1. Introduction
Oil palm (
Elaeis guineensis) is cultivated for the production of fresh fruit bunches (FFBs) due to its stability, high yield and low cost [
1,
2]. FFBs are then can be converted into a variety of products including foods, cosmetics, detergents and biofuels. To date, approximately 85% of global crude palm oil (CPO) is produced in Indonesia and Malaysia [
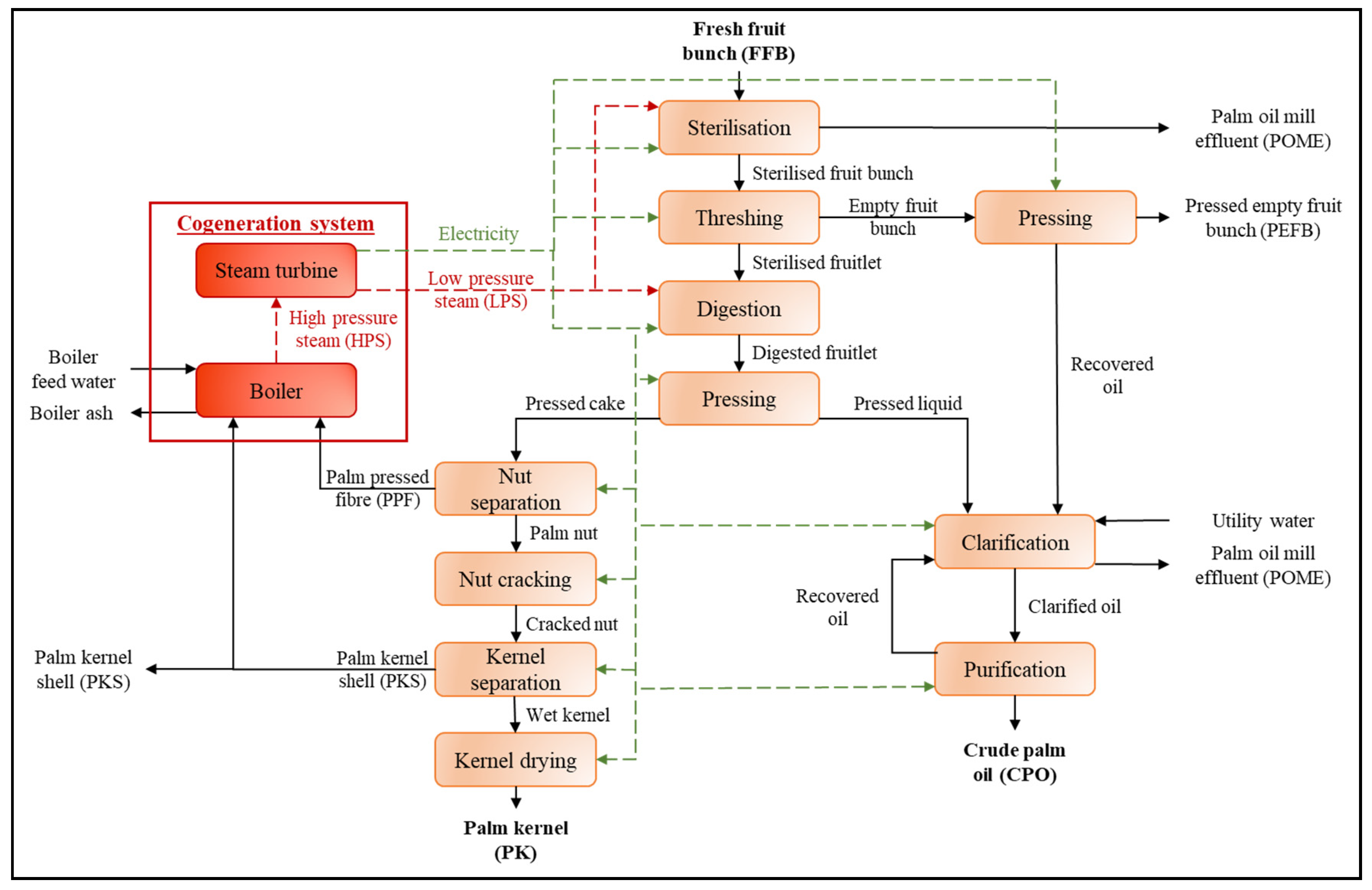
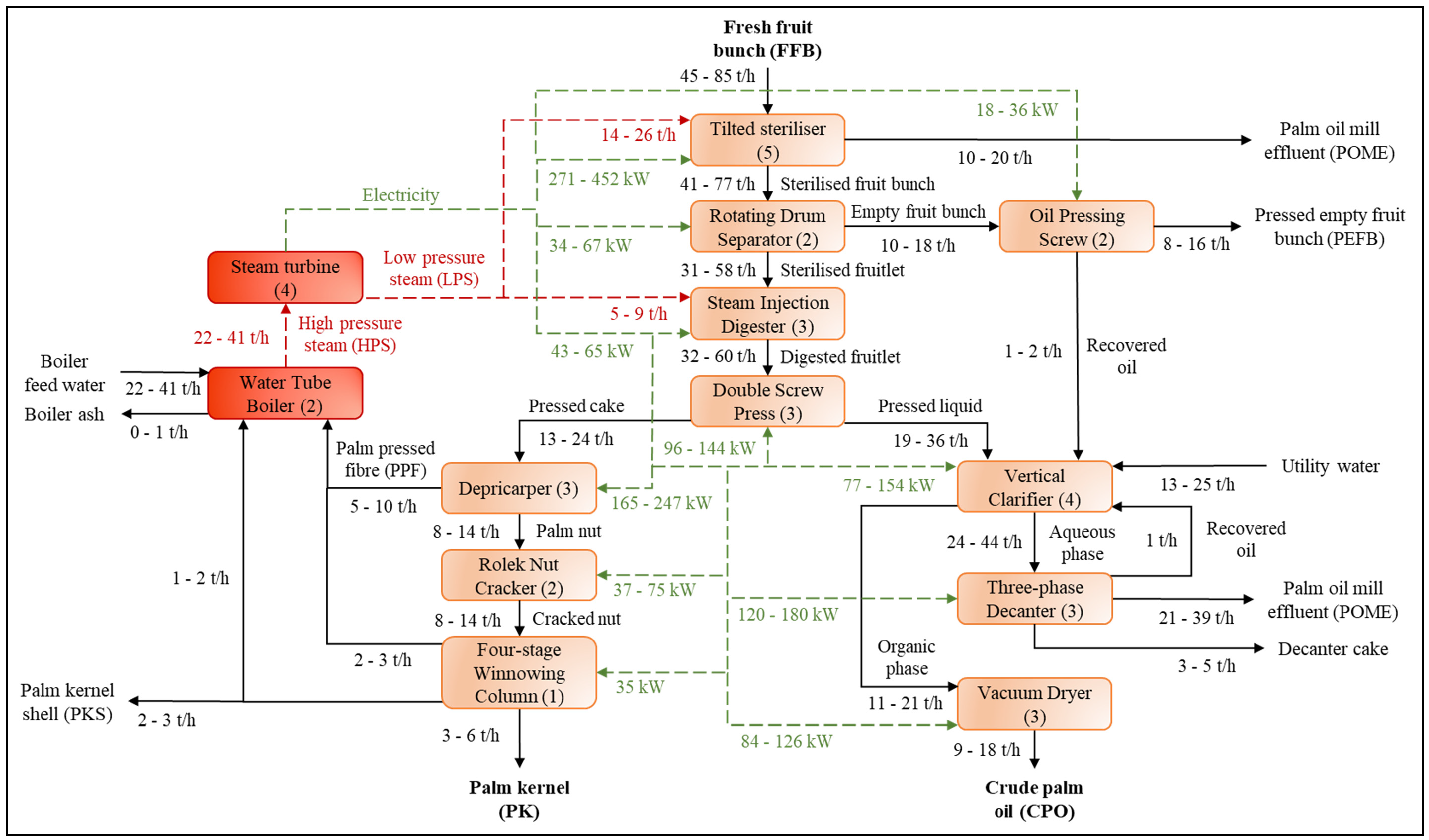
3]. CPO is extracted from FFBs in processing facilities known as palm oil mills (POM). A typical milling process consists of several operational units as shown in
Figure 1. FFBs undergo sterilisation, threshing, digestion and pressing to produce pressed liquid and cake. The pressed liquid is clarified and purified to produce CPO, while the pressed cake undergoes nut separation, nut cracking, kernel separation and drying to produce palm kernel (PK). Most POMs in Malaysia will send the PK to a kernel crushing plant for crude palm kernel oil (CPKO) production [
4] before refinery processes where CPO and CPKO are refined into higher quality edible oils and fats [
5]. Throughout the milling process, biomass such as palm kernel shell (PKS), pressed empty fruit bunch (PEFB) and palm pressed fibre (PPF) are generated as by-products. Meanwhile, large amounts of strong wastewater, which is known as palm oil mill effluent (POME) are produced during sterilisation and clarification operations.
POMs are usually located near to the plantations, which usually are in remote areas to minimise logistics costs. In Malaysia, 63% of the active POMs are positioned far away (>10 km) from electrical grid connection point [
7], leaving them at a disadvantage as they would require steam and electricity for CPO extraction. Abdullah and Sulaiman [
8] estimated that 0.075–0.1MWh electricity and 2.5 t of low-pressure steam (LPS) are required per ton of CPO produced. In current practice, over three-quarters of over 400 POMs in Malaysia met the process steam and electricity demands by burning PPF and a portion of PKS generated from the milling process [
9,
10] via co-generation [
11]. Excess PKS can then be sold as an alternative solid fuel around the world [
12,
13], while PEFB is returned to plantations as mulching materials [
14] or composted to produce biofertilizer [
15]. The biomass can also be used for a range of other applications (e.g., pellet, dried long fibre, etc.). Meanwhile, pond-based wastewater treatment systems are commonly used to treat POME before discharge [
16].
Yu-Lee [
17] stated that the processing capacity of a plant or system depends on the labour, equipment, technology and materials available. In this sense, POMs would have their unique design features and the operations of each mill may differ between one another. For instance, the capacity of a typical POM could range between 20 to 90 t/h of FFB, with operations up to 19 h every day [
18]. Besides, ripe FFBs collected from plantations must be transported and processed immediately in POMs to prevent degradation of CPO quality due to increased free fatty acid content [
19]. The amount of FFBs supplied to a POM could vary depending on location and time, due to seasonal crop changes and possible unforeseen circumstances in the plantations [
6,
20]. To overcome these issues, most plants or systems including POM are often built with an excess capacity to ensure higher flexibility [
21] and lower processing costs (i.e., labour, service and maintenance costs) [
