for the reflow process that is discussed in this paper. In addition, the proposed EWMA control chart is also effective in detecting changes of the autocorrelation effect in residuals. This study pinpoints a major finding, a fact that the modified sum of two-sine functions is able to statistically fit the nonlinear profile of the reflow process data extremely well. In the proposed framework, the Hotelling T2 control chart and the EWMA control chart work in harmony to simultaneously monitor the parameter estimates (i.e., profile shape) and residuals (i.e., profile variability), respectively. The simulation results in phases I and II illustrate the proposed monitoring framework. Therefore, the practitioner can follow the guidelines of model building and process monitoring that are demonstrated in this paper, as the nonlinear profile monitoring task of the reflow process is necessary.
- To achieve desirable monitoring performances for other potential applications, the parameter setting of the control chart bears further scrutiny. A real-data examination of phase II analysis should be further conducted to complement the research outcomes that are delivered in this paper.
Author Contributions
Funding
Conflicts of Interest
Appendix A
- Use three nonlinear models to fit the data;
- Calculate (SICc, AICc);
- While (the goodness of fit test is satisfied)
- If (autocorrelation in the residuals)
- {
- Incorporate the time series model;
- }
- Construct the fitted model for each profile data
- Calculate the statistics using the vector of parameter estimates
- Calculate the control limits for the statistics
- If () or ()
- {
- Do
- Remove the out-of-control profiles;
- Recalculate the and its upper control limit to check for any out-of-control profile;
- While (all out-of-control profiles removed)
- }
For (the number of executions = 1:10,000)
Count = 0;
For (the number of simulated profiles = 1:20,000)
Count = count + 1;
Index = 0;
If (T2 > UCLT2)
RL (the number of simulations) = the number of simulated profiles;
Break;
Else
For (the sampling number of each profile = 1:48)
Calculate EWMA Z(the sampling number of each profile)
If (Z > UCLEWMA or Z < LCLEWMA)
Index = 1;
Break;
End
End
If (index = 1)
RL (the number of executions) = count;
Break;
End
End
End
End
Calculate ARL;
References
- Montgomery, D.C. Introduction to Statistical Quality Control, 5th ed.; Wiley: New York, NY, USA, 2005. [Google Scholar]
- Jensen, W.A.; Birch, J.B.; Woodall, W.H. Monitoring correlation within linear profiles using mixed models. J. Qual. Technol. 2008, 40, 167–185. [Google Scholar] [CrossRef]
- Chicken, E.; Pignatiello, J.J., Jr.; Simpson, J.R. Statistical process monitoring of nonlinear profiles using wavelets. J. Qual. Technol. 2009, 41, 198–212. [Google Scholar] [CrossRef]
- Qiu, P.; Zou, C.; Wang, Z. Nonparametric profile monitoring by mixed effects modeling. Technometrics 2010, 52, 265–277. [Google Scholar] [CrossRef]
- Hung, Y.C.; Tsai, W.C.; Yang, S.F.; Chuang, S.C.; Tseng, Y.K. Nonparametric profile monitoring in multi-dimensional data spaces. J. Process Control 2012, 22, 397–403. [Google Scholar] [CrossRef]
- Chuang, S.C.; Hung, Y.C.; Tsai, W.C.; Yang, S.F. A framework for nonparametric profile monitoring. Comput. Ind. Eng. 2013, 64, 482–491. [Google Scholar] [CrossRef]
- Ghahyazi, M.E.; Niaki, S.T.A.; Soleimani, P. On the monitoring of linear profiles in multistage processes. Qual. Reliab. Eng. Int. 2014, 30, 1035–1047. [Google Scholar] [CrossRef]