22]. However, this affects the utilisation and economic performance of POM, especially during the lean crop season.
According to the literature, there are several methods developed to optimise and analyse the performance of systems; one of the commonly used methods is input-output (IO) model. IO model was first developed by Leontief [
23] to deal with the interdependencies between system components (e.g., materials, processes, costs) using systems of linear equations. IO models are used to study the behaviour of a system when the input or output of one system component changes quantitatively [
24]. Some notable works on IO model have been presented to analyse economic networks [
23], industrial networks [
25], chemical industry supply chains [
26], food manufacturing plants [
27] and life cycle assessment [
28,
29]. IO optimisation models (IOM) have also been developed based on the general IO methodology. IOM has been successfully applied for industrial complexes [
30,
31], biorefineries [
32], sustainable industrial systems [
33], human resources [
34] and palm oil plantations [
35] to make the best use of situation, goods or production capacity.
Apart from IOM, graphical approaches have been developed to analyse system performance. Graphical approaches provide visual assistance in analysing scientific data and communicating quantitative information [
36]. Some of the well-known graphical approaches are the insight-based
pinch analysis technique [
37] and
process graph, also known as P-graph [
38]. Detailed information and applications of such approaches have been reviewed and discussed by Linnhoff [
39], Foo [
40], and Teng et al. [
41]. Recently, Andiappan et al. [
42] proposed the
feasible operating range analysis (FORA) to examine the real-time feasible operating range of an energy system graphically. Such approach allows the range output (i.e., maximum and minimum of each output) of a system to be determined, considering material input and capacity constraints of individual unit operations. Besides, it also provides insight into potential design modifications based on variations in output demand and process bottleneck [
43].
The studies presented thus far provide evidence for the applications of mathematical programming and graphical approaches (i.e., IOM and FORA) to optimise and analyse problems in various fields. However, limited works were reported for a hybrid approach to deal with such issues. None of the contributions discussed has focused on palm oil milling processes apart from Foong et al. [
6], in which a mathematical programming approach alone is presented. Based on the previous work [
6], operational variables such as operating hours and labour costs are yet to be considered. Besides, analysis on a real-time feasible operating range and the bottleneck of the developed design is not performed in the previous work. In addition, the operational performance of the milling process can be quantified in terms of utilisation and flexibility indices, introduced by Grossmann et al. [
44] to measure the usage and expected deviation from a nominal design state that a process can handle. These research gaps are dealt with in this study, developing a hybrid approach consisting of IOM for palm oil mill optimisation, followed by FORA to analyse the feasible operating range of the developed system. In particular, this work provides an extended account of FORA, whereby production rates, flexibility and utilisation indices and capital expenditure are considered simultaneously to provide a visualisation tool for process improvement.
In the following section, the problem statement for this work is presented, followed by a detailed formulation for IOM in
Section 3. Next, an existing POM flowsheet is optimised using the input-output approach described in
Section 4. Following this, the economic performance, utilisation and flexibility of the POM are then compared to highlight the improvements achieved. Lastly, the conclusions and prospective future works are described in the final section.
2. Problem Statement
The problem addressed by the proposed approach is divided into two parts, stated as follows. The palm oil milling processes consist of a set of technology
te ϵ TE with interchangeable material
m ϵ M. Firstly, an IOM is developed where
A is the input and output matrix composed of the fixed interaction ratios, a
m,te between material
m and technology
te. Each crop season
s has a fixed fraction of occurrence, α
s, to indicate the proportion of each year that it takes up. Different levels of supply of material
m are available in each crop season
s. The number of equipment units operated,
Ute determined from the nominal capacity,
CAPte available in the market. Each material
m and technology
te associated with a given material cost,
Cm, operating cost,
OCte, capital cost,
CCte and electricity consumption,
Ete, respectively. In the event where annual operating time,
AOT exceeds the annual shift time, AST, additional overtime cost,
OTC and operating costs,
OPEX required. The objective is to maximise the economic performance,
EP of the POM as shown in Equation (1).
Based on the optimised POM design, the Ute determined is set as the maximum units operated, to identify the technology bottleneck, Bte from the maximum capacity, of each technology te. Next, FORA is then performed to evaluate the developed system using utilisation and flexibility indices, UI and FI, respectively. The following section further explains the approach developed for this work.
4. Case Study
In this case study, the hybrid approach presented is demonstrated using a POM design adopted from Foong et al. [
6] as the baseline design. It is assumed that the mill operator is interested to further optimise the milling process to improve economic performance,
EP by taking operational factors such as operating hours, labour costs and FFB availability into account. Besides, an analysis to study the feasible operating range, utilisation and flexibility of the POM design is performed, providing a better insight for any changes in system design to cater for any variation in production output in the future. FFBs obtained from plantations are divided into three crop seasons, that is, low, medium and high seasons, each with a given fraction of occurrence, α
s and availability,
yFFB as shown in
Table 1.
A typical POM operates in batches for 12 h daily, usually divided into two workings shifts (i.e., annual shift time, AST = 4350 h/y). It is assumed that the POM is located in a remote area where power grid connection is not available and electricity required to operate the milling process is produced by cogeneration of biomass resources such as PPF and PKS. Fifteen operators with a labour cost, C
lab of US
$4500/y is required for each shift to operate the milling process. It is further assumed that the POM will have an operation lifespan,
of 15 years with a discount rate, r of 5% per annum. The baseline POM design is shown in
Figure 3 with the material and energy flows reported in a range for low and high crop seasons while the values stated in bracket represents the equipment units of each technology needed. Economic parameters such as
CAPEX, OPEX, LC, GP and
EP are summarised in
Table 2 while additional information on material flows, technology units, process matrix table and other specifications of the system (i.e.,
CAPte,
Ete,
CCte,
OCte and
Cm) provided in
Table 3,
Table 4,
Table 5,
Table 6 and
Table 7.
The assumption that the milling process can only be operated for 4350 h a year due to the working shifts of operators causes its capacity to be underutilised. In that case, more equipment units are required, resulting in greater
CAPEX needed to process all the FFBs supplied, especially during the peak crop season. This shows a limitation in the previous study [
6] during optimisation of a palm oil milling process. A more common practice in the industry is to increase the annual operating time,
AOT of the process. In the industry, POM may operate up to 19 h/day or 7000 h/y (
AOT ≤ 7000). In that sense, the total capital costs,
CAPEX needed can be reduced as lesser equipment units are required. However, the increment in
AOT on top of 4350 h/y AST requires overtime cost;
OTC paid for operators working extra time and operating costs,
OCte for service and maintenance of technology units. In this study, overtime costs, C
OT of US
$5/h and an additional 20% for
OCte are considered for operations exceeding 4350 h/y.
5. Results and Discussion
In order to achieve higher
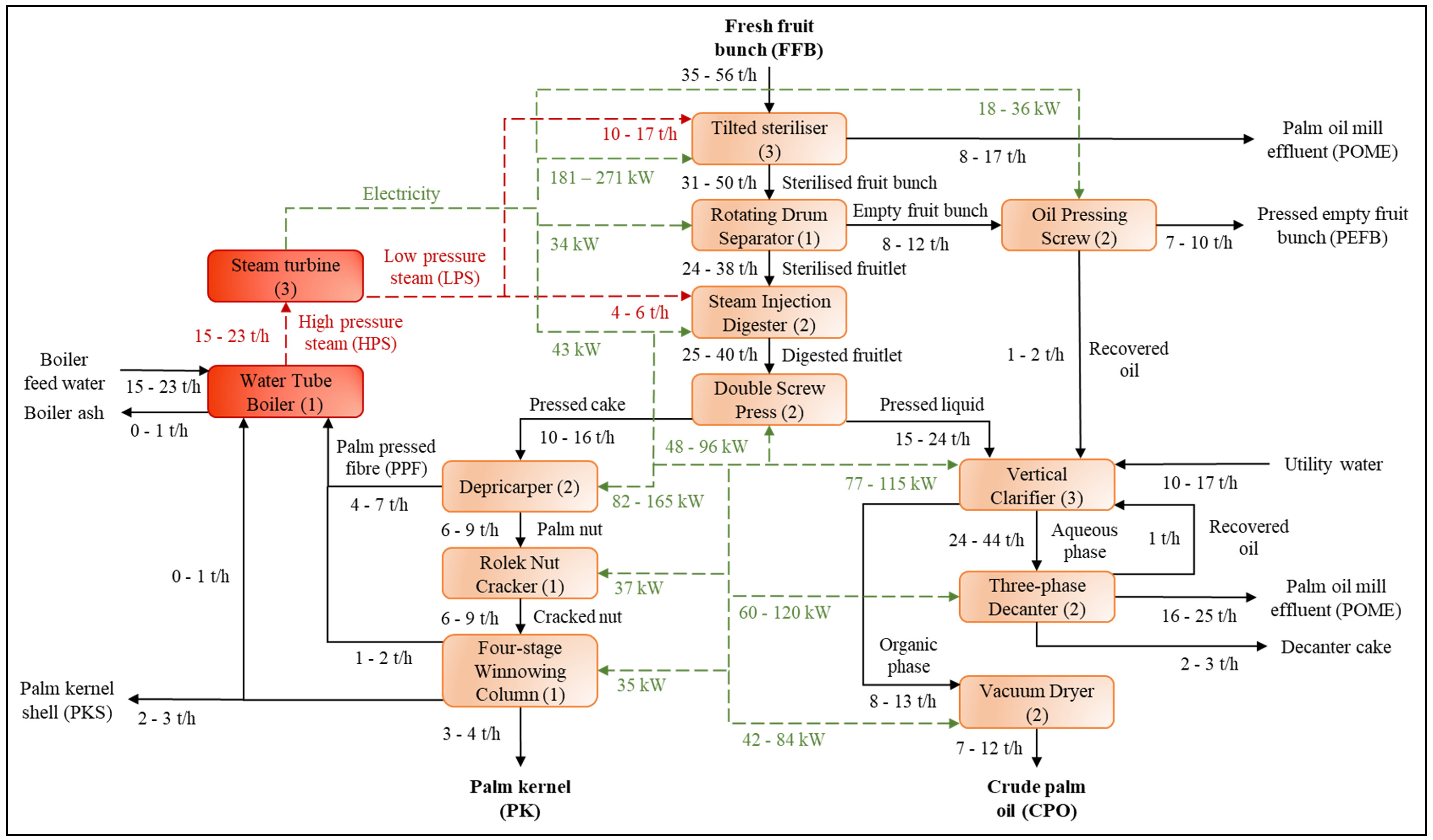
EP, an IOM was developed based on Equations (2)–(15) to optimise the baseline POM design with an objective function given in Equation (1). The model consists of 419 continuous variables with 54 integer variables and 622 constraints, solved in 17 s to achieve a global solution. The optimised POM design is presented in
Figure 4 and the results (
Table 8) showed that an
EP of US
$4.57 million/y
EP is achieved (22% increment) as compared to US
$3.75 million/y reported in the baseline design. This is mainly due to the reduction in
CAPEX required, from US
$18.42 to 11.56 million as the units of technology required,
reduce from 39 (
Table 4) to 26 units as shown in
Table 9.