- Zhang, Y.; He, Z.; Zhang, C.; Woodall, W.H. Control charts for monitoring linear profiles with within-profile correlation using Gaussian process models. Qual. Reliab. Eng. Int. 2014, 30, 487–501. [Google Scholar] [CrossRef]
- Khedmati, M.; Niaki, S.T.A. Phase II monitoring of general linear profiles in the presence of between-profile autocorrelation. Qual. Reliab. Eng. Int. 2016, 32, 443–452. [Google Scholar] [CrossRef]
- Jensen, W.A.; Grimshaw, S.D.; Espen, B. Nonlinear profile monitoring for oven-temperature data. J. Qual. Technol. 2016, 48, 84–97. [Google Scholar]
- Fan, S.-K.S.; Chang, Y.J.; Aidara, N. Nonlinear profile monitoring of reflow process data based on the sum of sine functions. Qual. Reliab. Eng. Int. 2013, 29, 743–758. [Google Scholar] [CrossRef]
- Hurvich, C.M.; Tsai, C.L. Regression and time series model selection in small samples. Biometrika 1989, 76, 297–307. [Google Scholar] [CrossRef]
- McQuarrie, A.D. A small-sample correction for the Schwarz SIC model selection criterion. Stat. Prob. Lett. 1999, 44, 79–86. [Google Scholar] [CrossRef]
- Tracy, N.D.; Young, J.C.; Mason, R.I. Multivariate control charts for individual observations. J. Qual. Technol. 1992, 24, 88–95. [Google Scholar] [CrossRef]
- Sullivan, J.H.; Woodall, W.H. A comparison of multivariate control charts for individual observations. J. Qual. Technol. 1996, 28, 398–408. [Google Scholar] [CrossRef]
- Holmes, D.S.; Mergen, A.E. Improving the performance of the T2 control chart. Qual. Eng. 1993, 5, 619–625. [Google Scholar] [CrossRef]
- Williams, J.D.; Woodall, W.H.; Birch, J.B. Statistical monitoring of nonlinear product and process quality profiles. Qual. Reliab. Eng. Int. 2007, 23, 925–941. [Google Scholar] [CrossRef] [Green Version]
- Brill, R.V. A case study for control charting a product quality measure that is a continuous function over time. Presented at the 45th Annual Fall Technical Conference, Toronto, ON, Canada, 18–19 October 2001. [Google Scholar]
- Kim, K.; Mahmoud, M.A.; Woodall, W.H. On the monitoring of linear profile. J. Qual. Technol. 2003, 35, 317–328. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Different Order | The Fitting Performance for Polynomial with AR(1) Model | |||
|---|---|---|---|---|
| 3rd order | 0.9873 | 4.6003 | 3.7309 | 1522.7104 |
| 4th order | 0.9904 | 4.3485 | 3.5279 | 1126.4767 |
| 5th order | 0.9908 | 4.3158 | 3.5465 | 1048.1086 |
| The Different Order | The Fitting Performance for Sum of Sine with AR(1) Model | |||
|---|---|---|---|---|
| One-sine model | 0.9863 | 4.6576 | 3.7417 | 1677.0915 |
| Two-sine model | 0.9955 | 3.1722 | 2.4029 | 517.3413 |
| Three-sine model | 0.9909 | 3.4961 | 2.8972 | 994.5594 |
| Models | ||||
|---|---|---|---|---|
| 3rd order polynomial with AR(1) | 0 | 0 | 0 | 0 |
| 4th order polynomial with AR(1) | 0 | 0 | 0 | 0 |
| 5th order polynomial with AR(1) | 0 | 0 | 0 | 0 |
| One-sine with AR(1) | 0 | 0 | 0 | 0 |
| Two-sine with AR(1) | 9 | 9 | 10 | 7 |
| Three-sine with AR(1) | 6 | 6 | 5 | 8 |
| NLME model | 0.9929 | 3.9730 | 3.5039 | 718.9822 |
| Control Chart Based on the Polynomial Regression Model of Order 4 with AR(1) | ||||||
|---|---|---|---|---|---|---|
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 72.7286 | 40.0651 | 18.9343 | 9.2455 | 4.8773 | 2.8661 | |
| Control Chart Based on the Sum of Two-sine Functions with AR(1) Model | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 71.0655 | 40.0492 | 18.6020 | 9.0533 | 4.7834 | 2.8495 | |
| Control Chart Based on the Polynomial Regression of Order 4 | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 75.8772 | 45.8895 | 21.2343 | 10.5677 | 7.0577 | 3.0632 | |
| Control Chart Based on the Polynomial Regression Model of Order 4 with AR(1) | ||||||