Data from
Table 10 is compared with
Table 3, showing that the same annual output is achieved, despite a smaller throughput (material flow per hour) in the optimised design by operating 5580, 5640, 4698 and 6656 h/y on average, low, medium and high crop seasons, respectively. In this respect, additional
OTC by US
$0.10, 0.03 and 0.17 million/y required for different crop seasons (an average of US
$0.09 million/y). Besides, an additional 20%
OCte is required to operate the equipment due to longer operational time. However,
OPEX is still reduced by US
$0.32 million/y on average (= US
$1.38–1.06 million/y) as the overall equipment operated decreases. It is worth mentioning that the equipment operated is the same for medium and high crop seasons but longer
AOT in the latter case. As higher
OTC is required to process all the fruits available during medium crop season with smaller processing capacity, it is more optimal to operate the milling process with higher throughput but lower
AOT.
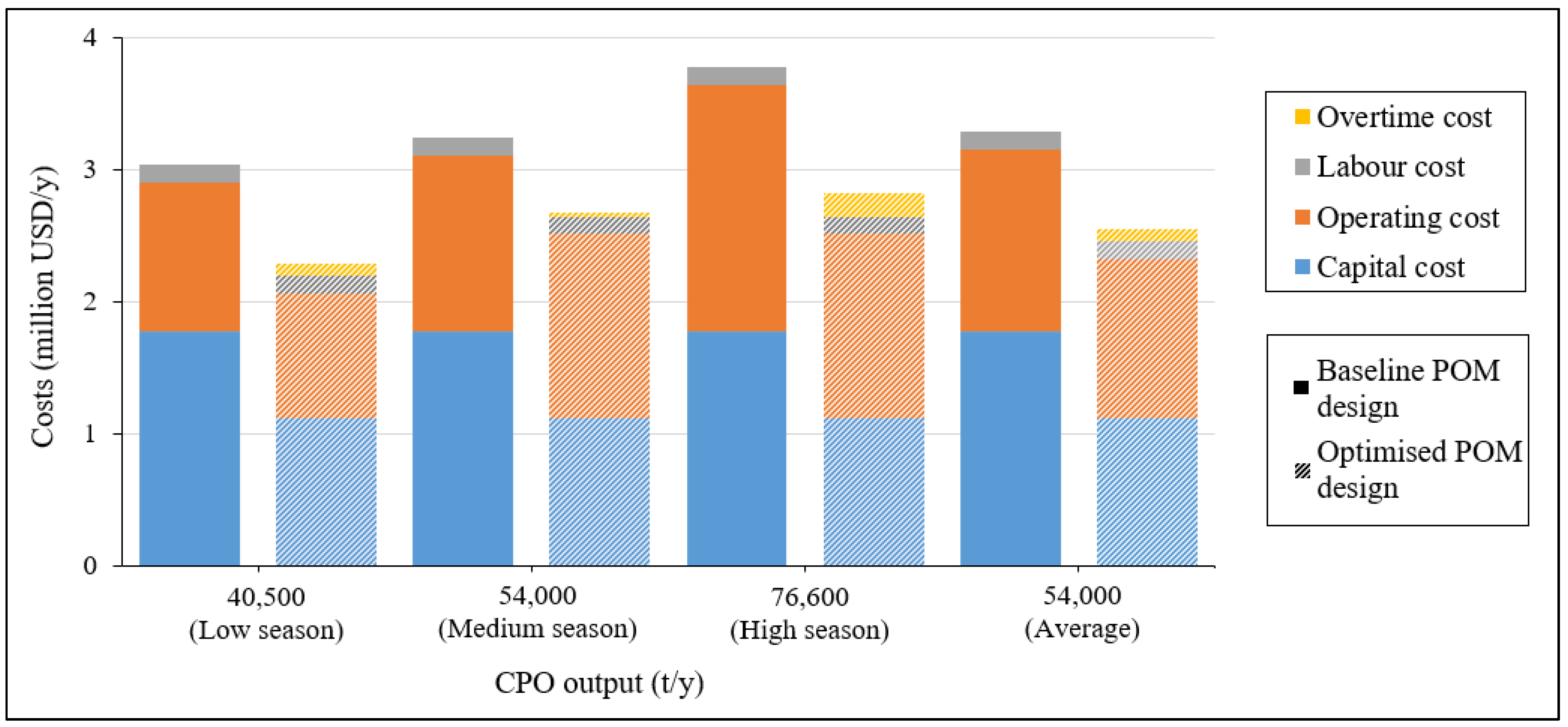
Figure 5 shows the breakdown of costs allocation for both designs where
CAPEX is annualised into a yearly basis for 15 years. It can be seen that the total costs required by the optimised design are lower than the baseline design by to 23% on average with 25, 18 and 25% reduction during low, medium and high crop seasons, respectively. In the next part of this section, the milling process is further analysed with FORA as mentioned earlier to study the feasible range of CPO output with respect to
CAPEX invested.
FORA is performed on the milling process based on Equations (16)–(18), subject to objective functions Equations (1) and (19) for each POM design while operational performance such as
UI and
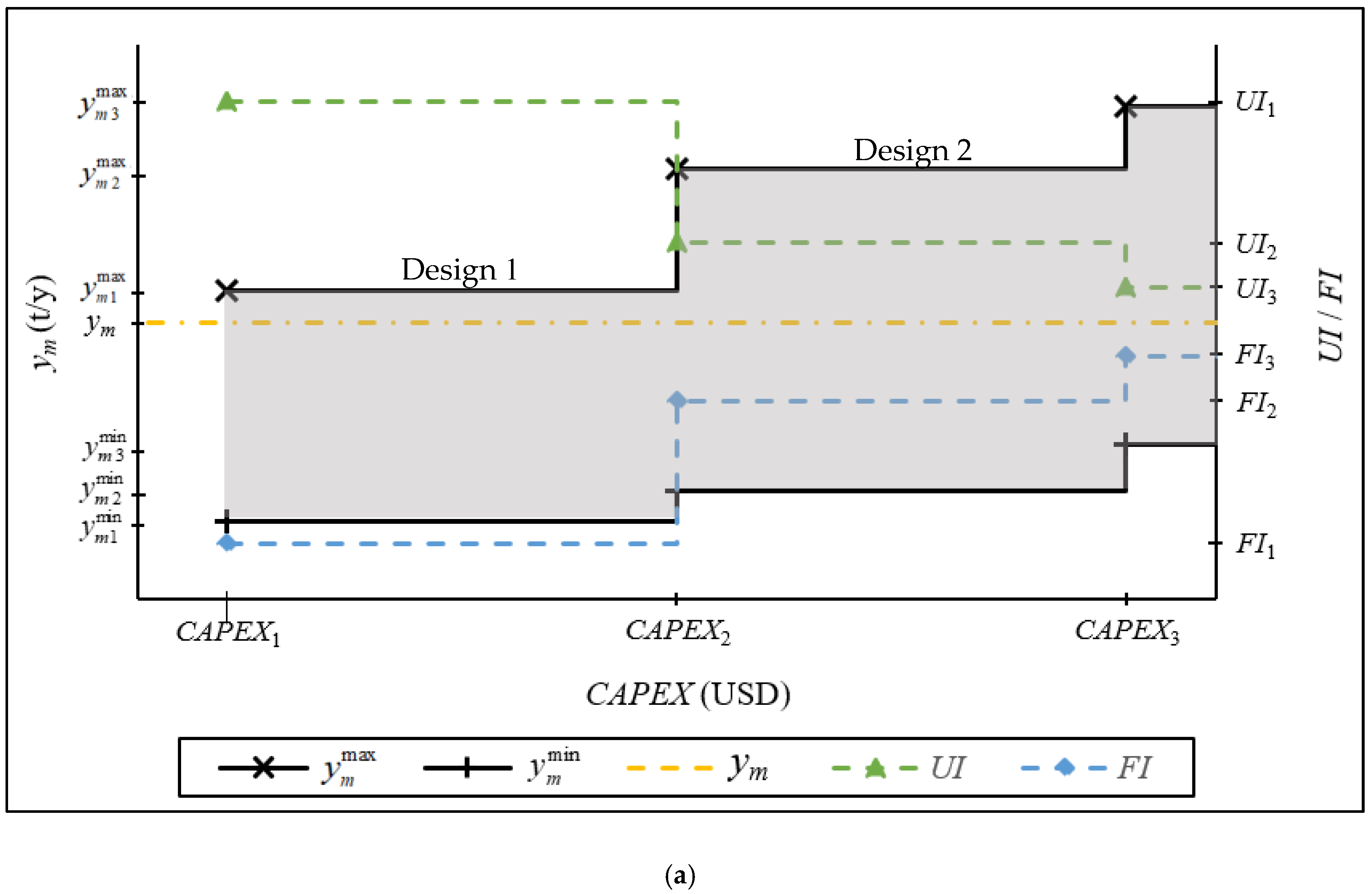
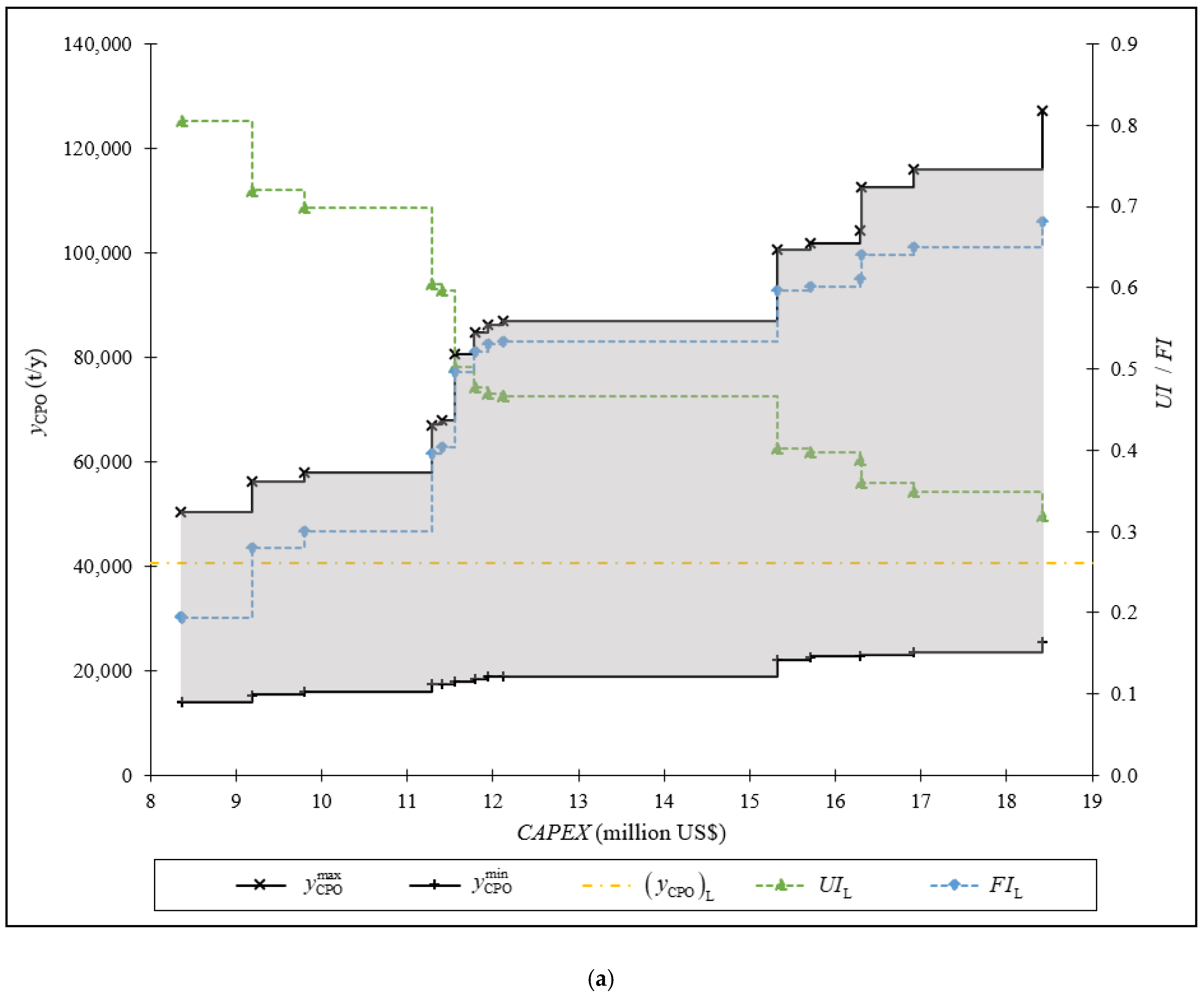
FI are computed based on Equations (20)–(21). The analysis is performed for each increment in equipment unit added, beginning from the design with the smallest capacity of 18 units (optimised design during low crop season) to the design with the biggest capacity, 39 units in the baseline design. Graphical representations for FORA performed on different POM designs are presented in
Figure 6 for different crop seasons and detailed information can be found in
Table 11. From
Figure 6a, we can see that the CPO production during low crop season,
falls within the entire feasible region, representing that each of the design can be used to achieve the output required. In this respect, the optimal operation will be determined from the trade-off between
OTC,
CAPEX and
OPEX as a design with smaller capacity requires higher