|---|---|---|---|---|---|---|
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 73.5965 | 41.9621 | 19.6273 | 8.9772 | 4.8677 | 2.9916 | |
| Control Chart Based on the Sum of Two-sine Functions with AR(1) | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 73.5521 | 40.9701 | 18.2644 | 8.7256 | 4.7681 | 2.8211 | |
| Control Chart Based on Polynomial Regression of Order 4 | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 74.9043 | 52.3352 | 21.2921 | 10.8889 | 7.8225 | 4.5232 | |
| Control Chart Based on the Polynomial Regression Model of Order 4 with AR(1) | ||||||
|---|---|---|---|---|---|---|
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 74.8687 | 40.2647 | 18.5716 | 9.0064 | 4.9945 | 2.8466 | |
| Control Chart Based on the Sum of Two-sine Functions with AR(1) | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 74.4160 | 40.1462 | 18.3835 | 8.8046 | 4.6832 | 2.7475 | |
| Control Chart Based on the Polynomial Regression of Order 4 | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 78.3815 | 55.6741 | 22.7029 | 15.3900 | 6.3135 | 3.6904 | |
| Control Chart Based on the Polynomial Regression Model of Order 4 with AR(1) | ||||||
|---|---|---|---|---|---|---|
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 71.2188 | 40.5620 | 19.4892 | 9.1471 | 5.0632 | 2.9617 | |
| Control Chart Based on the Sum of Two-sine Functions with AR(1) | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 70.7991 | 39.8413 | 19.2414 | 8.7882 | 4.7695 | 2.8921 | |
| Control Chart Based on the Polynomial Regression of Order 4 | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 79.4577 | 59.0987 | 21.8773 | 9.9247 | 6.9499 | 3.1433 | |
| Control Chart Based on the Polynomial Regression Model of Order 4 with AR(1) | ||||||
|---|---|---|---|---|---|---|
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 77.9581 | 40.7159 | 17.8598 | 9.5453 | 5.2117 | 2.9759 | |
| Control Chart Based on the Sum of Two-sine Functions with AR(1) | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 77.6478 | 40.7232 | 17.7346 | 9.0055 | 4.9806 | 2.8821 | |
| Control Chart Based on the Polynomial Regression of Order 4 | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 80.9116 | 51.3598 | 25.5898 | 11.8557 | 6.0081 | 4.3123 | |
| Control Chart Based on the Polynomial Regression Model of Order 4 with AR(1) | ||||||
|---|---|---|---|---|---|---|
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 72.7417 | 41.3423 | 18.8105 | 9.0889 | 4.9321 | 2.8128 | |
| Control Chart Based on the Sum of Two-sine Functions with AR(1) | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 72.0051 | 40.9314 | 18.6684 | 9.0452 | 4.8423 | 2.7555 | |
| Control Chart Based on the Polynomial Regression of Order 4 | ||||||
| 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | |
| 74.3391 | 45.2862 | 22.9480 | 11.3352 | 5.8202 | 3.4110 | |
| Autocorrelation coefficient | 0.1 | 0.3 | 0.5 | 0.7 | 0.9 |
| 76.4314 | 50.9765 | 26.2965 | 13.8156 | 8.7692 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, S.-K.S.; Jen, C.-H.; Lee, J.-X. Profile Monitoring for Autocorrelated Reflow Processes with Small Samples. Processes 2019, 7, 104. https://doi.org/10.3390/pr7020104
Fan S-KS, Jen C-H, Lee J-X. Profile Monitoring for Autocorrelated Reflow Processes with Small Samples. Processes. 2019; 7(2):104. https://doi.org/10.3390/pr7020104
Chicago/Turabian StyleFan, Shu-Kai S., Chih-Hung Jen, and Jai-Xhing Lee. 2019. "Profile Monitoring for Autocorrelated Reflow Processes with Small Samples" Processes 7, no. 2: 104. https://doi.org/10.3390/pr7020104