OTC but lower
CAPEX and
OPEX or vice versa. According to
Table 8,
Table 9 and
Table 10, the POM is operated at smallest design capacity (
CAPEX = US
$8.36 million) with longer
AOT of 5640 h/y (
OTC = US
$0.1 million/y) during the low crop season. However, the POM is operated in a different manner during medium crop season.
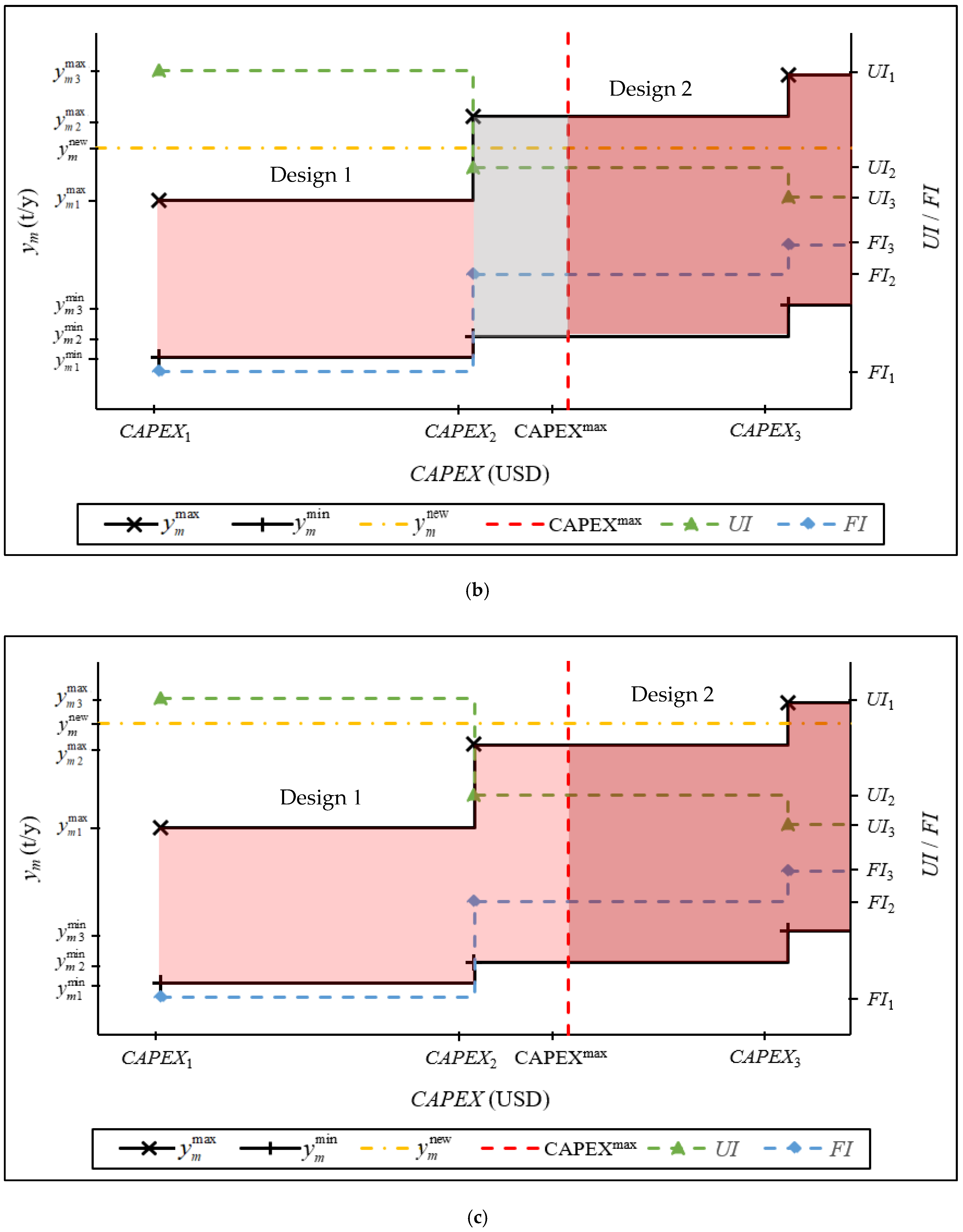
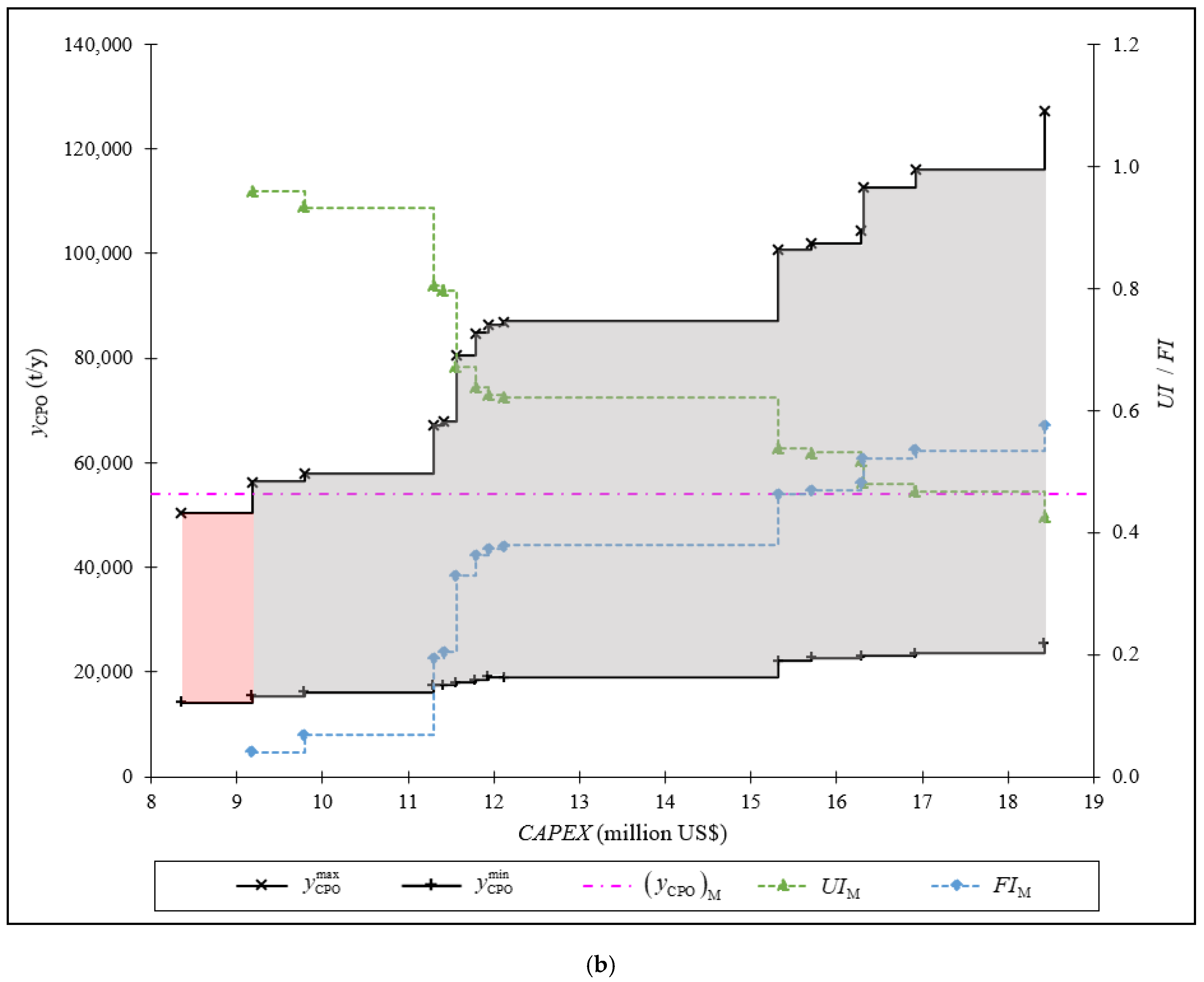
Figure 6b shows that (
yCPO)
M lies in the feasible range for POM designs with 21 equipment units (
CAPEX = US
$9.18 million) and higher. Rather than operating the process with the smallest capacity possible, it was operated at a higher capacity (26 equipment units,
CAPEX = US
$11.56 million) due to lower
OTC of US
$0.03 million/y (
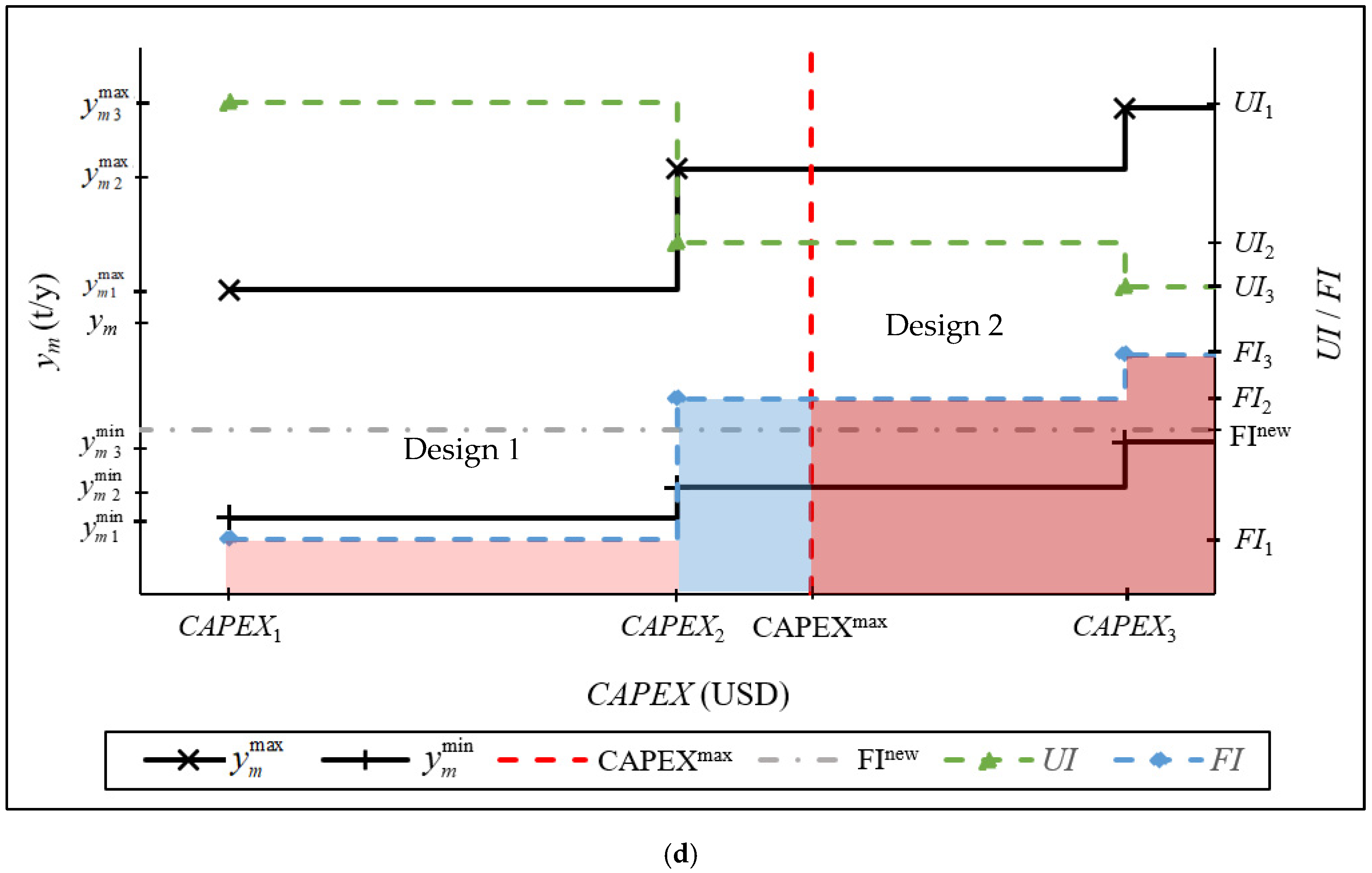
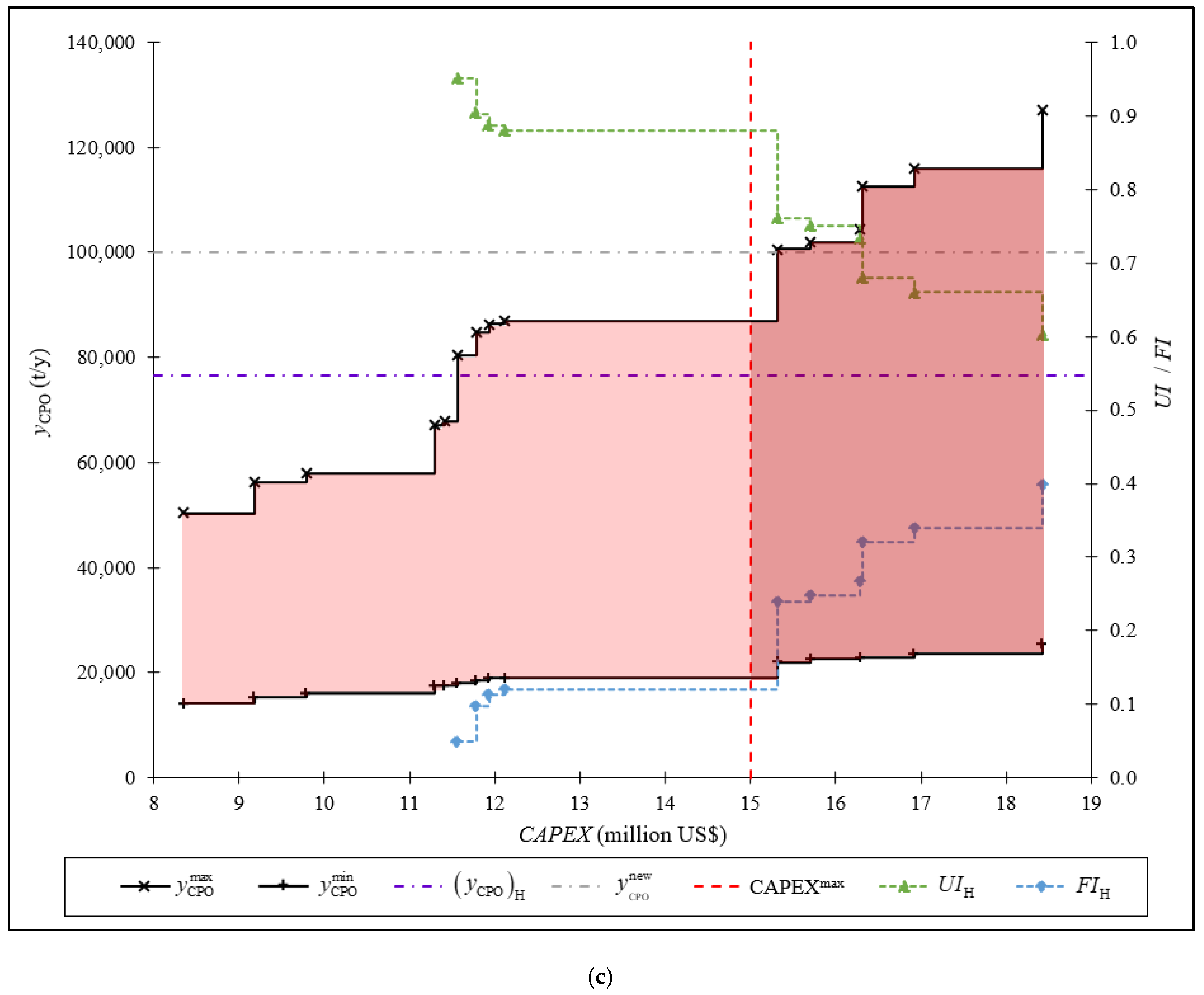
AOT = 4700). On the other hand, at least 26 equipment units are needed during high crop season as (
yCPO)
H falls out of the feasible operating range for smaller POM design as shown in
Figure 6c. From the optimised results, the smallest possible design with higher
OTC of US
$0.17 million/y (
AOT = 6660) is operated during this crop season.
Apart from determining the feasible operating range of each design, this approach also serves as a tool to pinpoint the technology bottleneck, additional
CAPEX needed and
increment for the milling process in sequence.
Table 11 shows that additional equipment units for vacuum dryer, double screw press and depricarper technologies are needed to increase
from 50,300 to 56,300 t/y. Three different bottlenecks occur at the same time and
can only be increased when all three equipment units added. It is then followed by MPS turbine and three-phase decanter to increase
from 56,300 to 58,000 t/y and so on. It also allows the cost-benefit ratio,
CBR for each step to be performed via Equation (22), providing more insight into the effectiveness of any additional investment made.
Based on the
yCPO for each crop season, the
UI and
FI vary with its design. Note that
UI and
FI can only be measured when
yCPO falls within the feasible operating range. During high crop season, a more significant portion of the production capacity in the optimised design has been utilised (
UI = 0.95) as compared to the baseline design with
UI of 0.60. However, it reduces the flexibility from
FI of 0.40 to 0.05. This indicates that even though a higher proportion of the production capacity utilised in the optimised design during high crop season, the flexibility is reduced. In the event where
yCPO were to increase further, it is implausible for the optimised design to cope up with such changes, unless, additional equipment units for rotating drum separator, vertical clarifier, rolek nut cracker and so forth are added. For instance, when (
yCPO)
H is increased by 30% from 76,600 to 100,000 t/y,
CAPEX of US
$15.32 million and 31 equipment units will be needed to achieve the
as shown in
Figure 6c. However, such increment could not be satisfied if CAPEX
max is limited at US
$15 million. Thus, a maximum of 87,000 t/y CPO could be produced with such given constraint in
CAPEX.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}